Szélezett tábla kijárat. A berendezés kiválasztása a fűrészüzemhez
A fa fűrészelése a különféle technológiák felhasználásával végzett műveletek köre, amelynek célja a további ipari felhasználásra alkalmas körfa fűrészáru kinyerése. A folyamat időtartama és munkaintenzitása a választott körfa feldolgozási módtól, valamint a feldolgozás idejétől függ. év.
Eszköz és felszerelés
A törzsek és a nagyméretű ágak termelésbe kerülnek. Minden anyag csoportokra van osztva a kéreg vastagsága és jelenléte szerint. A fafeldolgozó vállalkozásoknak gyakran vannak műhelyei a betakarítási hely közelében, ahol a fa kezdeti feldolgozására szolgáló gépeket telepítik.

Az erdő kézi kéregtelenítése
A kéregtelenítésen át nem ment fa felhasználható padlók építésénél, vagy a megfelelő belső térben gerincgerendaként, illetve tartószerkezetként az építés során.

Ipari kéregtelenítés
Ha egy másik lehetőséget terveznek a fa használatára, akkor fűrészelést hajtanak végre, ami a következő szegmenseket eredményezi:
- szélezetlen és félszegélyes (durva anyag, amelyből a padló, a falak vagy a mennyezet alapjait rögzítik);
- szélezett (padló befejezésére tervezték).
A vágást egy kihelyezett szervezet is elvégezheti, amely minden szükséges eszközzel rendelkezik.

Fa fűrészelés térkép
Az anyag ésszerű felhasználását a fűrészelési térkép betartása biztosítja. Ez lehetővé teszi a pazarlás miatti költségek csökkentését, amelynek százalékát a kártya jelentősen csökkentheti. A felhasznált eszközök és az erdőfeldolgozó berendezések típusai a kész fűrészáru mennyiségétől, kívánt minőségétől és méretétől függenek.

Leggyakrabban körfűrészt és különféle gépeket használnak:
- a körfűrész lehetővé teszi a különböző irányú precíz vágásokat. Professzionális és otthoni használatra egyaránt alkalmas, tökéletesen megbirkózik a kerek fa átlagosnál nagyobb átmérőjével;
- láncfűrész;
- gépek a kéreg tiszta eltávolítására;
- a szalagfűrésztelepen történő fűrészelés lehetővé teszi a sűrű rönkök feldolgozását, ezt tartják a legnépszerűbbnek, mivel a kimenet kiváló minőségű anyag és kis mennyiségű hulladék;
- tárcsagép: kétélű fa és szélezetlen deszka gyártása;
- a keretes fűrésztelepnek nincs szüksége alapra, a használatának technológiája lehetővé teszi a berendezések felszerelését a vágási hely közvetlen közelében;
- a hígítót univerzális gépek dolgozzák fel, a kimenet kiváló minőségű építőanyagokat ad még az alacsony minőségű ostorokból is;
- a körfa fűrészelését egy nagy fafeldolgozó vállalkozásnál a legnagyobb mennyiségű fűrészáruval kell végezni, amely különleges minőségben és pontos méretekben különbözik a többitől. Erre a célra speciális vezetékeket szerelnek fel a fűrészeléshez.
A fűrésztelepen egy gerendát és egy szélezett deszkát kapnak a legfeljebb 7 m hosszú és 15-80 cm átmérőjű rönk hosszirányú vágásának köszönhetően. A körfűrésznek egy vagy több tárcsája van, számuk szerint különböző átmérőjű erdőket dolgoz fel.

Ha otthon kis mennyiségű fát kell feldolgozni, használhat normál láncfűrészt.
favágás
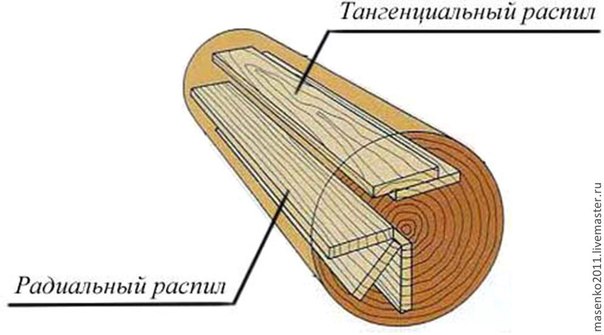
A szerszám kiválasztása előtt el kell döntenie a vágás típusát, a rönk éves gyűrűire összpontosítva. Több típusa van:
- radiális (a sugár mentén);
- érintőleges (a vágás egy sugárral párhuzamos, érinti az évgyűrűket);
- a szálak a készülő vágással párhuzamosan helyezkednek el.
A vágási módszerek közül az adott esetre legmegfelelőbbet választják ki:
- Razval. A fa ilyen módon történő fűrészelését kis törzsvastagságú lombhullató fák esetében végzik, ez tekinthető a legegyszerűbb feldolgozásnak. Kilépés: szélezetlen elemek és födémek.
- Ha van másik famegmunkáló gép, akkor az anyag akár 65%-át is le lehet vágni azonos szélességű szélezett deszkák előállításához. Először oldalról kétélű fűrészárut és deszkákat fűrészelnek, majd a fából bizonyos mennyiségű szélezett fűrészárut nyernek ki.
- Specifikusabb módszerek a szektor- és szegmensfűrészelés. Az elemek száma az első módszerben 4 és 8 között változik, és a törzs vastagságától függ. A szétválasztás után minden szektorból tangenciális vagy radiális vonal mentén fűrészelnek elemeket. A második módszer a gerenda kilépésével kezdődik a központi részből, és az oldalsó szegmensekből érintőleges irányban deszkákat fűrészelnek.
- A fa egyedi fűrészeléséhez a körkörös módszer alkalmas. Alapja, hogy minden egyes fűrészelt deszka után a rönköt a hosszanti vonal mentén 90°-kal elfordítják. Ez lehetővé teszi a fa minőségének nyomon követését és a törzs érintett területeinek időben történő eltávolítását.
Kézzel készített: láncfűrész alkalmazás
Több törzs otthoni vágásához nem tanácsos olyan szerszámot vásárolni, amelynek költsége többszöröse a késztermékek árának. Ha rendelkezik a szükséges szaktudással, akkor hatékonyabb és olcsóbb minden szükséges munkát hagyományos láncfűrésszel vagy elektromos árammal működő láncos berendezéssel elvégezni. Természetesen az ilyen munka sokkal több fizikai költséget és időt igényel, de a probléma ára jelentősen csökken.
A kerti telken végzett munkához gyümölcsfák metszésére van szükség, és lehetővé válik a melléképületek anyagának további előállítása is anélkül, hogy szakemberek szolgáltatásait igénybe venné, így minden körültekintő tulajdonos szívesebben vásárolna láncfűrészt. Leggyakrabban a tűlevelűeket otthon betakarítják, és ez az eszköz kiválóan végzi a fűrészelést. Az egyenletes törzseknek köszönhetően könnyebben körvonalazhatók a vágási vonalak, ami növeli a munka sebességét. A szakemberek egyébként leggyakrabban láncfűrészt használnak, mivel az erősebb, mint az elektromos, és bárhol használhatja, függetlenül attól, hogy a helyszínen van-e tápegység vágás vagy fűrészelés.

A láncfűrésszel való rönkvágáshoz szüksége lesz egy ilyen eszközre, mint egy fúvókára a fűrészen, valamint fűrészelési vezetőkre és alaptörzs-rögzítőkre. A keret formájú fúvóka a szerszámhoz van rögzítve, így továbbra is beállítható a lánc és maga a keret közötti távolság. Ez azért történik, hogy lehetővé tegye a különböző vastagságú kész fűrészáru kibocsátását. A vezető szerepéhez akár egy kívánt hosszúságú profilt, akár egy kellő merevségű lapos fa deszkát vehet fel. A szerszámhoz egy speciális láncot választanak ki, amelyet a törzs vágására terveztek. Különbsége a többitől a bizonyos szögben kihegyezett fogakban van.

A munka megkezdése előtt nem csak az összes szükséges eszközt elő kell készíteni. Függetlenül attól, hogy famegmunkáló gépet vagy kézi eszközt szánnak a törzs megmunkálására, az első lépés az, hogy megismerkedjen a vágott térképpel. Ez a hulladék százalékos arányának minimalizálása és a hasznos termékek hozamának növelése érdekében történik.
Az első dolog, ami miatt aggódnia kell a hasításnál, az a kész táblák egyenletes sűrűsége. Ehhez egy hozzáértő fűrészgép irányítja a szerszámot a rönk keleti oldaláról nyugatra, vagy az ellenkező irányba. Ez annak köszönhető, hogy északi részén nagyobb a körfa sűrűsége, mint a déli részén.
Ezután a födémet láncfűrésszel mindkét oldalról eltávolítják oly módon, hogy kétélű gerendát kapjanak. Fűrészelése viszont a munka elején kiválasztott fűrészelési séma szerint történik. A kimenet szélezetlen táblát ad. Ha a törzsben bizonyos százalékos hibák vannak, akkor körkörös vágás lehetséges, ha a törzs derékszögben vagy 180 ° -ban elfordul.
Kész anyag mennyisége, kedvezményes ár
A tűlevelű és keményfából származó hasznos anyagok kibocsátása százalékban különbözik. A tűlevelű fákból nyert fűrészáru esetében a következő mutatók jellemzőek:
- feltéve, hogy a műveletet szakember végzi és fűrésztelepet használnak, a kész faanyag százalékos aránya a legmagasabb (80-85%);
- élezett anyag, amelyet gépek adnak, átlagosan 55-70%;
- A szélezetlen deszka láncfűrésszel végzett munka során a hulladék akár 30%-át hagyja maga után.
A számadatokat a kész selejt faanyag figyelembevétele nélkül adjuk meg, amelynek mennyisége elérheti a 30%-ot. Az ilyen anyagokat azonban olyan termékekhez használják, amelyek lehetővé teszik egy bizonyos házasságot.

A lombhullató körfa a kész szélezetlen fa 60%-át és a kivágott fa kb. 40%-át adja. Ez a kerek fa kezdeti görbületének köszönhető. Növelheti a beérkezett termékek mennyiségét: ehhez különféle famegmunkáló gépekre lesz szükség. Egy bizonyos típusú szerelvény 10-20%-kal növelheti a fűrészáru mennyiségét. Egy kocka fűrészáruhoz körülbelül 10 kocka keményfa körfára lesz szüksége. A kiegészítő berendezések felszerelésének ára kifizeti a kész erdő költségeit. A speciális vonalak nagyobb térfogatot adnak, de használatuk csak nagy területen célszerű. A fa fűrészelésének átlagos ára egy hagyományos fűrésztelepen körülbelül 150-180 rubel / köbméter tábla.
fűrészelési térkép
A fűrészelési térkép egy rönkből származó kész fűrészáru optimális mennyiségének kiszámítása. Ez külön-külön is kiszámítható minden egyes rönkátmérőre, vagy használhat egy számítógépes programot, amely nagyban megkönnyíti a számítást, és amelynek ára meglehetősen kedvező.

Vagy a forrás lehet a fűrészelés rendszeres útmutatója. Az eredmény egy táblázat, amelyet alapul vettünk. A fűrészüzemnek mindig az adataihoz kell igazodnia, hogy bármilyen faanyagból több fűrészárut nyerjen.
Kerekfából készült fűrészáru hozama
Az ENSZ Európai Bizottsága/FAO Fabizottságának ECE/TIM/DP/49-es jelentése a különböző típusú erdészeti termékek fakonverziós tényezőiről különösen a fűrészáru fűrészáru hozamtényezőit adja meg a gömbfából. Ezek az adatok 16 állam tapasztalatai alapján a fafeldolgozó vállalkozások számára világszínvonalú benchmarkként szolgálhatnak.A fűrészáru a fűrészelt tömörfa termékek jelentős részét takarja. Széles kínálattal rendelkeznek a szélezetlen, frissen fűrészelt fűrészárutól a szélezett, száraz, méretezett és gyalult fűrészáruig. Az előállított termékek típusa jelentős hatással van a körfa fűrészáru-végtermékek hozamára. Tehát egy köbméter körfából 0,8 m3 szélezetlen fűrészárut és csak 0,4 m3 száraz szélezett, válogatott és gyalult fűrészárut lehet kapni. Ezért a különböző országokat arra kérték, hogy adják meg a fűrészfa különböző kategóriáihoz tartozó hozammutatókat, hogy megértsék, miért térnek el ennyire a nemzeti fűrészfa hozammutatói egymástól.
Például Németországban 1 m3 fűrészelt puhafa előállításához 1,67 m3 kerekfára van szükség, míg az USA-ban 2,04 m3. Első pillantásra az amerikai fűrészipar kevésbé hatékonynak tűnhet, mint Németország (a mutatott arány azt jelzi, hogy 22%-kal több kerekfára van szükség azonos mennyiségű fűrészáru előállításához az Egyesült Államokban). De ha közelebbről megvizsgáljuk ugyanazon fűrészfafajták, például durva és száraz fűrészáru előállítását, kiderül, hogy ezekben az országokban hasonlóak a fűrészfa hozamai. Ez azt jelenti, hogy a fűrészáru-hozamok különbségei a különböző típusú késztermékek kibocsátásában vannak. Nyilvánvaló, hogy Németországban több nyers fűrészárut, míg az Egyesült Államokban több száraz és gyalult fűrészárut állítanak elő.
Egyes országok megjegyzik, hogy országuk fűrészfatermelését frissen fűrészeltként jelentették, hogy elkerüljék a száraz és gyalult fűrészáru kétszeres térfogatmérését. Ez ellentétben áll más országokkal, különösen a skandináv régióval és Észak-Amerikával, ahol a fűrészáru mennyiségét leggyakrabban a végső feldolgozás tekintetében jegyzik. Ez például 1,57 (64%) vagy 1,75 (57%) frissen fűrészelt durva fűrészáru hozamot eredményezhet száraz fűrészáru esetén, vagy 2,27 (44%) gyalult és kész fűrészáru hozamát, ahogy az alábbi diagramon látható.
Címkék és kulcsszavak
1,5 m3 körfából készülnek a sarlódeszkák, skilki, hogy kijusson a dobozból a kockából az erdőbe, fűrészáru fogyasztás 1 db száronként - hány kijárat?, 1 kockából formázva, fűrészáru kitermelése rönkből, A z10 deszkák szárításakor némi teljesítményt levágtak, skilki piddoniv jön ki az üres kockából, Skіlki egy kocka kerek fa, hogy menjen ki a formázatlan táblák, fűrészáru hozam kalkulátor, a tábla kilépése nem szegélyezett a kockábólOszd meg ezt az információt a közösségi médiában a portál népszerűsítése érdekében:
Egy korábbi cikkben leírtuk, hogyan kell rönköt vágni egy szalagfűrésztelepen. Nos, ebben a cikkben arról szeretnénk beszélni, hogyan történik a rönk gerendává fűrészelése.
Mindenki tudja, hogy a rönkből fűrészelt gerenda a szárítás során deformálódni kezd, de nem mindenki tudja, mi okozza ezt. A helyzet az, hogy amikor egy gerendát fűrészeltek, rosszul fűrészelték. Vagyis eltolással lett vágva, és mivel a közepe eltolt, a fa elkezd az eltolás irányába hajolni.
Ennek elkerülése érdekében a fűrészelés előtt el kell végezni a rönk megfelelő számítását.
Rönk számítása rúdba fűrészeléshez.
Tehát, lépjünk túl, először el kell dönteni, hogy mekkora lesz a gerenda, valamint azt, hogy milyen anyag (deszka) méretet szeretnénk a gerenda előtt kapni.
Kezdjük azzal, hogy vegyük ki a szükséges faanyagot, például 150 x 150 mm-es, szélezetlen deszkát 25 mm, 30 mm, 40 mm.
Azok számára, akik nem tudják, mit jelent a nem élezett deszka, elmagyarázzuk, hogy ez egy különböző szélességű deszka, amelynek nincs bizonyos határa a kéreg szélein való jelenléte miatt, de van egy bizonyos vastagsága.

Ezután vegyen egy 25 mm-es, 50 mm-es szélű táblát. Szerintünk itt egyértelmű, hogy a szélezett deszka az a deszka, amelynek szélességében és vastagságában is van egy bizonyos méretű, és nincs kérge, vagy ahogy mondani szokták, nem lankad.

Nyaláb számítás
A számítást úgy kezdjük, hogy megmérjük a rönk átmérőjét, és ez például 30 cm, vagy a számítás kényelme érdekében átfordítjuk milliméterre, ez 300 mm lesz. Mivel 150 mm-es gerendát kell kapnunk, akkor veszünk 300 mm-t és kivonunk 150 mm-t, a maradékból 150 mm-t kapunk, ami a táblákra megy.
300 - 150 = 150

A rönk átmérőjének felső és alsó éléből födémenként levonunk 5 mm-t, vagyis a megmaradt 150 mm-t táblákra osztjuk, 150 mínusz 5 és mínusz 5, a maradékban 140 mm-t kapunk.
150 - 5 - 5 = 140
A födém levonásánál figyelembe kell venni a rönk egyenetlenségeit, mivel a csonk átmérője nagyobb, mint a teteje, vagyis többféle méretű födémet lehet kapni, és 25 mm-es lesz. .
Térjünk vissza a 300 mm-es rönkátmérőhöz. A felső élből a fent leírtak szerint vonjunk le 5 mm-t, így 295 mm-t kapunk. És ehhez a számértékhez adunk hozzá egy 25 mm plusz 2 mm-es födémet vágásonként, így 322 mm-t kapunk. És ezzel kezdődik a rönk gerendává fűrészelése.
300 - 5 = 295, 295 + 25 + 2 = 322

Tábla számítás
A kagyló eltávolítása után 140 mm tiszta maradék marad. Félbe osztjuk, és a rönk mindkét oldalára 70 mm-t kapunk.
140 / 2 = 70
Feljebb nézzük, ahol a faanyagon kívül a szükséges anyag hozzávetőleges méretét is meghatároztuk. 25 mm-es, 30 mm-es és 40 mm-es tábláink vannak. És itt kezdjük a számítást.
A 70 mm-ünket vesszük és a vágást figyelembe véve becsüljük meg, 40 mm plusz 2 mm-rel 42 mm-t kapunk, 70-ig 28 mm nem elég. Nos, itt szerintünk egyértelmű, hogy a következő tábla 25 mm-es lesz, 25 mm plusz 2 mm-t kapunk 27 mm-t. Így kapunk 42 mm plusz 27 mm, 69 mm.
40 + 2 = 42, 70 - 42 = 28, 25 + 2 = 27, 42 + 27= 69

Felmerül a kérdés, hogy hova tegyen még 1 mm-t, minden nagyon egyszerű. Az első négy vágást szigorúan méretre vágjuk, majd a rönk megfordítása után ezt az 1 mm-t a födémre lopjuk. A végén minden a mi számításaink szerint jön ki.
Ezen számítások alapján a rönk közepére fűrészelt kocsit kapunk.
Vágóanyag számítás
A szélezett anyag előállításához, valamint a rönk további gerendává fűrészeléséhez a kapott pisztolykocsi 90 fokkal történő elfordításával kell elvégezni. A számítás a fent leírt sorrendben történik. De azonnal figyeljünk, ha elkezdjük a számítást, akkor 20 mm-t kapunk, amire nincs szükségünk, a megadott méretek hiánya miatt.
70 - 50 = 20
Mi a teendő ebben az esetben, most elmagyarázzuk. Ahogy fentebb leírtuk, födémenként 5 mm van, ezt fogjuk használni, és 25 mm-t adunk hozzá 50 mm-hez a szélezett anyagunkból, plusz természetesen 2 mm-t vágásonként.
50 + 20 + 5 + 2 = 78
Kapunk egy 25 mm-es födémet és egy 50 mm-es üres táblát, pontosan azt, amire szükségünk volt, valamint egy minőségi 150 x 150-es faanyagot.

Eltérő méretű anyag előállításához a hiányzó millimétereket a födémre kell helyezni, ugyanakkor mindkét oldalon egyenletesen el kell osztani.
Így a rönk számítását és gerendává fűrészelését egy szalagfűrésztelepen végzik el. Sok sikert kívánunk minden kezdő fűrészárusnak ebben a nehéz feladatban, és a lényeg, hogy ne hibázzon a számítások során.
Gyakran szükség van egy téglalap alakú gerendára egy rönkből. Ezt nem olyan nehéz megtenni.
Ha már tudja, hogyan kell megfelelően vágni a rönköket, akkor a gerenda faragása sem nehéz. A legfontosabb dolog ugyanakkor az, hogy helyesen jelölje meg a rönköt, hogy a kívánt méretű gerendát kapja.
A rönk két élre vágását már megvizsgáltuk egy, a rönkök előkészítéséről szóló cikkben.
Lássuk most hogyan lehet egy rönkből téglalap vagy négyzet alakú gerendát faragni.
Rönk megjelölése téglalap alakú gerenda előállításához
A jelölésnél legyen óvatos, és vegye figyelembe, hogy a tompa és a felső részek átmérője eltérő. Ezért a legjobb a jelölést a kisebb átmérőjű végétől kezdeni.
Rögzítse a rönköt tetszőleges módon, a rönkök előkészítéséről szóló cikkben leírtak szerint.
 Rajzolj egy kört, majd jelöld meg az átmérőjét függőleges vonal formájában, amely összeköti a kör felső pontját az alsóval. A munkához használjon speciális asztalos iránytűt edzett fémvégekkel.
Rajzolj egy kört, majd jelöld meg az átmérőjét függőleges vonal formájában, amely összeköti a kör felső pontját az alsóval. A munkához használjon speciális asztalos iránytűt edzett fémvégekkel.
A kapott átmérőt három egyenlő szegmensre kell osztani, és a végükön át kell húzni a merőlegeseket úgy, hogy azok metsszék a kört.
Ezután kösse össze a metszéspontokat a körrel, hogy téglalapot készítsen.
A legkedvezőbb képarány az 5:7, azaz 10:14, 15:25, 20:28 stb. - ezek nyereséges szakaszok lesznek.
Rönk megjelölése négyzet alakú gerenda előállításához
Bizonyos esetekben négyszögletes rudat kell beszerezni. Ebben az esetben a kört két, egymásra merőleges átmérővel osztjuk fel, majd az átmérők és a kör metszéspontjait egyenes vonalak kötik össze.
A rönkvégek téglalap és négyzet alakú gerendák előállításához szükséges összes alapvető művelete az alábbi ábrán látható.

Alapműveletek gerenda hasábból való kivágásához
Először vázolja fel a központi tengelyt (átmérőt).

Ezután jelölje meg a rönkök végeit a fent leírtak szerint.
Ezt követően a végeitől egy krétás zsinór segítségével megjelölt rönk mentén kirajzolódnak a járda vonalai.

Ehhez a zsinórt a rönk szélei mentén fejszével készített reteszekbe kell rögzíteni, így a zsinór megfeszül. Ezt követően a zsinórt kissé hátrahúzzuk, mint egy madzagot, és elengedjük. Rönköt ütve a zsinór vonalat hagy. Ezt a zsinórt fogják használni a vágáshoz.

Először a faragott oldalon 20-40 centiméter után fejszével bevágásokat készítenek, nem érve el a vágás vonalát néhány milliméterrel.

Ezt követően fejszével durva vágást végeznek, eltávolítva a fő faréteget, bevágásról bevágásra haladva. Az eltávolítandó fa főrétegének eltávolításakor a kivágandó felületet vagy egy fejsze finom vágásokkal vagy nyíróval megtisztítják.

Manapság már ritkán vágnak fát rönkből baltával. Ennek érdekében vannak maró- és vágtatósorok, amelyek ipari méretekben állítanak elő fát. A fürdő építése során azonban előfordulhat olyan helyzet, amikor a rönk egy vagy több oldalára sík felületet kell faragnia. Ezért ismernie kell az alapvető technikákat a gerendából faragáshoz vagy a rönk méretezéséhez 1-2 élre.
A fürdő építésénél jelenleg széles körben használják a kézi elektromos és benzines szerszámokat. Ha láncfűrésszel készít egy síkot, akkor a műveletek sorrendje ugyanaz lesz - jelölés, bevágások a faragott oldalon, egy faréteg durva eltávolítása, és csak ezután finomhangolás a vágási vonalra baltával vagy egy elektromos gyalu.
Most már tudja, hogyan kell rönköt vágni hogyan kell gerendát faragni egy rönkből. Más cikkekben arról fogunk beszélni, hogyan lehet megfelelően hornyot készíteni egy gerendában vagy rönkben, hogyan kell helyesen fűrészelni egy fát, hogyan kell megtervezni a táblákat és a gerendákat.
Legújabb publikációk:
Még egy megfelelően elhelyezett tégla sütőt is javítani kell idővel. Magas hőmérséklet, a tapadás megsértése, a falazat mechanikai károsodása - mindez olyan hibák megjelenéséhez vezet, amelyeket meg kell szüntetni. Végül is a jó tapadás és a repedések hiánya a falakban - ...
Kedves olvasók és a blog feliratkozói, Andrey Noak felveszi Önnel a kapcsolatot! Ma a fűrészáru hozamáról fogok beszélni a körfa fűrészelésekor.
Ez a paraméter az egyik legfontosabb mutató. Az erdő fűrészelésének hatékonysága ettől a mutatótól függ. Sok kezdő tévesen úgy gondolja, hogy minél magasabb ez az arány, annál jobb.
Valójában ez nem mindig van így, a legtöbb szakértő tud róla, de hallgat. Még egyszer megismétlem: a fa köbméterenkénti fűrészáru-kibocsátásának magas százaléka nem mindig jó.
A „Fűrészipar szervezése egy modern vállalkozásban” című könyvemben részletesen leírtam, miért van ez így, de az olvasók számára a cikk végén kissé kinyitom a függönyt erről a kérdésről.
Ez tényleg egy egyedi e-könyv, Oroszországban biztosan nincs ilyen könyv :-)!!! Egyszerűen kolosszális információkkal szolgál, amelyeket egy nagyszabású gyártás során szerzett technológusként szerzett személyes tapasztalattal.

Kerek faanyag százalékos aránya
A képlet szerint számítva:
Kout \u003d Vpil / Vbr
Ahol Nak nek, % - a fakibocsátás százaléka.
Vpil, m3 - a kapott fűrészáru térfogata. Számított:
Vpil = L*H*B*n1+L*H*B*n2 + ...
- ahol L a kész fűrészáru névleges hossza;
- H - tábla vastagsága;
- B - tábla szélessége;
- n az egyes méretű táblák száma.
Vbr, m3 - a rönk térfogata, amelyből fűrészárut nyernek. A térfogata határozza meg, ami lehetséges.
A termelésben felhasznált fűrészáru hasznos százalékát az erdő minden átmérőjére és minden fűrészelési technológiára számítják ki.
Miért függ a hasznos százalék a fűrészáru átmérőjétől?
Ez nagyon egyszerű, minél kevesebb vágást kapunk, annál nagyobb a százalékos arány. Persze ez a hasznos felhasználástól is függ, de még egyszer elmondom, nagyon fontos, hogy hány fűrészbe kerül egy deszka beszerzése. Általában egy kis erdőből kis kis deszkákat fűrészelnek, és a fát, egy vastag deszkát nagy fából.
Kifejezetten jó teljesítmény a vállalkozásnál a fagyártásban, jó kubatúra mutatói vannak, a fűrészelési sebesség maximális (mivel kevesebb a fűrész), és a vágószerszám minimális.
Alább láthatók a hozzávetőleges átmérők a fogyasztási arányokkal:
- 12 - 16 cm - kimenet 45 - 50%;
- 18-22 - átlagosan 52%
- 24-26 - körülbelül 57%;
- 28 - 40 - ez egy rönk erdő, és a legjobb mutatókat használják rá a gerenda fogadásakor - 66%;
- 42 - 60 - ebben a tartományban csökken a fából kikerülő táblák százalékos aránya. Mivel ebből a fából már nem olyan nagy táblákat és gerendákat kapnak, és ezért a fűrésszel végzett vágások száma sokszorosára nő.

Ezek a fogyasztási arányok tájékoztató jellegűek, és olyan fűrészáru beszerzésére érvényesek, mint:
- 25*150*6,0;
- 35*150*6,0;
- 50*150*6,0;
- 180*180*6,0;
- 200*200*6,0.
Berendezéstípusonként ezek a szabványok alkalmazhatók szalagfűrészüzemen, fűrészüzemi kereteken és körfűrészberendezéseken.
Az arány növelésének módjai
Vannak technológiai trükkök, amelyekről részben beszéltem. De ahogy mondani szokás, az ismétlés a tanulás anyja, íme néhány közülük:
- Rövidebb kereskedelmi faanyag használata;
- Speciális programok használata erre vonatkozóan. Röviden azt mondhatjuk, hogy a program segítségével kell megtalálni a rönkből nyert táblák optimális költségét. A nagy hasznos hozam egyrészt nagy köbkapacitást jelent, másrészt a magas érték nagyobb térfogatú, gyenge minőségű fa beszerzését jelenti.
- A kétorsós körfűrészek miatt vékonyabb fűrészlap alkalmazása, sztelitforrasztás alkalmazása.
- Használat átmérők, fajták, hibák szerint.
És most részletesebben mindenről. Minél rövidebb a fa, annál nagyobb a fűrészáru százalékos aránya. Európában ezt jól tudják, ezért ott a vágási vonalakat 1,5-2 méteresre számolják. Fűrészüzemeink csak 4 méteres rönkök vágására képesek.
Programok segítségével minden termelési szezonra kiszámítottuk szállításainkat, a kereslet időszakában (nyár, ősz) növelve a rossz minőségű fa mennyiségét, a megnövekedett kereslet időszakában pedig a magasabb minőségű fa mennyiségét. (tél, a tavasz egy része).
A legjobb tulajdonságokkal rendelkező fűrészlap használatával kapcsolatban szerintem minden világos. Ezenkívül ellenőrizni kell a kapott vágószerszámok minőségét. A keret- és körfűrészeknél folyamatosan figyelnie kell az összes forrasztási, élezési szög meglétét minden szezonban, és mindkét típusú fűrészen.
A válogatás lehetővé teszi a rönkök szétválasztását átmérők, hibák és hibák alapján. Például, ha a magban korhadás van, akkor a rönköt szétválogatják és fűrészáruvá fűrészelik, ahelyett, hogy fává alakítanák. Vagy fordítva, ha a szijács korhadt, de a központi részből gerenda jön ki, és a rönk rönk - gerendává fűrészeljük. Hasonlóképpen a kékségben és a görbületben kell gondolkodnia.
Hozzávetőleges hozam fajtánként
A fajták tekintetében elég érdekes a helyzet. Kiderült, hogy a prémium termékek kibocsátásának százalékos aránya a következő tényezőktől függ:
- A fűrészáru körfából való kinyerésének együtthatója. Az osztályzat nem közvetlenül, hanem közvetve függ. Az a helyzet, hogy valamiféle arany középút után minél több deszkát kapunk egy köbméterből, annál nagyobb lesz a gyengébb minőségű faanyag mennyisége;
- Minél nagyobb az átmérő, annál nagyobb az esélye annak, hogy több minőségi táblát kapjon;
- A fahibák jelenléte, például görbület, rothadás, kék és mások, minél kisebbek, annál nagyobb a jó minőségű tábla megszerzésének százalékos aránya;
- Minél rövidebb a késztermék, annál nagyobb arányban lehet jó minőségű táblát kapni.
És most becsüljük meg hozzávetőlegesen az átmérő alapján, hogy az első osztályú fűrészáru százalékos aránya a kapott deszkák teljes mennyiségéből. Ehhez mindent egy kis asztal formájában készítettem.
1. táblázat - a táblák teljesítménye körfa fűrészelésekor
Hogyan függ a fatermelés százalékos aránya a fűrészelési technológiától
Az átmérőn, a minőségen, a hibákon (görbületen) és a hosszon kívül a táblakibocsátás százalékos aránya a fa fűrészelési technológiájától és a berendezés típusától is függ.
Kétféle fűrészelési technológia létezik:
- Egyedi vágás, a hasznos termelés százalékos aránya megközelíti a 75%-ot;
- Csoportos vágás, egyéb paraméterek függvényében a hasznos hozam elérheti a 70%-ot is.
És a fűrészelés felszerelése a következő lehet:
- Szalagfűrészüzemek, fűrészárut gyártanak minimális fafelhasználással;
- A gumiabroncsos fűrészüzemek rönkfűrészeléskor túlbecsült fogyasztás mellett állítanak elő fűrészárut, mivel a lánc sokkal vastagabb, mint a szalagok.
- . Az ilyen típusú berendezéseken nem elég kényelmes a vékony fa feldolgozása. Ezért főként 20-22 cm átmérőből vágják;
- Marósorok. Az ilyen típusú berendezéseknek van egy személyben előnye és hátránya más technológiákkal szemben. Csak válogatott fát fűrészel;
- A körfűrészgépek egyedi vágások szerint vágnak - ez nagy plusz a kapott anyagokhoz, mind minőségben, mind mennyiségben.
Kapcsolódó videók
És most megválaszolom, miért nem mindig jó a magas hozam, de minden nagyon egyszerű nagyon magas árfolyamon, nő a fogyó táblák száma.
Kiderül, hogy alacsony minőségű fűrészáru, és a rönkből származó összköltség egy bizonyos ponton alacsonyabb lesz, mint a minőségi anyagok költsége.
Igen, és az alacsony minőségű anyagok megvalósítása nehezebb lehet.
Sok sikert és találkozunk, Andrey Noak veled volt.
A faház alapja egy rönkház, amely egy előkészített rönkből vagy fából összeállított doboz. A sarkokban kivágott "zárakkal" egymáshoz rögzített rönkök vízszintes sorokban vannak egymásra rakva, amelyek mindegyikét "koronának" nevezik. Ahhoz, hogy a kivágások elbírják a szerkezet súlyát, szigorúan be kell tartani a rönkgyártás technológiáját. Az érintkező elemek legszorosabb illeszkedésének biztosítása az építők fő feladata a gerendaház rönkből történő összeszerelésekor.
A különböző típusú összekötő naplók alapvető árnyalatainak és jellemzőinek ismerete segít a megfelelő választásban. A gerendaház fából és rönkökből történő vágásának technológiája a sarkok elrendezésében különbözik, különben a szabályok ugyanazok.
A faház megjelenése attól függ, hogy a gerendaházat hogyan vágják le - maradékkal vagy anélkül. Ha a gerendaháznak tökéletesen illeszkedő végű sarkai vannak, akkor „maradék nélkül” hajtogatják, az ilyen zár típusát „mancsban” nevezik. Ha a rönkök túlnyúlnak a falon, a módszer „a maradékkal” (Oroszországban „oblóban”), a vár típusa „tál”.
A faházak rönkből történő vágásának fő eszköze egy fejsze (ács vagy adze). A fejszével végzett munka során a vágási folyamat során kinyíló fagyűrűk beszorulnak, ami bizonyos mértékig megvédi a külső tényezők hatásaitól.
Láncfűrész használatakor a gerendaházban a rönkök oldalvágása sima, a fa pórusai kinyílnak és hozzáférhetővé válnak a légköri jelenségek számára, ami gyors bomláshoz vezet. A "mancsban" lévő faház tovább tart, ha burkolva van.
Mindkét típusú zárnak – mind a „tálnak”, mind a „mancsnak” – különböző lehetőségei vannak.
Faház "egy tálba"(a maradékkal)
Egy egyszerű tál levágták a gerendaház alsó koronájában. Az ilyen tál kialakítása egy hosszirányú horony, amelynek félkör alakú szakasza van.
A „tál” zár alul vágott gerinccel, amely a sarokkötés szilárdságának biztosítására és a gerendaház tömítésére szolgál.
"Kurdyuk" kastély az alsó korona rönkében egy tüske van bevágva, amely a felső rönkben kialakított horonyba kerül. Az ilyen típusú zár nehezen vágható, de a legmegbízhatóbb.
a tetején elhelyezett rönkbe vágják le, és mintegy „becsapja” az alsót – innen ered a „kapcsban” elnevezés.
Az "in okhlop" kastélynak több fajtája van, amelyek ugyanazokon az elemeken alapulnak, mint a "tálban": fésű és kövér farok. Használatuktól függően a zárakat „fésűs csappantyúnak”, „kövér farokkal (tövissel)” és „címerrel és kövér farokkal (tövissel) rendelkező fedélnek” nevezik.
Általában háztartási célú épületek építésénél használják őket, mivel a csatlakozási sűrűség nem elegendő egy lakóépülethez. Ez egy összetett zár, két rönkbe (felső és alsó) vágva, ezért duplanak nevezik. A kastélynak csak két fajtája létezik: egy egyszerű „okhryap” és „kövér farokkal (tövissel) okryap”.
Faházak zárai "a mancsban" (nincs maradék)
A nyomtalan faházakat olyan épületeknek nevezik, amelyek rönkeinek végei a falak szintjén vannak. A rönköket vagy gerendákat ebben az esetben "mancs" típusú zárak kötik össze. Ezek a csatlakozások nem különböznek nagy szilárdságban és jó hőszigetelésben. Az év bármely szakában kényelmes tartózkodáshoz egy ilyen rönkházat kívülről kell nézni.
Csatlakozás mancsban: 1-egyenes mancs bevágással; 2-ferde mancs (fecskefarkú); 3-as ferde mancs, bevágással
A „mancs” lehet egyenes, ferde („fecskefarkú”) és ferde, bevágással (horony).
Egyéb faházi zárak
A faházak és kastélyok fő típusait fentebb leírtuk. Rajtuk kívül számos más módja van a faházak építésének, amelyek különböző eredetűek és jellemzők.
Horogvágás
A horogvágás a rönkök szögletes összekapcsolásának meglehetősen bonyolult szerkezeti módszere, amelyet fokozott szilárdság jellemez. Ennek a rögzítési típusnak két fajtája van.
Az első esetben a tálat a rönk vastagságának felére vágják le. A rönkök végein egyfajta kampót kapnak, amellyel a rönkök össze vannak kötve. Egy ilyen csatlakozás garantálja a sarok abszolút szélállóságát.
Horgos csatlakozás: 1-es falak belül lekerekítettek; 2 - a belső falak egyenletesek.
A második lehetőség megkülönböztető jellemzője, hogy az egyik oldalon faragott rönkök miatt az épületen belüli falak simaak. Ennek köszönhetően jelentősen megnő a szoba hasznos területe.
Finn gerendaház
Finn tál (finn groove)
A ház finn technológia szerinti vágása hasonló az orosz "tálhoz". A különbség a beavatkozási horony sugarában (kisebbnek kell lennie, mint az edény sugara) és konfigurációjában van. A finn horony alján két „tüske” van, felül pedig hornyok készülnek. Ennek eredményeként a koronák szorosan illeszkednek egymáshoz, a falak fújása csökken. A mezhventsovy tömítőanyag teljesen a horonyban van, és nem azon kívül, és nincs kitéve nedvességnek, ami a fa károsodásához vezet.
svédvár
A svéd kabin alapvetően különbözik az összes többitől, mindenekelőtt megjelenésében - esztétikus és nagyon kreatív. Hatszög - ez a rönkök végének alakja. A tál rendre nem kerek, hanem trapéz alakú. A svéd gerendaház vágása nagyon munkaigényes, ezért akkor kell elvégezni, amikor szükség van gyönyörű szokatlan sarkokra.
A norvég fakitermelés a skandináv országokban – Finnországban, Svédországban, Norvégiában – széles körben alkalmazott technológia. Ezért a „norvég” és a „skandináv” fakivágás elnevezések azonosak.
Kocsi (félig gerenda) - építőanyag, amelyből norvég keret készül. A hintó mindkét oldalán vastag fenyőtörzs. A "norvég kastély" vagy a "kocsiház" sarokcsatlakozása az egyik legmegbízhatóbb technológia a faházak építéséhez.
A skandináv kastély jellegzetessége az ék alakú rész. A felső rönkbe vágott ék alakú tüske a gerendaház összeszerelésekor "leül" az alsó rönkben kialakított horonyba. Kívülről úgy néz ki, mint egy nyereg.
A skandináv stílusú faház monumentálisnak és rendezettnek tűnik. A vastag rönkök csökkentik a koronák számát, ezért a gerendaházban lényegesen kevesebb a „hideghíd”.
A helyiségen belüli sima falak nagyon stílusossá teszik a skandináv ház belsejét.
A faházak kanadai fakivágása a skandinávhoz hasonló technológia: a sarokcsatlakozás norvég zárszerűen készül, ék alakú tüskével. Kerek rönköket használnak, amelyekbe trapéz alakú csészét vágnak. A szigetelést fektetéskor azonnal levágják, nehogy víz kerüljön bele. Az eredmény rések és rések nélküli falak, amelyek úgy néznek ki, mint egy tömör tömb.
A kanadai fakivágás leegyszerűsített változata a „nyeregben” favágás. A tüske és a horony hiánya miatt (az ilyen típusú vágás megkülönböztető jellemzője) a sarok szorossága jelentősen csökken, ami rövid életűvé teszi a keretet.
Gerendaház "a póznához" ("a zabirhoz")
A faépítésnek ezt az ősi technológiáját ma már ritkán alkalmazzák. Ily módon faházakat vágtak a közműépületek számára. Az ilyen típusú rönkházak készülékének elve alapvetően különbözik az összes hagyományostól. A végén tüskés rönköket függőlegesen kiásott, vágott hornyokkal ellátott oszlopok közé rakják. A gerendaház „oszlopban” készítése nem igényel sok időt és az építők különleges szakértelmét.
Tehát megvizsgáltuk a faházak rönkből való készítésének jellemzőit. A rönkök mellett a faházépítésben egy másik fűrészárut is használnak - a fát. A fából készült házak, valamint a gerendaházak rönkházalappal rendelkeznek, de a sarokkötések kissé eltérő módon készülnek.
Faházak fából
A faházak rúdból történő vágásakor a sarokkötések típusainak besorolása ugyanaz, mint a faházak esetében. Egy bárból készült gerendaház lehet maradékkal ("egy tálba") és maradék nélkül ("mancsban"), a záraknak ugyanaz a neve: "okryapban", "kövér farokban", "be". fél fa”. Az egyetlen nem használható elnevezés az „oblóban”: a gerenda téglalap alakú, és nem lehet benne lekerekített (fújt) vágást készíteni.
Vannak azonban olyan sarokvágási módszerek, amelyek egyedülállóak az ilyen típusú építőanyagokban - „tüskéken” (gyökös vagy plug-in).
A gerendák csatlakoztatását a gerendaházban (maradékkal vagy anélkül) dokkolásnak nevezik. Fontolja meg a dokkolás fő módszereit.
Dokkoló fa a többivel
"fél fán"
Kapcsolat "fél fában"
Ez a dokkolási módszer (a legegyszerűbb) egy téglalap alakú horony kivágását jelenti a gerenda vastagságának felével – innen ered a név.
"A farokba"
Egy további tüske biztosítja a rudak erős és megbízható rögzítését. Az ilyen típusú csatlakozások minőségi kivitelezéséhez magas szintű szaktudással rendelkező asztalosok szükségesek.
"Okhryap"
Olyan kapcsolat, amelyben a fő feladat a jumper szélességének helyes kiszámítása. Gerendával való munkavégzésnél a szabványos geometriája miatt a vágás sablon segítségével is elvégezhető (ellentétben a rönkvel végzett munkától). A hibamentes fűrészelés jelentősen felgyorsítja a munkát.
Fák rögzítése a sarokban maradék nélkül
Nyomtalanul fából készült házak és fürdők építésénél a hagyományos típusú zárak a "fél fa" (egyenletes élekkel) és a "mancsban" (trapéz alakú élekkel). A második típusú csatlakozás kissé bonyolultabb, de garantálja a sarok nagyobb védelmét a huzat ellen.
Gerendacsatlakozás: a - fél fában, b - mancsban
Tüskés csatlakozások (meleg sarokban)
A gerenda fűrészelésének ezzel a módszerével a horonyba illesztett tüske megvédi a sarkot a fagyástól és a kifújástól a keletkező légzsilip miatt. A fa "meleg sarokban" történő csatlakoztatása önmagában garantálja a repedések hiányát, és hatékony kiegészítés az összes ízület jutával történő lyukasztása.
A "meleg sarokba" vágás a gerendák összekapcsolásának leggyakrabban használt módja Oroszországban.
egyenes tüske
Csatlakozás meleg sarokban - egyenes tüske
Egyenes tüskét használnak olyan épületek építésénél, amelyek fala megegyezik a gerenda hosszával. A gerendaház vágásakor szem előtt kell tartani, hogy a horony méretét a tüske mérete határozza meg, vagyis meg kell őrizni az egyensúlyt. Ha a tüske nagy, akkor a horonynak is azonosnak kell lennie. A túl mély horony gyengítheti a gerendát, ami befolyásolja a csatlakozás szilárdságát, ezért a kivágás előtt gondos számításokat kell végezni.
A megfelelően kialakított sarok jól ellenáll a szélnek és egyéb terheléseknek.
A gerendaház gerendától való zsugorodása egyenletessége garantálja a gerenda gyenge részének megőrzését a sarokban.
fél fecskefarkú
Csatlakozás meleg sarokban - fél fecskefark
Az ilyen típusú zárak megkülönböztető jellemzője egy legfeljebb 5 cm széles, kúp alakú tüske. A kúp biztonságosan tartja a rudakat, ami tartósabbá teszi a keretet. A csap mérethatárát úgy állítják be, hogy a zsugorodási folyamat során a gerenda, amelyben a horony készül, ne repedjen meg.
A fél fecskefarkú csap elkészítése nem különösebben nehéz egy szakember számára. A munka felgyorsítása érdekében sablont használhat. Ilyen csatlakozást akkor használnak, ha a fal hossza meghaladja a fa hosszát.
A háromszög alakú saroktüskét meglehetősen ritkán használják, mivel a csomó kevésbé tartós, bár nincsenek benne átmenő nyílások. A saroktüske fűrészelésének technológiája nem különbözik a fent említettektől. A láncfűrészben jártas építőnek csak egy enyhe elfordítást kell végeznie a gumiabroncson, hogy ilyen kapcsolatot létesítsen.
Keret-gerenda technológia
Ez a technológia hasonló a faház „oszlopba” ("kerítéshez") kidöntésének fentebb leírt módszeréhez.
A keret függőleges állványok hornyokkal. A rudakat, amelyek végén a kívánt alakú, kész tüskék vannak, egymásra rakjuk. A hornyokba illesztett tüskék légmentessé és megbízhatóvá teszik a sarkokat. Mivel maga a kötés nem látható, a szerkezet nagyon szép megjelenésű.
Egyetlen sablon használata az összes tüskéhez jelentős előnyt jelent a gerendaház elkészítésének idejében és a beépítés egyszerűségében.
Gerendaház javítás
A faházak, mind a rönk, mind a fűrészáru építésénél nagyon fontos pont az elemek egymáshoz való rögzítése. Ennek az eljárásnak a szükségességét nagyon egyszerűen magyarázzák: a fa idővel kiszárad, aminek következtében a rönkök és gerendák alakja megváltozhat vagy megfordulhat. A különböző irányokba kidobott rönkkoronák nem kellemes látvány. Nos, hogy egy ilyen épületben (ezt már nehéz háznak nevezni) egyáltalán nem lehet beszélni.
Mit gyűjtenek
A rögzítőelemek fém és fa.
Rögtön meg kell jegyezni, hogy a fa gerendaház építésénél nem használnak szöget! Fém csapokkal csak a nem száradó ragasztott laminált fa rögzíthető.
Minden más esetben a keretet fa rögzítőelemekre - tiplikre és tiplikre - szerelik fel.
Ezt a megközelítést az a tény támasztja alá, hogy a szárított fa egyszerűen „megakad” a méretben nem változó fém szegecseken, aminek következtében nagy rések jelennek meg a koronák között.
A „Nagel” németül szöget jelent. A gyakorlatban ez egy kerek, háromszög vagy négyzet alakú hosszú rúd. A faházépítésben kerek dübeleket használnak. A négyzet alakú és háromszög alakú tiplik bonyolultabb kivitelezésűek, ezért ritkábban használják őket.
A 25-30 mm átmérőjű rudakat 1-2 mm-rel kisebb átmérőjű lyukakba kalapálják. A tiplik gyártásához keményfát használnak - lucfenyőt, tölgyet vagy nyírfát. Az ilyen típusú rögzítőelemekre bizonyos követelmények vonatkoznak - a fa nedvességtartalma nem haladja meg a 12% -ot, a csomók vagy egyéb hibák hiánya, az antiszeptikumokkal való kezelés kötelező. Ezeknek a szabványoknak való megfelelés garantálja a teljes szerkezet szilárdságát.
A tiplik hossza a gerenda keresztmetszetétől függ. A hossz kiszámításának képlete nagyon egyszerű: három rúd (korona) magasságát megszorozzuk 0,8-mal.
A gerendaház fa dübelekre történő összeszerelése a következő sorrendben történik: először az alsó 2-3 koronát rögzítjük, majd a tetejére fektetett két sort rögzítjük az első kötegből a felső gerendához vagy rönkhöz. Ezt az algoritmust a gerendaház összeszerelésének végéig fenntartják, vagyis a teljes "mászásig".
A gerendaház tiplik elrendezése a következő módon történik: az alsó kötegben az első tiplit a rönk közepére szerelik fel 200-600 mm távolságra a szélétől (végétől), a következő - után 1,5-2 méter. A második kötegben a csapokat sakktábla-mintában kalapálják a már telepítettekhez képest. Nagyon fontos a sakktábla sorrendjének betartása - a tiplik ne esjenek egymásra!
A csapok furatait a rúd hosszánál valamivel nagyobb mélységig fúrják - a zsugorodás során a rönknek vagy rúdnak „le kell ülnie” a helyére, és nem lógnia kell a tartón.
A tapasztalt kézművesek apró trükköket alkalmaznak a dübelekkel való munka során. Például, hogy a lyukak mélysége azonos legyen, maszkolószalaggal vagy színes elektromos szalaggal rögzítik a fúrót, amely segíti a navigációt. Vagy gépi olajat használnak (kidolgozás) a rúd zökkenőmentes bejutásához a horonyba - az extra ütések a fa megrepedéséhez vezethetnek. A dübelre gyakorolt erőfeszítéseket és szigorúan függőleges ütési irányt vezetés közben ellenőrizni kell.
Az igazi tűk drágák. De az értékesítésben különféle fűrészáru található, amelyből elkészíthetők. A leginkább költségvetési lehetőség egy száraz "elit" deszka, hibák nélkül, fűrészelve és a kívánt méretű rudakba vágva.
Megfelelő alternatíva a megfelelő átmérőjű kész dugványok (felmosókhoz vagy gereblyékhez) - csak el kell távolítania a csomókat, és a kívánt hosszúságú darabokra kell vágni.
Tiplik
A tiplik a tiplik analógjai. De a tiplik méretei olyanok, hogy csak néhány rönköt (koronát) tudnak rögzíteni. További lyukak fúrása mind az alsó, mind a felső rönkökben időbe telik, és bizonyos fokú pontosságot igényel. A koronák dübelekre felszerelése meglehetősen nehéz munka. Ezen okok miatt a faházak rönkből vagy faanyagból dübelre való összeszerelése nem népszerű módszer.
A gerendaház tervezési jellemzői
A faházépítés technológiáinak megvannak a sajátosságai, amelyek az építőanyag - a fa - sajátos tulajdonságaihoz kapcsolódnak. Zsugorodás, zsugorodás, külső környezetnek való kitettség - ezek a mutatók csak a fa szerkezetekben rejlenek. Ezért az építés során speciális technikákat alkalmaznak, amelyek használata nélkül az egymásra rakott rönkök nem lesznek gerendaház (a ház alapja).
Előkészített rönk a - kiegyenlítő vágás, b - holdhorony
Hosszirányú hornyok
A gerendaházat úgy kell vágni, hogy a falakban ne legyenek rések. Ehhez hosszirányú hornyok kivágása szükséges.
A horony szélessége az éghajlati viszonyoktól függ, amelyek között a lakóépület épül. A 30 °C alatti téli hőmérséklet nem szörnyű, ha szélessége meghaladja a 12 centimétert. Ha a fagy eléri a 40 fokot vagy az alatt, a horonynak 14 cm szélesnek kell lennie.
A rönk alján egy félkör alakú horony, más néven "hold", teljes hosszában ki van vágva. Mivel a rönk a tetejére kerül, az eső- és hóvíz nem tud behatolni a beavatkozási térbe.
A holdhorony sugara befolyásolja a rönkök illeszkedésének minőségét: kisebb mérete (magához a rönkhöz képest) lehetővé teszi, hogy a kapott térben szigetelőréteget helyezzen el, amelynek kiálló széleit védeni kell a nedvességtől. Abban az esetben, ha a horony átmérője megegyezik a rönk átmérőjével, a koronák között rések képződnek. A helyzet az, hogy a rönkök egyenetlen zsugorodása következtében a koronák nem ülhetnek a megfelelő helyen, így a hézag tömített. Az ilyen falak kötelező szigetelést igényelnek.
Kompenzáció csökkentése
Ez a tervezési jellemző megvédi a gerendaházban lévő rönköket a nedvesség hatására megjelenő repedések kialakulásától. A fa természetes anyag, amely nagyon érzékeny a hatására.
A kompenzációs (vagy tehermentesítési) vágásra háruló feladat a repedések számának minimalizálása, a keletkezőknek egyetlen irány megadása.
Propilt - az egyik legnehezebb műveletet - csak tapasztalt szakember végezheti. Ez szinte ékszerész munka, hiszen a vágást egy bizonyos mélységig (legfeljebb az átmérő 1/3-áig) és a rönk teljes hosszában kell elvégezni anélkül, hogy megérintené a zárakat. Ha a legkisebb hibát is elkövetik, a vágás hidegvezetővé válhat a házba.
Következtetés
Nem nehéz kiválasztani a megfelelő módszert egy rönkház készítéséhez bárból vagy rönkből, ha világos elképzelése van arról, hogy milyen házra van szüksége - télen vagy nyáron, nagy vagy kicsi. Mindenesetre, ha minden a szabályok szerint és hibák nélkül történik, akkor teljesen egyedi szerkezet lesz, mert a fa a természet igazi ajándéka!
A fa az egyik legelterjedtebb építőanyag a Földön, évszázados múltra tekint vissza. Fából házak, fürdők, templomok épülnek, elit nyaralókat, ideiglenes épületeket emelnek. A fa mindenütt jelenléte és elérhetősége növeli ennek az anyagnak a vonzerejét a fejlesztők szemében.
Portálunk már részletesen elmondta, és. Folytatjuk a megkezdett cikksorozatot.
Tehát anyagunkból megtudhatja:
- Hogyan építsünk meleg és kényelmes rönköket.
- Hogyan kell kiszámítani a szükséges falvastagságot.
- Milyen jellemzőkre kell figyelnie a horony szélességének kiválasztásakor.
- Melyek a vágás típusai.
- Mik azok az árnyalatok, amelyeket tudnia kell egy gerendaház építésének megkezdése előtt.
A gerendaház falainak vastagságának és a rönk átmérőjének kiszámítása
Meleg lesz-e egy faházban, ha a rönkök átmérője 25, 30, 35 cm vagy több.Ez az egyik fő kérdés, amit minden olyan fejlesztőnek fel kell tennie, aki kéregtelenített vagy lekerekített rönkből szeretne házat építeni. Egyetértsen azzal, hogy ésszerűtlen, ha később kiderül, hogy a falak vastagsága nem elég ahhoz, hogy kényelmesen túlélje a kemény telet. A ház szigetelése kívülről vagy belülről szintén nem lehetséges: a rönk minden esztétikája eltűnik. Marad a faház intenzív fűtése és az energiaköltségek növelése, vagy a falak megfelelő vastagságának előzetes kiszámítása a lakóhelyhez képest.
Egyik korábbi cikkünkben már részletesen leírtunk egy kőházat. Első pillantásra úgy tűnik, hogy könnyű egy gerendaház számítását elvégezni - meg kell találnia a falak szükséges normalizált hőellenállását (R) a lakóhelye szerinti régióban. Ehhez ezeket az adatokat megtaláljuk az interneten. Például, az egyszerűsített számítás érdekében(Moszkva és a moszkvai régió esetében) R = 3,0 (m² * ° С) / W.
Most meg kell találnunk egy bizonyos átmérőjű rönkből készült fal hőállóságának tényleges értékét. Ezt követően (a számítás alapján) megtudhatjuk, hogy a hőátadási ellenállás megfelel-e a szabványoknak. Ehhez használja a következő képletet:
R= d/λ, ahol:
d az anyag vastagsága;
λ - az anyag hővezető képességének együtthatója W/(m·°C).
Itt van az első buktató. A fa hővezető képességének együtthatója (λ) a következő táblázatban látható:

Amint látja, három értéket tartalmaz. Melyiket válasszuk, és mit jelentenek a „normál” és „nedves” körülmények?

Hermész-sz FORUMHOUSE felhasználó
Az anyag hővezető képességének együtthatója (beleértve a szigetelést is) nagymértékben függ a páratartalomtól. És az anyag üzemi páratartalma az éghajlati zónától és a helyiség használati módjától függ.
Például a fenyő és a lucfenyő hővezető képessége (száraz állapotban) a rostokon keresztül (egy faház hőenergiája kimegy a rönkön keresztül ) 0,09 W/(m °C). Normál üzemi körülmények között (A) és párás területen (B) történő működés közben az anyag hővezető képessége megnő, és eléri a 0,14-0,18 W/(m °C).
Ha az anyag vizes, akkor a hővezetési együtthatója nő, és a szerkezet hőellenállása csökken. Ezért, hozzávetőleges számításhoz vegyük a következő értéket: fal anyaga - fenyő, anyag hővezetési együtthatója (átlagos érték normál üzemi körülmények között) - 0,15 W/(m °C).

Leggyakrabban az anyagok és a fűtőelemek hővezető képességének együtthatóját száraz állapotban jelzik, azaz. a tényleges működési feltételektől eltérő laboratóriumi vizsgálatokból nyert. Ezt a független számítás során emlékezni kell.
Tehát kitaláltuk a fa hővezető képességének együtthatóját. Továbbra is ki kell választani a fal vastagságát, amelyre számítani kíván. És itt van a második buktató. A rönköket egymásra rakják, i.e. van egy barázda. Ezenkívül a rönk átmérőjétől (D), a megrendelő igényeitől függően változik a horony szélessége (H), és így ennek a csomópontnak a tényleges szélessége a rönk vastagságához viszonyítva. Ez az összefüggés a következő ábrán látható.

Látható, hogy a rönkök azonos átmérőjénél, a rönkök csomópontjának tervezési jellemzőitől függően, a horony szélessége változhat. Ezért lehetetlen egyszerűen behelyettesíteni a kiválasztott rönk vastagságát a fenti képletbe. Szükségünk van valami közös nevezőre, amelyet a számításokhoz használhatunk. A probléma megoldásához felhasználjuk a portálunk becenévvel rendelkező felhasználóinak tapasztalatait zaletchik.

zaletchik FORUMHOUSE felhasználó
gerendaházban szeretnék élni. A helyszínen nincs gáz, és nem is várható. Lakóhelyi régió - Moszkva régió. Ez azt jelenti, hogy a fűtési költségek csökkentésének kérdése akut. Dízel tüzelésű kazánnal fogom fűteni a házat. Ezek a bemeneti adatok arra kényszerítettek, hogy tanulmányozzam a gerendaház termofizikai tulajdonságait.

Először zaletchik a hőjellemzőket a körülzáró szerkezet vastagságának átlagértékének kiszámításával számította ki. Ez a megközelítés nem volt teljesen helyes, mert. a hőveszteséget a falvastagsággal egyenesen arányosnak tekintették. Az ötletelés és a FORUMHOUSE felhasználóival folytatott kommunikáció eredményeként zaletchik jobb számítást végzett.

A gerendaház falainak hővezető képességének helyes kiszámításához egy olyan fa rönkház vastagságát számítottam ki, amely ugyanolyan hőszigetelő tulajdonságokkal rendelkezik, mint egy bizonyos átmérőjű (D) rönkből készült rönkházé. .
A cikk keretein túlmenően a témában megtalálható számítások részleteit azonnal áttérünk a kapott együtthatókra, amelyekre a számításhoz szükségünk van.
Különböző ε értékekhez (H/D a horonyvastagság és a rönk átmérő aránya) μ megfelelő értékei (Heff*D a gerenda vastagságának és a rönk átmérőjének aránya azonos hőátadási tulajdonságokkal). Az eredményeket táblázatban foglaljuk össze.
Az érthetőség kedvéért nézzük meg a következő példát. Tegyük fel, hogy a gerendaház építésénél használt rönk átmérője 45 cm. A horony szélessége 23 cm. Innen: ε = 23/45 = 0,5. Most megtaláljuk a táblázatban a kapott ábrának megfelelő μ értékét. Ez 0,83. Ezután megtaláljuk a fából készült fal vastagságát a rönk átmérőjéhez viszonyítva, amelyek hővezető tulajdonságai megegyeznek: 0,83 * 45 = 37,4 cm. Métre átszámítva - 0,374 m.
R = d/λ, ahol:
d az anyag vastagsága;
λ - az anyag hővezető képességének együtthatója W/(m·°C). A mi változatunkban a fenyőrönk 0,15 W/(m °C).
R = 0,374/0,15 = 2,49 (m²*°С)/W
Vagy használhatja ezt a képletet:
R = μD/λ, ahol:
μ - együttható, a fenti táblázatból vettük;
D - rönk átmérő m-ben;
λ a fa hővezető képességének együtthatója.
R = 0,83 * 0,45 / 0,15 \u003d 2,49 (m² * ° C) / W

A falak hőállóságát meghatározó egyik tényező a rönk átmérője és a fa fajtája.
Korábban jeleztük, hogy Moszkva és a moszkvai régió esetében R = 3,0 (m²*°С)/W. A kapott eredmény alapján fenyőrönkből készült falak esetén R = 2,49 (m² * ° C) / W. Azok. a fal nem éri el a hőállóság szabályozott értékét. Növelheti a rönk átmérőjét, vagy választhat másik fát - cédrus fenyőt. Ennek az anyagnak a hővezetési együtthatója (a rönk átmérője és a horony szélessége változatlan marad) 0,095-0,10 W / (m ° C).
Számítást végzünk.
R = 0,83 * 0,45 / 0,10 \u003d 3,74 (m² * ° C) / W
Vagyis túllépik a tényleges hőátadási ellenállás normáját.
Meg lehet menni a másik irányba, és egy másik képlet segítségével megtudni a rönk szükséges átmérőjét az arányból: a horony szélessége a rönk átmérőjének fele.
D = Rtp*λ/0,83, ahol:
Rtp - a fal szabályozott hőellenállása;
λ a fa hővezető képességének együtthatója;
A számítást a fenyőre végezzük.
D = 3,0 * 0,15 / 0,83 \u003d 0,54 m.
Ezzel a technikával és különböző értékekkel "játszva" - megváltoztatva a rönk átmérőjét, a horony szélességét, a fát - független számítást végezhet, és kiválaszthatja a rönkház falának optimális vastagságát.

Dédnagyapám és nagyapám faházépítés, fakitermelés és famegmunkálás szakemberei voltak. Tőlük tudtam meg a rönk átmérőjének 1/2...2/3-a szükséges horonyszélességet.

Valamint a gerendafal hőhatékonyságát nemcsak a horony szélessége befolyásolja, hanem a rönk profilja is - keresztmetszete: kerek vagy ún. félhasáb, kétoldalt faragott - fegyverkocsi. Fa vágásával csökkentjük a fal hőállóságát, mert. a falban lévő rönk az egész szakaszával működik.

Természetesen az eredményeket ez az egyszerűsített számítás tájékoztató jellegű. A legtöbb hőveszteség a házban ablakokon, szellőzőrendszeren, tetőn és alapozáson keresztül történik. Azok. a meleg faház egy kiegyensúlyozott rendszer, ahol minden csomópont szorosan együttműködik és megfelel egymásnak. Nincs értelme falakat készíteni 0,4-0,5 méter átmérőjű rönkökből, és széles hornyot választani, ha a házat átrobbantják a repedéseken, de a sarkok átfagynak.
A faház jellemzői
Annak érdekében, hogy kiválaszthassa a legjobb lehetőséget egy gerendaház kivágására és ezáltal melegítésére, meg kell értenie, milyen fakivágási lehetőségek léteznek, és hogyan különböznek egymástól. Először meg kell határoznia az olyan fogalmakat, mint a vágás és a korona.

A vágás a gerendaház különféle fa részeinek összekapcsolása.

Megfelelő vágás esetén a terhelés egyenletesen oszlik el a rönkök között. Ehhez minden érintkező alkatrésznek szorosan illeszkednie kell egymáshoz. Ezenkívül ezeken a helyeken nem szabad felhalmozódnia a nedvességnek, ami idővel a fa rothadását okozhatja.
korona- Ez egy rönkház, amely négy vízszintes síkban rakott rönkből áll. A sarkokon a koronát egy bevágás köti össze. A ház építése során a koronákat egymásra rakják - falat kapnak.

Emlékeztetni kell arra, hogy a koronák száma a rönk átmérőjétől és a horony szélességétől függ, ami befolyásolja az anyagfelhasználást, és így a rönkház végső árát és hőtani tulajdonságait. Például egy 25 cm és 40 cm átmérőjű rönkből 3 méter magas fal építéséhez eltérő számú koronára lesz szükség. Ha nagyobb átmérőjű rönkből házat építünk, csökken a bevágások, zárak és beavatkozási hézagok száma. Azok. olyan helyekre, amelyeket később át lehet fújni, ami hőveszteséghez vezet.

A gerendaházhoz való rönk kiválasztásakor egyensúlyt kell találni a rönk átmérője, költsége (az anyag ára) és az ilyen rönkvel végzett munka ára között.
A kézművesek fizikailag nehezebben dolgozhatnak nagy átmérőjű rönkökkel. Szükség lehet speciális felszerelés - daru - használatára is.
Ezenkívül, amikor építőanyagként kéregezett rönköt választunk, emlékezzünk egy olyan paraméterre, mint a kúpos.
Menekülni- a farönk vastagságának különbsége a far és a teteje átmérőjének arányában. A gépi megmunkáláson át nem esett kéregtelenített rönk a lekerekített rönköktől eltérően nem lehet teljesen egyenletes. Alsó része (különösen nagy rönkhossz esetén) mindig vastagabb, mint a teteje. A fal sima kialakításához vágott ház építésekor a mesteremberek a koronák lerakásakor különböző vastagságú rönköket váltanak.

Maga a vágás általában két típusra oszlik:
- Nincs maradék (a mancsban).
- A többivel (a tálban).
Nyomtalan vágás vagy tiszta sarokban, az anyag teljes hosszának maximális kihasználásával jár.

Ilyen vágással derékszöget kapunk, ami növeli a ház hasznos területét és csökkenti a rönkök fogyasztását. De a gyakorlati tapasztalatok alapján elmondhatjuk, hogy ez a szög hajlamos a fagyásra. Ennek elkerülésére a régi időkben a „mancsba” vágott ház sarkait fejlécekkel burkolták, vagy utólag téglával bélelték ki a házat. Ez megakadályozta a sarkok fagyását és kifújását.

Vágás maradékkal- drágább, de hőtakarékosabb lehetőség is. Mivel a rönkök végei a ház sarkainál kilógnak, ez a csomó jobban védett a fújástól, zuhogó esőtől és a fagytól.

Ebből a cikkből kihagyva a különféle fakivágások sokféleségét, a három fő fakivágás fő jellemzőire fogunk összpontosítani. Ez:
- Orosz fakivágás;
- Kanadai fakivágás;
- Norvég fakivágás.
Hazánkban hagyományosan körrönkből építik a faházakat. A rönk mentén félkör alakú horony készül. A sarokzárat úgy készítjük el, hogy belevágjuk az „oblot” a tálba. Az elnevezés az „üres” szóból származik, azaz. kerek. A tál felfelé vagy lefelé helyezhető.

Ha a tál lefelé helyezkedik el (a tálat „hajtásba vágva”), akkor az ilyen csatlakozás nedvességállóbbnak tekinthető, és a rönk jobban megőrződik.

Az ilyen típusú fakivágás kiválasztásakor egy árnyalatot kell figyelembe venni.

Az orosz fakivágás fő hátránya, hogy a rönkök a szálak mentén és keresztben egyenlőtlenül száradnak ki. Ennek eredményeként a zsugorodás után a rönkök nem ülnek elég szorosan a gerendaházban.
A rönk átmérőjének csökkenésével az összekötő tálak alakja megváltozik. A tálak kinyílnak és félkör alakúakból oválissá válnak. Repedések jelennek meg. Emiatt a gerendaházat ismét be kell tömíteni. Ezenkívül a nyitott szigetelés ki van téve a kedvezőtlen légköri jelenségeknek. Vízzel telített, és a rönkök rothadni kezdhetnek.

Ez a hátrány hiányzik a finn nyelvű gerendaházból. Az elv ugyanaz, mint az orosz fakivágásnál, azzal a különbséggel, hogy ennél a változatnál a beavatkozási horony kisebb rádiuszban (ovális) készül. Így a felső rönk csak a széleken támaszkodik az alsó rönkön (alávágás).

Ennek következtében a rönkök összezsugorodásakor a beavatkozási horony szélei nem nyílnak ki, a rönkök szorosan ülnek, nincsenek repedések, a szigetelést nem befolyásolja a szél és az eső.
A fűrészüzemi termelés gazdasági hatékonysága nagymértékben függ az alapanyag felhasználás mértékétől. A termelésben alkalmazott eszközök, az optimális szállítások szerinti racionális rönkvágás, a hozzáértő vágástervezés meghatározza az erőforrások hatékony felhasználását és ennek megfelelően a magas termékminőséget.
A fűrészelt nyersanyagok vágásának főbb sémái
A rönkvágás módszerei és sémái közvetlenül függenek a termékek minőségére és méretére vonatkozó követelményektől, a nyersanyagok jellemzőitől és a használt berendezések típusától.
A rönkfűrészelés főbb módszerei
a - kacsázik; b - rúddal; b '- két rúd átvételével; b "- lapátrudak; - szektorban; in '- a szektor fűrészelése radiális deszkákba; in "- érintőleges táblákon; g - szegmens; g '- törés-szakasz; g "- gerenda-szegmens; d - kör alakú; 1 - szélezetlen táblák; 2 - szélezett táblák; 3 - sín; 4- rúd; 5 - rönkök részei szektorok formájában; 6 - rönkök részei szegmensek formájában; 7 - egyoldalas szélű táblák
rönkvágás kacsázik párhuzamos síkok mentén történő felosztásából áll egy vagy több forgácsolószerszámmal. Ez a séma lehetővé teszi, hogy szélezetlen táblákat kapjon az éves rétegekhez képest eltérő rétegelrendezéssel. A módszer racionális 18 cm átmérőjű rönkök vágásakor és törzsgörbületű fűrészrönkök esetén (leggyakrabban nyírfa alapanyagok vágásakor alkalmazzák, amelyek 70%-ban egyszerű vagy összetett görbületűek).
A véletlenszerű vágás után kapott szélezetlen táblákat szélezett táblákká dolgozzák fel, vagy szélezetlen formában vágják át nyersdarabokra.
Abban az esetben, ha a késztermékek túlnyomó mennyiségének meghatározott keresztmetszeti méretekkel kell rendelkeznie, a vágási módszert kell alkalmazni. bárral. Ezt a sémát nagy átmérőjű rönkök vágására is használják általános célú fűrészáru előállítása során.
A rúddal történő fűrészelés többfűrészes berendezésen két menetben történik. Ugyanakkor az első szakaszban kerekfából rudakat nyernek, amelyek vastagsága megegyezik a kívánt deszka szélességével. Ezután ezeket a rudakat a szükséges vastagságú táblákra osztják.
Nagy méretű gerincek vágására használják szegmens és szektor mód. Meg kell jegyezni, hogy ezek a rendszerek specifikusak, és speciális termelési típusokban használatosak tangenciális és radiális fűrészáru előállítására.
A nagy rönkök és a belső rothadásos rönkök egyedi vágását végzik körkörös módon.
Kerekfa feldolgozása marással
A fűrészelt nyersanyagok metszetének marással történő kialakítása ennek a módszernek a fűrészeléssel történő kombinálásával történik. Ebben az esetben három fő vágási sémát használnak:
- kétélű nyaláb beszerzése az első csomópontnál;
- szélezetlen deszkák és kétélű faanyag beszerzése a fejgépen;
- a szélezett fűrészáru keresztmetszeti méreteinek megfelelő méretű profilozott gerenda előállítása deszkák kialakításával egy berendezésen.
A kétélű fűrészáru félkész termék, szélezett fűrészáru további előállításához a fa deszkákra osztásával.

A rönkök marással történő vágásának fő módszerei
a - kétélű gerenda előállítása a fejgépen; b - kétélű gerenda és szélezetlen táblák beszerzése; c - profilrúd megszerzése; g - hosszú szélű fűrészáru beszerzése; e - különböző hosszúságú szélezett fűrészáru beszerzése; e - különböző hosszúságú és szélességű szélezett fűrészáru beszerzése; 1 - fűrészáru zóna; 2 - szélezett fűrészáru; 3 - göndör fa; 4 - kétélű fa; 5- szélezetlen fűrészáru
A körfa fűrészelésének beállítási koncepciója
A készlet fűrészekből, szorítóelemekből és fűrészközi távtartókból álló készlet egy fűrészkeretbe szerelve meghatározott vastagsági paraméterekkel rendelkező fűrészanyagok előállításához.
Vagyis a szállítás olyan terv-séma, amely az egységes minőségű és méretű fűrészüzemi alapanyagok (rönkök) meghatározott paraméterű és minőségű termékekké történő darabolására szolgál.
Kacsás fűrészelésnél a beállítást egy digitális sorozat valósítja meg, amely a fűrészelt deszkák vastagságát milliméterben mutatja:
19-19-32-32-19-19.
Ez a számsor azt jelenti, hogy a rönk középső részéből két 32 mm vastag deszkát, az oldalsó részekből pedig négy 19 mm vastag deszkát vágunk le.
Például egy rúddal való szakításkor a beállítás két számsorba van írva, rönk (első menet) és rúd (második menet) fűrészeléséhez:
19-19-150-19-19 (első menet);
19-32-40-40-32-19 (második menet).
Az előző példához hasonlóan ezek a számok azt jelentik, hogy az első sor fejgépén, amelyen a rönk van fűrészelve, egy 150 mm vastag gerenda és ennek megfelelően négy élezetlen, egyenként 19 mm-es deszka (kettő mindkét oldalon), és a második sorok gépén a kapott faanyagot 40, 32 és 19 mm vastagságú deszkákra fűrészeljük.
Egyfűrészes gépeken történő rönkfűrészeléskor a beállítás határozza meg a vágás sorrendjét.
Szállítások összeállítása
A készlet elkészítése lényegében a táblák vastagság szempontjából optimális méreteinek és arányainak meghatározását jelenti, biztosítva a rönk keresztmetszeti átmérőjének ésszerű kihasználását.
A szállítmány összeállításának alapszabályai:
- postavy legyen szimmetrikus;
- egy készletben nem lehetnek 5 mm-nél kisebb vastagságú táblák;
- kezdje el a készlet összeállítását a legnagyobb keresztmetszetű fűrészáruval;
- a táblák vastagságának méretei csökkenjenek a rönk tengelyétől a kerület felé;
- ne biztosítson kettőnél több vékony (16, 19 mm-es) deszka kifűrészelését a készlet szélén, amikor nyersanyagot vág a fűrészüzem keretein;
- válassza ki a fa magasságát az első menetben a specifikációban szereplő vezető táblák szélessége szerint, a táblák vastagságának méretei szerint;
- a fa homlokzata, a második menetben fűrészelve, egyenlő vastagságú deszkákba fűrészelve;
- a fűrészáru szállításának összeállításakor a specifikációk megadása nélkül használjon táblázatos vagy grafikus módszereket;
- a rúddal végzett fűrészelés során határozza meg a rúd vastagságát a rönk felső átmérőjének (0,06-0,08) arányából - d;
- a beállítás nem haladhatja meg a rönk átmérőjének maximális lefedettségének értékét;
- szerint határozza meg a központi táblák legkisebb vastagságát ezt a táblázatot:

A feladatok elkészítésének grafikus módszere
Lehetőség van racionális szállítás összeállítására a GOST-okkal összhangban konkrét keresztmetszeti méretek megadása nélkül (specifikációs feladatok nélkül) - speciális grafikonok segítségével.

Példa a fűrészáru határvastagságának grafikonjának használatára a P.P. szerint. Aksenov
Az abszcissza tengelyen a határvastagságok meghatározásához a készlet tengelye és a kívánt tábla készlet lapjának belső része közötti távolságot ábrázoljuk. Ezután addig rajzolunk egy függőlegest, amíg az egy adott átmérőnek megfelelő ferde vonallal nem metszi, és a kapott metszéspontot levesszük a koordináta tengelyére.

Az optimális fűrészáru vastagságának grafikonja G.G. szerint. Titkov
Annak érdekében, hogy a kimenő rönkökből nagy százalékban faanyagot állítsanak elő, számos különböző technológiát alkalmaznak, beleértve bizonyos műveleti ciklusokat. A körfa fűrészelési ideje és a folyamat munkaintenzitása a választott feldolgozási módtól, a munkavégzés helyétől és az évszaktól függően változik. Így egyes vállalkozások a fakitermelési hely közelében építenek üzleteket a nyersanyagok elsődleges feldolgozására, és ezen spórolnak.
Nemcsak a törzseket, hanem a nagy ágakat is feldolgozzák. A kerekfát méret és kéreg szerint válogatják. A válogatáson át nem esett csomagtartókat a jövőben durva munkákra (állványok gyártása stb.) használják. A nyersanyagok beszállítótól történő átvételekor nemcsak a térfogatot kell ellenőrizni, hanem a sérülések, rothadás, csomók jelenlétét is - az ilyen anyagok nem felelnek meg a műszaki előírásoknak. A fahibák csökkentik a késztermékek százalékos arányát a kimeneten, és a csomók károsíthatják a berendezést.
Fűrészelés előtt a törzseket gyakran kéregtelenítik (a kéreg eltávolítása speciális gépen) - ez a folyamat nem kötelező, de gazdaságosnak tekinthető:
- a kéregben ragadt kavicsok és homok hiánya miatt a fűrészt megóvják az idő előtti kopástól;
- javítja a forgácsanyag minőségét;
- egyes vállalkozások nem fogadnak el kéregtelen rönkből készült táblákat feldolgozásra;
- csökken az eredmények hibája az erdő elektronika segítségével történő rendezésekor.

Favágás fajtái

Először is el kell döntenie a vágás típusát - több van belőlük. Tangenciális - a vágás érintőlegesen halad a növekedési gyűrűkhöz, a felületet gyűrűk, ívek formájú mintákkal kapják. Az így kapott táblák olcsóbbak, de nagy százalékban zsugorodnak és duzzadnak.
Radiális - vágás a sugár mentén, merőleges a növekedési gyűrűkre, a minta egyenletes, a tábla kimenete kicsi, de kiváló minőségű és nagyobb szilárdságú.
Rusztikus - bármilyen szögben kivitelezve, láthatóak a hibák, csomók, szijács stb.
Vágási módszerek
Minden konkrét esetben kiválasztják a vágási módszert.
Vrazval - a leggazdaságosabb, szinte nincs hulladék, a kész fa nagy százaléka. A kimenet szélezetlen táblák és két födém.
Rúddal - először kapnak egy kétélű rudat, szélezetlen deszkákat, két lapot. Ezután a gerendát a fűrészre merőlegesen lefűrészeljük, szélezett táblákra vágjuk, két szélezetlen táblát és két lapot kapunk a szélek mentén.

Szektor - először a rönköt 4-8 szektorra fűrészeljük, majd mindegyiket radiális vagy érintőleges anyagokba fűrészeljük. Néha több szélezetlen deszkát fűrészelnek a közepén.
Osztott szegmens - ilyen vágással a törzs közepén két vagy több szélezetlen deszkát vágunk, az oldalsó szegmensekből pedig szélezett egyoldalas deszkákat vágunk.
Gerendaszegmens - hasonlóan a törőszegmenshez, csak a rönk közepébe vágnak egy kétélű gerendát, amelyet azután szélezett deszkákba fűrészelnek. A fűrészáru hozama magas.
Kör alakú - egy vagy több szélezetlen deszka lefűrészelése után a rönk 90 0-t elfordul és a következő táblákat lefűrészeljük. Ezt a módszert akkor alkalmazzák, ha egy nagy rönk közepén szívrothadás van hatással. Segítségével az egészséges fát elválasztják a rossz minőségű fától.
Aggregátum - marószerszámok és körfűrészek, valamint kiváló minőségű fűrészáru használatával technológiai forgácsot kapnak a kimeneten (lemezek és lécek helyett). Az erdő ilyen komplex feldolgozása lehetővé teszi a nyersanyagok és a munkaerőköltségek ésszerű felhasználását. Kiderül, hogy a kész fűrészáru hulladékmentes gyártása.
Szükséges eszköz

Az eszközök kiválasztása a tervezett késztermék mennyiségétől, minőségétől és a termékek méretétől függ. Leggyakrabban a vágást körfűrésszel végzik. A gyártás bizonyos szakaszaiban speciális gépek használata szükséges.
A körfűrész bármilyen irányba precíz vágást végez, tökéletesen megbirkózik bármilyen méretű rönkvel, alkalmas professzionális és otthoni használatra.
Otthoni használatra használják, ha kis mennyiségű fűrészárut kell elkészíteni. Láncfűrésszel könnyebb nehezebb munkát végezni, mint drága felszerelést vásárolni. Csak egy speciális fúvókára, a törzs rögzítésére és a vágásvezetőkre lesz szüksége.
Kéregeltávolító gépek. Meglehetősen drágák, de rendszeres használat mellett egy olyan vállalkozásban, ahol nagy mennyiségű munkát végeznek, gyorsan megtérülnek. Használatuk nem szükséges, de kívánatos, mert a gyártási folyamatban számos gazdasági előny és kényelem érhető el ezzel.
És szüksége lesz még:
- Lemezgép - szélezetlen anyagok kinyerésére az erdőből a kijáratnál.
- A szalagfűrészüzem kiváló minőségű fűrészárut és alacsony hulladékszázalékot termel.
- Keretes fűrésztelep - nem igényel alapozást, közvetlenül a fakitermelésre telepíthető.
- Az univerzális gépek még gyenge minőségű fából is képesek kiváló minőségű anyagot előállítani.




Az ultraprecíz és kiváló minőségű termékek beszerzése érdekében a tömegtermeléssel foglalkozó vállalkozásoknál modern berendezések teljes komplexumait telepítik, és bármilyen bonyolultságú fakivágást végeznek.
Fűrészelés technológiai térképe
A kész fűrészáru rönkből való megszerzésének optimális százalékos arányának kiszámításához az erdő fűrészelésének térképét készítik. Ezeket a számításokat önállóan vagy speciális számítógépes program segítségével lehet elvégezni. Ilyen információk továbbra is a szokásos címtárban szerezhetők be, amely a fűrésziparra vonatkozó információkat tartalmaz.
A vágási térkép lehetővé teszi annak meghatározását, hogy hány késztermék lesz a kimeneten, és a hulladék hány százaléka kerül újrahasznosításra. Ezen adatok alapján meghatározhatja a gyártás végső költségét. Az eredmény nagyban függhet az erdő típusától. Van néhány intézkedés a fűrészáru hozamának növelésére.
A kibocsátott fűrészáru százalékos aránya felhasználásra kész, felhasználható fa. Hulladék - alapanyagok MDF, forgácslap, farostlemez gyártásához. Ezek a mennyiségek a fa átmérőjétől, a gyártott tömörfa termékek típusától és a fűrészelési lehetőségtől függenek.
Kerek faanyag százalékos aránya
Minden fafeldolgozó vállalkozásnál fontos minden köbméter faanyag, a drága természetes alapanyag, pontos számlálása. A köbméter kerekfát többféleképpen számítják ki.

Szállítási mennyiség szerint. Minden szállítási módhoz kiszámolják és megállapítják az erdő saját köbtartalmát. Például egy kocsiban 70,5 köbméter körfa fér el. Akkor három vagonban 22,5 köbméter lesz. Ez a számolási mód felgyorsítja az alapanyagok átvételét, ez különösen fontos nagy mennyiségű beérkező rakomány esetén. Ugyanakkor az ilyen módon végzett számítások eredményeiben nagy hiba van.
Egy törzs térfogatának kiszámítása. Ha a teljes fakitermelés azonos méretű faanyagból áll, akkor egy térfogatának megszámlálásával mindet megszámolhatja, és megszorozhatja egy térfogatával. Ez a módszer pontosabb, de sok időt és több munkavállaló bevonását igényli az áruk átvételéhez.
Automatizált rendszerek mérőkeretekkel. Ezek a mérések nagyobb százalékos pontosságot adnak, mint az emberek által végzett mérések. Amikor a rönkök áthaladnak a mérőkereten, figyelembe veszik a törzs összes vastagodását és görbületét, sőt a csomókat is. Ebben az esetben azonnal rendezheti a törzseket.
Számítási módszer a térfogat szorzóval. A köteg magasságát, szélességét és hosszát meg kell mérni, és meg kell szorozni egy tényezővel. Ez a számítás gyors, de alacsony százalékos pontossággal. Akkor használják, ha sürgősen meg kell határozni a köbméterek számát.

A végső hozamszázalék függése a fűrészelési technológiától
A kész fűrészáru hozamának növelése érdekében magát a fűrészelési folyamatot optimalizálni kell. Ez különösen igaz, ha olyan munkadarabokkal dolgozik, amelyek görbülettel, sérülésekkel vagy egyéb hibákkal rendelkeznek:

- Először is csak kiváló minőségű fát kell kiválasztania és gyártásba helyeznie.
- Ezután válassza ki a fatörzseket, amelyek végén sérült (rothadás, repedések), és vágja le ezeket a helyeket.
- A rothadt maggal rendelkező törzsrésznél el kell távolítani, és a maradék fát fűrészáruvá kell vágni. Rövidebbek lesznek, de jobb minőségűek.
- És a jó minőségű tábla megszerzéséhez is alkalmas a körkörös vágási módszer.
- Nagyobb hozamszázalék nagy átmérőjű fa fűrészelésekor.
A kibocsátás függ a rönk minőségétől, a fa fajtájától, a használt berendezésektől is. Az új, kiváló minőségű, jól hangolt berendezések lehetővé teszik a törzsek szinte veszteség nélküli feldolgozását.
Az erdővágás hatékonysága növelhető, ha előzetesen speciális intézkedéseket tesznek. Ehhez digitális programok segítségével pontos számításokat kell végezni. Ha ez manuálisan történik, akkor a házasság aránya a kimenetben nagyobb lesz. Előzetesen figyelembe kell venni, hogy a fűrészáru nagyobb százaléka tűlevelű erdőkből származik. Mert törzsük egyenletes, nagy, kevésbé hajlamos a bomlásra, ezért szinte házasság nélkül. Lombhullatóból nagy mennyiséget gyakran kidobnak.
A fa ésszerű felhasználásához jobb, ha rövid rönköket veszünk. De a hazai gyártásban általában 4 m vagy annál hosszabb törzseket vesznek fűrészelésre. Görbületük miatt a kimenet a házasság nagy százaléka.
Azt is ajánljuk
 Kapcsolt tápegység: javítás és finomítás
Kapcsolt tápegység: javítás és finomítás
 A fény távirányítója
A fény távirányítója
 Úszásoktatás óvodás korú gyermekek számára
Úszásoktatás óvodás korú gyermekek számára
 Megjegyzések a mesternek - otthoni háztartási riasztók
Megjegyzések a mesternek - otthoni háztartási riasztók
 Órapropeller az Atmega8-on
Órapropeller az Atmega8-on
 Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök
Példák az eszközre és a relé alkalmazására, hogyan válasszuk ki és helyesen csatlakoztassuk a relét Mikrokontroller és relé egyszerű kapcsolóáramkörök