Hur man gör ett hål i tjockt gummi. Kompletterar en kompakt toalett med bidéfunktion
Designen av en bidé för en vanlig toalett visade sig vara ganska enkel och tillgänglig för upprepning av nästan alla hemmästare.
Eyeliner i toalettskålen vatten för bidéfontänen
Den första och svåraste frågan var frågan om hur man för in vatten i toalettskålen. Jag ville inte fixa röret med beslaget på toalettlocket, eftersom locket med jämna mellanrum måste tas bort för tvätt. Att borra hål i en fajanstoalett är ingen lätt uppgift, och toaletten kan spricka. En annan visuell inspektion av toaletten för att hitta ett sätt att lägga bidéröret föreslog en enkel lösning.

Eftersom röret är flexibelt, var det, efter att ha passerat genom toalettskålens lindningsrör, vid ingången till dess skål, orienterat godtyckligt med ändytan. För att ge den önskade riktningen och möjligheten att fixera röret, samt för att kunna fixera munstycket på det, sattes ett av mässingsknän på den tidigare nämnda teleskopantennen med en diameter på 4 mm och en längd av 150 mm. inuti röret efter gängning, från sidan av toalettskålen. Med en innerdiameter på bidéröret på 4,5 mm var knäet lätt att sätta in, men det kunde bara tas bort med stor ansträngning.

Därefter trycktes bidéröret med den insatta antennbågen tillbaka in i toalettens vattenledning. Eftersom ledningen inte är rätlinjig, utan röret är rakt, var det, vilande mot ledningens väggar, stadigt fixerat i det, till och med lätt böjt. Det var en trevlig överraskning, frågan om att fixa röret för bidén avgjordes av sig själv.
Tidigare, i omedelbar närhet av änden, gjordes ett rektangulärt hål i mässingsröret på sidoytan för passage av vatten in i munstycket.

På bilden kan du se hur röret för bidéfontänen installerades i toalettskålen. Det blev mycket bättre än jag förväntat mig. Det återstår att uppfinna och göra ett munstycke.
Ett av huvudkraven för materialen i bidéledningen är korrosionsbeständighet, så plast och mässing användes. Det finns ytterligare krav på fontänmunstycket, materialet måste vara antibakteriellt. Från de tillgängliga materialen, som uppfyller alla dessa krav, visade det sig vara fluorplast, även kallat teflon. Fluoroplast är resistent mot den yttre miljön, det löser sig inte ens i aqua regia. Inget fastnar på det, inte ens bakterier och svampar. Har en snövit färg och är lätt att bearbeta. Det idealiska materialet för att göra bidémunstycken.
Ett hål med en diameter på 4 mm borras längs mitten av ett rektangulärt ämne av fluorplast 10 × 10 × 30 mm i storlek, till ett djup av 25 mm. För att bestämma vinkeln vid vilken det kommer att vara nödvändigt att borra hål för fontänen, satte jag det framtida munstycket på det installerade mässingsröret i toalettskålen, fäste linjalen på arbetsstycket så att dess kant passerade genom mitten av toalettskålen och ritade en linje på arbetsstycket. Om arbetsstycket hålls svagt på ett mässingsrör, måste änden av mässingsröret vara något utvidgat.
Först borras ett hål med en diameter på 1 mm för fontänen i arbetsstycket, sedan efter testning, om strålen träffar där den var avsedd, brotschas detta hål till 2 mm (bestäms empiriskt). För att kontrollera den korrekta vinkeln på borrhålen sätts arbetsstycket på ett mässingsrör, spänning appliceras på magnetventilen, det önskade trycket på fontänen ställs in med ventilen.
Efter att ha gett munstycket den önskade formen med hjälp av bearbetning på smärgelkolonnen, kan du fortsätta med installationen av bidésystemet i toaletten.

Den avtagbara designen av munstycket gör att du kan välja den optimala vinkeln och antalet hål i det under drift. Samtidigt, tack vare ett rektangulärt hål i mässingsröret, kan du borra hål i munstycket från fyra sidor och vrida det 90 ° för att välja det tvättläge du vill.
Installera en bidé i en toalett
För att installera den föreslagna designen av bidén i toaletten är det nödvändigt att demontera avloppstanken. Avloppstanken fästs på toalettstolen med två M10 gängade bultar. Bultar med gummipackningar klädda på dem sätts in från insidan av avloppstanken, passerar genom hålen i toalettskålen och underifrån även genom gummipackningarna, dras åt med muttrar.

Svårigheter kan uppstå vid utförandet av detta arbete om bultarna är gjorda av stål och är kraftigt korroderade. Det är nödvändigt att förbereda en uppsättning fästelement för utbyte i förväg. När jag installerade toaletten bytte jag omedelbart ut stålbultarna mot dubbar i rostfritt stål och bytte ut muttrarna mot caprolonmuttrar. Under 12 års drift har fästelementens utseende inte förändrats, och muttrarna skruvades loss med lätthet.
Efter att ha släppt avloppstanken från bultarna måste du ta bort den från toalettskålen. Om en flexibel slang tillåter, kan du sätta en pall bredvid toaletten och tillfälligt placera en avloppstank på den. En bild öppnas framför dina ögon, som på bilden nedan.

Vita märken på platsen, detta är silikon som appliceras vid installation av cisternen. Innan du installerar en ny gummipackning måste de tas bort. Packningen var i utmärkt skick och kunde sitta kvar. Men ett hål hade redan borrats i det nya, och det måste installeras.
Innan du installerar packningen måste du trä in bidéröret i det borrade hålet, föra det genom avloppshålet och toalettens vattenledning in i skålen, sätt in mässingsröret i bidéröret. Fixa sedan den resulterande strukturen i toalettskålens vattenledning, som i experimentet.

För säkerhets skull är det lämpligt att ge slack till bidéröret i form av en ring placerad i toalettavloppshålet.
När du installerade avloppstanken på toalettskålens packning, fann man att sadeln på avloppshålet i tanken fungerar som en ring med en mutter som fixerar den från tanken och klämmer ihop slangen för att tillföra vatten till bidén. Jag fick göra ett prov i plastringen och muttern med en rund fil på platsen där röret passerade.

Därefter installeras avloppstanken på plats, fixeras med bultar och vattentillförseln genom bidéröret kontrolleras. Vidare installeras de tidigare avlägsnade beslagen i avloppstanken och tanken stängs med ett lock.

Den mekaniska delen av att arbeta med toaletten för att utrusta den med en extra funktion av en bidé och vattenförsörjning är över.

Utåt har toalettskålen inte förändrats, bara ett litet snövitt bidémunstycke i form av en droppe har dykt upp i dess skål, en fontän av vatten som alltid kommer att vara redo att tillfredsställa dina hygienbehov.
Under den kalla årstiden är vattnet i vattenförsörjningen kallt och kan orsaka obehag under hygienprocedurer. För att göra detta kan vatten passeras genom en bufferttank, i vilken det kommer att värmas till rumstemperatur.
Du kan inte installera en magnetventil som styr vattentillförseln genom att vrida kranventilen. Men det är mycket bekvämare att lösa detta problem på distans, med hjälp av
Som ett experiment bestämde jag mig för att försöka göra o-ringar till denna kranpip, eftersom köpta oljetätningar har blivit mer och mer nedslående på sistone. Jag funderade på att ersätta fabrikstätningarna med vanliga ringar med lämplig diameter, men på något sätt kunde jag inte hitta dem i närmaste bildelaraffär. Det är naturligtvis möjligt att öka diametern på sätet under glanden i blandarens kropp, så att fabriksglanden sitter tätare på sin plats och gränsar till pipen. Men till att börja med bestämde jag mig för att testa ringarna i min egen produktion, om det inte fungerar, måste jag ta itu med själva mixern eller pipen.
Själva idén lånade jag från Internet, där en person bearbetade en form för ringar i en bit plexiglas. Jag bestämde mig för att använda vanligt paraffin för detta, så att i händelse av ett fel, fyll på det och börja skärpa igen. Eftersom ringarna jag behöver inte är speciellt tjocka bestämde jag mig för att hälla paraffin i ett vanligt konservlock. Vi markerar mitten på den, för detta satte jag bara fast den med en magnet på käftarna på en skruvmejsel. Efter det, med jämna mellanrum på skruvmejseln, centrerade han lockets position på käftarna för att bli av med starka slag. Sedan, på det roterande locket, satte jag ett ringmärke i mitten med en markör.


Vi stansar mitten i locket med en syl, varefter vi borrar ett hål för en lämplig skruv. Eftersom lockplåten är tunn är det bättre att sätta brickor under muttern och bulten. Låt oss skärpa det hela.



Vi klämmer fast skruvens eller bultens gänga i en skruvmejsel och kontrollerar eventuellt utlopp. Vi behöver ingen speciell noggrannhet, eftersom vi kommer att skärpa vid låga hastigheter. Huvudsaken är att kåpans plan är strikt vinkelrät mot skruvmejselns rotationsaxel. Av denna anledning är det bättre att använda något tjockväggigt eller sätta brickor under muttern och bulten.

Om allt är inom det normala intervallet, sätt sedan locket på elden och smält paraffinet i den. Man bör komma ihåg att paraffinet fälls ut avsevärt under kylningen. Därför bör tjockleken på paraffinfyllningen göras nästan dubbelt så tjock som den silikonring vi behöver.


Efter att ha fyllt locket med paraffin, låt det svalna.


Vi klämmer fast locket i borren och gör en provinkludering. Vi ställer inte in höga hastigheter, eftersom paraffin enkelt och snabbt bearbetas vid låga hastigheter, dessutom är det mindre chans att göra fel. Vid behov, med en kniv eller någon form av skrapa, nivellerar vi planet för framtida markering. Om det är ett slag av planet, kommer du att känna dem under inriktningen, eftersom kniven i början av inriktningen bara tar bort ena sidan av planet.


Jag behöver få nästan samma ring som fabriken, kanske lite tjockare. Därför bestämde jag mig för att skära ett spår av en sådan storlek att fabriksringen helt enkelt skulle sjunka in i den. Vi lägger den gamla ringen på paraffinet, centrerar den och slår på skruvmejseln med jämna mellanrum.

Flyttade det lite åt sidan, vi sätter ett märke på paraffin under det.

Sedan slår vi på skruvmejseln och slår av cirkeln längs detta märke.

Efter det överför vi dimensionerna på ringen vi behöver till paraffin, med början i storlek från cirkeln som vi slog av tidigare.

När vi har gjort all uppmärkning fortsätter vi till svarvningsarbetet.



Med en skruvmejsel eller någon form av skrapa slipar vi spåret till önskat djup och kontrollerar regelbundet dess dimensioner.



Fem till tio minuters arbete och spåret är klart. Det som är bra med paraffin är att det är lättbearbetat, man kan nästan vässa det med en nagel. Men detta är också dess minus, du måste göra allt mycket noggrant, eftersom du enkelt kan skruva ihop allt med en obekväm rörelse.



Vi tar ut formen från borren, varefter vi försiktigt fyller spåret med silikon och försöker släta silikonet med paraffinet. Allt detta görs bäst med en bit jämn plast eller kartong, men relativt mjuk, för att inte skada paraffinformen. Vid fyllning med silikon försöker vi undvika att det bildas luftbubblor.


Vi torkar i en vecka, varefter vi tar bort ringen.

Från surt silikon finns det någon form av hala substans kvar på formen. Den tvättas lätt av i ljummet rinnande vatten och tvål. Du behöver inte ens röra formen, häll bara tvålvatten från handen på formen tills detta fett slutar lysa på paraffin.

Sedan fyller vi formen med silikon igen och torkar den.



Skär bort överflödig film och packningarna är klara.




I allmänhet väntar dessa ringar nu på att deras tur ska installeras i mixern, eftersom fabriksringarna (som jag nyligen installerade) ännu inte har slitits ut. Dessutom finns det tid att se vad som händer med dem om ett par månader, eftersom vissa silikoner tenderar att krympa i storlek. Jag trodde att paraffin löses upp med lite, men märkte ändå att det blir lite vitt av kontakt med silikon, kanske uppstår någon form av reaktion. Men detta verkade inte påverka formen på ringarna på något sätt, den andra ringen var densamma som den första, inget korroderade och löste sig inte. Det verkar som att det finns neutrala silikoner, troligtvis händer det ingenting med paraffin med dem. Men om du behöver många distanser så är det nog bättre att slipa formen i någon form av plast (plexiglas etc), då blir denna form mer hållbar och stark.
§ tio. BORRNING OCH BRÄNNING AV KOPPAR
Hål i korkar görs oftast för att glasrör ska kunna passera igenom. Hål bör inte göras genom att sticka hål med en syl, eftersom korken kommer att smulas sönder och hålet kommer att visa sig vara extremt ojämnt och olämpligt för att hålla röret tätt.


Ris. 237. Rätt och fel borrat öppna stia. Bränna korken(E).Hålexpansion(F).
När du börjar borra, se till att borrarna är slipade; Först då kommer hålet ut jämnt. Borrning görs efter montering av korken på halsen. Borrdiametern bör vara något mindre än rördiametern. Korken ska hållas i handen, men låt den inte vila på bordet (bild 236, E). Mellan den borrade korken och handflatan är det lämpligt att placera en andra hjälpkork a (Fig. 236, D). Före borrning vätas borrarna i vatten. Borrningen påbörjas genom att hålla borren som visas i figur 236, MEN. Sedan lade de handen på handtaget (bild 236, PÅ) och fortsätt att borra, se till att mittlinjerna för borren och pluggen sammanfaller. När två eller tre hål borras ska deras axlar vara parallella med varandra (bild 237, B och C). Tryck inte för hårt på borren, då blir hålets yta ojämn.
Det mest ansvarsfulla är det sista borrmomentet, när borren är nära utgången till utsidan. Om du inte sätter en hjälpplugg och trycker hårt på borren, kommer pluggen att smulas sönder vid utgångspunkten för borren (bild 237, D).
Efter borrning, ta omedelbart bort korkstolpen från borren b, trycka ut den med en metallstång som ingår i uppsättningen borrar (bild 236, F). Med extrem försiktighet är det nödvändigt att borra två, och ännu mer tre hål i en plugg: det är viktigt att inte smula sönder byglarna mellan dem (bild 237, PÅ, FRÅN).
Korken bränns med den glödheta änden av en stålstång (bild 237, E). Det förkolnade lagret kan tas bort från hålet med en tunn rund fil.
com. Vid glasröret som sätts in i hålet ska änden smältas, vilket kommer att underlätta denna operation. Slangen som ska föras in måste vridas samtidigt som den verkar i längdriktningen (bild 234). Det är användbart att fukta röret med vatten för att underlätta. Försiktighet bör iakttas för att greppa röret ordentligt för att undvika att det går sönder och skadar handen (bild 234).
Stora hål i korken kan skäras med en vass rund mejsel och sedan jämna till genom filning med en rund fil (bild 237,F).
§elva. BORRNING AV GUMMIKOPPAR
Gummipluggar är svårare att borra än korkpluggar. Därför, när du borrar gummiproppar, är det nödvändigt att använda särskilt vassa borr och dessutom fukta deras arbetsändar flera gånger med en tjock tvållösning (gnugga på en våt tvål och fukta med glycerin).
Tryck inte hårt på borrarna, särskilt i slutet av processen, annars kommer hålet att bli koniskt. Om gummipelaren går sönder när borren tas bort för nästa smörjning och blir kvar inuti borren, måste den tryckas ut innan vidare borrning.
Försök att göra (borra) ett hål i gummiproppen med en syl kommer att misslyckas. Att bränna ett hål med en varm metallstång är endast tillämpligt på tunna lager av gummi. Bränning åtföljs av utsläpp av ångor med en obehaglig lukt.
Glasrör förs in i hålen gjorda på samma sätt som i de kortikala (bild 234). Vätning med vatten eller tvålvatten underlättar denna operation.
§ 12. SKÄRNING AV PLANGUMMI
Gummirör och gummiplåt kan skäras med en vass kniv eller vanlig vass sax. Gummitrådar och tejper kan skäras av gummiplåt eller skäras på längden och tillplattade gummirör. Det är nödvändigt att skära med den vassaste kniven eller rakhyveln. I det här fallet måste du använda en metalllinjal som en guide.
§ 13. HÅLNING I GUMMI
Stora hål i gummiplåt kan skäras med sax eller vass kniv. För att göra små hål bör välslipade korkborrar användas (i detta fall sprids arkgummi på en plywoodskiva). Mycket små hål i gummiplåt och i väggarna på gummirör kan brännas med en het syl (bild 238).
Ris. 238. Genomträngning av hål i ett gummirör.
I det här fallet kommer hålets kanter att vara klibbiga; för att förstöra klibbighet bör de ströas med talk.
§ 14. ANSLUTNING AV GUMMIERÖR
Gummirör med samma diameter ansluts med ett kort metall- eller glasrör.


Ris. 2^9. Att sätta ett gummirör på ett glasrör.


Ris. 240. Glaskontakt (MEN ochPÅ).Fästa gummiröret på glaset(CENTIMETER).
(Fig. 239, PÅ). Diametern på detta rör tas något större än diametern på gummirörens lumen. Ändarna på glasanslutningsröret måste vara avrundade, vilket uppnås genom att smälta dem (kapitel 12, § 9). Figur 239,MEN visar hur man sätter ett gummirör på ett glas.
För att undvika att hoppa av gummirör med glas, bör de bindas upp med en tråd eller en hård tråd (bild 240,FRÅN -G). Sådan koppling är absolut nödvändig i installationer med kvicksilver och i fallet när gas eller vatten under tryck kanaliseras genom rör. Om man lindar in änden av gummiröret, som visas i figur 239, Cu£>, ökar anslutningens styrka.
Om diametern på anslutningsröret är mindre än gummirörets diameter, uppnås den erforderliga tätningen av oss*
fästa en pappersremsa smord med gummilim på änden av anslutningsröret (Fig. 240, L), och binda skarven med tråd (Fig. 240, M).
Till försäljning finns det anslutande glasrör utrustade med svullnader i ändarna (bild 240, L och I). Ett gummirör som sätts på ett sådant anslutningsrör kräver vanligtvis inte ett strumpeband (bild 240, TILL) För att ansluta gummirör med olika diametrar, finns anslutningskoniska rör (kopplingar) med svällningar av olika diametrar kommersiellt tillgängliga (bild 240, A och B).
För att göra gummirör lättare att sätta på anslutningsrör av glas eller metall, är det användbart att fukta deras ändar med vatten.
1. KLISTA-BALM FÖR HÄLSA AV TÄNDER OCH GUMMI MED DINA HÄNDER. 2. Allt om kvinnliga hormoner. 3. 5 skäl att dricka citronvatten på fastande mage på morgonen: 4. Topp 8 hälsosammaste frukter. 5. Maskrosens sanna kraft. 6. GÅ NÄR I VIKT MED LINFRÖ. 7. Håret växer som en galning av denna mask! 8. HALS OCH DECOLLE: 9. 14 sätt att snabbt lindra stress. 10. Fördelarna med svart lera. 11. Antistressbalsam. 12. FRÅN RYGGSMÄRTA. #Skönhet =================================================== ==== KLISTA-BALM FÖR HÄLSA AV TÄNDER OCH GUMMI MED DINA HÄNDER. Pastan är avsedd för att borsta tänder och behandla tandkött. Består helt av naturliga ingredienser. Lämplig för barn, du kan svälja utan rädsla för din hälsa. Den har en uttalad doft av propolis och kryddnejlika, behaglig för smaken. Pastan är inte alls slipande, gjord på grundval av ren krita. Den innehåller inte läsk, som många tillverkare lägger till pasta. Bakpulver skadar tandemaljen, även om det är en blekande ingrediens. Sammansättning: bas - kalciumkarbonat (ren krita) Propolislösning. Medicinska tester har visat att propolis minskar mängden enzymer som hjälper bakterier att "fastna" på tandytan med 70%. Forskare har hittat i propolis nästan hundra komponenter och två ämnen som skyddar tänderna. Propolis är en av de bästa läkemedlen för behandling av tandköttssjukdomar. Cedar oleoresin och cederolja. De har en antiinflammatorisk och läkande effekt på tandköttet. Gummi har absorberbara, läkande och antiseptiska egenskaper. Forskare har bevisat att cederharts har en antitumöreffekt. Stärker tandköttet. Kryddnejlika tinktur. Har en stark läkande effekt. (används på tandläkarmottagningar när "medicin" sätts in) Med. Förbättrar upptaget av näringsämnen, ger en lätt söt smak (istället för glycerin, som används i industriella tandkrämer). Om tänderna är skadade, orsakar inte smärta från träff på grund av den lilla mängden. Naturlig eterisk olja av anis och mynta. Sammansättningen kan varieras - något att lägga till och något att ta bort. Proportionerna är ungefär följande: 50 g krita + 1 tsk vardera cederolja och hartslösning, 1 matsked propolis och tinkturer från kryddnejlika. Om något saknas kan du klara dig utan det. När man lagar mat får alla sitt eget recept, sin egen smak och sin egen konsistens (men det är förstås bättre att göra pastan till en pasta))) Använd som tandkräm: Paste-balm har konsistensen som en pasta, så att du kan lätt "skola upp" en liten mängd med en våt borste . Du bestämmer hur mycket du behöver över tiden. Uppmärksamhet! Pasta SKUMMER INTE! Skummande ämnen som ingår i industripastor skadar tänderna. Du behöver inget skum för att rengöra dina tänder. Rengöring sker på bekostnad av krita som är en del av pastan och din tandborste, resten av ämnena läker, har en läkande effekt. En flytande fraktion kan bildas på ytan av pastan - det här är en lösning av kryddnejlika, använd den gärna som en tuggummibalsam. Användning av balsamet för medicinska ändamål: Applicera balsamet med gnidande rörelser på tänderna och tandköttet med rena fingrar. Om du lider av parodontit behöver du göra en daglig tandköttsmassage med balsam, tumme och pekfinger från tandköttet upp längs tanden. Efter applicering av balsam, lämna balsam i 5 minuter, skölj sedan genom att skölja munnen. Balsamet kan också sväljas, eftersom alla komponenter också används oralt för behandling, men man bör komma ihåg att balsamet tar mikrober från munhålan, så det är bättre att spotta ut det. Om du lider av tandköttssjukdom kan du göra en intensiv behandlingsbalsam (för att massera på natten, lämna balsamet kvar på tandköttet). Sammansättningen av balsam: en lösning av cederharts, cederolja, bivax. Balsamet har konsistensen av en flytande kräm, bitter cederträsmak, lindrar smärta och dragkänsla från tandköttet under den första minuten. Det har en kolossal läkande effekt (ditt tandkött har redan botats) TIPS: när du borstar tänderna är det bättre att inte ta mycket pasta på en gång, utan att ta några gånger lite för den yttre ytan av tänderna, tuggyta osv. Författare: Anastasia Aryamnova
Modern industri producerar många olika typer av gummi som används i de mest oväntade industrierna. Helt enkelt och snabbt kan du hitta rätt gummipackning eller det nödvändiga gummiämnet på närmaste basar. Men om du fortfarande behöver göra en gummiprodukt med dina egna händer, kommer ett par enkla tips om hur du enkelt och noggrant kan skära gummi komma till användning.
Hur man skär gummi med en kniv:
Gummi kan vara ganska olika i sina egenskaper, allt från ett mycket elastiskt och ganska böjligt material till elastiska, hållbara gummiplattor. Användningen av gummi kan hittas på en mängd olika sätt, till exempel för att skära en lämplig VVS-packning, en klack för stövlar eller ett halkfritt stöd för en glasyta. Många hugger ut olika sorters djur från bildäck, gungor eller gör inredningsartiklar. Du kan göra rabatter från bildäck, men för detta måste du veta hur och med vad du ska skära ett bildäck.
Hemligheten är väldigt enkel, för att snyggt och enkelt skära en bit gummi behöver du förstås en vass kniv. och vanligt vatten.

En bit elastiskt gummi, en vass kniv och vatten.
Först måste du skissera snittlinjen (det räckte för mig att helt enkelt ställa in knivbladet jämnt).

Vi börjar skära gummit med en kniv.
Att skära tjockt gummi med en kniv blir ganska svårt eftersom bladet blir djupare i tjockleken. Gummi börjar bli trögflytande, och om det är övernitiskt kan gummit till och med smälta. För att förhindra att detta händer, och kniven gick genom gummit som ett urverk, måste den fuktas med vatten (och inte med olja, i inget fall bör den fuktas med olja).

Blöt gummit med vatten och skär med en kniv.
Gummit blir halt när det är blött, och knivbladet kommer inte att fastna och smälta gummit, på så sätt får du ett jämnt och högkvalitativt snitt utan större ansträngning.

Ett gummiblock skuret med vatten.
Hur man gör ett runt hål i gummi:
Ibland finns det behov av att skära gummicirklar, till exempel för halkfria ben under en pall, klackar eller för packningar mellan två glas. För att skära gummimuggar av en jämn form måste du välja ett metallrör med lämplig diameter, du behöver också en kolv som är lämplig för diametern på röret.

A - metallrör, B - kolv
Du måste slipa kanten på järnröret med en skärpning eller fil.

Slipat järnrör
När du har slipat röret måste du sätta in det i borrchucken, fukta gummit med vatten och bara börja borra hål efter att ha lagt träbiten.

Borrning av runda gummipackningar
Med hjälp av en så enkel anordning och vatten kan du borra hur många släta, snygga gummirundor du vill (jag använder dem för att göra halkfria ben till apparater). Det vässade röret verkar på principen om en borr, men när cirklarna borras fylls det med dem, och för att dra ut dem behövs en speciell kolv. Du trycker sedan helt enkelt ut gummirundorna ur det vässade röret.

Krama ut gummibanden ur röret med en kolv
Det viktigaste är att inte glömma att blöta gummit med vatten när du borrar eller skär. Det bör noteras att skärning av en cirkel med ett skärpt rör är mycket lättare och bekvämare än att använda en borr på klassiskt sätt. Men om du behöver borra igenom gummit med en borr är det också ganska enkelt att göra detta genom att först slipa det skarpt och med jämna mellanrum doppa borren i vattnet.
Det är nödvändigt att borra gummi vid låga hastigheter och periodiskt väta skäreggen. Men om du behöver borra genom ett stort gummiblock med högt varvtal, kanske du vill sänka det helt i vatten.

Borra gummi i vatten med en borr.
I det mest extrema fallet kan hål i tunt gummi, som i plast, smältas genom att värma upp borrskaftet eller järnröret med en tändare.

Hål smälte in i gummit
Viktigast av allt, var försiktig när du arbetar med het metall. Kom också ihåg att gummi kan släppa ut giftiga ämnen vid överhettning, så smält hål under en huva eller i ett välventilerat utrymme. Följ alla säkerhetsföreskrifter även vid borrning av gummi.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Hur man gör en tätningspackning eller ring från montering (konstruktion) silikon
Som ett experiment bestämde jag mig för att försöka göra tätningsringar till denna kranpip, eftersom köpta tätningar har blivit mer och mer nedslående på sistone. Jag funderade på att ersätta fabrikstätningarna med vanliga ringar med lämplig diameter, men på något sätt kunde jag inte hitta dem i närmaste bildelaraffär. Det är naturligtvis möjligt att öka diametern på sätet under glanden i blandarens kropp, så att fabriksglanden sitter tätare på sin plats och gränsar till pipen. Men till att börja med bestämde jag mig för att testa ringarna i min egen produktion, om det inte fungerar, måste jag ta itu med själva mixern eller pipen.
Själva idén lånade jag från Internet, där en person bearbetade en form för ringar i en bit plexiglas. Jag bestämde mig för att använda vanligt paraffin för detta, så att i händelse av ett fel, fyll på det och börja skärpa igen. Eftersom ringarna jag behöver inte är speciellt tjocka bestämde jag mig för att hälla paraffin i ett vanligt konservlock. Vi markerar mitten på den, för detta satte jag bara fast den med en magnet på käftarna på en skruvmejsel. Efter det, med jämna mellanrum på skruvmejseln, centrerade han lockets position på käftarna för att bli av med starka slag. Sedan, på det roterande locket, satte jag ett ringmärke i mitten med en markör.


Vi stansar mitten i locket med en syl, varefter vi borrar ett hål för en lämplig skruv. Eftersom lockplåten är tunn är det bättre att sätta brickor under muttern och bulten. Låt oss skärpa det hela.



Vi klämmer fast skruvens eller bultens gänga i en skruvmejsel och kontrollerar eventuellt utlopp. Vi behöver ingen speciell noggrannhet, eftersom vi kommer att skärpa vid låga hastigheter. Huvudsaken är att kåpans plan är strikt vinkelrät mot skruvmejselns rotationsaxel. Av denna anledning är det bättre att använda något tjockväggigt eller sätta brickor under muttern och bulten.

Om allt är inom det normala intervallet, sätt sedan locket på elden och smält paraffinet i den. Man bör komma ihåg att paraffinet fälls ut avsevärt under kylningen. Därför bör tjockleken på paraffinfyllningen göras nästan dubbelt så tjock som den silikonring vi behöver.


Efter att ha fyllt locket med paraffin, låt det svalna.


Vi klämmer fast locket i borren och gör en provinkludering.
Borrning av plast och gummi.
Vi ställer inte in höga hastigheter, eftersom paraffin enkelt och snabbt bearbetas vid låga hastigheter, dessutom är det mindre chans att göra fel. Vid behov, med en kniv eller någon form av skrapa, nivellerar vi planet för framtida markering. Om det är ett slag av planet, kommer du att känna dem under inriktningen, eftersom kniven i början av inriktningen bara tar bort ena sidan av planet.


Jag behöver få nästan samma ring som fabriken, kanske lite tjockare. Därför bestämde jag mig för att skära ett spår av en sådan storlek att fabriksringen helt enkelt skulle sjunka in i den. Vi lägger den gamla ringen på paraffinet, centrerar den och slår på skruvmejseln med jämna mellanrum.

Flyttade det lite åt sidan, vi sätter ett märke på paraffin under det.

Sedan slår vi på skruvmejseln och slår av cirkeln längs detta märke.

Efter det överför vi dimensionerna på ringen vi behöver till paraffin, med början i storlek från cirkeln som vi slog av tidigare.

När vi har gjort all uppmärkning fortsätter vi till svarvningsarbetet.



Med en skruvmejsel eller någon form av skrapa slipar vi spåret till önskat djup och kontrollerar regelbundet dess dimensioner.



Fem till tio minuters arbete och spåret är klart. Det som är bra med paraffin är att det är lättbearbetat, man kan nästan vässa det med en nagel. Men detta är också dess minus, du måste göra allt mycket noggrant, eftersom du enkelt kan skruva ihop allt med en obekväm rörelse.



Vi tar ut formen från borren, varefter vi försiktigt fyller spåret med silikon och försöker släta silikonet med paraffinet. Allt detta görs bäst med en bit jämn plast eller kartong, men relativt mjuk, för att inte skada paraffinformen. Vid fyllning med silikon försöker vi undvika att det bildas luftbubblor.


Vi torkar i en vecka, varefter vi tar bort ringen.

Från surt silikon finns det någon form av hala substans kvar på formen. Den tvättas lätt av i ljummet rinnande vatten och tvål. Du behöver inte ens röra formen, häll bara tvålvatten från handen på formen tills detta fett slutar lysa på paraffin.

Sedan fyller vi formen med silikon igen och torkar den.



Skär bort överflödig film och packningarna är klara.




I allmänhet väntar dessa ringar nu på att deras tur ska installeras i mixern, eftersom fabriksringarna (som jag nyligen installerade) ännu inte har slitits ut. Dessutom finns det tid att se vad som händer med dem om ett par månader, eftersom vissa silikoner tenderar att krympa i storlek. Jag trodde att paraffin löses upp med lite, men märkte ändå att det blir lite vitt av kontakt med silikon, kanske uppstår någon form av reaktion. Men detta verkade inte påverka formen på ringarna på något sätt, den andra ringen var densamma som den första, inget korroderade och löste sig inte. Det verkar som att det finns neutrala silikoner, troligtvis händer det ingenting med paraffin med dem. Men om du behöver många distanser så är det nog bättre att slipa formen i någon form av plast (plexiglas etc), då blir denna form mer hållbar och stark.
Andra sidor på webbplatsen










































När du kopierar material från webbplatsen krävs en aktiv tillbakalänk till webbplatsen www.mihaniko.ru.
Hur man borrar (klipper) ett hål på F32 i en 40 mm gummiduk
chopokapra 30-09-2014 09:01
Dagens snälla vreieni, egentligen står frågan i rubriken på ämnet. Jag har en bit 40 mm gummi bara för F200-cirkeln, så jag funderar på hur och med vad jag ska göra ett hål i den, jag kommer att vara mycket tacksam för råden. Tack på förhand!
BOLT2000 30-09-2014 09:21
hack.
Anton42 30-09-2014 09:22
Och det går inte sönder?
IMHO det är nödvändigt vid höga hastigheter som börjar med en mindre diameter, återigen kan HZ smälta. lyssna på smarta människor!
kamrat Beria 30-09-2014 09:34
En bekant vändare nämnde en gång metoden att frysa gummiämnen. Det vill säga, han frös, och tills hon, härdad, inte flyttade bort, med sin framtand, framtand I det här fallet, med en krona.
kukobara 30-09-2014 09:36
Kemister har rörformade gummiborrar för att göra labbproppar. Det är ett tunnväggigt rör med en vässad kant. Hål skärs inte, utan borras för hand. Det är lätt att göra ett sådant rör själv. Skillnaden mot stansning är att hålet är cylindriskt, inte koniskt.
sergVs 30-09-2014 09:40
Naget är definitivt gut. Om du hittar eller har en plats att göra det. Om inte, bör en cirkulär fräs hjälpa till. Även om du vid 40 mm tjocklek måste arbeta hårt. Kronor är också ett alternativ, men resultatet beror starkt på typen av gummi (hårt är troligen normalt, mjukt - xs) och kanterna blir inte släta. Man måste försöka och kanske få upp tempot. Passar kanske inte. Det finns en möjlighet att skära ut den med en manuell skärare, men formen kommer med största sannolikhet att vara långt ifrån idealisk och ta lite tid (men spara på att hitta och köpa specialverktyg). Tills inget annat kommer att tänka på. Något som det här.
Xoma Minsk 30-09-2014 09:41
Kronorna kan "tugga" .. Jag gjorde punkteringar med en smal kniv (på båda sidor), kombinerade dem till ett "hål" med mycket mindre diameter av godtycklig form, sedan på gravören gjorde jag ett hål ur hålet med en trumma med sandpapper. Efter det vände jag cirkelns ytterdiameter, satte den på motorn, samma gravör för att inte träffa) Bara cirkeln var F160.
Kromeshnik 30-09-2014 09:50
I 40 mm gummi blir det svårt att skära åt gången, upprepade slag kan ta mitten av axialen. På sovjettiden, i en sådan ballerina, gjorde jag skärare av pälstyg och borrade hål.Det är rent, även i gummi med icke-metallkord, bara du behöver försöka justera diametern.
vänliga hälsningar
alex-varg 30-09-2014 10:01 Citat: Ursprungligen skrivet av ktt:
http://www.bigturtle.ru/koronki-po-derevu-11.html
Jag tycker att det är vad det ska vara
detta är en enkel lösning och det korrekta svaret.
ballerinan (som på bilden från föregående inlägg) hjälper inte, framtänderna kommer att klämmas fast med gummi, detta är bara för trä, plast och gips.
en krona för metall, själva grejen, med en sådan tjocklek. Wolf5862007 30-09-2014 10:02 citat: Samtidigt, i en sådan ballerina
+ 1. du kan fortfarande använda en borr i höga hastigheter, såvida inte gummit är hårt. max12312 30-09-2014 10:18
smörj in verktyget med ister. skär du för hand, ta hand om händerna, kuttern flyger, där den inte trycktes igenom.
Veger 30-09-2014 10:45
borra ett tunt hål, trä filen från sticksågen och skär långsamt ut den med kontroll från båda sidorna av arket. Men antagligen kommer filen att kila. Med smör?
sergVs 30-09-2014 10:58 Citat: Ursprungligen postat av Veger:
passera filen från sticksågen och, med kontroll av båda sidorna av arket, skär långsamt ut
Men det här är ett intressant alternativ. Inte snabbt, men det borde fungera. Jag skulle försöka. Tvättsåpa används ofta som smörjmedel vid skärning av gummi. Det vill säga, innan du sågar, gnugga filen med en tvål och upprepa i processen. Något som det här. Kromeshnik 30-09-2014 11:13 citat: ballerina (som på bilden från föregående inlägg), kommer inte att hjälpa, framtänderna kommer att klämmas fast med gummi
Jag beskrev det från personlig erfarenhet, jag försökte göra sättningsvalsar av plåtgummi, från transportband, etc., kronorna ger inte släta kanter, det är nödvändigt att bearbeta dem ytterligare senare, höjden på kronorna är begränsad. Återigen , jag har inte sett kronor för 200. En elektrisk sticksåg, även med olja eller solarium (som jag fick rådet), är endast lämplig för att skära ämnen på grund av den inte särskilt höga skärnoggrannheten. "en fräs är ett arbetsstycke, det är möjligt i en svarv inte med en fräs, men , låt oss säga, med ett stort sandpapper (exakt men under lång tid).
Jag gjorde knivarna till ballerinan med en romb (du kan experimentera såklart) smörjning behövs, i maskinen (inget behov av borr)
Något som det här.
vänliga hälsningar alex-varg 30-09-2014 11:45
Även om detta inte blir av med balanseringsproblemet ... .. som jag förstår det är uppgiften att anpassa hjulet till en oändlig rem. Så? problemet med balansering i det här fallet kan lösas på bara ett sätt, för att minska hastigheten på slipstenen ... .. och så får du balansera en bit gummi, och en tung cirkel kommer att visa sig, vilket kommer att skapa ännu större och farliga förutsättningar. det är bättre om du verkligen vill ha ett sådant hjul, snickra ett lätt av lumin och gummera det ...... något sånt här.
Xoma Minsk 30-09-2014 13:02
Jag gjorde länge ett gummihjul med en diameter på antingen 160 eller 180. Jag beskrev tekniken ovan. Jag jämnade till den på den påslagna kvarnen med hjälp av en gravör, vid 1500 rpm. vibrationer och slag hittades inte. Och sedan är det upp till var och en att tänka eller prova) Gummi är inte det svåraste materialet att bearbeta, och det tar ett par timmar. Om du inte gillar det kan du alltid slänga det)
Semyon Mikhalych 30-09-2014 14:00
Jag har också denna cirkel.
Men hålet gjordes inte på bussningen på slipmaskinen, utan på själva axeln, diameter 16.
Hålet kan göras på en svarv, eller på en borrrörsborr, smord med vatten under drift.
Det här arbetet kommer förresten att ta mindre tid än vad vi lagt ner på inlägg här.))
Shukher 30-09-2014 14:38
Fontän borr
Centrering på små filer.
serega91 30-09-2014 17:26
Jag skar ut detta med en vässad rörbit med önskad diameter, ett aerosolsilikonsmörjmedel och en 10t press.
Dmitry-471 30-09-2014 17:52
Jag skär hål på en svarv upp till 80 mm i diameter, bara 40 mm tjock. Jag gjorde en fixtur för ändstocken, i form av ett tunnväggigt rör skärpt från insidan och med en urskärning för att ta bort en borrad gummikota, jag hällde den med vanlig maskinolja, som fanns till hands. Upp till 50 mm ledningar är släta. Uppvärmningen är ganska stark, med rök, lukten av bränt gummi. Resultatet passade mig.
Med vänlig hälsning, Dmitry.
arcuda 30-09-2014 17:57
För cirka 25 år sedan, på en svarv, slipades olika rotationskroppar av mycket tätt gummi (som formar för gjutning), med en diameter på 150-200 mm. Professorerna gav upp och den gamle svarvaren farbror Vanya gjorde ett tunt skärverktyg och gjorde underverk med hjälp av sovjetisk tvättsåpa
Dmitry-471 30-09-2014 17:58
Jag skär hål upp till 80 mm i diameter på en svarv, bara 40 mm tjock. Jag gjorde en fixtur för ändstocken, i form av ett tunnväggigt rör skärpt från insidan och med en utskärning för att ta bort en borrad gummikota. Vattnas med vanlig maskinolja, som fanns till hands. Upp till 50 mm hål är jämna. Uppvärmningen är ganska stark, med rök, lukten av bränt gummi. Resultatet passade mig.
Med vänlig hälsning, Dmitry.
vityuxa 30-09-2014 18:57
Fortfarande en ballerina! på anläggningen skär "vakuumarbetare" tjockare ark, och inte pannkakor, utan ringar! Både från svart och från vakuumgummi. Själva skäraren är en mycket tunn millimeter - en och en halv, som en kniv i form med en filbredd, och emulgerar ständigt in i arbetsområdet. Jag kommer inte ihåg hastigheten, men ganska långsamt 300-400 inte längre, jag minns inte kort. Rovnenko minst 500x5, som gjuten. Det verkar som att det inte kommer att vara svårt att göra en ballerina, principen är densamma för alla. Och bara på en professionell maskin, desto mer ....
Beväpnade män 01-10-2014 04:08citat: Ursprungligen postat av alex-wolff:
ballerina (som på bilden från föregående inlägg), kommer inte att hjälpa, framtänderna kommer att klämmas fast med gummi
som inte skulle klämma platsen för snittet är blött eller smord.
själv en dammsugare tidigare. vit skuren i tätningar.
gummipropp
om något komplicerat i form - de hällde ett gummiark med flytande kväve och bearbetade det nästan med en fil
varv på en vridskärning 100-200. beror på däck och diameter.
Alp 01-10-2014 06:52
Jag kapade den flera gånger med en diameter på 22 mm, en tjocklek på 30 mm med en billig kinesisk borr för trä, fuktad med vatten, vid Jet-8, vid lägsta hastighet.
chopokapra 01-10-2014 08:22 citat: Ursprungligen postat av Dmitry-471:
Jag skär hål på en svarv upp till 80 mm i diameter, bara 40 mm tjock. Jag gjorde en fixtur för ändstocken, i form av ett tunnväggigt rör skärpt från insidan och med en utskärning för att ta bort en borrad gummikota
Med vänlig hälsning, Dmitry.
ktt 01-10-2014 09:01 citat: Såvitt jag förstod (gissade) av TS-inlägget så vill han göra ett hjul på en slipsten, så....okej, ett hål, en annan sak är hur han ska balansera på den här cirkeln? det är där hemorrojden sitter och då är det inte så stort problem att borra ett hål.
Kan jag omedelbart avråda personen så att personen inte blir skadad? ... .. även om mina antaganden kanske inte stämmer, men det ser verkligen ut som det .... hjulet är 200 mm, hålet är 32 mm (under dornhylsa) ... ..det kanske är lättare att slipa skaftet direkt? det är lättare att borra 17-19 mm än för en 32 adapterhylsa.
Även om detta inte blir av med balanseringsproblemet ... .. som jag förstår det är uppgiften att anpassa hjulet till en oändlig rem. Så? problemet med balansering i det här fallet kan lösas på bara ett sätt, för att minska hastigheten på slipstenen ... .. och så får du balansera en bit gummi, och en tung cirkel kommer att visa sig, vilket kommer att skapa ännu större och farliga förutsättningar. det är bättre om du verkligen vill ha ett sådant hjul, snickra ett lätt av lumin och gummera det ...... något sånt här.
håller helt med Alexander
Dmitry-471 01-10-2014 16:58citat: Ursprungligen postat av chopokapra:
Hur fixerades gummit i chucken - i chuckens käftar eller på vilken dorn?
Jag har en svarv, men det finns inga backkammar för att klämma fast en sådan diameter
Krepil inte i patronen. gjorde en dorn, eftersom gummit var rektangulärt
Roman_Dyagelev 04-10-2014 21:00
Jag skär av diametern lite mindre med ett vässat rör med vässning från insidan. Och på slutet svetsade jag det "utarbetade" hylshuvudet och satte spärren på 1/2 och tryckte på den och rullade kraftigt. Försiktigt och snabbt. Men det måste vässas väl.
TRYP 04-10-2014 22:24
Frågan är om sätet? om ja, så råder jag dig att minska diametern på hålet och trycka på gummit på axeln, eller är det en rulle från Nikitins slipmaskin? innan du borrar landningen rekommenderar jag att du inte bara markerar landningen utan även den yttre diametern, det hjälper dig att hitta den optimala platsen för mitten.
Hem▲▼
Att skära gummi eller silikon är inte en trivial uppgift, eftersom frågan uppstår omedelbart - vad man ska skära och hur. Användningen av en laserskärare är inte alltid en lämplig lösning här. Vi ska försöka skingra myten om att material av detta slag är svåra att bearbeta mekaniskt.
Silikonets egenskaper som är kända för oss - dess elasticitet, hållbarhet, låga elektriska ledningsförmåga - gör detta material oumbärligt vid tillverkning av olika substrat, tätningar, packningar, ringar, elastiska band, remmar för transmissionsmekanismer och sammansättningar, etc.
Rörborr för gummi
Men under bearbetningen kan du ofta stöta på ett antal problem i samband med överträdelser av produktionstekniker, felaktig lagring och överhettning. Porositeten uppträder, hårdheten minskar, styrkan minskar, deformationen ökar.
Effektiviteten av laserskärning beror direkt på tjockleken på materialet som skärs och dess brännbarhet. Och ju tjockare materialet är, desto mer sannolikt är det att skada produkten, vilket bryter mot dess geometri genom termisk verkan, vilket i slutändan förstör presentationen och kvaliteten på produkten. På grund av laserstrålens verkan uppstår ett hål på materialet med en diameter som överstiger snittlinjens tjocklek. Ingångspunkten flyttas åt sidan och inloppshålet bränns i materialet utanför produktens kontur eller i dess nedfällbara, icke-fungerande del, vilket leder till ytterligare slöseri med förbrukningsvaror och en ökning av kostnaderna för slutprodukten.
Ett annat problem är att skärning av gummi med laserstråle kan åtföljas av förkolning av ändytan. Detta händer vanligtvis med en stor tjocklek - mer än 20-25 mm - av det bearbetade materialet. Och om till exempel gummiisolatorer skärs med en laser, kan en ytterligare kontroll av de resulterande produkternas ledningsförmåga krävas, eftersom det förkolnade materialets isolerande egenskaper försämras avsevärt.
CNC skärning
Plotterskärning av gummi är ett sätt att komma runt dessa problem och i vår fabrik har vi i flera år bearbetat gummi och liknande material som silikon, neopren etc. med en CNC-plotter. Produkter som bearbetas på plottern erhålls med en ren, jämn och snygg kant utan sot och sot.
Skärning av silikon eller gummi sker med höglegerade stålknivar som lämnar en perfekt slät yta som inte kräver ytterligare bearbetning på skärmaskiner med en arbetsbordsstorlek på 1330 × 800 mm och 1800 × 3200 mm. Materialet pressas av vakuum, vilket helt eliminerar deformation av alla slag. Strålhöjden på 60 mm tillåter skärning av tjockt gummi - upp till 50 mm tjockt - eller skärning i flera lager, och bearbetningshastigheten kan vara snabbare än med en laser. I vårt arbete använder vi specialiserad programvara, med vilken du kan ordna skissen så effektivt som möjligt för att spara material och följaktligen minska kostnaden per produktenhet.
Plåtskärning eller figurskärning enligt en skiss av någon komplexitet utförs i strikt överensstämmelse med layouten som tillhandahålls av kunden.
Om du inte är säker på att materialet är lämpligt för denna typ av bearbetning rekommenderar vi att du använder den kostnadsfria provskärningstjänsten innan du beställer.
Anmäl dig till provklippning
Vi rekommenderar också
 Dionysos - grekisk gud för vinframställning
Dionysos - grekisk gud för vinframställning
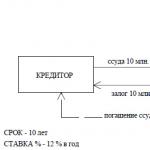 Kärnan i konceptet och klassificeringen av hypotekslån
Kärnan i konceptet och klassificeringen av hypotekslån
 Prins Vsevolod Yaroslavich Omnämnande av prinsarna i "Ordet ..."
Prins Vsevolod Yaroslavich Omnämnande av prinsarna i "Ordet ..."
 Urinvägsinfektioner Behandling av blandade urinvägsinfektioner
Urinvägsinfektioner Behandling av blandade urinvägsinfektioner
 Beskrivning av an24 På vilken höjd flyger an24
Beskrivning av an24 På vilken höjd flyger an24
 Vilken strid anses vara kollapsen av "blitzkrieg"?
Vilken strid anses vara kollapsen av "blitzkrieg"?