Denumire tablă galvanizată conform GOST. Tabla de otel galvanizata cu linii continue
Specificații. (extrase)
Acest standard se aplică tablelor și bobinelor de oțel laminat la rece, zincat la cald în unități de zincare continuă, destinate profilării la rece, vopsirii, fabricării de piese ștanțate, ustensile, recipiente și alte produse metalice.
Indicatorii de nivel tehnic stabiliți prin prezentul standard îndeplinesc cerințele de cea mai înaltă și prima categorie de calitate.
1. Clasificare
1.1. Tablă de oțel zincată (OT) este subdivizată:
Atribuit grupurilor
- Pentru ștanțare la rece - ХШ,
- Pentru profilare la rece - HP,
- Pentru colorare (antrenament) - PC,
- scop general- ESTE EL;
În funcție de capacitatea de a desena (oțelul grupului XSh) în categorii
- Desen normal - H,
- desen adânc - G,
- Extragere foarte adâncă - VG;
În funcție de uniformitatea grosimii stratului de zinc
- Cu variația normală a grosimii - HP,
- Cu variație redusă a grosimii - UR.
1.2. Prin acord între consumator și producător, oțelul galvanizat poate fi produs:
- cu model de cristalizare - KR,
- fără model de cristalizare - MT.
1.3. În funcție de grosimea acoperirii, oțelul galvanizat este împărțit în 3 clase conform tabelului. unu.
tabelul 1
La fabricarea oțelului cu o acoperire diferențiată, grosimea sa pe o parte a foii trebuie să corespundă clasei 2, iar pe cealaltă parte - clasa P (pentru foi) sau clasa 1.
2. Sortiment.
2.1. Oțelul galvanizat este realizat cu o lățime de 710 până la 1800 mm inclusiv, o grosime de 0,5 până la 2,5 mm inclusiv.
2.2. Dimensiunile, abaterile limită și alte cerințe pentru sortiment trebuie să respecte cerințele GOST 19904-74.
Exemple simboluri
Oțel galvanizat cu o grosime de 0,8, o lățime de 1000, o lungime de 2000 mm, precizie normală de rulare B, planeitate normală PN, cu o muchie netivită NO din grupa OH, un model de cristalizare KR, prima clasă de acoperire cu zinc conform GOST 14918-80:
Oțel laminat galvanizat cu un strat diferențiat de 0,5 grosime, 710 mm lățime, precizie sporită de laminare A, PV plan înalt, cu muchie tăiată O, grad Bst3kp, pentru vopsire pe PC, fără model de cristalizare MT cu variație redusă de grosime UR, acoperit pe o singură față prima , iar pe cealaltă clasa a doua conform GOST 14918-80:
| OC | A-O-1,5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Cerințe tehnice
3.1. Oțelul galvanizat trebuie fabricat în conformitate cu cerințele acestui standard internațional. documentatie tehnica aprobat în modul prescris.
3.2. Oțelul galvanizat este fabricat din oțel carbon laminat la rece, cu calitatea suprafeței conform GOST 16523-70. Calitățile de oțel trebuie să corespundă cu cele din tabelul 1.
tabelul 1
| Oțel galvanizat | Marca oțel laminat la rece pentru fabricarea otelului zincat | ||
| grup | Categoria capota | Calitate de prima categorie | Categorie de calitate superioara |
| XIII | N, G | Calități de oțel cu chimie. Compoziție conform GOST 9045-80, GOST 1050-74 și GOST 380-781 | Calităţi de oţel cu compoziție chimică conform GOST 9045-80, precum și GOST 1050-74 cu un conținut de sulf de cel mult 0,035% și fosfor - nu mai mult de 0,020% și GOST 380-71 cu o fracție de masă de sulf de cel mult 0,035% și fosfor - nu mai mult de 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu conform GOST 9045-80 08PS, 08KP, 10KP conform GOST 1050-74 | 08ps, 08kp, 08Yu în conformitate cu GOST 9045-80 08ps, 08KP, 10kp în conformitate cu GOST1050-74 cu o fracție de masă de sulf nu mai mult de 0,030% și fosfor - nu mai mult de 0,020% |
| XII, PC | - | 08ps conform GOST 9045-80 08.08ps conform GOST 1050-74 Bst0, Bst1, bst3 de toate gradele de dezoxidare conform GOST 380-71 | - nu mai mult de 0,0035% |
| ESTE EL | - | Calități de oțel cu compoziție chimică conform GOST 9045-80, GOST 1050-74, GOST 380-71 | Calitatea de oțel cu o compoziție chimică conform GOST 9045-80, GOST 1050-74, GOST 380-71 cu o fracție de masă de sulf nu mai mult de 0,045% și fosfor - nu mai mult de 0,04%. |
3.3. Pentru galvanizare, clasele de zinc Ts0 și Ts1 sunt utilizate conform GOST 3640-79 cu adăugarea de aluminiu, plumb și alte metale la baie. Dopajul cu plumb este permis datorită introducerii zincului Ts2.
3.4. Suprafața din oțel galvanizat trebuie să fie curată, cu o acoperire continuă.
3.4.1. Nu este permisă întreruperea continuității acoperirii sub formă de fisurare pe noduli mici localizați pe defecte ale bazei de oțel, a căror clasificare și dimensiuni sunt prevăzute de GOST 16523-70.
3.4.2. Pe foi și benzi cu o margine netivită, defectele de margine cu o adâncime care depășește abaterile maxime în lățime nu sunt permise.
3.5. Pentru oțel galvanizat din grupele KhSh, KhP și OH, micșorare (ladeare, stratificare), granule și cristalizare neuniformă a zincului, urme de îndoire ale benzii și rolelor de control, rugozitatea locală a acoperirii (erupții cutanate), zgârieturi ușoare și abraziuni care nu se distruge continuitatea stratului de zinc sunt permise, pete ușoare și mate, colorarea neuniformă a filmului pasiv.
3.6. Pentru oțel galvanizat din grupul PC, puncte întunecate și o cale (urme) de la deformarea mică deformată (lafundare, stratificare), granule de rugozitate locală a acoperirii (erupție), un model mat de cristalizare a zincului, urme de îndoire, dungi, zgârieturile ușoare și abraziunile care nu încalcă continuitatea sunt permise acoperirea cu zinc, pete ușoare și mate, colorarea neuniformă a peliculei pasive.
3.7. La cererea consumatorului, pelicula pasiva trebuie sa aiba o culoare uniforma.
3.8. Variația redusă a grosimii stratului de zinc UR nu trebuie să fie mai mare de 16 pentru clasa P, nu mai mult de 10 pentru clasa 1 și nu mai mult de 4 microni pentru clasa 2. Oțelul galvanizat cu variație normală de grosime HP trebuie să aibă o grosime de acoperire în limitele indicate în Tabelul 1.
Oțelul galvanizat de cea mai înaltă calitate este produs cu diferite grosimi ale stratului de zinc pentru oțel din grupele XSh, KhP și PK din clasa P - nu mai mult de 12, clasa 1 - nu mai mult de 8 și clasa 2 - nu mai mult de 3 microni.
3.9. În locul îndoirii oțelului galvanizat cu o grosime de până la 1,0 mm inclusiv, la testarea rezistenței de aderență a acoperirii la metalul de bază la o îndoire de 180 °, nu ar trebui să existe delaminarea stratului de zinc care să expună suprafata de otel. Este permisă o rețea de fisuri mici pe toată lungimea îndoirii și delaminarea acoperirii la o distanță de până la 6 mm de marginile probei.
3.10. Oțelul galvanizat mecanic trebuie să respecte standardele specificate în tabel. 1b.
- adâncimea orificiului sferic din oțel zincat din grupa XSh trebuie să respecte standardele date în tabel. 1b.
- Pentru oțelul galvanizat din grupul XSh de cea mai înaltă categorie de calitate, alungirea relativă ar trebui să fie de 1 unitate. mai mult decât normele de masă. 1b, iar adâncimea găurii sferice este cu 0,2 mm mai mare decât normele din Tabel. 1c.
Tabelul 1 b
Oțel galvanizat | Rezistenta temporara | Rezistenta la curgere | Alungirea relativă s 4, %, nu mai puțin, la L0=80 mm pentru grosimea oțelului, mm |
||||
| grupuri | categorii de hote | decalajul s in, MPa | s t, MPa, nu mai puțin de | până la 0,7 | sv 0,7 până la 1,5 | sv 1,5 până la 2,0 | sv 2.0 |
| ХШ | H G VG | 300-490 275-430 255-410 | - - - | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| ESTE EL | - | - | - | - | - | - | - |
Notă. Valorile rezistenței la tracțiune și alungirii relative pentru oțel galvanizat din grupa XSh de categorii de desene N și G de alungire relativă pentru oțel din grupele HP și PK sunt opționale până la 01/07/89.
La calcularea rezistenței la tracțiune și a limitei de curgere, grosimea stratului de zinc nu este luată în considerare.
Tabelul 1c
Grosimea otelului zincat | Adâncimea unei găuri sferice pentru categoriile de hote, nu mai puțin de |
||
| VG | G | H | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Note:
- Pentru oțelul zincat de grosimi intermediare, adâncimea găurii sferice trebuie să respecte standardele stabilite pentru cea mai apropiată grosime mai mică.
- Valorile adâncimii gropiței sferice pentru oțel galvanizat cu grosimea de peste 1,5 mm sunt opționale până la 01/07/89.
- Când sunt testate pe dispozitive de tip MTL-10 g, normele pentru adâncimea unei găuri sferice sunt reduse cu 0,3 mm.
3.11. Oțelul galvanizat din grupa ХШ este produs cu o dimensiune a granulelor de ferită de puncte 7, 8, 9, 10 conform GOST 5639-82 pentru categoriile de hote VG și nu mai puțin de 6 puncte pentru categoriile de hote G.
Pentru oțelul galvanizat din categoria VG, granulația neuniformă este permisă în două numere adiacente, pentru foile din categoria G - în trei numere adiacente.
3.12. Pentru oțelul galvanizat din grupa ХШ din categoria VG, prezența cementitului liber structural este permisă în limitele punctelor 0, 1, 2 și 3 ale scarii 1 conform GOST 5640-68. Pentru categoriile de desen G și H, prezența cementitului liber structural nu este standardizată.
3.13 Numărul de coturi fără rupere a oțelului zincat din grupele KhP, PK, OH trebuie să respecte standardele stabilite în Tabel. 1 g
Tabelul 1d
Notă. Standardele de îndoire pentru oțel galvanizat cu o grosime mai mare de 1,5 mm sunt opționale până la 01/07/89.
3.14. (Șters, Rev. Nr. 2).
4. Reguli de acceptare
4.1. Oțelul galvanizat este acceptat în loturi. Lotul trebuie să fie format din foi sau bobine din aceeași grupă de oțel zincat, de aceeași dimensiune, de același tip și clasă, grosime de acoperire, tip, conservare, de aceeași marcă și căldură (oțel de la KhSh, KhP și PK). grupuri) categoria de desen (oțel din grupul KhSh), trebuie eliberat și însoțit de un document de calitate în conformitate cu GOST 7566-81 cu adăugarea de indicatori de calitate opționali.
Masa lotului nu trebuie să depășească producția de înlocuire a unității.
4.3. Pentru a controla dimensiunile și calitatea suprafeței, sunt selectate 6% din foi sau o rolă din lot.
4.4. Pentru a controla rezistența adezivă a stratului de acoperire, proprietăți mecanice, microstructurile iau o foaie sau o rolă dintr-un lot.
4.5. La primirea rezultatelor testelor nesatisfăcătoare pentru cel puțin unul dintre indicatori, se efectuează o a doua încercare în conformitate cu GOST 7566-81.
6. Marcare, ambalare, transport și depozitare.
6.1. Marcare, ambalare, transport și depozitare - în conformitate cu GOST 7566-81 cu completări.
6.2. Pentru a proteja suprafața oțelului galvanizat împotriva coroziunii, se efectuează conservarea: pasivare, ungere sau pasivare și ungere.
La cererea consumatorului, oțelul zincat nu se păstrează.
Când sunt expediate în nordul îndepărtat și în zonele greu accesibile, este necesară conservarea.
6.3. Foile de oțel galvanizat sunt formate într-un pachet, așezând o foaie peste alta. Pentru foile cu acoperire diferențiată, partea cu grosimea a 2-a clasa de acoperire trebuie să fie orientată spre partea inferioară a pachetului.
Sfarsit si suprafete laterale pachetele sunt înconjurate de canale din recoacere tabla de otel nu mai puțin de 0,4 mm grosime conform documentației normative și tehnice.
În partea de jos a pachetului trebuie atașat bare de lemnîn conformitate cu GOST 8486-86 și GOST 2695-83 cu o secțiune de cel puțin 80x80 mm sau bare metalice conform documentației tehnice și de reglementare. Numărul de bare din lemn și metal cu o lățime a pachetului de până la 1200 mm - 2 buc.; peste 1200 mm - respectiv 3 buc. si 2 buc.
6.4. Bobinele de oțel galvanizat cu o acoperire diferențiată sunt laminate astfel încât partea cu grosimea de clasa a 2-a de acoperire cu zinc să fie situată în interiorul bobinei.
6.5. Legăturile și rulourile trebuie să fie strâns legate. Numărul de curele - conform GOST 7566-81.
6.6. Masa unui pachet trebuie să fie de cel puțin 3 tone și nu trebuie să depășească 10 tone.
Pana la data de 01/01/88, la cererea consumatorului, masa unui pachet de tabla de otel zincat nu trebuie sa depaseasca 5 tone.
6.7. Marcajul de transport al pachetelor trebuie aplicat în conformitate cu GOST 14192-77 cu vopsea închisă la culoare pe suprafața de capăt a pachetului și pe suprafața laterală a rolei și să conțină inscripții principale, suplimentare și informative.
6.8. Transport otel zincat cu trenul efectuate cu material rulant deschis în conformitate cu normele de transport de mărfuri în vigoare pe acest tip de transport și cu condițiile de încărcare și asigurare a mărfurilor aprobate de Ministerul Căilor Ferate.
6.9. Depozitarea oțelului galvanizat trebuie să respecte condițiile Zh3 în conformitate cu GOST 15150-69, excluzând prezența îmbinării cu substanțe active chimic.
OTEL ZINCAT CU LINII CONTINUE
CONDIȚII TEHNICE
EDITURA STANDARDE IPK
Moscova
STANDARD INTERSTATAL
Prin Decretul Comitetului de Stat pentru Standarde al URSS din 31 martie 1980 nr. 1465, a fost stabilită data introducerii
01.07.81
Perioada de valabilitate a fost eliminată conform protocolului nr. 3-93 al Consiliului Interstatal pentru Standardizare, Metrologie și Certificare (IUS 5-6-93)
Acest standard se aplică tablelor și bobinelor de oțel laminat la rece, zincat la cald în unități de zincare continuă, destinate profilării la rece, vopsirii, fabricării de piese ștanțate, ustensile, recipiente și alte produse metalice.
Indicatorii de nivel tehnic stabiliți prin prezentul standard îndeplinesc cerințele categoriilor de cea mai înaltă și de primă calitate.
1. CLASIFICARE
1.1. Tablă de oțel zincată (OT) este subdivizată:
atribuite grupurilor
pentru ștanțare la rece - ХШ,
pentru profilare la rece - HP,
pentru colorat (antrenat) - PC,
scop general - OH;
prin capacitatea de tragere
(grup de oțel X W) pe categorie
glugă normală - H,
desen adânc - G,
desen foarte adânc - VG;
în funcţie de uniformitatea grosimii stratului de zinc
cu variație normală de grosime - HP,
cu variație redusă a grosimii - UR.
1.2. Prin acord între consumator și producător, oțelul galvanizat poate fi produs:
cu model de cristalizare - KR,
fără model de cristalizare - MT.
1.3. În funcție de grosimea acoperirii, oțelul zincat este împărțit în trei clase în conformitate cu cele indicate în tabel. unu.
tabelul 1
|
Clasa de grosime |
Greutatea stratului de acoperire de 1 m 2 aplicat pe ambele părți, r |
Grosimea acoperirii, µm |
|
P (creștet) |
Sf. 570 la 855 incl. |
Sf. 40 la 60 incl. |
|
» 258 » 570 » |
» 18 » 40 » |
|
|
De la 142,5" 258" |
De la 10 » 18 » |
La fabricarea oțelului cu acoperire diferențiată, grosimea acestuia pe o parte a tablei trebuie să corespundă clasei 2, iar pe cealaltă față clasei P (pentru table) sau clasa 1.
2. SORTIMENT
2.1. Oțelul galvanizat este produs cu o lățime de 710 până la 1800 mm inclusiv, o grosime de 0,5 până la 2,5 mm inclusiv.
2.2. Dimensiunile, abaterile limită și alte cerințe de sortiment trebuie să respecte cerințele.
Oțelul galvanizat de cea mai înaltă categorie de calitate este produs de:
cu o semilună de oțel laminat nu mai mult de 6 mm pe 3 m lungime;
cu planeitate PV și PU și abateri admisibile de grosime conform standardelor de precizie sporită de rulare;
cu role telescopice cu o lățime de oțel de până la 1000 mm nu mai mult de 30 mm.
Exemple de legendă
Oțel galvanizat cu o grosime de 0,8, o lățime de 1000, o lungime de 2000 mm, precizie normală de rulare B, planeitate normală PN, cu o muchie netivită NO din grupa OH, cu un model de cristalizare KR, prima clasă de zinc acoperire conform GOST 14918-80:
Oțel laminat galvanizat cu grosimea de 1,2, lățime de 1000 mm, precizie sporită de laminare A, cu muchie tăiată O, grad 08kp, ambutisare foarte adâncă VG, fără model de cristalizare MT, cu variație redusă a grosimii UR, clasa a II-a de acoperire conform GOST 14918-80:
Oțel laminat galvanizat cu înveliș diferențiat de 0,5 grosime, 710 mm lățime, precizie de laminare mărită A, cu muchie tăiată O, grad Bst3kp, pentru vopsire pe PC, fără model de cristalizare MT cu variație de grosime redusă UR, acoperit pe o față a primei, și pe o altă clasă a doua conform GOST 14918-80:
Capitol. 2. (Ediție revizuită, Rev. Nr. 2).
3. CERINȚE TEHNICE
3.1. Oțelul galvanizat trebuie să fie fabricat în conformitate cu cerințele acestui standard pentru documentația tehnică aprobată în modul prescris.
3.2. Oțelul galvanizat este fabricat din bobine de oțel carbon laminate la rece, cu o calitate a suprafeței de . Calitățile de oțel trebuie să corespundă cu cele din tabel. 1a.
tabelul 1A
|
Oțel galvanizat |
Oțel laminat la rece pentru fabricarea oțelului galvanizat |
||
|
grup |
|||
|
ХШ |
N, G |
Calități de oțel cu o compoziție chimică de , precum și cu un conținut de sulf de cel mult 0,035% și fosfor - nu mai mult de 0,020% și cu o fracție de masă de sulf de cel mult 0,035% și fosfor - nu mai mult de 0,025% |
|
|
ХШ |
VG |
08ps, 08kp, 08Yu |
08ps, 08kp, 08Yu |
|
08ps, 08kp, 10 cl. |
08ps, 08kp, 10kp cu o fracție de masă de sulf nu mai mult de 0,030% și fosfor - nu mai mult de 0,020% |
||
|
HP, PC |
08ps la |
08ps la |
|
|
08, 08ps la |
08, 08pa pe |
||
|
BSt0, BSt1, BSt2, BStZ de toate gradele de dezoxidare conform |
Bst0, Bst1, Bst2, Bst3 de toate gradele de dezoxidare cu o fracție de masă de sulf nu mai mult de 0,04% și fosfor - nu mai mult de 0,035% |
||
|
ESTE EL |
Calități de oțel cu compoziție chimică conform , și |
Calități de oțel cu o compoziție chimică de , cu o fracție de masă de sulf nu mai mult de 0,045% și fosfor - nu mai mult de 0,040% |
|
(Ediție revizuită, Rev. Nr. 2).
3.3. Pentru galvanizare, clasele de zinc Ts0 și Ts1 sunt utilizate conform GOST 3640-94 cu adăugarea de aluminiu, plumb și alte metale la baie. Dopajul cu plumb este permis datorită introducerii zincului Ts2.
3.4. Suprafața din oțel galvanizat trebuie să fie curată și acoperită complet.
3.4.1. Nu este permisă întreruperea continuității acoperirii sub formă de fisurare pe mici noduli localizați pe defecte ale bazei de oțel, a căror clasificare și dimensiuni sunt prevăzute.
3.4.2. Pe foi și benzi cu o margine netivită, defectele de margine cu o adâncime care depășește abaterile maxime în lățime nu sunt permise.
3.4 - 3.4.2. (Ediție schimbată, Rev. nr. 2).
3.5. Pentru oțel galvanizat din grupele KhSh, KhP și OH, micșorare (săfuire, stratificare), granule și cristalizare neuniformă a zincului, urme de îndoire a benzii și a rolelor de control, rugozitatea locală a acoperirii (erupții cutanate), zgârieturi ușoare și abraziuni care nu încălcați continuitatea acoperirii cu zinc sunt permise, pete ușoare și mate, colorarea neuniformă a filmului pasiv.
3.6. Pentru oțel galvanizat din grupul PC, puncte întunecate și un traseu (urme) de la mic deformare (ladere, stratificare), granule și rugozitatea locală a acoperirii (erupție), model mat și neclar de cristalizare a zincului, urme de îndoire a benzii, zgarieturi si abraziuni usoare, sunt permise intreruperea continuitatii invelisului de zinc, pete usoare si mate, colorarea neuniforma a peliculei pasive.
3.7. La cererea consumatorului, pelicula pasiva trebuie sa aiba o culoare uniforma.
(Ediție revizuită, Rev. Nr. 2).
3.8. Variația redusă a grosimii stratului de zinc UR nu trebuie să fie mai mare de 16 pentru clasa P, nu mai mult de 10 pentru clasa 1 și nu mai mult de 4 microni pentru clasa 2. Oțelul galvanizat de grosime normală HP trebuie să aibă o grosime de acoperire în limitele indicate în tabel. unu.
Oțelul galvanizat de cea mai înaltă calitate este produs cu diferite grosimi ale stratului de zinc pentru oțel din grupele XSh, KhP și PK din clasa P - nu mai mult de 12, clasa 1 - nu mai mult de 8 și clasa 2 - nu mai mult de 3 microni.
3.9. În locul îndoirii oțelului galvanizat cu o grosime de până la 1,0 mm inclusiv, la testarea rezistenței de aderență a acoperirii la metalul de bază la o îndoire de 180 °, nu ar trebui să existe delaminarea stratului de zinc care să expună suprafata de otel. Este permisă o rețea de fisuri mici pe toată lungimea îndoirii și delaminarea acoperirii la o distanță de până la 6 mm de marginile probei.
3.10. Proprietățile mecanice ale oțelului galvanizat trebuie să respecte standardele specificate în tabel. 1b.
|
Oțel galvanizat |
Rezistență la tracțiune s LA, MPa |
Rezistenta la curgere s T, MPa, nu mai puțin de |
Extensie relativă d 4 , %, nu mai puțin, lal 0 = 80 mm pentru grosimea oțelului, mm |
||||
|
grupuri |
până la 0,7 |
Sf. 0,7 |
Sf. 1.5 |
Sf. 2.0 |
|||
|
300-490 |
|||||||
|
ХШ |
275-430 |
||||||
|
VG |
255-410 |
||||||
|
HP, PC |
|||||||
|
ESTE EL |
|||||||
Notă. Valorile rezistenței la tracțiune și alungirii relative pentru oțelul galvanizat din grupa XSh de categorii de desen N și G, alungirea relativă pentru oțel din grupele HP și PK au fost opționale până la 01.07.89.
La calcularea rezistenței la tracțiune și a limitei de curgere, grosimea stratului de zinc nu este luată în considerare.
3.10.1. Adâncimea găurii sferice din oțel galvanizat din grupa XSh trebuie să respecte standardele date în tabel. 1c.
|
Grosimea otelului zincat |
Adâncimea unei găuri sferice pentru categoriile de hote, nu mai puțin de |
||
|
VG |
G |
H |
|
|
10,1 |
|||
|
10,3 |
10,1 |
||
|
10,5 |
10,3 |
||
|
10,7 |
10,5 |
||
|
10,8 |
10,6 |
||
|
11,0 |
10,8 |
||
|
11,3 |
11,0 |
||
|
11,4 |
11,1 |
||
|
11,5 |
11,2 |
||
|
11,6 |
11,3 |
||
|
11,7 |
11,4 |
||
Note:
1. Pentru oțelul zincat de grosimi intermediare, adâncimea orificiului sferic trebuie să respecte standardele stabilite pentru cea mai apropiată grosime mai mică.
2. Valorile adâncimii gropiței sferice pentru oțel galvanizat peste 1,5 mm grosime au fost opționale până în 01/07/89.
3. Când sunt testate pe dispozitive de tip MTL-10 g, normele pentru adâncimea unei găuri sferice sunt reduse cu 0,3 mm.
3.10.2. Pentru oțelul galvanizat din grupul XSh de cea mai înaltă categorie de calitate, alungirea relativă ar trebui să fie de 1 unitate. mai mult decât normele, iar adâncimea găurii sferice este cu 0,2 mm mai mare decât normele.
3.10 - 3.10.2. (Ediție revizuită, Rev. nr. 2).
3.11. Oțelul galvanizat din grupul XSh este fabricat cu o dimensiune a granulelor de ferită de puncte 7, 8, 9, 10 conform GOST 5639-82 pentru categoriile de hote VG și nu mai puțin de 6 puncte pentru categoria de hote G.
Pentru oțelul galvanizat din categoria VG, granulația neuniformă este permisă în două numere adiacente, pentru foile din categoria G - în trei numere adiacente.
3.12. Pentru oțelul galvanizat din grupa ХШ din categoria VG, prezența cementitului liber structural este permisă în limitele punctelor 0, 1, 2 și 4 ale scarii 1 conform GOST 5640-68. Pentru categoriile de desen G și H, prezența cementitului liber structural nu este standardizată.
3.13. Numărul de coturi fără rupere a oțelului zincat din grupele KhP, PK, OH trebuie să respecte standardele stabilite în tabel. 1 g
Tabelul 1d
|
Grosimea otelului zincat, mm |
Numărul de îndoituri |
|
Până la 0,8 incl. |
|
|
Sf. 0,8 » 1,2 » |
|
|
» 1.2 » 2.0 » |
|
|
» 2.0 |
Notă. Normele de îndoire a oțelului zincat cu grosimea mai mare de 1,5 mm au fost opționale până în 01/07/89.
(Ediție revizuită, Rev. Nr. 2).
3.14. (Șters, Rev. Nr. 2).
4. REGULI DE ACCEPTARE
4.1. Oțelul galvanizat este acceptat în loturi. Lotul trebuie să fie format din foi sau bobine din aceeași grupă de oțel galvanizat, de aceeași dimensiune, de același tip și clasă de grosime a stratului, tip de conservare, de aceeași calitate și căldură (oțel din KhSh, KhP și PK). grupe) și categoria de desen (oțel din grupul KhSh), trebuie să fie emise și să fie însoțite de un document de calitate cu adăugarea de valori pentru indicatorii de calitate opționali.
Masa lotului nu trebuie să depășească producția de înlocuire a unității.
(Ediție revizuită, Rev. Nr. 2).
4.2. În documentul de calitate, rezultatele testelor și datele despre compoziția chimică sunt indicate la cererea consumatorului.
Pentru oțelul galvanizat, căruia i s-a acordat Marca de calitate de stat, desemnarea mărcii de calitate de stat este aplicată pe documentul de calitate.
4.3. Pentru a controla dimensiunile și calitatea suprafeței, sunt selectate 6% din foi sau o rolă din lot.
4.4. Pentru a controla rezistența de aderență a acoperirii, proprietățile mecanice, microstructura, o foaie sau o rolă este selectată din lot.
4.5. La primirea rezultatelor testelor nesatisfăcătoare pentru cel puțin unul dintre indicatori, se efectuează o re-testare conform.
5. METODE DE TESTARE
5.1. Calitatea suprafeței foilor și rolelor este verificată prin inspecție externă fără utilizarea dispozitivelor de mărire.
5.2. Pentru testare, mostrele sunt tăiate din fiecare foaie sau rolă selectată în conformitate cu cerințele desenului și tabelului. 2
Metoda de test
lăţime
lungime
Despre puterea de aderență a stratului de zinc la metalul de bază
3, 4, 5
Pentru a determina greutatea stratului de zinc și variația grosimii
Inflexiune
Pe capota unei găuri sferice (X- locul de testare)
180-300
De tracţiune
9, 10
Evaluarea microstructurii
Notă. Probele sunt tăiate cu abateri maxime de dimensiune - ± 3 mm.
5.3. Pentru a determina masa stratului de zinc, proba de testat se degresează, se cântărește, se scufundă într-o soluție de oxid de antimoniu (Sb 2 O 3) sau clorură de antimoniu (Sb C1 3) în acid clorhidric și se păstrează până la oprirea degajării violente de gaz, apoi proba se scoate din soluție, se spală bine la rece și apoi cu apă fierbinte, se usucă cu hârtie de filtru și se cântărește. Degresarea se face cu alcool etilic tehnic sintetic.
O soluție de oxid de antimoniu sau clorură de antimoniu se prepară în felul următor: 20 g de oxid de antimoniu (sau 32 g de clorură de antimoniu) se dizolvă în 1000 ml de acid clorhidric concentrat (GOST 3118-77) pentru clasa a doua și prima sau 50 g de oxizi de antimoniu din clasa P.
Masa de acoperire cu zinc aplicată pe ambele părți ale foii, în grame ( m) pe 1 m 2 se calculează prin formula
unde este masa a trei probe (3, 4 și 5) înainte de dizolvarea stratului de zinc, cu o eroare de 0,01 g, g;
Masa a trei probe (3, 4 și 5) după dizolvarea stratului de zinc, cu o eroare de 0,01 g, g;
S- suprafața reală a probelor cu o eroare de 1·10 -6 m 2 , m 2 .
Pentru a determina masa acoperirii cu zinc, este permisă utilizarea altor metode care oferă precizia necesară.
Metoda specificată în acest standard se aplică în caz de dezacord în evaluare.
(Ediție schimbată, Rev. Nr. 1, 2).
5.4. Variația grosimii acoperirii în direcția transversală a foii este determinată ca diferența absolută între valorile maxime și minime ale grosimii acoperirii pe probele 3, 4 și 5 conform formulei
|
3 - suprafața stratului de zinc, cm 2 . (Ediție revizuită, Rev. Nr. 1). 5.4.1. Valoarea medie a grosimii și diferenței de grosime a acoperirii cu zinc a suprafeței tablei cu un strat diferențiat este determinată și calculată pentru fiecare dintre laturi. Pentru a face acest lucru, după degresarea probei, una dintre părți este acoperită cu un strat dens de lipici de cauciuc sau parafină și zincul este îndepărtat de pe partea opusă, așa cum este indicat mai sus. După re-cântărire, adezivul sau parafina sunt îndepărtate mecanic sau în interior apa fierbinte. Îndepărtarea stratului de zinc de pe cealaltă parte a probei se realizează în același mod. 5.5. Testul de îndoire se efectuează conform GOST 13813-68. 5.6. Testul pentru desenarea unei găuri sferice se efectuează conform GOST 10510-80. Faceți două măsurători în zona de testare și determinați media aritmetică. 5.7. Testul de tracțiune se efectuează conform GOST 11701-84. 5.8. Determinarea mărimii granulelor de ferită se realizează conform GOST 5639-82 și cementitul fără structură - conform GOST 5640-68. 5.9. Testul de îndoire a oțelului galvanizat de până la 1 mm grosime inclusiv la un unghi de 180 ° se efectuează în conformitate cu GOST 14019-80. O probă de oțel galvanizat este testată pe un dorn egal cu grosimea produsului laminat. Oțelul galvanizat de cea mai înaltă categorie de calitate trebuie să reziste la un test de îndoire de 180 ° fără dorn până când părțile laterale se ating. Prin acord intre consumator si producator, testul de incovoiere poate fi inlocuit cu un test pentru un blocaj dublu de acoperis conform OST 1411-196-86, si pentru otel galvanizat din grupa PK, prin testare pe un dispozitiv U-1A conform la. Oțelul galvanizat cu o grosime mai mare de 1,0 mm este testat la cererea consumatorului conform procedurii convenite în modul prescris. 5.10. Pentru a controla calitatea oțelului galvanizat, este permisă utilizarea metodelor de control nedistructive. 6. MARCAREA, AMBALAREA, TRANSPORTUL ȘI DEPOZITAREA6.1. Marcare, ambalare, transport și depozitare - cu completări. 6.2. Pentru a proteja suprafața oțelului galvanizat împotriva coroziunii, se efectuează conservarea: pasivare, ungere sau pasivare și ungere. La cererea consumatorului, oțelul zincat nu se păstrează. Când sunt expediate în nordul îndepărtat și în zonele greu accesibile, este necesară conservarea. 6.3. Foile de oțel galvanizat sunt formate într-un pachet, așezând o foaie peste alta. Pentru foile cu acoperire diferențiată, partea cu grosimea a 2-a clasa de acoperire trebuie să fie orientată spre partea inferioară a pachetului. Capatele si suprafetele laterale ale pachetului sunt captusite cu canale din tabla de otel recoapta cu o grosime de minim 0,4 mm conform documentatiilor normative si tehnice. Barele de lemn trebuie atașate la partea inferioară a pachetului împreună cu o secțiune transversală de cel puțin 80 ´ 80 mm sau bare metalice conform documentatiei normative si tehnice. Numărul de bare din lemn și metal cu o lățime a pachetului de până la 1200 mm - 2 buc.; peste 1200 mm - respectiv 3 buc. si 2 buc. 6.4. Bobinele de oțel galvanizat acoperite diferențial sunt laminate astfel încât partea cu clasa a 2-a de grosime a stratului de zinc să fie situată în interiorul bobinei. 6.5. Legăturile și rulourile trebuie să fie strâns legate. Numărul de chingi trebuie să îndeplinească cerințele. Atunci când sunt expediate în nordul îndepărtat și în zone greu accesibile, numărul minim de chingi ar trebui să fie cu unul mai mult decât normele stabilite de. Pentru chingi, se folosește o bandă metalică cu o grosime de 1,2 - 2,0 mm, o lățime de 30 până la 40 mm conform, sau alte documentații normative și tehnice. Diametrul exterior și lățimea rolelor nu trebuie să depășească 2 mm, lungimea, lățimea și înălțimea pachetelor nu trebuie să depășească 6,2 și, respectiv, 1 m. 6.6. Masa unui pachet trebuie să fie de cel puțin 3 tone și nu trebuie să depășească 10 tone. Pana la data de 01/01/88, la cererea consumatorului, masa unui pachet de tabla de otel zincat nu trebuie sa depaseasca 5 tone. 6.7. Marcajul de transport al pachetelor trebuie aplicat cu vopsea de culoare închisă pe suprafața de capăt a pachetului și pe suprafața laterală a rolei și să conțină inscripții de bază, suplimentare și informative. 6.8. Transportul pe calea ferată a oțelului zincat se efectuează cu material rulant deschis în conformitate cu normele de transport de mărfuri în vigoare pentru acest tip de transport și cu condițiile de încărcare și asigurare a mărfurilor aprobate de Ministerul Căilor Ferate. 6.9. Depozitarea oțelului galvanizat trebuie să respecte condițiile ZhZ on, excluzând co-locarea cu substanțe chimic active. Sec. 6. (Ediție revizuită, Rev. Nr. 2). |
GOST 14918-80
STANDARD INTERSTATAL
CONDIȚII TEHNICE
Ediție oficială
Standardinform
STANDARD INTERSTATAL
OTEL ZINCAT CU LINII CONTINUE
Specificații
Tablă de oțel zincată continuu. Specificații
GOST 14918-69
MKS 77.140.50 OKP 11 1110
Decret Comitetul de Stat URSS conform standardelor din 31 martie 1980 nr. 1465, data introducerii este stabilită
Perioada de valabilitate a fost eliminată conform protocolului nr. 3-93 al Consiliului Interstatal pentru Standardizare, Metrologie și Certificare (IUS 5-6-93)
Acest standard se aplică tablelor și bobinelor de oțel laminat la rece, zincat la cald în unități de zincare continuă, destinate profilării la rece, vopsirii, fabricării de piese ștanțate, ustensile, recipiente și alte produse metalice.
Indicatorii de nivel tehnic stabiliți prin prezentul standard îndeplinesc cerințele de cea mai înaltă și prima categorie de calitate.
1. CLASIFICARE
1.1. Tablă de oțel zincată (OT) este subdivizată:
atribuite grupurilor
pentru ștanțare la rece - KhSh, pentru profilare la rece - KhP, pentru vopsire (antrenat) - PC, uz general - OH;
în funcție de capacitatea de a desena (grup de oțel XSh) în categorie
desen normal - H, embotire adâncă - G, embotire foarte adâncă - VG;
în funcţie de uniformitatea grosimii stratului de zinc
cu variație normală a grosimii - HP, cu variație redusă a grosimii - UR.
(Ediție schimbată, Rev. Nr. 1).
1.2. Prin acord între consumator și producător, oțelul galvanizat poate fi produs: cu un model de cristalizare - KR,
fără model de cristalizare - MT.
1.3. În funcție de grosimea acoperirii, oțelul zincat este împărțit în trei clase în conformitate cu cele indicate în tabel. unu.
Publicație oficială Retipărire interzisă
Ediție (august 2007) cu amendamentele nr. 1, 2, aprobate în septembrie 1981, iunie 1986
(IUS 11-81, 9-86).
© Editura Standarde, 1987 © Standartinform, 2007
tabelul 1
La fabricarea oțelului cu înveliș diferențiat, grosimea acestuia pe o parte a tablei trebuie să corespundă clasei 2, iar pe cealaltă față clasei P (pentru tablă) sau clasa 1. (Ediția modificată, Modificarea nr. 2).
2. SORTIMENT
2.1. Oțelul galvanizat este produs cu o lățime de 710 până la 1800 mm inclusiv, o grosime de 0,5 până la 2,5 mm inclusiv.
2.2. Dimensiunile, abaterile limită și alte cerințe pentru sortiment trebuie să respecte cerințele GOST 19904-90.
Oțelul galvanizat de cea mai înaltă categorie de calitate este produs de:
cu o semilună de oțel laminat nu mai mult de 6 mm pe 3 m lungime;
cu planeitate PV și PU și abateri admisibile de grosime conform standardelor de precizie sporită de rulare;
cu role telescopice cu o lățime de oțel de până la 1000 mm nu mai mult de 30 mm.
Exemple de legendă
Oțel galvanizat cu o grosime de 0,8, o lățime de 1000, o lungime de 2000 mm, precizie normală de rulare B, planeitate normală PN, cu o muchie netivită NO din grupa OH, cu un model de cristalizare KR, prima clasă de zinc acoperire conform GOST 14918-80:
B-PN-NO-0,8x 1000 c.u. 2000 GOST 19904-90 IC ON-KR-1 GOST 14918-80
Oțel laminat galvanizat cu grosimea de 1,2, lățime de 1000 mm, precizie sporită de laminare A, cu muchie tăiată O, grad 08kp, ambutisare foarte adâncă VG, fără model de cristalizare MT, cu variație redusă a grosimii UR, clasa a II-a de acoperire conform GOST 14918-80:
A-O-1,2x 1000 GOST 19904-90 OTs 08kp VG-MT-UR-2 GOST 14918-80
Oțel laminat galvanizat cu înveliș diferențiat de 0,5 grosime, 710 mm lățime, precizie de laminare crescută A, cu muchie tăiată O, grad BstZkp, pentru vopsire pe PC, fără model de cristalizare MT cu variație redusă de grosime UR, acoperit pe o parte a primei, și pe o altă clasă a doua conform GOST 14918-80:
A-O-0,5x 710 GOST 19904-90 ULL BstZkp-PK-MG-UR- 1/2 GOST 14918-80
Capitol. 2. (Ediție schimbată, Rev. Nr. 2).
3. CERINȚE TEHNICE
3.1. Oțelul galvanizat trebuie să fie fabricat în conformitate cu cerințele acestui standard pentru documentația tehnică aprobată în modul prescris.
3.2. Oțelul galvanizat este fabricat din oțel carbon laminat la rece, cu calitatea suprafeței în conformitate cu GOST 16523-97. Calitățile de oțel trebuie să corespundă cu cele din tabel. 1a.
Tabelul 1a
|
Oțel galvanizat |
Oțel laminat la rece pentru fabricarea oțelului galvanizat |
||
|
GOST 9045-93 și GOST 1050-88 |
Clase de oțel cu o compoziție chimică în conformitate cu GOST 9045-93, precum și GOST 1050-88 cu un conținut de sulf de cel mult 0,035% și fosfor - nu mai mult de 0,020% și GOST 380-2005 cu o fracție de masă de sulf nu mai mult de 0,035% și fosfor - nu mai mult de 0,025% |
||
|
08ps, 08kp, 08Yu conform GOST 9045-93 08ps, 08kp, 10 kp conform GOST 1050-88 |
08ps, 08kp, 08Yu în conformitate cu GOST 9045-93 08ps, 08kp, 10KP în conformitate cu GOST 1050-88 cu o fracție de masă de sulf nu mai mult de 0,030% și fosfor - nu mai mult de 0,020% |
||
|
08ps conform GOST 9045-93 08, 08ps conform GOST 1050-88 BstO, Bst1, Bst2, BstZ de toate gradele de dezoxidare conform GOST 380-2005 |
08ps în conformitate cu GOST 9045-93 08, 08pa în conformitate cu GOST 1050-88 BstO, Bst1, Bst2, BstZ de toate gradele de dezoxidare în conformitate cu GOST 380-94 cu o fracție de masă de sulf nu mai mult de 0,04% și fosfor - nu mai mult de 0,035% |
||
|
Calități de oțel cu compoziție chimică conform GOST 380-2005, GOST 9045-93 și GOST 1050-88 |
Calități de oțel cu o compoziție chimică conform GOST 9045-93, GOST 1050-88, GOST 380-2005 cu o fracție de masă de sulf nu mai mult de 0,045% și fosfor - nu mai mult de 0,040% |
||
(Ediție revizuită, Rev. Nr. 2).
3.3. Pentru galvanizare, clasele de zinc Ts0 și Ts1 sunt utilizate conform GOST 3640-94 cu adăugarea de aluminiu, plumb și alte metale la baie. Dopajul cu plumb este permis datorită introducerii zincului Ts2.
3.4. Suprafața din oțel galvanizat trebuie să fie curată și acoperită complet.
3.4.1. Nu este permisă întreruperea continuității acoperirii sub formă de fisurare pe noduli mici localizați pe defecte ale bazei de oțel, a căror clasificare și dimensiuni sunt prevăzute de GOST 16523-97.
3.4.2. Pe foi și benzi cu o margine netivită, defectele de margine cu o adâncime care depășește abaterile maxime în lățime nu sunt permise.
3.4-3.4.2. (Ediție revizuită, Rev. Nr. 2).
3.5. Pentru oțel galvanizat din grupele KhSh, KhP și OH, micșorare (săfuire, stratificare), granule și cristalizare neuniformă a zincului, urme de îndoire a benzii și a rolelor de control, rugozitatea locală a acoperirii (erupții cutanate), zgârieturi ușoare și abraziuni care nu încălcați continuitatea acoperirii cu zinc sunt permise, pete ușoare și mate, colorarea neuniformă a filmului pasiv.
3.6. Pentru oțel galvanizat din grupul PC, puncte întunecate și un traseu (urme) de la mic deformare (ladere, stratificare), granule și rugozitatea locală a acoperirii (erupție), model mat și neclar de cristalizare a zincului, urme de îndoire a benzii, zgarieturi si abraziuni usoare, sunt permise intreruperea continuitatii invelisului de zinc, pete usoare si mate, colorarea neuniforma a peliculei pasive.
3.7. La cererea consumatorului, pelicula pasiva trebuie sa aiba o culoare uniforma.
(Ediție revizuită, Rev. Nr. 2).
3.8. Variația redusă a grosimii stratului de zinc UR nu trebuie să fie mai mare de 16 pentru clasa P, nu mai mult de 10 pentru clasa 1 și nu mai mult de 4 microni pentru clasa 2. Oțelul galvanizat de grosime normală HP trebuie să aibă o grosime de acoperire în limitele indicate în tabel. unu.
Oțelul galvanizat de cea mai înaltă calitate este produs cu diferite grosimi ale stratului de zinc pentru oțel din grupele XSh, KhP și PK din clasa P - nu mai mult de 12, clasa 1 - nu mai mult de 8 și clasa 2 - nu mai mult de 3 microni.
3.9. În locul îndoirii oțelului galvanizat cu o grosime de până la 1,0 mm inclusiv, la testarea rezistenței de aderență a acoperirii la metalul de bază la o îndoire de 180 °, nu ar trebui să existe delaminarea stratului de zinc care să expună suprafata de otel. Este permisă o rețea de fisuri mici pe toată lungimea îndoirii și delaminarea acoperirii la o distanță de până la 6 mm de marginile probei.
3.10. în tabel. şaisprezece.
Proprietățile mecanice ale oțelului galvanizat trebuie să respecte standardele specificate
Tabelul 16
|
Oțel galvanizat |
Militar cartografiere |
Poedel fluiditate despre t, MPa, nu mai puțin |
Alungire relativă 5 4 , %, nu mai puțin, grosimea oțelului poi, mm |
L 0 = 80 mm pt |
|||
|
categorii |
Sf. 0,7 până la 1,5 |
Sf. 1,5 până la 2,0 | |||||
Notă. Valorile alungirii relative pentru oțelul zincat din grupa KhSh din categoriile de tragere N și G, alungirea relativă pentru oțelul din grupa KhP și PK au fost Lakultative până la 01.07.89.
Pii curge de comparație militară și a mâncat fluiditatea grosimii stratului de zinc nu este luată în considerare.
3.10.1. Adâncimea găurii sferice din oțel galvanizat din grupa XSh trebuie să respecte standardele date în tabel. 1c.
Tabelul 1c
|
Grosimea otelului zincat |
Adâncimea de la gaura Leoic pentru hota categorie, nu mai puțin de |
||
Note:
1. Pentru oțelul zincat de grosimi intermediare, adâncimea găurii scheoice trebuie să corespundă nstma stabilită pentru următoarea grosime mai mică.
2. Valorile adâncimii găurii fisurii pentru oțel galvanizat cu o grosime mai mare de 1,5 mm au fost opționale până în 01/07/89.
3. Test Pii pe MTJI-10 tip poobooah g.
3.10.2. Pentru oțelul galvanizat din grupul XSh de cea mai înaltă categorie de calitate, alungirea relativă ar trebui să fie de 1 unitate. mai mult decât normele de masă. 16, iar adâncimea găurii sferice este cu 0,2 mm mai mare decât normele din Tabel. 1c.
3.10-3.10.2. (Ediție revizuită, Rev. Nr. 2).
3.11. Oțelul galvanizat din grupul XSh este fabricat cu o dimensiune a granulelor de ferită de puncte 7, 8, 9, 10 conform GOST 5639-82 pentru categoriile de hote VG și nu mai puțin de 6 puncte pentru categoria de hote G.
Pentru oțelul galvanizat din categoria VG, granulația neuniformă este permisă în două numere adiacente, pentru foile din categoria G - în trei numere adiacente.
3.12. Pentru oțelul galvanizat din grupa ХШ din categoria VG, prezența cementitului liber structural este permisă în limitele punctelor 0, 1, 2 și 4 ale scarii 1 conform GOST 5640-68. Pentru categoriile de desen G și H, prezența cementitului liber structural nu este standardizată.
3.13. Numărul de coturi fără rupere a oțelului zincat din grupele KhP, PK, OH trebuie să respecte standardele stabilite în tabel. 1 g
Tabelul 1d
Notă. Îndoirea Hodmh a oțelului galvanizat cu o grosime mai mare de 1,5 mm a fost opțională până în 07/01/89.
(Ediție revizuită, Rev. Nr. 2).
3.14. (Șters, Rev. Nr. 2).
4. REGULI DE ACCEPTARE
4.1. Oțelul galvanizat este acceptat în loturi. Lotul trebuie să fie format din foi sau bobine din aceeași grupă de oțel galvanizat, de aceeași dimensiune, de același tip și clasă de grosime a stratului, tip de conservare, de aceeași calitate și căldură (oțel din KhSh, KhP și PK). grupuri) și categoria de desen (oțel din grupul KhSh), trebuie să fie emise și însoțite de un document de calitate în conformitate cu GOST 7566-94 cu adăugarea valorilor indicatorilor de calitate opționali.
Masa lotului nu trebuie să depășească producția de înlocuire a unității.
(Ediție revizuită, Rev. Nr. 2).
4.2. În documentul de calitate, rezultatele testelor și datele despre compoziția chimică sunt indicate la cererea consumatorului.
Pentru oțelul galvanizat, căruia i s-a acordat Marca de calitate de stat, desemnarea mărcii de calitate de stat este aplicată pe documentul de calitate.
4.3. Pentru a controla dimensiunile și calitatea suprafeței, sunt selectate 6% din foi sau o rolă din lot.
4.4. Pentru a controla rezistența de aderență a acoperirii, proprietățile mecanice, microstructura, o foaie sau o rolă este selectată din lot.
4.5. La primirea rezultatelor nesatisfăcătoare ale testului pentru cel puțin unul dintre indicatori, se efectuează o re-testare în conformitate cu GOST 7566-94.
5. METODE DE TESTARE
5.1. Calitatea suprafeței foilor și rolelor este verificată prin inspecție externă fără utilizarea dispozitivelor de mărire.
5.2. Pentru testare, mostrele sunt tăiate din fiecare foaie sau rolă selectată în conformitate cu cerințele desenului și tabelului. 2.
Schema unui obpazp pentru testare (b - sheet spike)
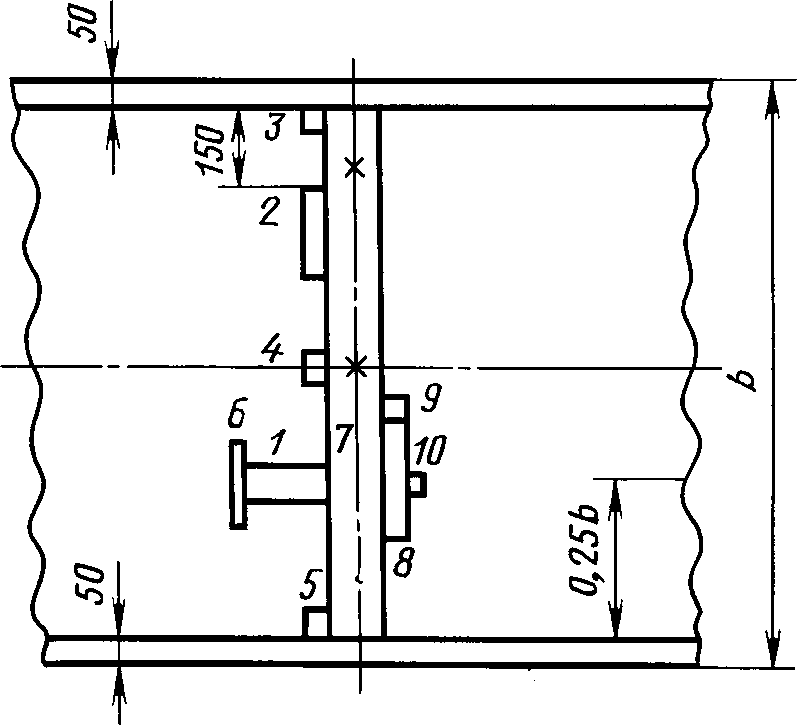
masa 2
Notă. Probele sunt tăiate cu abateri maxime în dimensiune - +3 mm.
5.3. Pentru a determina greutatea stratului de zinc, proba de testat este degresată, cântărită, scufundată într-o soluție de oxid de antimoniu (Sb 2 0 3) sau clorură de antimoniu (SbC1 3) în acid clorhidric și păstrată până la oprirea degajării violente de gaz, apoi proba este îndepărtată din soluție, spălată bine la rece și apoi apa fierbinte, s-a uscat cu hârtie de filtru și s-a cântărit. Degresarea se face cu alcool etilic tehnic sintetic.
O soluție de oxid de antimoniu sau clorură de antimoniu se prepară în felul următor: 20 g de oxid de antimoniu (sau 32 g de clorură de antimoniu) se dizolvă în 1000 ml de acid clorhidric concentrat (GOST 3118-77) pentru clasa a doua și prima sau 50 g de oxizi de antimoniu din clasa P.
Masa de acoperire cu zinc aplicată pe ambele părți ale foii, în grame (t) per 1 m 2, se calculează prin formula
unde m\ este masa a trei probe (.?, 4 și 5) înainte de dizolvarea stratului de zinc, cu o eroare de 0,01 g, g; mi este masa a trei probe (.?, 4 și 5) după dizolvarea stratului de zinc, cu o eroare de 0,01 g, g;
S este suprafața reală a probelor cu o eroare MO "" 6 m 2 , m 2 .
Pentru a determina masa acoperirii cu zinc, este permisă utilizarea altor metode care oferă precizia necesară.
Metoda specificată în acest standard se aplică în caz de dezacord în evaluare.
(Ediție schimbată, Rev. Nr. 1, 2).
5.4. Variația grosimii acoperirii în direcția transversală a foii este determinată ca diferența absolută între valorile maxime și minime ale grosimii acoperirii pe probele 3, 4 și 5 conform formulei
AT'r - 7L qv - T „
pentru care, în primul rând, se calculează grosimea stratului de zinc pe fiecare dintre eșantioane conform formulei
^ _ (t 3 - t "3) 10 4 (3)
3 7.13 A 3 '
unde?z este grosimea învelișului probei corespunzătoare, microni;
/din - masa probei înainte de îndepărtarea zincului, g; m "z - masa probei după îndepărtarea zincului, g;
7,13 - densitatea zincului, g/cm3;
A3 - suprafața acoperirii cu zinc, cm 2 .
(Ediție revizuită, Rev. Nr. 1).
5.4.1. Valoarea medie a grosimii și variației de grosime a stratului de zinc pe suprafața tablei acoperite diferențiat se determină și se calculează pentru fiecare parte. Pentru a face acest lucru, după degresarea probei, una dintre părți este acoperită cu un strat dens de lipici de cauciuc sau parafină și zincul este îndepărtat de pe partea opusă, așa cum este indicat mai sus. După re-cântărire, adezivul sau parafina se îndepărtează mecanic sau în apă fierbinte. Îndepărtarea stratului de zinc de pe cealaltă parte a probei se realizează în același mod.
5.5. Testul de îndoire se efectuează conform GOST 13813-68.
5.6. Testul pentru desenarea unei găuri sferice se efectuează conform GOST 10510-80. Faceți două măsurători în zona de testare și determinați media aritmetică.
5.7. Testul de tracțiune se efectuează conform GOST 11701-84.
5.8. Determinarea mărimii granulelor de ferită se realizează conform GOST 5639-82 și cementitul fără structură - conform GOST 5640-68.
5.9. Testul de îndoire a oțelului galvanizat cu o grosime de până la 1 mm inclusiv la un unghi de 180 ° este efectuat în conformitate cu GOST 14019-2003. O probă de oțel galvanizat este testată pe un dorn egal cu grosimea produsului laminat.
Oțelul galvanizat de cea mai înaltă calitate trebuie să reziste la un test de încovoiere la 180° fără dorn până când părțile laterale se întâlnesc.
Prin acord intre consumator si producator, testul de incovoiere poate fi inlocuit cu un test pentru un blocaj dublu de acoperis conform OST 1411-196-86, si pentru otel galvanizat din grupa PK, prin testare pe un dispozitiv U-1A conform la GOST 4765-73.
Oțelul galvanizat cu o grosime mai mare de 1,0 mm este testat la cererea consumatorului conform procedurii convenite în modul prescris.
5.10. Pentru a controla calitatea oțelului galvanizat, este permisă utilizarea metodelor de control nedistructive.
(Ediție revizuită, Rev. Nr. 2).
6. MARCAREA, AMBALAREA, TRANSPORTUL ȘI DEPOZITAREA
6.1. Marcare, ambalare, transport și depozitare - în conformitate cu GOST 7566-94 cu completări.
6.2. Pentru a proteja suprafața oțelului galvanizat împotriva coroziunii, se efectuează conservarea: pasivare, ungere sau pasivare și ungere.
La cererea consumatorului, oțelul zincat nu se păstrează.
Atunci când sunt expediate în regiunile din nordul îndepărtat și zonele echivalente cu acestea, conservarea este obligatorie.
6.3. Foile de oțel galvanizat sunt formate într-un pachet, așezând o foaie peste alta. Pentru foile cu acoperire diferențiată, partea cu grosimea a 2-a clasa de acoperire trebuie să fie orientată spre partea inferioară a pachetului.
Capatele si suprafetele laterale ale pachetului sunt captusite cu canale din tabla de otel recoapta cu o grosime de minim 0,4 mm conform documentatiilor normative si tehnice.
Barele de lemn trebuie atașate la partea inferioară a pachetului în conformitate cu GOST 2695-83 și GOST 8486-86 cu o secțiune de cel puțin 80x80 mm sau bare metalice conform documentației tehnice și de reglementare. Numărul de bare din lemn și metal cu o lățime a pachetului de până la 1200 mm - 2 buc.; peste 1200 mm - respectiv 3 buc. si 2 buc.
6.4. Bobinele de oțel galvanizat acoperite diferențial sunt laminate astfel încât partea cu clasa a 2-a de grosime a stratului de zinc să fie situată în interiorul bobinei.
6.5. Legăturile și rulourile trebuie să fie strâns legate. Numărul de curele trebuie să respecte cerințele GOST 7566-94.
Când este expediat în nordul îndepărtat și în zone greu accesibile, numărul minim de curele ar trebui să fie cu unul mai mult decât normele stabilite în conformitate cu GOST 7566-94.
Pentru chingi, se utilizează o bandă metalică cu o grosime de 1,2-2,0 mm, o lățime de 30 până la 40 mm, în conformitate cu GOST 3560-73, GOST 6009-74 sau cu alte documentații tehnice și de reglementare.
Diametrul exterior și lățimea rolelor nu trebuie să depășească 2 mm, lungimea, lățimea și înălțimea pachetelor nu trebuie să depășească 6,2 și, respectiv, 1 m.
6.6. Masa unui pachet trebuie să fie de cel puțin 3 tone și nu trebuie să depășească 10 tone.
Până la 01/01/88, la cererea consumatorului, masa unui pachet de table de oțel zincat nu trebuie
avea peste 5 tone.
6.7. Marcajul de transport al pachetelor trebuie aplicat în conformitate cu GOST 14192-96 cu vopsea închisă la culoare pe suprafața de capăt a pachetului și pe suprafața laterală a rolei și să conțină inscripții principale, suplimentare și informative.
6.8. Transportul pe calea ferată a oțelului zincat se efectuează cu material rulant deschis în conformitate cu normele de transport de mărfuri în vigoare pentru acest tip de transport și cu condițiile de încărcare și asigurare a mărfurilor aprobate de Ministerul Căilor Ferate.
6.9. Depozitarea oțelului galvanizat trebuie să respecte condițiile ZhZ în conformitate cu GOST 15150-69, excluzând co-locarea cu substanțe active chimic.
Sec. 6. (Ediție schimbată, Rev. Nr. 2).
Editor L.V. Koretnikova Editor tehnic N.S. Grishanova Corrector RA. Mentova Aspect calculator L A. Krugovoi
Semnat pentru publicare la 25 septembrie 2007. Format 60x84*/8. Hartie offset. Orele căștilor. Imprimare offset. Uel. cuptor l. 0,93. Uch.-ed. l. 0,85. Tiraj 101 exemplare. Zach. 728.
FSUE „STANDARTINFORM”, 123995 Moscova, Granatny per., 4.
Tastat în FSUE „STANDARTINFORM” pe un computer.
Tipărit în ramura FSUE „STANDARTINFORM” - tip. „Imprimanta Moscova”, 105062 Moscova, Lyalin per., 6
Specificații.
(extrase)
Acest standard se aplică tablelor și bobinelor de oțel laminat la rece, zincat la cald în unități de zincare continuă, destinate profilării la rece, vopsirii, fabricării de piese ștanțate, ustensile, recipiente și alte produse metalice.
Indicatorii de nivel tehnic stabiliți prin prezentul standard îndeplinesc cerințele de cea mai înaltă și prima categorie de calitate.
1. Clasificare
1.1. Tablă de oțel zincată (OT) este subdivizată:
Atribuit grupurilor
- Pentru ștanțare la rece - ХШ,
- Pentru profilare la rece - HP,
- Pentru colorare (antrenament) - PC,
- Scop general - ON;
În funcție de capacitatea de a desena (oțelul grupului XSh) în categorii
- Desen normal - H,
- desen adânc - G,
- Extragere foarte adâncă - VG;
În funcție de uniformitatea grosimii stratului de zinc
- Cu variația normală a grosimii - HP,
- Cu variație redusă a grosimii - UR.
1.2. Prin acord între consumator și producător, oțelul galvanizat poate fi produs:
- cu model de cristalizare - KR,
- fără model de cristalizare - MT.
1.3. În funcție de grosimea acoperirii, oțelul galvanizat este împărțit în 3 clase conform tabelului. unu.
tabelul 1
La fabricarea oțelului cu o acoperire diferențiată, grosimea sa pe o parte a foii trebuie să corespundă clasei 2, iar pe cealaltă parte - clasa P (pentru foi) sau clasa 1.
2. Sortiment.
2.1. Oțelul galvanizat este realizat cu o lățime de 710 până la 1800 mm inclusiv, o grosime de 0,5 până la 2,5 mm inclusiv.
2.2. Dimensiunile, abaterile limită și alte cerințe pentru sortiment trebuie să respecte cerințele GOST 19904-74.
Exemple de legendă
Oțel galvanizat cu o grosime de 0,8, o lățime de 1000, o lungime de 2000 mm, precizie normală de rulare B, planeitate normală PN, cu o muchie netivită NO din grupa OH, un model de cristalizare KR, prima clasă de acoperire cu zinc conform GOST 14918-80:
Oțel laminat galvanizat cu un strat diferențiat de 0,5 grosime, 710 mm lățime, precizie sporită de laminare A, PV plan înalt, cu muchie tăiată O, grad Bst3kp, pentru vopsire pe PC, fără model de cristalizare MT cu variație redusă de grosime UR, acoperit pe o singură față prima , iar pe cealaltă clasa a doua conform GOST 14918-80:
| OC | A-O-1,5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Cerințe tehnice
3.1. Oțelul galvanizat trebuie să fie fabricat în conformitate cu cerințele acestui standard conform documentației tehnice aprobate în modul prescris.
3.2. Oțelul galvanizat este fabricat din oțel carbon laminat la rece, cu calitatea suprafeței conform GOST 16523-70. Calitățile de oțel trebuie să corespundă cu cele din tabelul 1.
tabelul 1
| Oțel galvanizat | Oțel laminat la rece pentru fabricarea oțelului galvanizat | ||
| grup | Categoria capota | Calitate de prima categorie | Categorie de calitate superioara |
| XIII | N, G | Calități de oțel cu chimie. Compoziție conform GOST 9045-80, GOST 1050-74 și GOST 380-781 | Clase de oțel cu o compoziție chimică conform GOST 9045-80, precum și GOST 1050-74 cu un conținut de sulf de cel mult 0,035% și fosfor - nu mai mult de 0,020% și GOST 380-71 cu o fracție de masă de sulf nu mai mult de 0,035% și fosfor - nu mai mult de 0,025% |
| XIII | VG | 08ps, 08kp, o8Yu conform GOST 9045-80 08PS, 08KP, 10KP conform GOST 1050-74 | 08ps, 08kp, 08Yu în conformitate cu GOST 9045-80 08ps, 08KP, 10kp în conformitate cu GOST1050-74 cu o fracție de masă de sulf nu mai mult de 0,030% și fosfor - nu mai mult de 0,020% |
| XII, PC | - | 08ps conform GOST 9045-80 08.08ps conform GOST 1050-74 Bst0, Bst1, bst3 de toate gradele de dezoxidare conform GOST 380-71 | - nu mai mult de 0,0035% |
| ESTE EL | - | Calități de oțel cu compoziție chimică conform GOST 9045-80, GOST 1050-74, GOST 380-71 | Calitatea de oțel cu o compoziție chimică conform GOST 9045-80, GOST 1050-74, GOST 380-71 cu o fracție de masă de sulf nu mai mult de 0,045% și fosfor - nu mai mult de 0,04%. |
3.3. Pentru galvanizare, clasele de zinc Ts0 și Ts1 sunt utilizate conform GOST 3640-79 cu adăugarea de aluminiu, plumb și alte metale la baie. Dopajul cu plumb este permis datorită introducerii zincului Ts2.
3.4. Suprafața din oțel galvanizat trebuie să fie curată, cu o acoperire continuă.
3.4.1. Nu este permisă întreruperea continuității acoperirii sub formă de fisurare pe noduli mici localizați pe defecte ale bazei de oțel, a căror clasificare și dimensiuni sunt prevăzute de GOST 16523-70.
3.4.2. Pe foi și benzi cu o margine netivită, defectele de margine cu o adâncime care depășește abaterile maxime în lățime nu sunt permise.
3.5. Pentru oțel galvanizat din grupele KhSh, KhP și OH, micșorare (ladeare, stratificare), granule și cristalizare neuniformă a zincului, urme de îndoire ale benzii și rolelor de control, rugozitatea locală a acoperirii (erupții cutanate), zgârieturi ușoare și abraziuni care nu se distruge continuitatea stratului de zinc sunt permise, pete ușoare și mate, colorarea neuniformă a filmului pasiv.
3.6. Pentru oțel galvanizat din grupul PC, puncte întunecate și o cale (urme) de la deformarea mică deformată (lafundare, stratificare), granule de rugozitate locală a acoperirii (erupție), un model mat de cristalizare a zincului, urme de îndoire, dungi, zgârieturile ușoare și abraziunile care nu încalcă continuitatea sunt permise acoperirea cu zinc, pete ușoare și mate, colorarea neuniformă a peliculei pasive.
3.7. La cererea consumatorului, pelicula pasiva trebuie sa aiba o culoare uniforma.
3.8. Variația redusă a grosimii stratului de zinc UR nu trebuie să fie mai mare de 16 pentru clasa P, nu mai mult de 10 pentru clasa 1 și nu mai mult de 4 microni pentru clasa 2. Oțelul galvanizat cu variație normală de grosime HP trebuie să aibă o grosime de acoperire în limitele indicate în Tabelul 1.
Oțelul galvanizat de cea mai înaltă calitate este produs cu diferite grosimi ale stratului de zinc pentru oțel din grupele XSh, KhP și PK din clasa P - nu mai mult de 12, clasa 1 - nu mai mult de 8 și clasa 2 - nu mai mult de 3 microni.
3.9. În locul îndoirii oțelului galvanizat cu o grosime de până la 1,0 mm inclusiv, la testarea rezistenței de aderență a acoperirii la metalul de bază la o îndoire de 180 °, nu ar trebui să existe delaminarea stratului de zinc care să expună suprafata de otel. Este permisă o rețea de fisuri mici pe toată lungimea îndoirii și delaminarea acoperirii la o distanță de până la 6 mm de marginile probei.
3.10. Oțelul galvanizat mecanic trebuie să respecte standardele specificate în tabel. 1b.
- adâncimea orificiului sferic din oțel zincat din grupa XSh trebuie să respecte standardele date în tabel. 1b.
- Pentru oțelul galvanizat din grupul XSh de cea mai înaltă categorie de calitate, alungirea relativă ar trebui să fie de 1 unitate. mai mult decât normele de masă. 1b, iar adâncimea găurii sferice este cu 0,2 mm mai mare decât normele din Tabel. 1c.
Tabelul 1 b
|
Oțel galvanizat |
Rezistenta temporara | Rezistenta la curgere |
Alungirea relativă s 4, %, nu mai puțin, la L0=80 mm pentru grosimea oțelului, mm |
||||
| grupuri | categorii de hote | decalajul s in, MPa | s t, MPa, nu mai puțin de | până la 0,7 | sv 0,7 până la 1,5 | sv 1,5 până la 2,0 | sv 2.0 |
| ХШ | H G VG |
300-490 275-430 255-410 |
- - - |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| ESTE EL | - | - | - | - | - | - | - |
Notă. Valorile rezistenței la tracțiune și alungirii relative pentru oțel galvanizat din grupa XSh de categorii de desene N și G de alungire relativă pentru oțel din grupele HP și PK sunt opționale până la 01/07/89.
La calcularea rezistenței la tracțiune și a limitei de curgere, grosimea stratului de zinc nu este luată în considerare.
Tabelul 1c
|
Grosimea otelului zincat |
Adâncimea unei găuri sferice pentru categoriile de hote, nu mai puțin de |
||
| VG | G | H | |
|
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Note:
- Pentru oțelul zincat de grosimi intermediare, adâncimea găurii sferice trebuie să respecte standardele stabilite pentru cea mai apropiată grosime mai mică.
- Valorile adâncimii gropiței sferice pentru oțel galvanizat cu grosimea de peste 1,5 mm sunt opționale până la 01/07/89.
- Când sunt testate pe dispozitive de tip MTL-10 g, normele pentru adâncimea unei găuri sferice sunt reduse cu 0,3 mm.
3.11. Oțelul galvanizat din grupa ХШ este produs cu o dimensiune a granulelor de ferită de puncte 7, 8, 9, 10 conform GOST 5639-82 pentru categoriile de hote VG și nu mai puțin de 6 puncte pentru categoriile de hote G.
Pentru oțelul galvanizat din categoria VG, granulația neuniformă este permisă în două numere adiacente, pentru foile din categoria G - în trei numere adiacente.
3.12. Pentru oțelul galvanizat din grupa ХШ din categoria VG, prezența cementitului liber structural este permisă în limitele punctelor 0, 1, 2 și 3 ale scarii 1 conform GOST 5640-68. Pentru categoriile de desen G și H, prezența cementitului liber structural nu este standardizată.
3.13 Numărul de coturi fără rupere a oțelului zincat din grupele KhP, PK, OH trebuie să respecte standardele stabilite în Tabel. 1 g
Tabelul 1d
Notă. Standardele de îndoire pentru oțel galvanizat cu o grosime mai mare de 1,5 mm sunt opționale până la 01/07/89.
3.14. (Șters, Rev. Nr. 2).
4. Reguli de acceptare
4.1. Oțelul galvanizat este acceptat în loturi. Lotul trebuie să fie format din foi sau bobine din aceeași grupă de oțel zincat, de aceeași dimensiune, de același tip și clasă, grosime de acoperire, tip, conservare, de aceeași marcă și căldură (oțel de la KhSh, KhP și PK). grupuri) categoria de desen (oțel din grupul KhSh), trebuie eliberat și însoțit de un document de calitate în conformitate cu GOST 7566-81 cu adăugarea de indicatori de calitate opționali.
Masa lotului nu trebuie să depășească producția de înlocuire a unității.
4.3. Pentru a controla dimensiunile și calitatea suprafeței, sunt selectate 6% din foi sau o rolă din lot.
4.4. Pentru a controla rezistența de aderență a acoperirii, proprietățile mecanice, microstructura, o foaie sau o rolă este selectată din lot.
4.5. La primirea rezultatelor testelor nesatisfăcătoare pentru cel puțin unul dintre indicatori, se efectuează o a doua încercare în conformitate cu GOST 7566-81.
6. Marcare, ambalare, transport și depozitare.
6.1. Marcare, ambalare, transport și depozitare - în conformitate cu GOST 7566-81 cu completări.
6.2. Pentru a proteja suprafața oțelului galvanizat împotriva coroziunii, se efectuează conservarea: pasivare, ungere sau pasivare și ungere.
La cererea consumatorului, oțelul zincat nu se păstrează.
Când sunt expediate în nordul îndepărtat și în zonele greu accesibile, este necesară conservarea.
6.3. Foile de oțel galvanizat sunt formate într-un pachet, așezând o foaie peste alta. Pentru foile cu acoperire diferențiată, partea cu grosimea a 2-a clasa de acoperire trebuie să fie orientată spre partea inferioară a pachetului.
Capatele si suprafetele laterale ale pachetului sunt captusite cu canale din tabla de otel recoapta cu o grosime de minim 0,4 mm conform documentatiilor normative si tehnice.
Barele de lemn trebuie atașate la partea inferioară a pachetului în conformitate cu GOST 8486-86 și GOST 2695-83 cu o secțiune de cel puțin 80x80 mm sau bare metalice conform documentației tehnice și de reglementare. Numărul de bare din lemn și metal cu o lățime a pachetului de până la 1200 mm - 2 buc.; peste 1200 mm - respectiv 3 buc. si 2 buc.
6.4. Bobinele de oțel galvanizat cu o acoperire diferențiată sunt laminate astfel încât partea cu grosimea de clasa a 2-a de acoperire cu zinc să fie situată în interiorul bobinei.
6.5. Legăturile și rulourile trebuie să fie strâns legate. Numărul de curele - conform GOST 7566-81.
6.6. Masa unui pachet trebuie să fie de cel puțin 3 tone și nu trebuie să depășească 10 tone.
Pana la data de 01/01/88, la cererea consumatorului, masa unui pachet de tabla de otel zincat nu trebuie sa depaseasca 5 tone.
6.7. Marcajul de transport al pachetelor trebuie aplicat în conformitate cu GOST 14192-77 cu vopsea închisă la culoare pe suprafața de capăt a pachetului și pe suprafața laterală a rolei și să conțină inscripții principale, suplimentare și informative.
6.8. Transportul pe calea ferată a oțelului zincat se efectuează cu material rulant deschis în conformitate cu normele de transport de mărfuri în vigoare pentru acest tip de transport și cu condițiile de încărcare și asigurare a mărfurilor aprobate de Ministerul Căilor Ferate.
6.9. Depozitarea oțelului galvanizat trebuie să respecte condițiile Zh3 în conformitate cu GOST 15150-69, excluzând prezența îmbinării cu substanțe active chimic.
Recomandăm și noi
 Gândirea productivă și reproductivă
Gândirea productivă și reproductivă
 Egoismul rezonabil - care este teoria egoismului rezonabil?
Egoismul rezonabil - care este teoria egoismului rezonabil?
 Boris Nikolaevici Elțin, primul președinte al Rusiei
Boris Nikolaevici Elțin, primul președinte al Rusiei
 Lupte subterane. Regi subterani. Ce înseamnă „a nu lupta pentru mase”? Unde poți lupta pentru bani?
Lupte subterane. Regi subterani. Ce înseamnă „a nu lupta pentru mase”? Unde poți lupta pentru bani?
 Yakov Pavlov și alți eroi din Stalingrad pe care trebuie să-i cunoașteți
Yakov Pavlov și alți eroi din Stalingrad pe care trebuie să-i cunoașteți
 Supraviețuiește un accident pe mare într-un vis - în realitate, experimentează o nouă iubire
Supraviețuiește un accident pe mare într-un vis - în realitate, experimentează o nouă iubire