Fraise tournante courbée. Incisives de passage - presque tout à leur sujet
Souvent en production, afin de traiter divers rouleaux étagés et une variété de pièces non rigides, une fraise traversante est utilisée. Lorsque vous travaillez avec cet outil, les passes d'ébauche sont obtenues avec un rayon de courbure plus petit que les passes de finition. Si nécessaire, pour obtenir des surfaces parfaitement lisses, utilisez un cutter à lame traversante.
La fraise traversante est utilisée pour la finition longitudinale externe et le tournage de finition de diverses pièces. Dans le même temps, des vitesses de coupe plus élevées sont utilisées pour l'ébauche et les copeaux sont enlevés plus gros qu'avec le tournage fin.
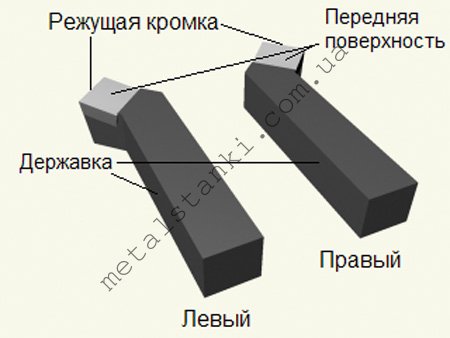
Le couteau traversant peut être courbé, persistant et droit. Et dans le sens de l'alimentation, il y a des outils à droite et à gauche. Dans ce cas, ceux de gauche sont utilisés pour traiter les surfaces externes dans le sens de gauche à droite, ceux de droite - de droite à gauche.
Une fraise droite a des angles principaux dans le plan égaux à φ = 75, 60 et 450, une fraise coudée φ = 400-450 et un outil de poussée φ = 900. la résistance de l'ensemble de la fraise dans son ensemble, tandis que plus la angle, plus la vitesse et la résistance autorisées de la fraise sont élevées. Cependant, souvent aux valeurs minimales de cette caractéristique, des vibrations peuvent survenir en raison d'une rigidité insuffisante de la structure de la machine, des pièces de fixation ou de l'outil lui-même. Ainsi, avec une rigidité suffisante, on utilise une fraise traversante coudée, qui est la plus répandue car elle permet de faire non seulement un tournage longitudinal, mais même transversal. Si la rigidité n'est pas suffisante, des fraises à butée sont utilisées, qui permettent de traiter des pièces avec de petits rebords et sont largement utilisées pour le traitement de pièces non rigides.
Un autre paramètre non moins important est l'angle auxiliaire dans le plan. Il affecte la vitesse de coupe, la rugosité de la surface tournée et réduit la participation de l'auxiliaire en pointe tout au long du processus. Lors de l'ébauche, cette valeur pour l'outil est sélectionnée 10-150.
La prochaine caractéristique importante d'un outil tel qu'une fraise traversante est le rayon de courbure. Cela affecte la durée de vie de l'outil et la résistance de l'arête de coupe. Une augmentation de ce paramètre réduit la rugosité de la surface à usiner, mais entraîne en même temps une augmentation de la charge sur la fraise d'alimentation elle-même, ce qui contribue aux vibrations. Ainsi, le rayon pour les outils avec des plaquettes en carbure de 0,5 mm est considéré comme optimal avec une section de support de 10 mmx16 mm et 12 mmx20 mm, 1 mm pour les sections de 16 mmx25 mm et 20 mmx32 mm, 1,5 mm pour les fraises avec une section de 25 mmx40 mm et 30 mmx45 mm.
La forme de la surface avant de la fraise dépend du matériau à traiter, de la nature requise du traitement, de l'option d'alimentation du produit et d'un certain nombre d'autres conditions. Ainsi, par exemple, une forme plate d'affûtage et un angle positif sont utilisés sur tous les types de fraises à grande vitesse et au carbure, il est recommandé pour le traitement de la fonte. Dans le même temps, la fraise d'avance en acier rapide a une vitesse d'avance inférieure à 0,2 mm/tour lors du tournage de l'acier.
Une forme plate avec un angle de coupe négatif est utilisée pour les fraises à lames en alliage dur lors du traitement de l'acier supérieur à 80 kgf/mm2, en présence d'un système technologique rigide.
Très souvent, la fraise traversante est en outre renforcée par un chanfreinage de 0,2 à 1,2 mm avec un angle négatif allant jusqu'à -50 le long du tranchant. Une forme plate avec un chanfrein est utilisée pour un outil en acier rapide, lorsqu'il est utilisé pour le tournage d'acier avec une vitesse d'avance supérieure à 0,2 mm / tour, ainsi que pour les fraises en carbure pour le traitement de l'acier avec σv inférieur ou égal à 80 kgf/mm2, ainsi qu'avec σin supérieur et égal à 80 kgf/mm2 en présence d'un système non rigide. Il est utilisé pour le traitement de l'acier et des pièces moulées en acier, ainsi que pour les fontes malléables.
Cependant, lorsque vous travaillez avec un tel outil, une grande quantité de copeaux dangereux, légèrement enroulés et peu pratiques à transporter se forme. En même temps, il y a une forte probabilité qu'il s'enroule autour de la pièce et devienne dangereux pour le travailleur. Pour éviter cela, les copeaux sont recourbés, ce qui rend la partie avant de la fraise avec un congé d'un rayon de 3 mm à 18 mm, et pour l'usinage de pièces de moindre résistance, une valeur de rayon plus petite est choisie. Ainsi, un couteau de la forme suivante est obtenu.
La fraise de passe, ayant une forme de rayon avec un chanfrein, est conçue pour tous les types d'outils en acier rapide, à l'exception des arêtes de coupe formées avec un profil complexe, ainsi que pour les outils avec des plaquettes en carbure lorsqu'ils sont alimentés à une vitesse de supérieur à 0,3 mm / tour pour le traitement nécessaire de l'acier avec σin supérieur et égal à 80 kgf/mm2.
Quel que soit le couteau utilisé, afin qu'il ne tombe pas en panne plus longtemps et fonctionne avec la plus grande efficacité, un grand nombre de buses supplémentaires et de divers dispositifs auxiliaires sont utilisés. Ils sont conçus pour protéger l'outil et simplifier l'ensemble du processus technologique, ce qui est particulièrement important lors du traitement de pièces à structure complexe.
Robinet
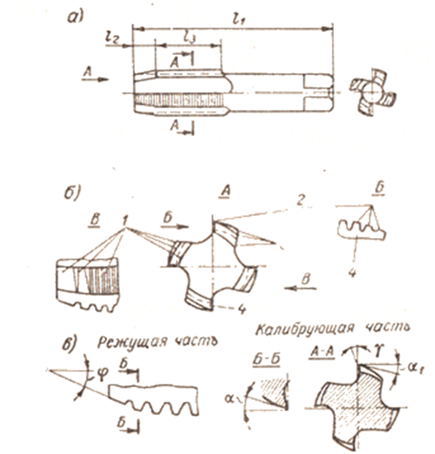 Un taraud est un outil de coupe pour couper des filets dans un trou pré-percé. Le taraud est un rouleau cylindrique avec des tranchants à une extrémité. L'autre extrémité du taraud (tige) est conçue pour être fixée dans le mandrin ou pour le maintenir dans le collier pendant le fonctionnement.
Un taraud est un outil de coupe pour couper des filets dans un trou pré-percé. Le taraud est un rouleau cylindrique avec des tranchants à une extrémité. L'autre extrémité du taraud (tige) est conçue pour être fixée dans le mandrin ou pour le maintenir dans le collier pendant le fonctionnement.
Principaux types de robinets :
Manuel - conçu pour l'enfilage manuel dans un ensemble composé de deux ou trois pièces ;
Écrou - pour couper en un seul passage un filetage complet dans des trous traversants;
Machine - pour le filetage, principalement dans des trous borgnes sur des perceuses, des machines automatiques et des machines modulaires spéciales (des pièces sont principalement fabriquées, mais elles existent également en jeux de 2 ou 3 pièces);
Machines-outils - pour obtenir des filetages dans des trous débouchants sur des machines à tarauder les écrous ; sans rainure (machines de formage) - pour couper des filets dans des trous traversants en un seul passage;
Automatique - pour couper les filets dans les écrous sur les machines à tarauder les écrous ;
bélier et utérin - pour le filetage, le calibrage et l'élimination des bavures dans les trous filetés des matrices rondes.
Types de filetage : M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT.
Le matériau utilisé pour la fabrication des tarauds est un acier allié à outils et à coupe rapide.
Les fraises de poussée sont l'outil le plus courant en tournage. Dans cet article, nous verrons comment fabriquer un tel couteau de nos propres mains, quel type de fraises traversantes sont, leurs angles d'installation et leurs angles de coupe, et d'autres nuances.
Cet article sera la suite d'une série d'articles sur le site sur les tours, les outils et les montages pour le tournage dans un atelier de garage. J'ai déjà écrit sur les appareils pour les tours et ceux qui le souhaitent peuvent lire à leur sujet et. Eh bien, à propos de l'affûtage compétent et du réglage fin des outils de tournage de mes propres mains, je vous conseille de lire et de regarder la vidéo ici dans
Et dans cet article, nous examinerons de plus près l'outil principal de tournage - une fraise traversante.
Pour commencer, considérons quel type de fraises traversantes sont, de quoi elles sont faites, leurs angles d'affûtage, les méthodes de fixation des plaques de carbure de ces fraises et d'autres nuances. Et à la fin, on vous expliquera et vous montrera comment fabriquer vous-même une fraise courbée avec une plaque de carbure remplaçable à la maison.
La fraise traversante est conçue pour le tournage longitudinal des surfaces cylindriques extérieures, et les fraises à rainurer sont utilisées pour tourner les rebords et les surfaces d'extrémité. Cependant, certains types de fraises traversantes (comme je l'ai fait dans la vidéo sous l'article et dans la figure 1 ci-dessous) et les fraises inciseur sont utilisées pour le tournage longitudinal et transversal des surfaces.
Les fraises traversantes sont fines et rugueuses. Les fraises d'ébauche sont conçues pour le tournage grossier de pièces, ce qu'on appelle le pelage (et donc certains les appellent pelage). Et les fraises de finition sont destinées au traitement de surface final et à l'obtention d'une classe supérieure de finition de surface de la pièce. Ci-dessous, nous examinerons en détail les types de fraises traversantes.
Tourner plié à travers les couteaux .
Ces fraises sont les plus courantes dans le tournage en raison de leur commodité et de leurs larges possibilités, et c'est ainsi que j'ai fabriqué une telle fraise que j'ai filmé une vidéo qui peut être visionnée dans cet article. En raison de la tête courbée, ces fraises vous permettent de traiter la surface d'une pièce située très près des cames du mandrin de tour.
I - tournage longitudinal, II - tournage transversal
Et un tel couteau est utilisé à la fois pour le tournage longitudinal (voir Figure 1.I) et transversal (Figure 1.II).Ces couteaux sont fabriqués à droite et à gauche, en fonction de la direction dans laquelle la tête est pliée.
Fraises droites.
I - droit à travers le couteau, II - gauche à travers le couteau
Ces fraises sont conçues pour le tournage longitudinal de pièces. En plus des couteaux coudés, ils peuvent être soit droits (voir Figure 2.I), qui sont utilisés dans le sens normal de déplacement du support de la machine, soit gauches (Figure 2.II), qui sont utilisés lors d'une rotation dans le sens de la tête à l'arrière.
Les fraises droites sont les plus faciles à fabriquer en raison de la forme simple (non courbée) du support.
Persistant à travers les couteaux.
I - coupe des surfaces d'extrémité (rebords), II - tournage en bout.
Ces fraises servent au tournage longitudinal des pièces (voir Figure 3.I) et au rognage simultané des surfaces d'extrémité des rebords (en fin de passage). Si vous tournez le porte-outil avec une telle fraise à un certain angle (voir Figure 3.II), vous pouvez utiliser une telle fraise pour le tournage frontal de l'extrémité de la pièce.
Les fraises à butée sont les plus largement utilisées dans le traitement des pièces non rigides, ainsi que des pièces étagées.
Fraises de finition .
I - pour tourner espaces ouverts, II - pour tourner endroits difficiles d'accès.
Ces fraises sont principalement utilisées pour le tournage à faible avance et se distinguent des fraises traversantes conventionnelles par un grand rayon de courbure (r = 2-5 mm).
Pour tourner les endroits ouverts sur les pièces, on utilise des fraises droites qui fonctionnent dans les deux sens (voir figure 4.I). Et pour tourner les endroits difficiles d'accès, des couteaux courbés sont utilisés (voir Figure 4.II), à droite et à gauche.
Fraises larges de finition .
Ces fraises sont conçues pour le tournage fin de pièces, et avec des avances élevées. Mais en même temps, ces fraises enlèvent généralement une très petite couche de métal de la pièce.
b est la largeur de l'arête de coupe, s est l'avance.
Aux avances élevées (s
Ci-dessous, nous examinerons différentes options pour les fraises traversantes, qui diffèrent les unes des autres en fonction de la fixation des plaques de coupe.
Fraises tournantes avec fixation mécanique des plaques de coupe.
Fixation des plaques dans un nid spécial d'un support de ressort coupé.
La conception de ces fraises (qui ont été développées au siècle dernier à l'Institut de technologie de la RDA) prévoit la fixation d'inserts en carbure symétriques dans des supports de coupe à l'aide d'une ou deux vis (avec un hexagone interne). Ces fraises traversantes sont illustrées dans la figure ci-dessous.
Cette plaque est fixée en la coinçant entre la goupille 3 et la paroi de support arrière du support à l'aide d'une cale spéciale 5 et d'une vis 4. Dans ce cas, la plaque est fermement et fermement pressée contre la surface d'appui du corps de fraise (support) .
Comme le montre la figure, la plaque, lorsqu'elle est fabriquée en usine, est fournie avec un filet pour les copeaux de curling et un autre chanfrein de durcissement sur la surface avant (largeur de chanfrein 0,2 - 0,3 mm). De plus, l'angle de coupe sur le congé est positif et la valeur requise des angles arrière est fournie en installant la plaque à l'angle souhaité sur le corps du support (l'angle est d'environ 15 - 18 ° par rapport à l'axe du support).
La conception décrite pour la fixation d'une plaque interchangeable est un peu difficile à faire par vous-même à la maison, et cela ne fonctionnera pas pour les trop petits coupeurs de petits tours (par exemple, les "tevashkas" scolaires), car tous les détails devront être rendu très petit. Par conséquent, pour les incisives plus petites, vous pouvez fixer une plaque interchangeable de manière plus simple, comme je l'ai fait dans la vidéo sous cet article.
Et si vous faites un pas sur le support avec suffisamment de précision et percez avec précision un trou pour la vis de serrage, c'est-à-dire assurez-vous que lorsque la vis est serrée, la plaque est étroitement attirée par sa face arrière vers la marche (épaule sur le support ), alors une telle fixation, malgré sa simplicité, est assez fiable.
De plus, la marche est réalisée de manière à ce que, sous charge, le bord arrière de la plaque soit calé dans la marche, car la marche et la plate-forme de support de la plaque sont réalisées avec un angle (environ 10 - 15° relatif à l'axe du support). Le support est de préférence en acier au carbone 40X, 40X13 ou en acier 45, 50.
Faire des incisives courbes à l'aide d'un tampon. 1 - matrice, 2 - poinçon de pressage.
De plus, le support de la fraise pliée a été fabriqué (et montré par moi dans la vidéo ci-dessous) non pas par pliage, comme ils le font à l'usine à l'aide de matrices spéciales et comme indiqué sur la figure de gauche, mais dans un manière plus simple, simplement en coupant et en tournant dans une pièce d'acier.
Les plaques polyédriques sont produites en trois, quatre, cinq et formes hexagonales. Eh bien, les dimensions des fraises traversantes à plaques polyédriques ne diffèrent pratiquement pas des tailles des fraises à plaques de carbure soudées de même hauteur.
Les plaquettes triangulaires ont des angles égaux à 80º, aux sommets de travail, et elles sont utilisées pour les fraises traversantes avec un angle d'attaque φ=90º (voir figure sous la lettre a ci-dessous).
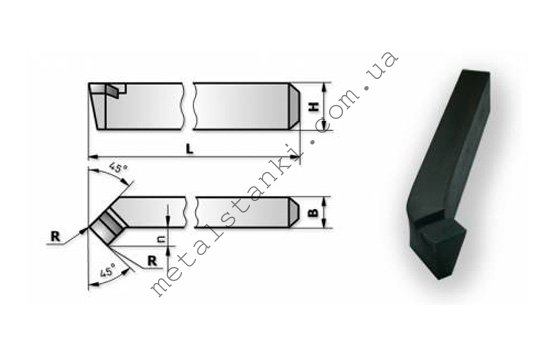
La fraise à passe coudée est utilisée pour tourner les surfaces extérieures des pièces de rotation, qui comprennent des surfaces coniques de grande longueur, des rouleaux cylindriques et d'autres choses. Contrairement aux fraises droites, les fraises coudées sont plus répandues, car elles ont des capacités de travail universelles. Ils ont une plus grande rigidité et en raison de leur forme, ils peuvent traiter des pièces même dans des endroits difficiles d'accès. Ils sont utilisés pour créer des pièces, ébaucher et finir l'usinage de pièces dans l'ingénierie mécanique et la construction de machines-outils, dans presque tous les ateliers de tournage professionnels, une fraise coudée est un outil indispensable pour le traitement.
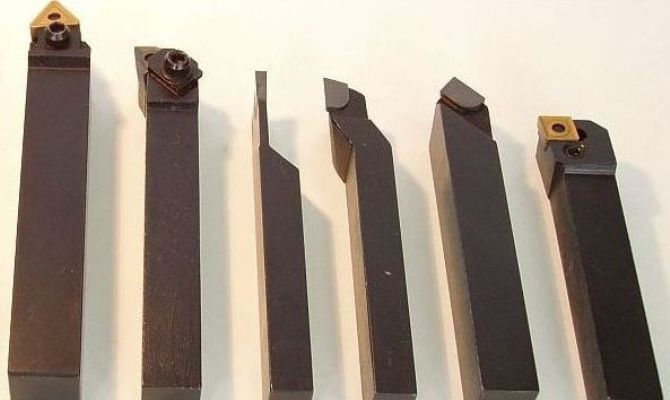
photo: tourner les fraises à travers pliées
Le travail de cet outil est effectué à la fois avec une alimentation longitudinale et transversale. Ils peuvent effectuer le tournage sur le dessus de la pièce elle-même, le chanfreinage et la coupe des extrémités, c'est-à-dire toutes les opérations de base qui peuvent être utiles dans ce cas. Ils appartiennent à des outils à profil large et ont plusieurs variations différentes de taille et d'autres paramètres. Ils fonctionnent bien dans le travail avec des pièces dures. La fraise courbée est fabriquée conformément à GOST 18868-73.
Types de tournage à travers des fraises courbées
Les outils de ce type peuvent être divisés en types de finition et de brouillon. Ceux de finition ont un rayon de courbure nettement plus grand. Cela vous permet d'obtenir une surface usinée avec plus de précision. Ils sont utilisés au stade final de la production et pour la création de pièces relativement petites. Si vous avez besoin d'obtenir une douceur et une propreté particulières, des coupe-spatules sont généralement utilisés, ce qui permet d'obtenir de meilleurs résultats.
L'ébauche est utilisée pour le traitement grossier. Leur rayon de courbure est plus faible, mais la forteresse est sensiblement plus haute. Ils sont parfaits pour les applications où vous devez enlever une grande quantité de métal d'une pièce. Leur ressource de travail est beaucoup plus élevée, donc, d'un point de vue économique, le traitement avec deux types de couteaux est beaucoup plus rentable. Ils ont moins de précision, mais ils rendront la première étape de l'élimination plus rapide.
En outre, on peut également distinguer des types tels qu'une incisive pliée droite et gauche à travers le passage. Ici, ils diffèrent par l'emplacement du tranchant, comme dans de nombreuses autres variétés de ces outils.
Les principales dimensions des fraises courbes traversantes
| Hauteur, mm | Largeur, mm | Longueur, mm |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
La fraise coudée est principalement composée de matériaux en carbure, car les pièces sont principalement constituées de matériaux durs, mais des outils en acier rapide peuvent également être utilisés.
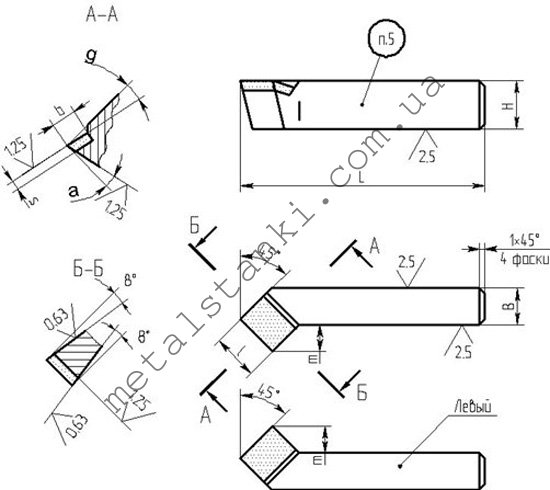
La géométrie de la fraise incurvée traversante
La principale pièce de travail de la fraise est sa tête, qui est située sur la tige. Il est inséré dans le porte-outil pour les travaux ultérieurs. Sur la surface avant de la tête, il y a une surface qui assure l'écoulement des copeaux. Il existe également deux bords de fuite, auxiliaire et principal. On les appelle les surfaces qui font face à la pièce en cours de traitement.
Le travail de coupe principal est effectué par le tranchant principal. Cette partie est formée à l'intersection des surfaces principales arrière et avant de l'instrument. La conception prévoit également un bord coupant auxiliaire formé à l'intersection des surfaces avant et arrière auxiliaires. L'intersection des arêtes de coupe secondaires et principales forme la pointe de la fraise. Chaque modèle crée son propre angle unique, ce qui rend le produit plus adapté à certaines fins. Par exemple, l'usinage d'une pièce étagée nécessite une fraise avec un angle de 90 degrés.
Choix de fraise incurvée
Les fraises de tournage courbes sont disponibles en plusieurs versions, qui diffèrent par la taille, le matériau de coupe et d'autres paramètres. Lors du choix, vous devez faire attention aux blancs auxquels vous devez faire face. Si une large gamme de pièces est utilisée dans la production, vous ne devriez pas avoir une seule fraise incurvée, mais un ensemble complet pour différents cas.
La taille du produit est choisie en fonction des dimensions de la pièce. Les plus courantes sont les options moyennes qui ne nécessitent pas de remplacement pour la plupart des travaux avec différents types de produits. « Conseils de professionnels ! Les changements fréquents de lame entraînent beaucoup de temps perdu et d'immobilisations de l'équipement, de sorte que les meilleures options doivent être déterminées à l'avance.
En ce qui concerne le matériau, il y a une tendance simple ici, lorsque des nuances de métal tendres et non trempées sont traitées par des fraises droites, pliées à gauche et à droite, qui sont en acier rapide. C'est moins cher, mais moins pratique quand il s'agit de matériaux durs. Dans ce cas, vous devez utiliser une fraise à filetage traversant courbée avec une fraise en carbure. Ils résistent parfaitement aux vibrations et aux températures qui augmentent pendant le fonctionnement, par conséquent, leur durée de vie est beaucoup plus longue.
Conditions de coupe
La fraise tournante coudée est utilisée dans des modes de fonctionnement assez simples. Ils effectuent des mouvements longitudinaux et transversaux, en fonction du profil de traitement. Vous pouvez choisir et commander des vis autotaraudeuses pour un profilé métallique au meilleur prix en Ukraine sur Stream. Il est recommandé d'effectuer d'abord une ébauche avec un outil spécialement conçu à cet effet, puis d'effectuer une passe de finition sur une surface presque finie. Si lors de l'ébauche, une épaisseur allant jusqu'à plusieurs millimètres est progressivement supprimée, lors de la finition, ce chiffre passe à des dixièmes de millimètre en plusieurs passes.
Marquage
Sur l'exemple d'un tel outil en tant que fraise coudée T15K6, on peut considérer un exemple de marquage. La surface de travail ici est constituée de matériaux en alliage dur appartenant au groupe titane-tungstène. La teneur en cobalt (K6) est de 6 % et le carbure de titane (T15) est de 15 %.
Fabricants
- CHIZ (Tchernihiv, Ukraine);
- Ukrmetiz (Ukraine);
- Intertool (Chine);
- Melitopol Instrument LLC ;
- Seco (Suède).
À travers des fraises courbes : Vidéo
Une fraise droite traversante est un outil populaire pour le traitement des métaux et autres matériaux durs. Il est généralement utilisé sur les tours, beaucoup moins souvent sur les machines à rainurer et à raboter.
1
La fraise de passage pour le travail des métaux (PR) est un outil courant et facile à fabriquer. Avec son aide, une rotation dans le sens longitudinal des surfaces extérieures cylindriques et coniques est effectuée. Les dispositifs de retournement que nous envisageons sont idéaux pour le traitement de produits de grande longueur. PR est divisé en:
- courbé;
- droit.
L'outil coudé par passage a des possibilités technologiques plus larges. Sa tête meule les zones de la pièce qui sont aussi proches que possible des mâchoires de la cartouche. Un point important. Un outil à tête coudée est utilisé pour le tournage longitudinal et transversal. Une nuance de plus. La tête du dispositif de coupe peut être pliée vers la gauche ou vers la droite.
Les fraises droites se caractérisent par la forme habituelle du support.
Leur tête n'a pas de plis. Par conséquent, la fabrication d'un tel outil est peu coûteuse. Ils n'effectuent pas de traitement transversal. Si le tournage mène à la poupée mobile de l'unité de retournement par l'avant, il est nécessaire d'utiliser le PR gauche. Si l'étrier de la machine se déplace le long de la trajectoire standard, les incisives droites sont utilisées.
Il existe plusieurs types d'incisives
Tous les PR sont divisés en brouillon et finition. Les premiers sont destinés au tournage grossier (épluchage) de pièces sur machines-outils. L'outil de finition est utilisé pour la finition. Il permet d'obtenir une surface plus lisse avec un indice de rugosité donné (jusqu'au niveau 7).
2
Tout outil de tournage de coupe de métal est produit strictement selon les dispositions d'un GOST spécifique. Le matériau pour la fabrication des outils en question est. De nombreuses incisives sont équipées d'une soudure spéciale. Ils sont fabriqués à partir d'alliages durs. L'outil traversant est produit selon les GOST suivants :
- 18869-73 - fraises droites en alliages à grande vitesse.
- 18868-73 et 18877-73 - pliés, équipés d'éléments de coupe en alliages rapides et durs.
- 18878-73 - droit avec inserts en carbure.
- 26611-85 - différents types de traversées avec inserts remplaçables, qui sont fixés à l'outil selon le modèle de serrage supérieur.
- 29132-91 - un outil avec des inserts à multiples facettes, remplaçables après un développement complet.
- 28980-91 - fixations en alliages extra-durs.
Les plus utilisés sont les PR selon GOST 18868, 18869,18877, 18878. Les outils à éléments coupants à multiples facettes sont moins utilisés. La particularité de ces fraises est que leurs parties coupantes sont actionnées sans réaffûtage pendant une durée strictement définie. Lorsqu'un côté du produit devient impropre au travail (blunts), la plaque est montée sur l'outil avec le deuxième côté, puis le troisième, et ainsi de suite. Ces appareils ne peuvent pas être restaurés. Les incisives complètement émoussées sont éliminées.
Les plus utilisés sont les couteaux selon GOST 18868, 18869,18877, 18878
Des plaques en matériaux durs sont fixées sur le PR avec une vis et une cale. Ces éléments permettent de caler des fixations multi-facettes entre l'outil (sa face arrière) et une goupille supplémentaire. Les plaquettes de coupe sont équipées d'un chanfrein de durcissement et d'un congé spécial. La forme de ces incisives peut être de 3 à 6 côtés.
L'outil à plaques soudées est pire en termes de potentiel opérationnel que les couteaux polyédriques. Mais le coût de production élevé de ces derniers (ils coûtent 25 à 35% de plus) détermine la demande de PR avec soudure. Les fraises en matériaux de dureté accrue (GOST 28980–91) sont généralement utilisées pour le travail des métaux sur des unités à commande numérique.
3
Les PR de tous types, à l'exception des outils à plaques polyédriques, nécessitent un affûtage périodique. Il est effectué lorsque le couteau est utilisé pendant une longue période. Les conditions d'affûtage spécifiques sont déterminées par des cartes technologiques approuvées dans les entreprises métallurgiques. L'efficacité du réaffûtage est obtenue grâce à l'utilisation de la bonne technologie et au bon choix d'abrasif. L'essentiel ici est de choisir un outil d'affûtage plus dur que le cutter. Le plus souvent, des grains de minéraux durs sont utilisés pour affûter les PR. Ils sont fixés avec un liant spécial dans des meules spéciales. La structure de ce dernier est différente et dépend :
- le nombre de pores dans la masse totale de l'outil de meulage ;
- type d'obligation utilisé ;
- position relative et pourcentage de grains.
Les meules ont une variété de structures. De ce point de vue, ils sont généralement divisés en ouvert (numérotation - de 11 à 18), moyen (de 6 à 10) et fermé (de 1 à 5). Les outils en carbure sont affûtés, en règle générale, à l'aide d'outils diamantés.

Tous les couteaux ont besoin d'un affûtage périodique.
Le réaffûtage du PR est effectué sur des rectifieuses de différents types. Dans le même temps, les principes d'exécution de l'opération sur toutes les unités sont les mêmes. L'affûtage commence toujours à l'arrière des incisives, puis les surfaces avant sont traitées. Noter! Les zones du visage doivent être affûtées en deux étapes. Vient d'abord le réaffûtage préparatoire. Elle est réalisée à un certain angle de fixation de la plaque sur toute la surface de la fraise. Ce n'est qu'après cela que procéder à l'affûtage final du chanfrein. Cette procédure est effectuée le long de la face avant dans ses zones strictement limitées.
L'affûtage vous permet d'obtenir les surfaces avant de l'outil de coupe de la configuration requise. Le réaffûtage curviligne est effectué lorsqu'il est nécessaire de simplifier l'élimination des copeaux métalliques du PR. Elle est toujours effectuée le long du tranchant principal selon un rayon donné. Pour faciliter l'évacuation des copeaux de l'outil de tournage, des rainures à rayon spécial sont également usinées sur sa face. Le réaffûtage de finition du dessus de l'accessoire de coupe est obligatoire. Dans la plupart des cas, il est fait le long du rayon.
Nous recommandons également
 Pensée productive et reproductive
Pensée productive et reproductive
 Égoïsme raisonnable - quelle est la théorie de l'égoïsme raisonnable ?
Égoïsme raisonnable - quelle est la théorie de l'égoïsme raisonnable ?
 Boris Nikolaïevitch Eltsine, le premier président de la Russie
Boris Nikolaïevitch Eltsine, le premier président de la Russie
 Combats souterrains. Rois souterrains. Qu'est-ce que « ne pas se battre pour les masses » ? Où pouvez-vous vous battre pour de l'argent?
Combats souterrains. Rois souterrains. Qu'est-ce que « ne pas se battre pour les masses » ? Où pouvez-vous vous battre pour de l'argent?
 Yakov Pavlov et d'autres héros de Stalingrad que vous devez savoir
Yakov Pavlov et d'autres héros de Stalingrad que vous devez savoir
 Survivez à un accident en mer dans un rêve - en réalité, vivez un nouvel amour
Survivez à un accident en mer dans un rêve - en réalité, vivez un nouvel amour