Oznaka pocinčanog lima prema GOST-u. Pocinčani čelični lim s kontinuiranim linijama
Tehnički podaci. (ekstrakti)
Ova se norma odnosi na hladno valjane limove i zavojnice, vruće pocinčane u jedinicama za kontinuirano pocinčavanje, namijenjene za hladno profiliranje, za bojanje, za proizvodnju štancanih dijelova, pribora, spremnika i drugih metalnih proizvoda.
Pokazatelji tehničke razine utvrđeni ovom normom udovoljavaju zahtjevima najviše i prve kategorije kvalitete.
1. Klasifikacija
1.1. Pocinčani čelični lim (OT) dijeli se na:
Dodijeljen grupama
- Za hladno štancanje - HŠ,
- Za hladno profiliranje - HP,
- Za bojanje (trening) - PC,
- Opća namjena- JE LI ON;
Prema sposobnosti crtanja (čelik grupe XSh) u kategorije
- Normalan crtež - H,
- Duboko crtanje - G,
- Vrlo duboko crtanje - VG;
Prema ujednačenosti debljine cinkove prevlake
- S normalnom promjenom debljine - HP,
- Sa smanjenom varijacijom debljine - UR.
1.2. Po dogovoru između potrošača i proizvođača, pocinčani čelik se može proizvoditi:
- s uzorkom kristalizacije - KR,
- bez uzorka kristalizacije - MT.
1.3. Ovisno o debljini premaza, pocinčani čelik je podijeljen u 3 klase u skladu s tablicom. jedan.
stol 1
U proizvodnji čelika s diferenciranim premazom, njegova debljina s jedne strane lima mora odgovarati klasi 2, a s druge strane - klasi P (za limove) ili klasi 1.
2. Asortiman.
2.1. Pocinčani čelik izrađuje se širine od 710 do 1800 mm, uključujući debljinu od 0,5 do 2,5 mm.
2.2. Dimenzije, granična odstupanja i drugi zahtjevi za asortiman moraju biti u skladu sa zahtjevima GOST 19904-74.
Primjeri simboli
Pocinčani čelik debljine 0,8, širine 1000, dužine 2000 mm, normalne točnosti valjanja B, normalne ravnosti PN, s neobrubljenim rubom NO grupe OH, kristalizacijskim uzorkom KR, prva klasa cinkovog premaza prema GOST 14918-80:
Pocinčani valjani čelik s diferenciranim premazom debljine 0,5, širine 710 mm, povećane točnosti valjanja A, visoke ravnine PV, sa rezanim rubom O, kvaliteta Bst3kp, za PC bojanje, bez kristalizacijskog uzorka MT sa smanjenom varijacijom debljine UR, premazan prvo s jedne strane , a s druge druge klase prema GOST 14918-80:
| OC | A-O-1,5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Tehnički uvjeti
3.1. Pocinčani čelik proizvodi se u skladu sa zahtjevima ove međunarodne norme. tehnička dokumentacija odobren na propisani način.
3.2. Pocinčani čelik izrađen je od ugljičnog hladno valjanog čelika s kvalitetom površine prema GOST 16523-70. Razrede čelika moraju odgovarati onima navedenim u tablici 1.
stol 1
| Pocinčani čelik | Marka hladno valjani čelik za proizvodnju pocinčanog čelika | ||
| Skupina | Kategorija napa | Kvaliteta prve kategorije | Kategorija vrhunske kvalitete |
| XIII | N, G | Razredi čelika s kem. Sastav prema GOST 9045-80, GOST 1050-74 i GOST 380-781 | Ocjene čelika s kemijski sastav prema GOST 9045-80, kao i GOST 1050-74 sa udjelom sumpora ne većim od 0,035% i fosfora - ne više od 0,020% i GOST 380-71 s masenim udjelom sumpora ne većim od 0,035% i fosfora - ne više od 0,025% |
| XIII | V G | 08ps, 08kp, o8Yu prema GOST 9045-80 08PS, 08KP, 10KP prema GOST 1050-74 | 08ps, 08kp, 08Yu prema GOST 9045-80 08ps, 08KP, 10kp prema GOST1050-74 s masenim udjelom sumpora ne više od 0,030% i fosfora - ne više od 0,020% |
| XII, PC | - | 08ps prema GOST 9045-80 08,08ps prema GOST 1050-74 Bst0, Bst1, bst3 svih stupnjeva deoksidacije prema GOST 380-71 | 08ps prema GOST 9045-80 08,08ps prema GOST 1050-74 BST0, BST1, BST2, BST3 svih stupnjeva deoksidacije prema GOST 380-71 s masenim udjelom sumpora ne većim od 0,04% - i fosfora ne više od 0,0035% |
| JE LI ON | - | Vrste čelika s kemijskim sastavom prema GOST 9045-80, GOST 1050-74, GOST 380-71 | Razred čelika s kemijskim sastavom prema GOST 9045-80, GOST 1050-74, GOST 380-71 s masenim udjelom sumpora ne više od 0,045% i fosfora - ne više od 0,04%. |
3.3. Za pocinčavanje koriste se cink razreda Ts0 i Ts1 prema GOST 3640-79 s dodatkom aluminija, olova i drugih metala u kadu. Doping s olovom je dopušten zbog uvođenja cinka razreda Ts2.
3.4. Površina pocinčanog čelika mora biti čista, s kontinuiranim premazom.
3.4.1. Nije dopušteno prekinuti kontinuitet premaza u obliku pukotina na malim čvorićima koji se nalaze na defektima čelične baze, čiju klasifikaciju i dimenzije predviđa GOST 16523-70.
3.4.2. Na listovima i trakama s neobrubljenim rubom nisu dopušteni rubni nedostaci čija je dubina veća od maksimalnih odstupanja širine.
3.5. Za pocinčani čelik grupa KhSh, KhP i OH, mala slijeganja (slijeganje, slojevitost), zrna i neravnomjerna kristalizacija cinka, tragovi pregiba trake i kontrolnih valjaka, lokalna hrapavost premaza (osip), lagane ogrebotine i abrazije koje ne uništavaju kontinuitet cinkovog premaza su dopuštene, svijetle i mat mrlje, neravnomjerno bojanje pasivnog filma.
3.6. Za pocinčani čelik PC grupe, tamne točkice i put (tragovi) od deformiranog malog savijanja (progib, slojevitost), zrna lokalne hrapavosti premaza (osip), mat uzorak kristalizacije cinka, tragovi pregiba, pruge, lagane ogrebotine i abrazije koje ne narušavaju kontinuitet dopušteni su cinkovim premazom, svijetlim i mat mrljama, neravnomjernom obojenošću pasivnog filma.
3.7. Na zahtjev potrošača, pasivna folija mora imati ujednačenu boju.
3.8. Smanjena varijacija u debljini cink prevlake UR ne smije biti veća od 16 za klasu P, ne više od 10 za klasu 1 i ne više od 4 mikrona za klasu 2. Pocinčani čelik normalne varijacije debljine HP mora imati debljinu premaza unutar granica navedenih u tablici 1.
Pocinčani čelik najviše kvalitete proizvodi se s različitim debljinama cinkanog premaza za čelik XSh, KhP i PK grupa klase P - ne više od 12, klase 1 - ne više od 8 i klase 2 - ne više od 3 mikrona.
3.9. Na mjestu savijanja pocinčanog čelika debljine do 1,0 mm uključujući, pri ispitivanju čvrstoće prianjanja premaza na osnovni metal pri savijanju od 180 °, ne smije doći do raslojavanja cinkove prevlake koja bi izlagala čelična površina. Dopuštena je mreža malih pukotina duž cijele duljine zavoja i raslojavanje premaza na udaljenosti do 6 mm od rubova uzorka.
3.10. Mehanički pocinčani čelik mora biti u skladu sa standardima navedenim u tablici. 1b.
- dubina sferne rupe od pocinčanog čelika skupine XSh mora biti u skladu sa standardima navedenim u tablici. 1b.
- Za pocinčani čelik skupine XSh najviše kvalitete, relativno rastezanje treba biti 1 jedinica. više od normi tablice. 1b, a dubina sferne rupe je 0,2 mm veća od normi iz tablice. 1c.
Tablica 1 b
Pocinčani čelik | Privremeni otpor | Čvrstoća popuštanja | Relativno istezanje s 4, %, ne manje, pri L0=80 mm za debljinu čelika, mm |
||||
| grupe | kategorije napa | zazor s in, MPa | s t, MPa, ne manje od | do 0,7 | sv 0,7 do 1,5 | sv 1,5 do 2,0 | sv 2.0 |
| HŠ | H G V G | 300-490 275-430 255-410 | - - - | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| JE LI ON | - | - | - | - | - | - | - |
Bilješka. Vrijednosti vlačne čvrstoće i relativnog istezanja za pocinčani čelik XSh grupe vučnih kategorija N i G relativnog istezanja za čelik HP i PK grupa su izborne do 01.07.89.
Pri izračunu vlačne čvrstoće i čvrstoće popuštanja debljina cinkanog premaza se ne uzima u obzir.
Tablica 1c
Debljina pocinčanog čelika | Dubina sfernog otvora za kategorije napa, ne manja od |
||
| V G | G | H | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Bilješke:
- Za pocinčani čelik srednjih debljina, dubina sferne rupe mora biti u skladu sa standardima utvrđenim za najbližu manju debljinu.
- Vrijednosti dubine sfernih udubljenja za pocinčani čelik debljine preko 1,5 mm nisu obavezne do 01.07.89.
- Kada se testiraju na uređajima tipa MTL-10 g, norme za dubinu sferne rupe smanjuju se za 0,3 mm.
3.11. Pocinčani čelik grupe HŠ proizvodi se s veličinom feritnog zrna točaka 7, 8, 9, 10 prema GOST 5639-82 za kategorije napa VG i ne manje od 6 bodova za kategorije napa G.
Za pocinčani čelik kategorije VG dopušteno je nejednako zrno unutar dva susjedna broja, za limove kategorije G - unutar tri susjedna broja.
3.12. Za pocinčani čelik skupine HŠ kategorije VG dopuštena je prisutnost strukturno slobodnog cementita u granicama točaka 0, 1, 2 i 3 skale 1 prema GOST 5640-68. Za kategorije crteža G i H prisutnost strukturno slobodnog cementita nije standardizirana.
3.13 Broj zavoja bez loma pocinčanog čelika skupina KhP, PK, OH mora biti u skladu sa standardima utvrđenim u tablici. 1g
Tablica 1d
Bilješka. Standardi savijanja za pocinčani čelik debljine veće od 1,5 mm nisu obavezni do 01.07.89.
3.14. (Brisano, Rev. br. 2).
4. Pravila prihvaćanja
4.1. Pocinčani čelik se prihvaća u serijama. Šarža se mora sastojati od limova ili kolutova iste grupe pocinčanog čelika, iste veličine, iste vrste i klase, debljine premaza, vrste, očuvanosti, iste marke i topline (čelik KhSh, KhP i PK skupine) kategorija crteža (čelik grupe KhSh), mora biti izdana i popraćena dokumentom o kvaliteti u skladu s GOST 7566-81 s dodatkom izbornih pokazatelja kvalitete.
Masa serije ne smije prelaziti zamjensku proizvodnju jedinice.
4.3. Za kontrolu dimenzija i kvalitete površine odabire se 6% limova ili jedna rola iz serije.
4.4. Za kontrolu čvrstoće ljepila premaza, mehanička svojstva, mikrostrukture uzimaju jedan list ili jednu rolu od lota.
4.5. Nakon primitka nezadovoljavajućih rezultata ispitivanja za barem jedan od pokazatelja, provodi se drugi pokušaj u skladu s GOST 7566-81.
6. Označavanje, pakiranje, transport i skladištenje.
6.1. Označavanje, pakiranje, transport i skladištenje - u skladu s GOST 7566-81 s dodacima.
6.2. Za zaštitu površine pocinčanog čelika od korozije provodi se konzervacija: pasivizacija, podmazivanje ili pasiviranje i podmazivanje.
Na zahtjev potrošača, pocinčani čelik se ne čuva.
Kada se otprema na krajnji sjever i teško dostupna područja, potrebno je očuvanje.
6.3. Listovi od pocinčanog čelika formiraju se u paket, polažući jedan list na drugi. Za listove s diferenciranim premazom, strana s 2. klasom debljine premaza treba biti okrenuta prema dnu pakiranja.
Kraj i bočne površine paketi su okruženi kanalima od žarenih čelični lim debljine ne manje od 0,4 mm prema normativno-tehničkoj dokumentaciji.
Na dno pakiranja mora se pričvrstiti drvene šipke u skladu s GOST 8486-86 i GOST 2695-83 s presjekom od najmanje 80x80 mm ili metalne šipke prema regulatornoj i tehničkoj dokumentaciji. Broj drvenih i metalnih šipki s širinom pakiranja do 1200 mm - 2 kom.; preko 1200 mm - odnosno 3 kom. i 2 kom.
6.4. Pocinčani čelični koluti s diferenciranim premazom valjaju se tako da se strana s 2. klasom debljine cinkanog premaza nalazi unutar zavojnice.
6.5. Snopovi i rolice moraju biti čvrsto vezani. Broj remena - prema GOST 7566-81.
6.6. Masa jednog pakiranja mora biti najmanje 3 tone i ne smije biti veća od 10 tona.
Do 01/01/88, na zahtjev potrošača, masa pakiranja pocinčanog čeličnog lima ne smije biti veća od 5 tona.
6.7. Prijevozno označavanje pakiranja treba biti naneseno u skladu s GOST 14192-77 tamnom bojom na završnoj površini pakiranja i bočnoj površini role i sadržavati glavne, dodatne i informativne natpise.
6.8. Prijevoz pocinčanog čelika željeznicom obavlja otvorenim željezničkim vozilima u skladu s pravilima za prijevoz robe koji su na snazi na ovoj vrsti prijevoza i uvjetima za utovar i osiguranje robe odobrenim od strane Ministarstva željeznica.
6.9. Skladištenje pocinčanog čelika mora biti u skladu s uvjetima Zh3 u skladu s GOST 15150-69, isključujući zajedničko prisustvo s kemijski aktivnim tvarima.
POCINČANI ČELIK S KONTINUIRANIM LINIJAMA
TEHNIČKI UVJETI
IZDAVAČKA KUĆA IPK STANDARDI
Moskva
MEĐUDRŽAVNI STANDARD
Dekretom Državnog komiteta SSSR-a za standarde od 31. ožujka 1980. br. 1465 određen je datum uvođenja
01.07.81
Rok valjanosti ukinut je prema protokolu br. 3-93 Međudržavnog vijeća za standardizaciju, mjeriteljstvo i certificiranje (IUS 5-6-93)
Ova se norma odnosi na hladno valjane limove i zavojnice, vruće pocinčane u jedinicama za kontinuirano pocinčavanje, namijenjene za hladno profiliranje, za bojanje, za proizvodnju štancanih dijelova, pribora, spremnika i drugih metalnih proizvoda.
Pokazatelji tehničke razine utvrđeni ovom normom udovoljavaju zahtjevima najviše i prve kategorije kvalitete.
1. KLASIFIKACIJA
1.1. Pocinčani čelični lim (OT) dijeli se na:
dodijeljena grupama
za hladno štancanje - HŠ,
za hladno profiliranje - HP,
za bojanje (obučeno) - PC,
opće namjene - OH;
sposobnošću vučenja
(čelična grupa X W) po kategoriji
normalna napa - H,
duboko crtanje - G,
vrlo duboko crtanje - VG;
prema ujednačenosti debljine cinkove prevlake
s normalnom promjenom debljine - HP,
sa smanjenom varijacijom debljine - UR.
1.2. Po dogovoru između potrošača i proizvođača, pocinčani čelik se može proizvoditi:
s uzorkom kristalizacije - KR,
bez uzorka kristalizacije - MT.
1.3. Ovisno o debljini premaza, pocinčani čelik se dijeli u tri klase u skladu s onima navedenim u tablici. jedan.
stol 1
|
Klasa debljine |
Težina 1 m 2 sloja premaza nanesenog s obje strane, r |
Debljina premaza, µm |
|
P (povećano) |
St. 570 do 855 uklj. |
St. 40 do 60 uklj. |
|
» 258 » 570 » |
» 18 » 40 » |
|
|
Od 142,5" 258" |
Od 10 » 18 » |
U proizvodnji čelika s diferenciranim premazom njegova debljina s jedne strane lima mora odgovarati klasi 2, a s druge strane klasi P (za limove) ili klasi 1.
2. ASORTIMAN
2.1. Pocinčani čelik proizvodi se širine od 710 do 1800 mm, uključujući debljinu od 0,5 do 2,5 mm.
2.2. Dimenzije, granična odstupanja i ostali zahtjevi za asortiman moraju odgovarati zahtjevima.
Pocinčani čelik najviše kvalitete proizvode:
s polumjesecom od valjanog čelika ne više od 6 mm po 3 m duljine;
s ravnošću PV i PU i dopuštenim odstupanjima debljine prema standardima povećane točnosti valjanja;
s teleskopskim valjcima širine čelika do 1000 mm ne više od 30 mm.
Primjeri legende
Pocinčani čelik debljine 0,8, širine 1000, dužine 2000 mm, normalne točnosti valjanja B, normalne ravnosti PN, s neobrubljenim rubom NO grupe OH, s uzorkom kristalizacije KR, prva klasa cinka premaz prema GOST 14918-80:
Pocinčani valjani čelik debljine 1,2, širine 1000 mm, povećane točnosti valjanja A, sa rezanim rubom O, kvaliteta 08kp, vrlo duboko izvlačenje VG, bez kristalizacijskog uzorka MT, sa smanjenom varijacijom debljine UR, druga klasa premaza prema GOST 14918-80:
Pocinčani valjani čelik s diferenciranim premazom debljine 0,5, širine 710 mm, povećane točnosti valjanja A, s rezanim rubom O, kvaliteta Bst3kp, za PC bojanje, bez kristalizacijskog uzorka MT sa smanjenom varijacijom debljine UR, presvučen s jedne strane prve, i na drugoj drugoj klasi prema GOST 14918-80:
Poglavlje. 2. (Prerađeno izdanje, Rev. br. 2).
3. TEHNIČKI ZAHTJEVI
3.1. Pocinčani čelik mora biti proizveden u skladu sa zahtjevima ove norme za tehničku dokumentaciju odobrenu na propisani način.
3.2. Pocinčani čelik izrađuje se od hladno valjanog ugljičnog čelika s kvalitetom površine od . Ocjene čelika moraju odgovarati onima navedenim u tablici. 1a.
stol 1a
|
Pocinčani čelik |
Hladno valjani čelik za izradu pocinčanog čelika |
||
|
Skupina |
|||
|
HŠ |
N, G |
Vrste čelika s kemijskim sastavom, kao i sa sadržajem sumpora ne većim od 0,035% i fosfora - ne većim od 0,020% i s masenim udjelom sumpora ne većim od 0,035% i fosfora - ne većim od 0,025% |
|
|
HŠ |
V G |
08ps, 08kp, 08Yu |
08ps, 08kp, 08Yu |
|
08ps, 08kp, 10 cl. |
08ps, 08kp, 10kp s masenim udjelom sumpora ne više od 0,030% i fosfora - ne više od 0,020% |
||
|
HP, PC |
08ps do |
08ps do |
|
|
08, 08 sati do |
08, 08p |
||
|
BSt0, BSt1, BSt2, BStZ svih stupnjeva deoksidacije prema |
Bst0, Bst1, Bst2, Bst3 svih stupnjeva deoksidacije s masenim udjelom sumpora ne većim od 0,04% i fosfora - ne većim od 0,035% |
||
|
JE LI ON |
Vrste čelika s kemijskim sastavom prema , i |
Vrste čelika s kemijskim sastavom, s masenim udjelom sumpora ne više od 0,045% i fosfora - ne više od 0,040% |
|
(Prerađeno izdanje, Rev. br. 2).
3.3. Za pocinčavanje koriste se cink razreda Ts0 i Ts1 prema GOST 3640-94 s dodatkom aluminija, olova i drugih metala u kadu. Doping s olovom je dopušten zbog uvođenja cinka razreda Ts2.
3.4. Površina pocinčanog čelika mora biti čista i potpuno premazana.
3.4.1. Nije dopušteno narušavanje kontinuiteta premaza u obliku pukotina na malim čvorićima koji se nalaze na defektima čelične baze, čija je klasifikacija i dimenzije dane.
3.4.2. Na listovima i trakama s neobrubljenim rubom nisu dopušteni rubni nedostaci čija je dubina veća od maksimalnih odstupanja širine.
3.4 - 3.4.2. (Promijenjeno izdanje, Rev. br. 2).
3.5. Za pocinčani čelik grupa KhSh, KhP i OH, mala slijeganja (slijeganje, slojevitost), zrna i neravnomjerna kristalizacija cinka, tragovi savijanja trake i kontrolnih valjaka, lokalna hrapavost premaza (osip), lagane ogrebotine i abrazije koje ne narušavaju kontinuitet cinkovog premaza su dopuštene, svijetle i mat mrlje, neravnomjerno bojanje pasivnog filma.
3.6. Za pocinčani čelik PC grupe, tamne točkice i put (tragovi) od deformiranog malog savijanja (sagib, slojevitost), zrna i lokalna hrapavost premaza (osip), mat i zamućen uzorak kristalizacije cinka, tragovi pregiba trake, Dopuštene su lagane ogrebotine i ogrebotine, narušavanje kontinuiteta cinkovog premaza, svijetle i mat mrlje, neravnomjerno obojenje pasivnog filma.
3.7. Na zahtjev potrošača, pasivna folija mora imati ujednačenu boju.
(Prerađeno izdanje, Rev. br. 2).
3.8. Smanjena varijacija u debljini cink prevlake UR ne smije biti veća od 16 za klasu P, ne više od 10 za klasu 1 i ne više od 4 mikrona za klasu 2. Pocinčani čelik normalne debljine HP mora imati debljinu premaza unutar granica navedenih u tablici. jedan.
Pocinčani čelik najviše kvalitete proizvodi se s različitim debljinama cinkanog premaza za čelik XSh, KhP i PK grupa klase P - ne više od 12, klase 1 - ne više od 8 i klase 2 - ne više od 3 mikrona.
3.9. Na mjestu savijanja pocinčanog čelika debljine do 1,0 mm uključujući, pri ispitivanju čvrstoće prianjanja premaza na osnovni metal pri savijanju od 180 °, ne smije doći do raslojavanja cinkove prevlake koja bi izlagala čelična površina. Dopuštena je mreža malih pukotina duž cijele duljine zavoja i raslojavanje premaza na udaljenosti do 6 mm od rubova uzorka.
3.10. Mehanička svojstva pocinčanog čelika moraju biti u skladu sa standardima navedenim u tablici. 1b.
|
Pocinčani čelik |
Vlačna čvrstoća s U, MPa |
Čvrstoća popuštanja s T, MPa, ne manje od |
Relativna ekstenzija d 4 , %, ne manje, atl 0 = 80 mm za debljinu čelika, mm |
||||
|
grupe |
do 0,7 |
Sv. 0.7 |
Sv. 1.5 |
Sv. 2.0 |
|||
|
300-490 |
|||||||
|
HŠ |
275-430 |
||||||
|
V G |
255-410 |
||||||
|
HP, PC |
|||||||
|
JE LI ON |
|||||||
Bilješka. Vrijednosti vlačne čvrstoće i relativnog istezanja za pocinčani čelik XSh grupe kategorija vučenja N i G, relativnog produljenja za čelik HP i PK grupa bile su izborne do 01.07.89.
Pri izračunu vlačne čvrstoće i čvrstoće popuštanja debljina cinkanog premaza se ne uzima u obzir.
3.10.1. Dubina sferne rupe od pocinčanog čelika skupine XSh mora biti u skladu sa standardima navedenim u tablici. 1c.
|
Debljina pocinčanog čelika |
Dubina sfernog otvora za kategorije napa, ne manja od |
||
|
V G |
G |
H |
|
|
10,1 |
|||
|
10,3 |
10,1 |
||
|
10,5 |
10,3 |
||
|
10,7 |
10,5 |
||
|
10,8 |
10,6 |
||
|
11,0 |
10,8 |
||
|
11,3 |
11,0 |
||
|
11,4 |
11,1 |
||
|
11,5 |
11,2 |
||
|
11,6 |
11,3 |
||
|
11,7 |
11,4 |
||
Bilješke:
1. Za pocinčani čelik srednjih debljina, dubina sferne rupe mora biti u skladu sa standardima utvrđenim za najbližu manju debljinu.
2. Vrijednosti dubine sfernih udubljenja za pocinčani čelik debljine preko 1,5 mm bile su izborne do 01.07.89.
3. Kada se testiraju na uređajima tipa MTL-10 g, norme za dubinu sferne rupe smanjuju se za 0,3 mm.
3.10.2. Za pocinčani čelik skupine XSh najviše kvalitete, relativno rastezanje treba biti 1 jedinica. više od normi, a dubina sferne rupe je 0,2 mm veća od normi.
3.10 - 3.10.2. (Prerađeno izdanje, vlč. br. 2).
3.11. Pocinčani čelik grupe XSh izrađen je s veličinom feritnog zrna od točaka 7, 8, 9, 10 prema GOST 5639-82 za kategorije napa VG i ne manje od 6 bodova za kategoriju napa G.
Za pocinčani čelik kategorije VG dopušteno je nejednako zrno unutar dva susjedna broja, za limove kategorije G - unutar tri susjedna broja.
3.12. Za pocinčani čelik skupine HŠ kategorije VG dopuštena je prisutnost strukturno slobodnog cementita u granicama točaka 0, 1, 2 i 4 skale 1 prema GOST 5640-68. Za kategorije crteža G i H prisutnost strukturno slobodnog cementita nije standardizirana.
3.13. Broj zavoja bez loma pocinčanog čelika skupina KhP, PK, OH mora biti u skladu sa standardima utvrđenim u tablici. 1g
Tablica 1d
|
Debljina pocinčanog čelika, mm |
Broj pregiba |
|
Do 0,8 uklj. |
|
|
St. 0,8 » 1,2 » |
|
|
» 1.2 » 2.0 » |
|
|
» 2.0 |
Bilješka. Norme savijanja pocinčanog čelika debljine veće od 1,5 mm bile su neobavezne do 01.07.89.
(Prerađeno izdanje, Rev. br. 2).
3.14. (Brisano, Rev. br. 2).
4. PRAVILA PRIHVAĆANJA
4.1. Pocinčani čelik se prihvaća u serijama. Šarža se mora sastojati od limova ili kolutova iste grupe pocinčanog čelika, iste veličine, iste vrste i klase debljine premaza, vrste konzervacije, istog stupnja i topline (čelik KhSh, KhP i PK skupine) i kategoriju crteža (čelik grupe KhSh), moraju biti izdani i popraćeni dokumentom o kvaliteti s dodatkom vrijednosti za izborne pokazatelje kvalitete.
Masa serije ne smije prelaziti zamjensku proizvodnju jedinice.
(Prerađeno izdanje, Rev. br. 2).
4.2. U dokumentu o kvaliteti na zahtjev potrošača navode se rezultati ispitivanja i podaci o kemijskom sastavu.
Za pocinčani čelik, koji je nagrađen Državnom oznakom kvalitete, oznaka Državne oznake kvalitete stavlja se na dokument o kvaliteti.
4.3. Za kontrolu dimenzija i kvalitete površine odabire se 6% limova ili jedna rola iz serije.
4.4. Za kontrolu čvrstoće prianjanja premaza, mehaničkih svojstava, mikrostrukture, iz serije se odabire jedan list ili jedan valjak.
4.5. Po primitku nezadovoljavajućih rezultata ispitivanja za barem jedan od pokazatelja, provodi se ponovno ispitivanje prema.
5. METODE ISPITIVANJA
5.1. Kvaliteta površine limova i rola provjerava se vanjskim pregledom bez uporabe povećala.
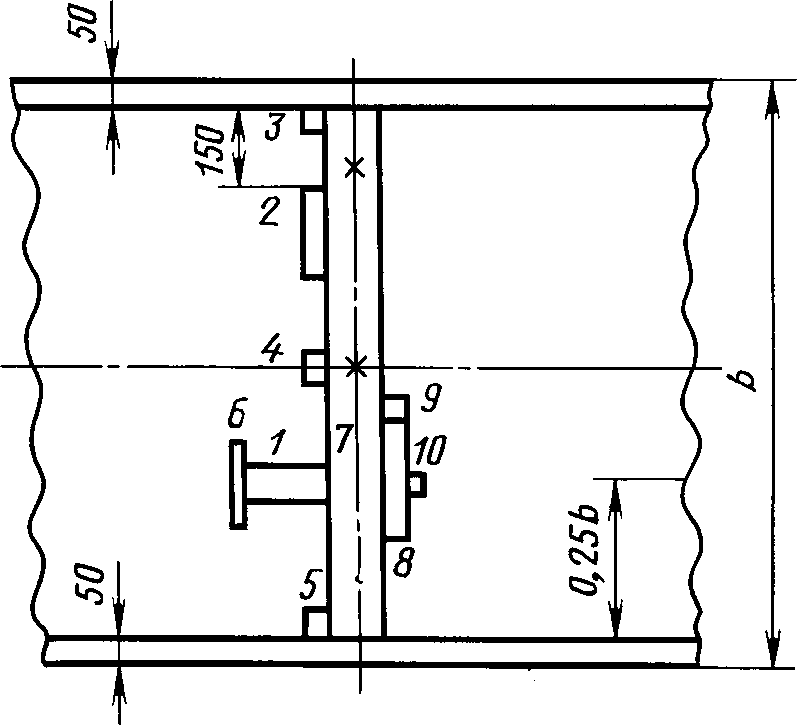
5.2. Za ispitivanje se iz svakog odabranog lima ili svitka izrezuju uzorci u skladu sa zahtjevima crteža i tablice. 2
Metoda ispitivanja
širina
duljina
O čvrstoći prianjanja cinkanog premaza na osnovni metal
3, 4, 5
Za određivanje težine cinkanog premaza i varijacije debljine
Fleksija
Na poklopcu sferične rupe (x- mjesto testiranja)
180-300
Vlačna
9, 10
Procjena mikrostrukture
Bilješka. Uzorci se izrezuju s maksimalnim odstupanjima u veličini - ± 3 mm.
5.3. Za određivanje mase cinkove prevlake, ispitni uzorak se odmasti, izvaže, uroni u otopinu antimon oksida (Sb 2 O 3) ili antimon klorida (Sb C1 3) u klorovodičnoj kiselini i drži dok ne prestane nasilno razvijanje plina, zatim uzorak se izvadi iz otopine, temeljito ispere hladnom, a zatim vrućom vodom, osuši filter papirom i izvaže. Odmašćivanje se provodi tehničkim sintetičkim etilnim alkoholom.
Otopina antimon-oksida ili antimon-klorida priprema se na sljedeći način: 20 g antimon-oksida (ili 32 g antimon-klorida) otopi se u 1000 ml koncentrirane klorovodične kiseline (GOST 3118-77) za drugu i prvu klasu odn. 50 g antimonovih oksida klase P.
Masa premaza cinka nanesenog na obje strane lima, u gramima ( m) po 1 m 2 izračunava se po formuli
gdje je masa tri uzorka (3, 4 i 5) prije otapanja cinkove prevlake, s greškom od 0,01 g, g;
Masa tri uzorka (3, 4 i 5) nakon otapanja cinkove prevlake, s greškom od 0,01 g, g;
S- stvarna površina uzoraka s greškom od 1·10 -6 m 2 , m 2 .
Za određivanje mase premaza cinka dopušteno je koristiti druge metode koje pružaju potrebnu točnost.
Metoda navedena u ovom standardu primjenjuje se u slučaju neslaganja u ocjenjivanju.
(Promijenjeno izdanje, Rev. br. 1, 2).
5.4. Varijacija debljine premaza u poprečnom smjeru lima određena je kao apsolutna razlika između maksimalne i minimalne vrijednosti debljine premaza na uzorcima 3, 4 i 5 prema formuli
|
3 - površina cink premaza, cm 2 . (Prerađeno izdanje, Rev. br. 1). 5.4.1. Za svaku od strana utvrđuje se i izračunava prosječna vrijednost debljine i debljinske razlike cinkane prevlake površine lima s diferenciranim premazom. Da biste to učinili, nakon odmašćivanja uzorka, jedna od strana je prekrivena gustim slojem gumenog ljepila ili parafina, a cink se uklanja sa suprotne strane, kao što je gore navedeno. Nakon ponovnog vaganja, ljepilo ili parafin se uklanjaju mehanički ili unutra Vruća voda. Uklanjanje cinkove prevlake s druge strane uzorka provodi se na isti način. 5.5. Ispitivanje savijanja provodi se prema GOST 13813-68. 5.6. Ispitivanje za crtanje sferne rupe provodi se prema GOST 10510-80. Napravite dva mjerenja u ispitnom području i odredite aritmetičku sredinu. 5.7. Ispitivanje na vlačnost provodi se prema GOST 11701-84. 5.8. Određivanje veličine zrna ferita provodi se prema GOST 5639-82 i cementita bez strukture - prema GOST 5640-68. 5.9. Ispitivanje savijanja pocinčanog čelika debljine do 1 mm uključujući kut od 180 ° provodi se u skladu s GOST 14019-80. Uzorak pocinčanog čelika ispituje se na trnu jednakoj debljini valjanog proizvoda. Pocinčani čelik najviše kvalitete mora izdržati ispitivanje savijanja od 180 ° bez trna dok se strane ne dodirnu. Po dogovoru između potrošača i proizvođača ispitivanje savijanja može se zamijeniti ispitivanjem za dvostruku krovnu bravu prema OST 1411-196-86, a za pocinčani čelik grupe PK ispitivanjem na uređaju U-1A prema do. Pocinčani čelik debljine veće od 1,0 mm ispituje se na zahtjev potrošača po postupku dogovorenom na propisani način. 5.10. Za kontrolu kvalitete pocinčanog čelika dopušteno je koristiti metode kontrole bez razaranja. 6. OZNAČAVANJE, PAKIRANJE, TRANSPORT I SKLADIŠTENJE6.1. Označavanje, pakiranje, transport i skladištenje - s dodacima. 6.2. Za zaštitu površine pocinčanog čelika od korozije provodi se konzervacija: pasivizacija, podmazivanje ili pasiviranje i podmazivanje. Na zahtjev potrošača, pocinčani čelik se ne čuva. Kada se otprema na krajnji sjever i teško dostupna područja, potrebno je očuvanje. 6.3. Listovi od pocinčanog čelika formiraju se u paket, polažući jedan list na drugi. Za listove s diferenciranim premazom, strana s 2. klasom debljine premaza treba biti okrenuta prema dnu pakiranja. Krajnje i bočne površine pakiranja obložene su kanalima od žarenog čeličnog lima debljine najmanje 0,4 mm prema normativno-tehničkoj dokumentaciji. Drvene šipke moraju biti pričvršćene na dno pakiranja duž i s poprečnim presjekom od najmanje 80 ´ 80 mm ili metalne šipke prema normativno-tehničkoj dokumentaciji. Broj drvenih i metalnih šipki s širinom pakiranja do 1200 mm - 2 kom.; preko 1200 mm - odnosno 3 kom. i 2 kom. 6.4. Diferencijalno presvučeni pocinčani čelični koluti se valjaju tako da se strana s 2. klasom debljine cinkanog premaza nalazi unutar zavojnice. 6.5. Snopovi i rolice moraju biti čvrsto vezani. Broj remena mora zadovoljavati zahtjeve. Prilikom otpreme na krajnji sjever i teško dostupna područja, minimalni broj remena trebao bi biti jedan veći od normi utvrđenih. Za vezivanje koristi se metalna traka debljine 1,2 - 2,0 mm, širine od 30 do 40 mm prema ili drugoj regulatornoj i tehničkoj dokumentaciji. Vanjski promjer i širina valjaka ne smiju biti veći od 2 mm, duljina, širina i visina snopova ne smiju prelaziti 6,2 odnosno 1 m. 6.6. Masa jednog pakiranja mora biti najmanje 3 tone i ne smije biti veća od 10 tona. Do 01/01/88, na zahtjev potrošača, masa pakiranja pocinčanog čeličnog lima ne smije biti veća od 5 tona. 6.7. Transportno označavanje pakiranja treba nanositi tamnom bojom na završnu površinu pakiranja i bočnu površinu rolne i sadržavati osnovne, dodatne i informativne natpise. 6.8. Prijevoz pocinčanog čelika željeznicom obavlja se otvorenim željezničkim vozilima u skladu s pravilima za prijevoz robe koji su na snazi za ovu vrstu prijevoza i uvjetima za utovar i osiguranje robe odobrenim od strane Ministarstva željeznica. 6.9. Skladištenje pocinčanog čelika mora biti u skladu s uvjetima ZhZ prema, isključujući kolokaciju s kemijski aktivnim tvarima. Sec. 6. (Prerađeno izdanje, Rev. br. 2). |
GOST 14918-80
MEĐUDRŽAVNI STANDARD
TEHNIČKI UVJETI
Službeno izdanje
Standardinform
MEĐUDRŽAVNI STANDARD
POCINČANI ČELIK S KONTINUIRANIM LINIJAMA
Tehnički podaci
Kontinuirano pocinčani čelični lim. Tehnički podaci
GOST 14918-69
MKS 77.140.50 OKP 11 1110
Dekret Državni odbor SSSR prema standardima od 31. ožujka 1980. br. 1465, određen je datum uvođenja
Rok valjanosti ukinut je prema protokolu br. 3-93 Međudržavnog vijeća za standardizaciju, mjeriteljstvo i certificiranje (IUS 5-6-93)
Ova se norma odnosi na hladno valjane limove i zavojnice, vruće pocinčane u jedinicama za kontinuirano pocinčavanje, namijenjene za hladno profiliranje, za bojanje, za proizvodnju štancanih dijelova, pribora, spremnika i drugih metalnih proizvoda.
Pokazatelji tehničke razine utvrđeni ovom normom udovoljavaju zahtjevima najviše i prve kategorije kvalitete.
1. KLASIFIKACIJA
1.1. Pocinčani čelični lim (OT) dijeli se na:
dodijeljena grupama
za hladno štancanje - KhSh, za hladno profiliranje - KhP, za bojanje (obučeno) - PC, opće namjene - OH;
prema sposobnosti crtanja (čelična grupa XSh) u kategoriji
normalan crtež - H, dubok crtež - G, vrlo dubok crtež - VG;
prema ujednačenosti debljine cinkove prevlake
s normalnom varijacijom debljine - HP, sa smanjenom varijacijom debljine - UR.
(Promijenjeno izdanje, Rev. br. 1).
1.2. Po dogovoru između potrošača i proizvođača pocinčani čelik se može proizvoditi: s kristalizacijskim uzorkom - KR,
bez uzorka kristalizacije - MT.
1.3. Ovisno o debljini premaza, pocinčani čelik se dijeli u tri klase u skladu s onima navedenim u tablici. jedan.
Službena publikacija Zabranjeno ponovno tiskanje
Izdanje (kolovoz 2007.) s izmjenama i dopunama br. 1, 2, odobrenim u rujnu 1981., lipnju 1986.
(IUS 11-81, 9-86).
© Izdavačka kuća Standards, 1987. © Standartform, 2007
stol 1
U proizvodnji čelika s diferenciranim premazom njegova debljina s jedne strane lima mora odgovarati klasi 2, a s druge strane klasi P (za limove) ili klasi 1. (Promijenjeno izdanje, izmjena br. 2).
2. ASORTIMAN
2.1. Pocinčani čelik proizvodi se širine od 710 do 1800 mm, uključujući debljinu od 0,5 do 2,5 mm.
2.2. Dimenzije, granična odstupanja i drugi zahtjevi za asortiman moraju biti u skladu sa zahtjevima GOST 19904-90.
Pocinčani čelik najviše kvalitete proizvode:
s polumjesecom od valjanog čelika ne više od 6 mm po 3 m duljine;
s ravnošću PV i PU i dopuštenim odstupanjima debljine prema standardima povećane točnosti valjanja;
s teleskopskim valjcima širine čelika do 1000 mm ne više od 30 mm.
Primjeri legende
Pocinčani čelik debljine 0,8, širine 1000, dužine 2000 mm, normalne točnosti valjanja B, normalne ravnosti PN, s neobrubljenim rubom NO grupe OH, s uzorkom kristalizacije KR, prva klasa cinka premaz prema GOST 14918-80:
B-PN-NO-0,8x 1000 c.u. 2000 GOST 19904-90 IC ON-KR-1 GOST 14918-80
Pocinčani valjani čelik debljine 1,2, širine 1000 mm, povećane točnosti valjanja A, sa rezanim rubom O, kvaliteta 08kp, vrlo duboko izvlačenje VG, bez kristalizacijskog uzorka MT, sa smanjenom varijacijom debljine UR, druga klasa premaza prema GOST 14918-80:
A-O-1.2x 1000 GOST 19904-90 OTs 08kp VG-MT-UR-2 GOST 14918-80
Pocinčani valjani čelik s diferenciranim premazom debljine 0,5, širine 710 mm, povećane točnosti valjanja A, s rezanim rubom O, grade BstZkp, za PC bojanje, bez kristalizacijskog uzorka MT sa smanjenom varijacijom debljine UR, presvučen s jedne strane prve, i na drugoj drugoj klasi prema GOST 14918-80:
A-O-0,5x 710 GOST 19904-90 ULL BstZkp-PK-MG-UR- 1/2 GOST 14918-80
Poglavlje. 2. (Promijenjeno izdanje, Rev. br. 2).
3. TEHNIČKI ZAHTJEVI
3.1. Pocinčani čelik mora biti proizveden u skladu sa zahtjevima ove norme za tehničku dokumentaciju odobrenu na propisani način.
3.2. Pocinčani čelik izrađen je od ugljičnog hladno valjanog čelika s kvalitetom površine prema GOST 16523-97. Ocjene čelika moraju odgovarati onima navedenim u tablici. 1a.
Tablica 1a
|
Pocinčani čelik |
Hladno valjani čelik za izradu pocinčanog čelika |
||
|
GOST 9045-93 i GOST 1050-88 |
Razredi čelika s kemijskim sastavom u skladu s GOST 9045-93, kao i GOST 1050-88 sa sadržajem sumpora ne većim od 0,035% i fosfora - ne više od 0,020% i GOST 380-2005 s masenim udjelom sumpora ne više od 0,035% i fosfora - ne više od 0,025% |
||
|
08ps, 08kp, 08Yu prema GOST 9045-93 08ps, 08kp, 10 kp prema GOST 1050-88 |
08ps, 08kp, 08Yu u skladu s GOST 9045-93 08ps, 08kp, 10KP u skladu s GOST 1050-88 s masenim udjelom sumpora ne više od 0,030% i fosfora - ne više od 0,020% |
||
|
08ps prema GOST 9045-93 08, 08ps prema GOST 1050-88 BstO, Bst1, Bst2, BstZ svih stupnjeva deoksidacije prema GOST 380-2005 |
08ps prema GOST 9045-93 08, 08pa prema GOST 1050-88 BstO, Bst1, Bst2, BstZ svih stupnjeva deoksidacije prema GOST 380-94 s masenim udjelom sumpora ne većim od 0,04% i fosfora - ne više od 0,035% |
||
|
Vrste čelika s kemijskim sastavom prema GOST 380-2005, GOST 9045-93 i GOST 1050-88 |
Vrste čelika s kemijskim sastavom prema GOST 9045-93, GOST 1050-88, GOST 380-2005 s masenim udjelom sumpora ne više od 0,045% i fosfora - ne više od 0,040% |
||
(Prerađeno izdanje, Rev. br. 2).
3.3. Za pocinčavanje koriste se cink razreda Ts0 i Ts1 prema GOST 3640-94 s dodatkom aluminija, olova i drugih metala u kadu. Doping s olovom je dopušten zbog uvođenja cinka razreda Ts2.
3.4. Površina pocinčanog čelika mora biti čista i potpuno premazana.
3.4.1. Nije dopušteno prekinuti kontinuitet premaza u obliku pukotina na malim čvorićima koji se nalaze na defektima čelične baze, čiju klasifikaciju i dimenzije predviđa GOST 16523-97.
3.4.2. Na listovima i trakama s neobrubljenim rubom nisu dopušteni rubni nedostaci čija je dubina veća od maksimalnih odstupanja širine.
3.4-3.4.2. (Prerađeno izdanje, Rev. br. 2).
3.5. Za pocinčani čelik grupa KhSh, KhP i OH, mala slijeganja (slijeganje, slojevitost), zrna i neravnomjerna kristalizacija cinka, tragovi savijanja trake i kontrolnih valjaka, lokalna hrapavost premaza (osip), lagane ogrebotine i abrazije koje ne narušavaju kontinuitet cinkovog premaza su dopuštene, svijetle i mat mrlje, neravnomjerno bojanje pasivnog filma.
3.6. Za pocinčani čelik PC grupe, tamne točkice i put (tragovi) od deformiranog malog savijanja (sagib, slojevitost), zrna i lokalna hrapavost premaza (osip), mat i zamućen uzorak kristalizacije cinka, tragovi pregiba trake, Dopuštene su lagane ogrebotine i ogrebotine, narušavanje kontinuiteta cinkovog premaza, svijetle i mat mrlje, neravnomjerno obojenje pasivnog filma.
3.7. Na zahtjev potrošača, pasivna folija mora imati ujednačenu boju.
(Prerađeno izdanje, Rev. br. 2).
3.8. Smanjena varijacija u debljini cink prevlake UR ne smije biti veća od 16 za klasu P, ne više od 10 za klasu 1 i ne više od 4 mikrona za klasu 2. Pocinčani čelik normalne debljine HP mora imati debljinu premaza unutar granica navedenih u tablici. jedan.
Pocinčani čelik najviše kvalitete proizvodi se s različitim debljinama cinkanog premaza za čelik XSh, KhP i PK grupa klase P - ne više od 12, klase 1 - ne više od 8 i klase 2 - ne više od 3 mikrona.
3.9. Na mjestu savijanja pocinčanog čelika debljine do 1,0 mm uključujući, pri ispitivanju čvrstoće prianjanja premaza na osnovni metal pri savijanju od 180 °, ne smije doći do raslojavanja cinkove prevlake koja bi izlagala čelična površina. Dopuštena je mreža malih pukotina duž cijele duljine zavoja i raslojavanje premaza na udaljenosti do 6 mm od rubova uzorka.
3.10. u tablici. 16.
Mehanička svojstva pocinčanog čelika moraju biti u skladu s navedenim standardima
Tablica 16
|
Pocinčani čelik |
Vojska kartiranje |
Poedel fluidnost oko t, MPa, ne manje |
Relativno produljenje 5 4 , %, ne manje, debljina poi čelika, mm |
L 0 = 80 mm za |
|||
|
kategorije |
Sv. 0,7 do 1,5 |
Sv. 1,5 do 2,0 | |||||
Bilješka. Vrijednosti relativnog istezanja za pocinčani čelik grupe KhSh kategorije vučenja N i G, relativnog istezanja za čelik grupe KhP i PK bile su Lakultativne do 01.07.89.
Pii tokovi vojne usporedbe i jela fluidnost debljine cinkove prevlake se ne uzima u obzir.
3.10.1. Dubina sferne rupe od pocinčanog čelika skupine XSh mora biti u skladu sa standardima navedenim u tablici. 1c.
Tablica 1c
|
Debljina pocinčanog čelika |
Dubina od Leoic rupe za kategoriju napa, ne manje od |
||
Bilješke:
1. Za pocinčani čelik srednjih debljina, dubina scheoične rupe treba odgovarati nstma utvrđenom za sljedeću manju debljinu.
2. Vrijednosti dubine pukotine za pocinčani čelik debljine veće od 1,5 mm bile su izborne do 01.07.89.
3. Pii test na MTJI-10 tipa poobooah g.
3.10.2. Za pocinčani čelik skupine XSh najviše kvalitete, relativno rastezanje treba biti 1 jedinica. više od normi tablice. 16, a dubina sferne rupe je 0,2 mm veća od normi iz tablice. 1c.
3.10-3.10.2. (Prerađeno izdanje, Rev. br. 2).
3.11. Pocinčani čelik grupe XSh izrađen je s veličinom feritnog zrna od točaka 7, 8, 9, 10 prema GOST 5639-82 za kategorije napa VG i ne manje od 6 bodova za kategoriju napa G.
Za pocinčani čelik kategorije VG dopušteno je nejednako zrno unutar dva susjedna broja, za limove kategorije G - unutar tri susjedna broja.
3.12. Za pocinčani čelik skupine HŠ kategorije VG dopuštena je prisutnost strukturno slobodnog cementita u granicama točaka 0, 1, 2 i 4 skale 1 prema GOST 5640-68. Za kategorije crteža G i H prisutnost strukturno slobodnog cementita nije standardizirana.
3.13. Broj zavoja bez loma pocinčanog čelika skupina KhP, PK, OH mora biti u skladu sa standardima utvrđenim u tablici. 1g
Tablica 1d
Bilješka. Hodmh savijanje pocinčanog čelika debljine veće od 1,5 mm bilo je po izboru do 01.07.89.
(Prerađeno izdanje, Rev. br. 2).
3.14. (Brisano, Rev. br. 2).
4. PRAVILA PRIHVAĆANJA
4.1. Pocinčani čelik se prihvaća u serijama. Šarža se mora sastojati od limova ili kolutova iste grupe pocinčanog čelika, iste veličine, iste vrste i klase debljine premaza, vrste konzervacije, istog stupnja i topline (čelik KhSh, KhP i PK skupine) i kategoriju crteža (čelik grupe KhSh), moraju biti izdani i popraćeni dokumentom o kvaliteti u skladu s GOST 7566-94 s dodatkom vrijednosti neobaveznih pokazatelja kvalitete.
Masa serije ne smije prelaziti zamjensku proizvodnju jedinice.
(Prerađeno izdanje, Rev. br. 2).
4.2. U dokumentu o kvaliteti na zahtjev potrošača navode se rezultati ispitivanja i podaci o kemijskom sastavu.
Za pocinčani čelik, koji je nagrađen Državnom oznakom kvalitete, oznaka Državne oznake kvalitete stavlja se na dokument o kvaliteti.
4.3. Za kontrolu dimenzija i kvalitete površine odabire se 6% limova ili jedna rola iz serije.
4.4. Za kontrolu čvrstoće prianjanja premaza, mehaničkih svojstava, mikrostrukture, iz serije se odabire jedan list ili jedan valjak.
4.5. Nakon primitka nezadovoljavajućih rezultata ispitivanja za barem jedan od pokazatelja, ponovno se ispitivanje provodi u skladu s GOST 7566-94.
5. METODE ISPITIVANJA
5.1. Kvaliteta površine limova i rola provjerava se vanjskim pregledom bez uporabe povećala.
5.2. Za ispitivanje se iz svakog odabranog lima ili svitka izrezuju uzorci u skladu sa zahtjevima crteža i tablice. 2.
Shema obpazp-a za testiranje (b - šiljak lista)
tablica 2
Bilješka. Uzorci se izrezuju s maksimalnim odstupanjima u veličini - +3 mm.
5.3. Da bi se odredila masa cinkove prevlake, ispitni uzorak se odmasti, izvaže, uroni u otopinu antimon oksida (Sb 2 0 3) ili antimon klorida (SbC1 3) u klorovodičnoj kiselini i drži dok ne prestane nasilno razvijanje plina, a zatim uzorak se izvadi iz otopine, temeljito ispere hladnom, a zatim Vruća voda, osušiti filter papirom i izvagati. Odmašćivanje se provodi tehničkim sintetičkim etilnim alkoholom.
Otopina antimon-oksida ili antimon-klorida priprema se na sljedeći način: 20 g antimon-oksida (ili 32 g antimon-klorida) otopi se u 1000 ml koncentrirane klorovodične kiseline (GOST 3118-77) za drugu i prvu klasu odn. 50 g antimonovih oksida klase P.
Masa cinkanog premaza nanesenog na obje strane lima, u gramima (t) po 1 m 2, izračunava se po formuli
gdje je m\ masa tri uzorka (.?, 4 i 5) prije otapanja cinkove prevlake, s greškom od 0,01 g, g; mi je masa tri uzorka (.?, 4 i 5) nakon otapanja cinkove prevlake, s greškom od 0,01 g, g;
S je stvarna površina uzoraka s greškom MO "" 6 m 2 , m 2 .
Za određivanje mase premaza cinka dopušteno je koristiti druge metode koje pružaju potrebnu točnost.
Metoda navedena u ovom standardu primjenjuje se u slučaju neslaganja u ocjenjivanju.
(Promijenjeno izdanje, Rev. br. 1, 2).
5.4. Varijacija debljine premaza u poprečnom smjeru lima određena je kao apsolutna razlika između maksimalne i minimalne vrijednosti debljine premaza na uzorcima 3, 4 i 5 prema formuli
AT'r - 7L qv - T „
za koji se najprije izračunava debljina cinkove prevlake na svakom od uzoraka prema formuli
^ _ (t 3 - t "3) 10 4 (3)
3 7,13 A 3 '
gdje je?z debljina prevlake odgovarajućeg uzorka, mikrona;
/od - masa uzorka prije uklanjanja cinka, g; m "z - masa uzorka nakon uklanjanja cinka, g;
7,13 - gustoća cinka, g/cm 3;
A3 - površina cink premaza, cm 2 .
(Prerađeno izdanje, Rev. br. 1).
5.4.1. Za svaku od strana utvrđuje se i izračunava prosječna vrijednost debljine i debljinske razlike cinkane prevlake površine lima s diferenciranim premazom. Da biste to učinili, nakon odmašćivanja uzorka, jedna od strana je prekrivena gustim slojem gumenog ljepila ili parafina, a cink se uklanja sa suprotne strane, kao što je gore navedeno. Nakon ponovnog vaganja, ljepilo ili parafin se uklanjaju mehanički ili u vrućoj vodi. Uklanjanje cinkove prevlake s druge strane uzorka provodi se na isti način.
5.5. Ispitivanje savijanja provodi se prema GOST 13813-68.
5.6. Ispitivanje za crtanje sferne rupe provodi se prema GOST 10510-80. Napravite dva mjerenja u ispitnom području i odredite aritmetičku sredinu.
5.7. Ispitivanje na vlačnost provodi se prema GOST 11701-84.
5.8. Određivanje veličine zrna ferita provodi se prema GOST 5639-82 i cementita bez strukture - prema GOST 5640-68.
5.9. Ispitivanje savijanja pocinčanog čelika debljine do 1 mm uključujući kut od 180 ° provodi se u skladu s GOST 14019-2003. Uzorak pocinčanog čelika ispituje se na trnu jednakoj debljini valjanog proizvoda.
Pocinčani čelik najviše kvalitete mora izdržati ispitivanje savijanja od 180° bez trna sve dok se stranice ne dodirnu.
Po dogovoru između potrošača i proizvođača ispitivanje savijanja može se zamijeniti ispitivanjem za dvostruku krovnu bravu prema OST 1411-196-86, a za pocinčani čelik grupe PK ispitivanjem na uređaju U-1A prema prema GOST 4765-73.
Pocinčani čelik debljine veće od 1,0 mm ispituje se na zahtjev potrošača po postupku dogovorenom na propisani način.
5.10. Za kontrolu kvalitete pocinčanog čelika dopušteno je koristiti metode kontrole bez razaranja.
(Prerađeno izdanje, Rev. br. 2).
6. OZNAČAVANJE, PAKIRANJE, TRANSPORT I SKLADIŠTENJE
6.1. Označavanje, pakiranje, transport i skladištenje - u skladu s GOST 7566-94 s dodacima.
6.2. Za zaštitu površine pocinčanog čelika od korozije provodi se konzervacija: pasivizacija, podmazivanje ili pasiviranje i podmazivanje.
Na zahtjev potrošača, pocinčani čelik se ne čuva.
Prilikom otpreme u regije krajnjeg sjevera i područja koja su s njima izjednačena, konzervacija je obavezna.
6.3. Listovi od pocinčanog čelika formiraju se u paket, polažući jedan list na drugi. Za listove s diferenciranim premazom, strana s 2. klasom debljine premaza treba biti okrenuta prema dnu pakiranja.
Krajnje i bočne površine pakiranja obložene su kanalima od žarenog čeličnog lima debljine najmanje 0,4 mm prema normativno-tehničkoj dokumentaciji.
Drvene šipke moraju biti pričvršćene na dno pakiranja u skladu s GOST 2695-83 i GOST 8486-86 s presjekom od najmanje 80x80 mm ili metalne šipke prema regulatornoj i tehničkoj dokumentaciji. Broj drvenih i metalnih šipki s širinom pakiranja do 1200 mm - 2 kom.; preko 1200 mm - odnosno 3 kom. i 2 kom.
6.4. Diferencijalno presvučeni pocinčani čelični koluti se valjaju tako da se strana s 2. klasom debljine cinkanog premaza nalazi unutar zavojnice.
6.5. Snopovi i rolice moraju biti čvrsto vezani. Broj remena mora biti u skladu sa zahtjevima GOST 7566-94.
Kada se otprema na krajnji sjever i teško dostupna područja, minimalni broj traka mora biti jedan veći od normi utvrđenih u skladu s GOST 7566-94.
Za vezivanje koristi se metalna traka debljine 1,2-2,0 mm, širine od 30 do 40 mm u skladu s GOST 3560-73, GOST 6009-74 ili drugom regulatornom i tehničkom dokumentacijom.
Vanjski promjer i širina valjaka ne smiju biti veći od 2 mm, duljina, širina i visina snopova ne smiju prelaziti 6,2 odnosno 1 m.
6.6. Masa jednog pakiranja mora biti najmanje 3 tone i ne smije biti veća od 10 tona.
Do 01.01.88., na zahtjev potrošača, masa pakiranja pocinčanog čeličnog lima ne smije
bila preko 5 tona.
6.7. Prijevozno označavanje pakiranja treba biti naneseno u skladu s GOST 14192-96 tamnom bojom na završnoj površini pakiranja i bočnoj površini role i sadržavati glavne, dodatne i informativne natpise.
6.8. Prijevoz pocinčanog čelika željeznicom obavlja se otvorenim željezničkim vozilima u skladu s pravilima za prijevoz robe koji su na snazi za ovu vrstu prijevoza i uvjetima za utovar i osiguranje robe odobrenim od strane Ministarstva željeznica.
6.9. Skladištenje pocinčanog čelika mora biti u skladu s uvjetima ZhZ u skladu s GOST 15150-69, isključujući zajedničko korištenje s kemijski aktivnim tvarima.
Sec. 6. (Promijenjeno izdanje, Rev. br. 2).
Urednik L.V. Koretnikova Tehnički urednik N.S. Grishanova korektor RA. Mentova Računalni izgled L A. Krugovoi
Potpisano za objavu 25. rujna 2007. godine. Format 60x84*/8. Offset papir. Vrijeme slušalica. Offset tisak. Uel. pećnica l. 0,93. Uč.-ur. l. 0,85. Naklada 101 primjerak. Zach. 728.
FSU "STANDARTINFORM", 123995 Moskva, Granatny per., 4.
Ukucano u FSUE "STANDARTINFORM" na računalu.
Tiskano u podružnici FSU "STANDARTINFORM" - tip. "Moskovski pisač", 105062 Moskva, Lyalin per., 6
Tehnički podaci.
(ekstrakti)
Ova se norma odnosi na hladno valjane limove i zavojnice, vruće pocinčane u jedinicama za kontinuirano pocinčavanje, namijenjene za hladno profiliranje, za bojanje, za proizvodnju štancanih dijelova, pribora, spremnika i drugih metalnih proizvoda.
Pokazatelji tehničke razine utvrđeni ovom normom udovoljavaju zahtjevima najviše i prve kategorije kvalitete.
1. Klasifikacija
1.1. Pocinčani čelični lim (OT) dijeli se na:
Dodijeljen grupama
- Za hladno štancanje - HŠ,
- Za hladno profiliranje - HP,
- Za bojanje (trening) - PC,
- Opće namjene - UKLJUČENO;
Prema sposobnosti crtanja (čelik grupe XSh) u kategorije
- Normalan crtež - H,
- Duboko crtanje - G,
- Vrlo duboko crtanje - VG;
Prema ujednačenosti debljine cinkove prevlake
- S normalnom promjenom debljine - HP,
- Sa smanjenom varijacijom debljine - UR.
1.2. Po dogovoru između potrošača i proizvođača, pocinčani čelik se može proizvoditi:
- s uzorkom kristalizacije - KR,
- bez uzorka kristalizacije - MT.
1.3. Ovisno o debljini premaza, pocinčani čelik je podijeljen u 3 klase u skladu s tablicom. jedan.
stol 1
U proizvodnji čelika s diferenciranim premazom, njegova debljina s jedne strane lima mora odgovarati klasi 2, a s druge strane - klasi P (za limove) ili klasi 1.
2. Asortiman.
2.1. Pocinčani čelik izrađuje se širine od 710 do 1800 mm, uključujući debljinu od 0,5 do 2,5 mm.
2.2. Dimenzije, granična odstupanja i drugi zahtjevi za asortiman moraju biti u skladu sa zahtjevima GOST 19904-74.
Primjeri legende
Pocinčani čelik debljine 0,8, širine 1000, dužine 2000 mm, normalne točnosti valjanja B, normalne ravnosti PN, s neobrubljenim rubom NO grupe OH, kristalizacijskim uzorkom KR, prva klasa cinkovog premaza prema GOST 14918-80:
Pocinčani valjani čelik s diferenciranim premazom debljine 0,5, širine 710 mm, povećane točnosti valjanja A, visoke ravnine PV, sa rezanim rubom O, kvaliteta Bst3kp, za PC bojanje, bez kristalizacijskog uzorka MT sa smanjenom varijacijom debljine UR, premazan prvo s jedne strane , a s druge druge klase prema GOST 14918-80:
| OC | A-O-1,5x710 GOST 19904-74 |
| Bst3kp PK-MT-UR-1/2 GOST 14918-80 |
3. Tehnički uvjeti
3.1. Pocinčani čelik mora biti proizveden u skladu sa zahtjevima ove norme prema tehničkoj dokumentaciji odobrenoj na propisani način.
3.2. Pocinčani čelik izrađen je od ugljičnog hladno valjanog čelika s kvalitetom površine prema GOST 16523-70. Razrede čelika moraju odgovarati onima navedenim u tablici 1.
stol 1
| Pocinčani čelik | Hladno valjani čelik za izradu pocinčanog čelika | ||
| Skupina | Kategorija napa | Kvaliteta prve kategorije | Kategorija vrhunske kvalitete |
| XIII | N, G | Razredi čelika s kem. Sastav prema GOST 9045-80, GOST 1050-74 i GOST 380-781 | Razredi čelika s kemijskim sastavom prema GOST 9045-80, kao i GOST 1050-74 sa sadržajem sumpora ne većim od 0,035% i fosfora - ne više od 0,020% i GOST 380-71 s masenim udjelom sumpora ne više od 0,035% i fosfora - ne više od 0,025% |
| XIII | V G | 08ps, 08kp, o8Yu prema GOST 9045-80 08PS, 08KP, 10KP prema GOST 1050-74 | 08ps, 08kp, 08Yu prema GOST 9045-80 08ps, 08KP, 10kp prema GOST1050-74 s masenim udjelom sumpora ne više od 0,030% i fosfora - ne više od 0,020% |
| XII, PC | - | 08ps prema GOST 9045-80 08,08ps prema GOST 1050-74 Bst0, Bst1, bst3 svih stupnjeva deoksidacije prema GOST 380-71 | 08ps prema GOST 9045-80 08,08ps prema GOST 1050-74 BST0, BST1, BST2, BST3 svih stupnjeva deoksidacije prema GOST 380-71 s masenim udjelom sumpora ne većim od 0,04% - i fosfora ne više od 0,0035% |
| JE LI ON | - | Vrste čelika s kemijskim sastavom prema GOST 9045-80, GOST 1050-74, GOST 380-71 | Razred čelika s kemijskim sastavom prema GOST 9045-80, GOST 1050-74, GOST 380-71 s masenim udjelom sumpora ne više od 0,045% i fosfora - ne više od 0,04%. |
3.3. Za pocinčavanje koriste se cink razreda Ts0 i Ts1 prema GOST 3640-79 s dodatkom aluminija, olova i drugih metala u kadu. Doping s olovom je dopušten zbog uvođenja cinka razreda Ts2.
3.4. Površina pocinčanog čelika mora biti čista, s kontinuiranim premazom.
3.4.1. Nije dopušteno prekinuti kontinuitet premaza u obliku pukotina na malim čvorićima koji se nalaze na defektima čelične baze, čiju klasifikaciju i dimenzije predviđa GOST 16523-70.
3.4.2. Na listovima i trakama s neobrubljenim rubom nisu dopušteni rubni nedostaci čija je dubina veća od maksimalnih odstupanja širine.
3.5. Za pocinčani čelik grupa KhSh, KhP i OH, mala slijeganja (slijeganje, slojevitost), zrna i neravnomjerna kristalizacija cinka, tragovi pregiba trake i kontrolnih valjaka, lokalna hrapavost premaza (osip), lagane ogrebotine i abrazije koje ne uništavaju kontinuitet cinkovog premaza su dopuštene, svijetle i mat mrlje, neravnomjerno bojanje pasivnog filma.
3.6. Za pocinčani čelik PC grupe, tamne točkice i put (tragovi) od deformiranog malog savijanja (progib, slojevitost), zrna lokalne hrapavosti premaza (osip), mat uzorak kristalizacije cinka, tragovi pregiba, pruge, lagane ogrebotine i abrazije koje ne narušavaju kontinuitet dopušteni su cinkovim premazom, svijetlim i mat mrljama, neravnomjernom obojenošću pasivnog filma.
3.7. Na zahtjev potrošača, pasivna folija mora imati ujednačenu boju.
3.8. Smanjena varijacija u debljini cink prevlake UR ne smije biti veća od 16 za klasu P, ne više od 10 za klasu 1 i ne više od 4 mikrona za klasu 2. Pocinčani čelik normalne varijacije debljine HP mora imati debljinu premaza unutar granica navedenih u tablici 1.
Pocinčani čelik najviše kvalitete proizvodi se s različitim debljinama cinkanog premaza za čelik XSh, KhP i PK grupa klase P - ne više od 12, klase 1 - ne više od 8 i klase 2 - ne više od 3 mikrona.
3.9. Na mjestu savijanja pocinčanog čelika debljine do 1,0 mm uključujući, pri ispitivanju čvrstoće prianjanja premaza na osnovni metal pri savijanju od 180 °, ne smije doći do raslojavanja cinkove prevlake koja bi izlagala čelična površina. Dopuštena je mreža malih pukotina duž cijele duljine zavoja i raslojavanje premaza na udaljenosti do 6 mm od rubova uzorka.
3.10. Mehanički pocinčani čelik mora biti u skladu sa standardima navedenim u tablici. 1b.
- dubina sferne rupe od pocinčanog čelika skupine XSh mora biti u skladu sa standardima navedenim u tablici. 1b.
- Za pocinčani čelik skupine XSh najviše kvalitete, relativno rastezanje treba biti 1 jedinica. više od normi tablice. 1b, a dubina sferne rupe je 0,2 mm veća od normi iz tablice. 1c.
Tablica 1 b
|
Pocinčani čelik |
Privremeni otpor | Čvrstoća popuštanja |
Relativno istezanje s 4, %, ne manje, pri L0=80 mm za debljinu čelika, mm |
||||
| grupe | kategorije napa | zazor s in, MPa | s t, MPa, ne manje od | do 0,7 | sv 0,7 do 1,5 | sv 1,5 do 2,0 | sv 2.0 |
| HŠ | H G V G |
300-490 275-430 255-410 |
- - - |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| HP, PC | - | - | 230 | 20 | 22 | - | - |
| JE LI ON | - | - | - | - | - | - | - |
Bilješka. Vrijednosti vlačne čvrstoće i relativnog istezanja za pocinčani čelik XSh grupe vučnih kategorija N i G relativnog istezanja za čelik HP i PK grupa su izborne do 01.07.89.
Pri izračunu vlačne čvrstoće i čvrstoće popuštanja debljina cinkanog premaza se ne uzima u obzir.
Tablica 1c
|
Debljina pocinčanog čelika |
Dubina sfernog otvora za kategorije napa, ne manja od |
||
| V G | G | H | |
|
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Bilješke:
- Za pocinčani čelik srednjih debljina, dubina sferne rupe mora biti u skladu sa standardima utvrđenim za najbližu manju debljinu.
- Vrijednosti dubine sfernih udubljenja za pocinčani čelik debljine preko 1,5 mm nisu obavezne do 01.07.89.
- Kada se testiraju na uređajima tipa MTL-10 g, norme za dubinu sferne rupe smanjuju se za 0,3 mm.
3.11. Pocinčani čelik grupe HŠ proizvodi se s veličinom feritnog zrna točaka 7, 8, 9, 10 prema GOST 5639-82 za kategorije napa VG i ne manje od 6 bodova za kategorije napa G.
Za pocinčani čelik kategorije VG dopušteno je nejednako zrno unutar dva susjedna broja, za limove kategorije G - unutar tri susjedna broja.
3.12. Za pocinčani čelik skupine HŠ kategorije VG dopuštena je prisutnost strukturno slobodnog cementita u granicama točaka 0, 1, 2 i 3 skale 1 prema GOST 5640-68. Za kategorije crteža G i H prisutnost strukturno slobodnog cementita nije standardizirana.
3.13 Broj zavoja bez loma pocinčanog čelika skupina KhP, PK, OH mora biti u skladu sa standardima utvrđenim u tablici. 1g
Tablica 1d
Bilješka. Standardi savijanja za pocinčani čelik debljine veće od 1,5 mm nisu obavezni do 01.07.89.
3.14. (Brisano, Rev. br. 2).
4. Pravila prihvaćanja
4.1. Pocinčani čelik se prihvaća u serijama. Šarža se mora sastojati od limova ili kolutova iste grupe pocinčanog čelika, iste veličine, iste vrste i klase, debljine premaza, vrste, očuvanosti, iste marke i topline (čelik KhSh, KhP i PK skupine) kategorija crteža (čelik grupe KhSh), mora biti izdana i popraćena dokumentom o kvaliteti u skladu s GOST 7566-81 s dodatkom izbornih pokazatelja kvalitete.
Masa serije ne smije prelaziti zamjensku proizvodnju jedinice.
4.3. Za kontrolu dimenzija i kvalitete površine odabire se 6% limova ili jedna rola iz serije.
4.4. Za kontrolu čvrstoće prianjanja premaza, mehaničkih svojstava, mikrostrukture, iz serije se odabire jedan list ili jedan valjak.
4.5. Nakon primitka nezadovoljavajućih rezultata ispitivanja za barem jedan od pokazatelja, provodi se drugi pokušaj u skladu s GOST 7566-81.
6. Označavanje, pakiranje, transport i skladištenje.
6.1. Označavanje, pakiranje, transport i skladištenje - u skladu s GOST 7566-81 s dodacima.
6.2. Za zaštitu površine pocinčanog čelika od korozije provodi se konzervacija: pasivizacija, podmazivanje ili pasiviranje i podmazivanje.
Na zahtjev potrošača, pocinčani čelik se ne čuva.
Kada se otprema na krajnji sjever i teško dostupna područja, potrebno je očuvanje.
6.3. Listovi od pocinčanog čelika formiraju se u paket, polažući jedan list na drugi. Za listove s diferenciranim premazom, strana s 2. klasom debljine premaza treba biti okrenuta prema dnu pakiranja.
Krajnje i bočne površine pakiranja obložene su kanalima od žarenog čeličnog lima debljine najmanje 0,4 mm prema normativno-tehničkoj dokumentaciji.
Drvene šipke moraju biti pričvršćene na dno pakiranja u skladu s GOST 8486-86 i GOST 2695-83 s presjekom od najmanje 80x80 mm ili metalne šipke prema regulatornoj i tehničkoj dokumentaciji. Broj drvenih i metalnih šipki s širinom pakiranja do 1200 mm - 2 kom.; preko 1200 mm - odnosno 3 kom. i 2 kom.
6.4. Pocinčani čelični koluti s diferenciranim premazom valjaju se tako da se strana s 2. klasom debljine cinkanog premaza nalazi unutar zavojnice.
6.5. Snopovi i rolice moraju biti čvrsto vezani. Broj remena - prema GOST 7566-81.
6.6. Masa jednog pakiranja mora biti najmanje 3 tone i ne smije biti veća od 10 tona.
Do 01/01/88, na zahtjev potrošača, masa pakiranja pocinčanog čeličnog lima ne smije biti veća od 5 tona.
6.7. Prijevozno označavanje pakiranja treba biti naneseno u skladu s GOST 14192-77 tamnom bojom na završnoj površini pakiranja i bočnoj površini role i sadržavati glavne, dodatne i informativne natpise.
6.8. Prijevoz pocinčanog čelika željeznicom obavlja se otvorenim željezničkim vozilima u skladu s pravilima za prijevoz robe koji su na snazi za ovu vrstu prijevoza i uvjetima za utovar i osiguranje robe odobrenim od strane Ministarstva željeznica.
6.9. Skladištenje pocinčanog čelika mora biti u skladu s uvjetima Zh3 u skladu s GOST 15150-69, isključujući zajedničko prisustvo s kemijski aktivnim tvarima.
Također preporučujemo
 Preklopno napajanje: popravak i usavršavanje
Preklopno napajanje: popravak i usavršavanje
 Daljinsko upravljanje svjetlom
Daljinsko upravljanje svjetlom
 Satovi plivanja za djecu predškolske dobi
Satovi plivanja za djecu predškolske dobi
 Napomene za majstora - kućni kućni alarmi
Napomene za majstora - kućni kućni alarmi
 Propeler sata na Atmega8
Propeler sata na Atmega8
 Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje
Primjeri primjene uređaja i releja, kako odabrati i pravilno spojiti relej Mikrokontroler i relej jednostavni sklopovi za prebacivanje