Conduite d'eau et de gaz GOST 3662 75. Conduites d'eau et de gaz en acier
Les supports de tuyauterie sont utilisés pour maintenir les éléments des réseaux de troncs. Ils sont posés lors de l'installation des canalisations. Ils sont fabriqués en acier de différentes caractéristiques de résistance et de résistance à la corrosion.
Les prix de soutien des pipelines s'additionnent
- puits
- Trappes en fonte
- Escaliers pour puits
- Accessoires pour puits
- Plaques de base pour regards
- arrivées d'eau de pluie
- Coques et plaques d'égout en fonte
- Tapis à gaz et accessoires
- Dispositifs de verrouillage pour trappes
- Autre biens
- Trappes et accessoires en fonte ductile
- Consoles en fonte de câble
- Les puits sont des structures conçues pour le nettoyage, le contrôle, les tests des systèmes d'égouts et de drainage externes. La fonction principale de ces installations spéciales est la collecte et l'accumulation des eaux usées, des eaux de pluie, etc. Le fond de ces puits est équipé de divers plateaux et rainures pour diriger les drains. Grâce à ces puits, une migration sans entrave de l'eau dans ceux-ci est assurée. Le rôle des puits d'égout dans l'exécution des travaux de réparation et d'entretien, tels que le rinçage et le nettoyage de l'ensemble du système, est très important. Selon les fonctions exercées, les puits peuvent être les suivants : stockage, inspection, filtrage, différentiel, rotatif.
- Isolation
- laine de roche
- Paroc
- tuyau chaud
- K-flex
- Énergoflex
- Izolin
- Actuellement, il existe un grand nombre de conduites adaptées aux bâtiments résidentiels, industriels, administratifs, elles fournissent de la chaleur, de l'eau, du gaz, et il existe également des gazoducs principaux avec des produits pétroliers. Tous nécessitent une protection fiable - isolation thermique, étanchéité, protection contre les influences environnementales nocives, etc. Pourquoi est-ce? Afin de prolonger la durée de vie et la qualité de service de divers pipelines, sans lesquels une vie complète est impossible aujourd'hui. Cette section présente l'isolation, qui sert de protection fiable pour le pipeline et est fabriquée dans une production moderne.
- Grues
- Danfoss
- Broen Ballomax
- Les robinets servent de dispositif pour réguler le débit de divers fluides de travail dans le système de canalisation, à tout moment ils peuvent être ouverts ou fermés ou la pression du fluide fourni peut être ajustée, ce qui est très pratique. Cette conception est assez facile à utiliser et assure une longue durée de vie, car. Le risque de casse est très faible et minime. Les grues sont différentes dans leur conception, en apparence. Utilisé dans divers systèmes. En raison de sa simplicité de conception, de sa fiabilité de fonctionnement et de sa durabilité, ce dispositif de verrouillage est très populaire et est utilisé dans de nombreuses industries - approvisionnement en eau, chauffage, approvisionnement en gaz, etc.
- Pompes
- Grundfos
- Une pompe est un appareil qui déplace des gaz ou des liquides. Dans ces conditions modernes, la vie sans équipement de pompage est tout simplement impossible à imaginer, ce qui est confirmé par le fait que 20% de l'électricité mondiale est utilisée pour faire fonctionner les équipements de pompage. Les pompes sont divisées en pompes domestiques et industrielles, en fonction du domaine d'application. Les pompes domestiques sont utilisées dans les systèmes de chauffage, d'assainissement et d'approvisionnement en eau, tandis que les pompes industrielles sont utilisées dans les systèmes de refroidissement, l'approvisionnement en eau industrielle, le traitement de l'eau, l'approvisionnement et le pompage de liquides fournis sous haute pression.
- Zilmet
- réflexe
- Cette section présente les réservoirs à membrane d'expansion, qui servent de réservoir pour les pompes et les accumulateurs. Lorsque vous choisissez un réservoir pour un système de chauffage, vous devez faire attention au matériau de la membrane, qui doit être durable et ne pas s'effondrer lorsqu'il est exposé à des fluides agressifs et à des températures élevées. Une attention particulière doit être portée aux conditions de travail et à l'objectif principal du vase d'expansion dans le système. Les produits présentés dans cette section sont certifiés par les entreprises les plus performantes spécialisées dans la production de ces produits.
- Raccord
- contre-écrous
- Accouplements
- Coudes
- Transitions
- Fils
- Disques
- brides
- Talons
- Tés
- Bochata
- Pièces soudées de pipelines
- Les raccords de tuyauterie en acier et en fonte sont utilisés pour les connexions filetées des autoroutes et des appareils depuis le début de l'utilisation d'un tuyau métallique pour déplacer le milieu de travail, par conséquent, même à notre époque, il est d'autant plus difficile de surestimer l'importance de Ces éléments de connexion Les tuyaux et les raccords ont toujours été la base de toute canalisation, par conséquent, avec le développement des technologies et des types de raccords en acier et en fonte développés par le progrès technique. Le prix de fabrication d'un raccord dépend des matériaux utilisés, de leur poids et de leur destination. Un raccord en fonte est fabriqué par coulée et installé pour les branchements, les virages, les transitions de tuyaux à un diamètre différent, en particulier dans les cas où un démontage périodique des connexions est nécessaire. Le raccord en acier agit davantage comme un connecteur fileté soudé, ainsi que des raccords et des contre-écrous sur les éperons, et est produit principalement à partir d'une billette de tuyau sur des tours. La plupart des dispositifs hydrauliques tels que les réchauffeurs, les filtres, les distributeurs, les dispositifs automatiques et de contrôle, etc. il est impossible de fabriquer et de se connecter à la canalisation sans l'utilisation d'un raccord en acier et en fonte.
- Tuyaux en fonte (Free Sokol)
- Raccords en fonte
- Dans le catalogue de nos produits, il existe des styles et des tuyaux en fonte VChShG - douille et sol en fonte nodulaire à haute résistance d'un diamètre nominal de 80, 100, 125, 150, 200, 250, 300, 350, 400, 500, 600, 700, 800, 900, 1000 millimètres. Les tuyaux en fonte ductile sont fabriqués à 6 mètres de long, sous un anneau en caoutchouc d'étanchéité, avec un revêtement externe et interne conforme aux normes GOST R ISO 2531, EN 545. Tuyaux à emboîtement avec des types de raccordements tels que: TYTON, TYTON égouts et RVS (RJ) sont en vente Tyton (Tyton) - raccord à douille pour une bague d'étanchéité avec une pression de service de 3,0 à 6,4 MPa; RVS (RJ) - une connexion à douille et à verrouillage pour une bague d'étanchéité en caoutchouc avec une pression de service de 2,5-8,8 MPa; Fonte ductile à graphite nodulaire - la fonte ductile présente des différences par rapport à la fonte grise à graphite lamellaire, telles qu'une résistance plus élevée, proche des propriétés de l'acier doux, et une résistance plus élevée à la fissuration. Pour obtenir de telles propriétés, la fonte ductile a été obtenue en modifiant la fonte liquide avec du magnésium et divers additifs. En conséquence, un métal a été obtenu dans lequel le graphite se présente sous forme de billes, ce qui permet d'augmenter la plasticité et la résistance des tuyaux et des styles.
Articles Liés:
Les conduites d'eau et de gaz appartiennent à la classe des conduites en acier à usage spécial. Distinguer les produits selon la méthode de fabrication. Les dimensions et les rapports sont déterminés par les normes GOST. De plus, en fonction des besoins des clients, ils déterminent des tuyaux avec ou sans filetage.
Les produits en acier soudés selon GOST 3262-75 sont:
- non galvanisé;
- galvanisé;
- fileté (coupé ou moleté);
- sans sculpture.
Caractéristiques techniques des conduites de gaz en acier
Les produits de conduites d'eau et de gaz (VGP) sont utilisés dans la construction de bâtiments industriels, de maisons résidentielles à plusieurs appartements et privées, d'immeubles de bureaux, d'établissements d'enseignement et d'autres installations.
Les tuyaux VGP sont utilisés :
- approvisionnement en eau froide;
- système de chauffage;
- gazoduc
Les produits soudés en acier sont coupés en longueur entre 4 et 12 m.Le métrage des tuyaux selon GOST peut être:
- longueur aléatoire (4-12 m);
- longueur mesurée (4-8 m ou 8-12 m).
Les conduites d'eau et de gaz sont conditionnellement divisées en groupes en fonction des paramètres de paroi:
- poumons;
- renforcé;
- ordinaire.
Conduits de lumière
Le rapport entre les dimensions et le poids des produits est différent en fonction du diamètre, de l'épaisseur de la paroi, de la qualité de l'acier, de la méthode de traitement du matériau (galvanisé, non galvanisé).
| Passage nominal dø (mm) | Épaisseur côté/paroi - S (mm) | Diamètre extérieur - dH (mm) | Poids (1 m en kg) | Nombre de mètres par tonne Nt |
| 6 | 1,8 | 10,2 | 0,37 | 2682 |
| 8 | 2,0 | 13,5 | 0,57 | 1763 |
| 10 | 2,0 | 17,0 | 0,74 | 1352 |
| 15 | 2,35 | 21,3 | 1,10 | 910,5 |
| 15 | 2,5 | 21,3 | 1,16 | 862,7 |
| 20 | 2,35 | 26,8 | 1,42 | 705,7 |
| 20 | 2,5 | 26,8 | 1,50 | 667,5 |
| 25 | 2,8 | 33,5 | 2,12 | 471,7 |
| 32 | 2,8 | 42,3 | 2,73 | 366,6 |
| 40 | 3,0 | 48,0 | 3,33 | 300,4 |
| 50 | 3,0 | 60,0 | 4,22 | 237,1 |
| 65 | 3,2 | 75,5 | 5,71 | 175,3 |
| 80 | 3,5 | 88,5 | 7,34 | 136,3 |
| 90 | 3,5 | 101,3 | 8,44 | 118,5 |
| 100 | 4,0 | 114,0 | 10,85 | 92,16 |
| 125 | 4,0 | 140,0 | 13,42 | 74,54 |
| 150 | 4,0 | 165,0 | 15,88 | 62,96 |

Tuyaux ordinaires
| du (mm) | S(mm) | dH (mm) | Poids (1 m en kg) | NT |
| 6 | 2,0 | 10,2 | 0,40 | 2473 |
| 8 | 2,2 | 13,5 | 0,61 | 1631 |
| 10 | 2,2 | 17,0 | 0,80 | 1245 |
| 15 | - | 21,3 | - | - |
| 15 | 2,8 | 21,3 | 1,28 | 782 |
| 20 | - | 26,8 | - | - |
| 20 | 2,8 | 26,8 | 1,66 | 603,4 |
| 25 | 3,2 | 33,5 | 2,39 | 418,2 |
| 32 | 3,2 | 42,3 | 3,09 | 324,1 |
| 40 | 3,5 | 48,0 | 3,84 | 260,4 |
| 50 | 3,5 | 60,0 | 4,88 | 205,1 |
| 65 | 4,0 | 75,5 | 7,05 | 141,8 |
| 80 | 4,0 | 88,5 | 8,34 | 120,0 |
| 90 | 4,0 | 101,3 | 9,60 | 104,2 |
| 100 | 4,5 | 114,0 | 12,15 | 82,29 |
| 125 | 4,5 | 140,0 | 15,04 | 66,50 |
| 150 | 4,5 | 165,0 | 17,81 | 56,14 |
tuyaux renforcés
Les tuyaux renforcés se distinguent par une épaisseur de paroi accrue et, par conséquent, un poids supérieur de 1 mètre courant. Ces produits sont utilisés pour l'approvisionnement en eau et le transport de gaz sous haute pression.
| 6 | 2,5 | 10,2 | 0,47 | 2106 |
| 8 | 2,8 | 13,5 | 0,74 | 1353 |
| 10 | 2,8 | 17,0 | 0,98 | 1020 |
| 15 | - | 21,3 | - | - |
| 15 | 3,2 | 21,3 | 1,43 | 700,1 |
| 20 | - | 26,8 | - | - |
| 20 | 3,2 | 26,8 | 1,86 | 536,9 |
| 25 | 4,0 | 33,5 | 2,91 | 343,6 |
| 32 | 4,0 | 42,3 | 3,78 | 264,7 |
| 40 | 4,0 | 48,0 | 4,34 | 230,4 |
| 50 | 4,5 | 60,0 | 6,16 | 162,4 |
| 65 | 4,5 | 75,5 | 7,88 | 126,9 |
| 80 | 4,5 | 88,5 | 9,32 | 107,3 |
| 90 | 4,5 | 101,3 | 10,74 | 93,03 |
| 100 | 5,0 | 114,0 | 13,44 | 74,41 |
| 125 | 5,5 | 140,0 | 18,24 | 54,81 |
| 150 | 5,5 | 165,0 | 21,63 | 46,22 |
Tubes filetés
Les tubes en acier sont fabriqués par les usines selon la commande du client. Par conséquent, les dimensions : longueur, diamètre, épaisseur de paroi, conception, peuvent être différentes. Les tubes filetés sont très demandés. Les produits se distinguent par un prix élevé, mais en revanche, ils sont adaptés pour une installation simple sans soudure.
Le thread est déterminé par la méthode d'exécution :
- La méthode de moletage est la méthode la plus fiable, dans laquelle le respect des normes est pris en compte dans les moindres détails. Tolérances : 10 % de réduction du diamètre intérieur.
- Filetage extérieur sur le produit.
Le fil est fourni à la fois long et court. Les exigences suivantes s'y appliquent (tableau 5).
| du (mm) | Taille d'emballement (mm) | Nombre de fils par passe | |
|---|---|---|---|
| court | long | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 9,0 | 14 | 14 |
| 20 | 10,5 | 16 | 14 |
| 25 | 11,0 | 18 | 11 |
| 32 | 13,0 | 20 | 11 |
| 40 | 15,0 | 22 | 11 |
| 50 | 17,0 | 24 | 11 |
| 65 | 19,5 | 27 | 11 |
| 80 | 20,0 | 30 | 11 |
| 90 | 26,0 | 33 | 11 |
| 100 | 30,0 | 36 | 11 |
| 125 | 33,0 | 38 | 11 |
| 150 | 36,0 | 42 | - |
Notez que les types de tuyaux répertoriés (renforcés, légers, ordinaires) après galvanisation deviennent 3% plus lourds que les produits en métaux ferreux. Mais le paramètre d'écart de masse limite ne doit pas dépasser plus de 8% (pour un lot - 10%) selon GOST.
Exigences techniques pour les conduites d'eau et de gaz en acier
Les conduites de gaz sont fabriquées exclusivement conformément aux normes ci-dessus. Les matériaux utilisés pour les produits sont établis par GOST 380 et 1050. Cet acier exclut les impuretés mécaniques et chimiques. Les exigences pour les conduites de gaz en acier sont caractérisées selon les principes suivants : soudés, filetés, galvanisés, noirs.

Tuyaux en acier soudés
Exigences et tolérances selon GOST pour les tubes en acier soudés :
- Aux endroits des coutures - une diminution à 0,5 mm de diamètre. Uniquement lorsque le produit est fabriqué par soudage au four. Et si dans ces endroits il y a un léger compactage le long du diamètre intérieur - jusqu'à 1 mm.
- Les extrémités des produits qui doivent être soudés avec une épaisseur de paroi de 5 mm ou plus sont chanfreinées avec un angle de 35 à 40 degrés vers l'extrémité. L'anneau d'extrémité doit correspondre à une largeur (volume) de 1-3 mm.
- Les tuyaux avec un diamètre de 20 mm à la surface de la paroi intérieure doivent avoir une bavure sous une forme aplatie ou coupée. La hauteur de cette bavure n'est pas supérieure à 0,5 mm. Avec les mêmes conditions, mais avec les paramètres d'un tuyau d'eau et de gaz avec un passage de 15 mm et y compris la production avec la méthode de réduction à chaud - l'épaississement n'est pas supérieur à 0,5 mm.
Tubes en acier filetés
Tolérances et exigences pour les produits filetés en acier :
- Le filetage des conduites d'eau et de gaz est établi par GOST 6357 (classe B). Doit être exempt de bavures ou de taches déchirées.
- La noirceur est autorisée au niveau des coutures uniquement dans la zone filetée avec les paramètres suivants: réduction de la hauteur du fil par rapport à la norme principale - pas plus de 15%.
- La longueur du filetage peut être réduite jusqu'à 15 % (sans coulure), sur demande jusqu'à 10 %.
Tubes en acier galvanisé
Exigences pour les tuyaux en acier galvanisé :
- Si les conduites de gaz sont fabriquées avec un revêtement de zinc, l'épaisseur de la couche doit être de 30 microns (pas moins). Mais le revêtement peut être absent sur les fils et les extrémités du produit.
- La surface galvanisée ne doit pas présenter de bulles, de délaminations du matériau de base et d'inclusions diverses (oxydes, mélanges, zinc dur).
- La couverture doit être continue.
- De rares imprécisions sous forme de taches de flux ou de traces de capture en surface sont autorisées.
- Autoriser la correction (réapplication) des zones non galvanisées conformément à GOST 9307. En général, pas plus de 0,5% de la surface totale.
Produits en acier non galvanisé (noir)
Exigences pour les tuyaux en acier non galvanisé :
- Les raccords sont fabriqués selon la norme GOST : 8944, 8954, 8965 et 8966.
- Les fissures, les couchers de soleil, les gonflements ou un film à la surface du produit sont exclus.
- Les défauts mineurs sont autorisés : traces de nettoyage, couches de tartre, bosses, aléas, rousseurs. Mais seulement s'ils n'augmentent pas le volume du mur, dépassent la norme minimale et n'interfèrent pas avec la visualisation.
- Les extrémités des tuyaux VGP sont coupées à angle droit. La taille du biseau ne dépasse pas deux degrés et les bavures ne dépassent pas 0,5 mm.
La résistance des gazoducs est vérifiée selon les indicateurs suivants:
- Maintien de la pression hydraulique :
- pour VGP des poumons et ordinaire : 2,4 MPa (25 kgf/cm2) ;
- pour VGP amélioré : 3,1 MPa (32 kgf/cm2) ;
- pour les produits en commande spéciale : 4,9 MPa (50 kgf/cm2).
- Essai de flexion des produits de gazoduc avec différents passages conditionnels (dy):
- dy jusqu'à 40 mm - le rayon du diamètre de surface est de 2,5;
- dy jusqu'à 50 mm - rayon de diamètre de surface 3,5.
- Expertise distribution :
- dy 15 - 50 mm : pas moins de 7 % ;
- dy à partir de 65 mm : pas moins de 4 %.

Marquage des conduites d'eau et de gaz en acier
Le marquage conventionnel d'un tuyau en acier comprend des informations sur les dimensions, la qualité du matériau, la méthode de traitement et de fabrication. À la fin de la désignation, le numéro GOST est ajouté, selon lequel le produit est fabriqué.
Principes de marquage des tubes VGP :
- "20x2.8 GOST 3262-75" (ci-après sans spécifier GOST et numéro). Déchiffrer la désignation :
- tuyau ordinaire non galvanisé;
- épaisseur de paroi - 2,8 mm;
- longueur - non mesurée ;
- dy - 20 mm (réussite conditionnelle);
- sans filetage/raccord.
- "M-20x2.8". Déchiffrer la désignation :
- ordinaire non galvanisé;
- épaisseur de paroi - 2,8 mm;
- fil manquant ;
- longueur - non mesurée ;
- dy - 20 mm;
- avec embrayage.
- "R-20x2.8-5000". Déchiffrer la désignation :
- ordinaire non galvanisé;
- épaisseur de paroi - 2,8 mm;
- la sculpture est présente;
- longueur - mesurée (5 m);
- dy - 20 mm;
- sans embrayage.
- "Ts-R-20x2.8". Déchiffrer la désignation :
- galvanisé ordinaire;
- épaisseur de paroi - 2,8 mm;
- la sculpture est présente;
- longueur - non mesurée ;
- dy - 20 mm;
- sans embrayage.
- "Ts-R-20x2.8-4000". Déchiffrer la désignation :
- galvanisé ordinaire;
- épaisseur de paroi - 2,8 mm;
- la sculpture est présente;
- longueur - mesurée (4 m);
- dy - 20 mm;
- sans embrayage.
Noter:
- la lettre "H" désigne des tuyaux moletés avec filetage;
- la lettre "D" indique les produits avec un long fil ;
- la lettre "P" désigne les tuyaux VGP avec une précision de fabrication accrue.

Règles de stockage, de transport, d'emballage des tubes en acier VGP
Les conduites d'eau et de gaz n'ont pas d'exigences d'emballage spécifiques. Les exceptions sont les produits avec d=6…20 mm. Ces produits de gazoducs sont conditionnés en bobines à la demande du client.
Lors du transport de tuyaux VGP, il est nécessaire de respecter le principe de base - les produits sont fermement fixés afin d'éliminer les pertes.
Ioulia Petrichenko, experte
Stockez les conduites de gaz en fonction des propriétés du matériau :
- si les produits ont une surface galvanisée, il suffit de fixer et de couvrir de l'humidité. Bien que ces tuyaux se caractérisent par des propriétés anticorrosion accrues, dans des endroits exempts de revêtement de zinc, de la rouille peut apparaître en cas d'humidité élevée ;
- les produits VGP non galvanisés sont stockés dans un endroit sec, à l'exclusion de la pénétration d'humidité. Fermement fixé.
Quels tuyaux utilisez-vous pour les conduites de gaz ou d'eau ? Comment transportez-vous, emballez-vous ou stockez-vous les tuyaux ? Laissez des faits intéressants et des informations utiles dans les commentaires.
Tuyaux en acier pour l'alimentation en eau et en gaz. Caractéristiques
GOST 3262-75
OKP 13 8500, OKP 13 8501
Date de lancement 01.01.77
Cette norme s'applique aux tubes soudés en acier non galvanisés et galvanisés à filetage cylindrique fileté ou moleté et sans filetage utilisés pour les canalisations d'eau et de gaz, les systèmes de chauffage, ainsi que pour les parties de structures de canalisations d'eau et de gaz.
(Édition modifiée, Rev. No. 2, 3, 5).
1. ASSORTIMENT
1.1. Les tuyaux sont fabriqués selon les dimensions et le poids indiqués dans le tableau. une.
À la demande du consommateur, les tubes de la série légère destinés au roulage de filets sont fabriqués selon les dimensions et le poids indiqués dans le tableau. 2.
(Édition modifiée, Rev. No. 1, 3).
1.2. La longueur du tuyau est faite de 4 à 12 m:
longueur mesurée ou multiple mesurée avec une tolérance pour chaque coupe de 5 mm et un écart longitudinal pour toute la longueur plus 10 mm ;
longueur non mesurée.
Par accord entre le fabricant et le consommateur, jusqu'à 5% de tuyaux d'une longueur de 1,5 à 4 m sont autorisés dans un lot de tuyaux hors gabarit.
Tableau 1
Tableau 2

Remarques:
1. Pour un filetage réalisé par moletage, une réduction de son diamètre intérieur jusqu'à 10% sur toute la longueur du filetage est autorisée sur le tuyau.
2. La masse de 1 m de tuyaux est calculée avec une densité d'acier de 7,85 g / cm 3. Les tuyaux galvanisés sont 3 % plus lourds que les tuyaux non galvanisés.
1.3. Les écarts limites dans les dimensions des tuyaux ne doivent pas dépasser ceux indiqués dans le tableau. 3.
Tableau 3

Remarques:
1. L'écart maximal du côté positif le long de l'épaisseur de la paroi est limité par les écarts maximaux de la masse des tuyaux.
2. Des tuyaux de précision de fabrication ordinaire sont utilisés pour les conduites d'eau, les conduites de gaz et les systèmes de chauffage. Des tuyaux de précision de fabrication accrue sont utilisés pour des parties de structures de canalisations d'eau et de gaz.
1.4. Les écarts maximaux dans la masse des tuyaux ne doivent pas dépasser +8%.
À la demande du consommateur, les écarts maximum de masse ne doivent pas dépasser :
7,5% - pour la fête ;
10% - pour un seul tuyau.
(Édition modifiée, Rev. No. 2, 5).
1.5. La courbure des tuyaux par 1 m de longueur ne doit pas dépasser :
2 mm - avec alésage nominal jusqu'à 20 mm inclus;
1,5 mm - avec alésage nominal supérieur à 20 mm.
1.6. Les filetages de tuyaux peuvent être longs ou courts. Les exigences de filetage doivent être conformes à celles spécifiées dans le tableau. quatre.
Tableau 4

1.7. Les tuyaux d'un alésage nominal de 6, 8, 10, 15 et 20 mm sont enroulés en bobines à la demande du consommateur.
EXEMPLES DE CONVENTIONS
Tube ordinaire, non galvanisé, de précision de fabrication habituelle, de longueur aléatoire, d'un alésage nominal de 20 mm, d'une épaisseur de paroi de 2,8 mm, sans filetage et sans raccord :
Tuyau 20 -2.8 TOAST 3262-75
Idem pour l'embrayage :
Tube M-20 -2.8 TOST 3262-75
La même longueur mesurée, filetée :
Tuyau R-20 2.8-4000 TOST 3262-75
Le même, zingué, longueur aléatoire, fileté :
Tube Ts-R-20 -2.8 TOST 3262-75
Le même, avec revêtement en zinc, longueur mesurée, avec filetage :
Tube Ts-R-20 -2.8-4000 TOST 3262-75
Pour les tubes à fileter, la lettre H est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux à long filetage, la lettre D est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux de précision de fabrication accrue, la lettre P est indiquée dans le symbole après l'alésage nominal.
(Édition révisée, Rev. No. 1).
2. EXIGENCES TECHNIQUES
2.1. Les tuyaux sont fabriqués conformément aux exigences de cette norme et selon les réglementations technologiques approuvées de la manière prescrite, à partir d'aciers conformes aux normes GOST 380 et GOST 1050 sans normalisation des propriétés mécaniques et de la composition chimique.
Les tuyaux pour les parties des structures de conduites d'eau et de gaz sont en acier selon GOST 1050.
2.2. À la demande du consommateur, les extrémités des tuyaux à souder d'une épaisseur de paroi de 5 mm ou plus doivent être chanfreinées à un angle de 35 à 40 ° par rapport à l'extrémité du tuyau. Dans ce cas, un anneau d'extrémité d'une largeur de 1 à 3 mm doit être laissé.
À la demande du consommateur, sur les tuyaux ordinaires et renforcés d'un alésage nominal supérieur à 10 mm, le filetage est appliqué aux deux extrémités du tuyau.
2.1, 2.2. (Édition modifiée, Rev. No. 3, 4).
2.3. À la demande du consommateur, les tuyaux sont équipés de raccords fabriqués conformément aux normes GOST 8944, GOST 8954, GOST 8965 et GOST 8966, à raison d'un raccord pour chaque tuyau.
(Édition révisée, Rev. No. 3).
2.4. Les fissures, les captivités, les gonflements et les couchers de soleil ne sont pas autorisés à la surface des tuyaux.
Aux extrémités des tuyaux, le délaminage n'est pas autorisé.
Les bosses, ondulations, risques, traces de décapage et autres défauts dus à la méthode de production sont autorisés, s'ils ne portent pas l'épaisseur de paroi au-delà des dimensions minimales, ainsi qu'une couche de tartre qui n'interfère pas avec l'inspection.
Sur les tuyaux fabriqués par soudage au four, il est permis de réduire le diamètre extérieur à 0,5 mm sur le site de soudure s'il y a un léger épaississement du diamètre intérieur ne dépassant pas 1,0 mm à cet endroit.
(Édition modifiée, Rev. No. 3, 4).
2.5. À la demande du consommateur, sur les tuyaux d'un alésage nominal de 20 mm ou plus, sur la surface intérieure du joint du tuyau, la bavure doit être coupée ou aplatie, tandis que la hauteur de la bavure ou sa trace ne doit pas dépasser 0,5 mm .
À la demande du consommateur, sur les tuyaux d'un alésage nominal supérieur à 15 mm, fabriqués par la méthode de soudage au four et la méthode de réduction à chaud, un léger épaississement d'une hauteur ne dépassant pas 0,5 mm est autorisé à l'intérieur surface des tuyaux dans la zone de soudure.
(Édition modifiée, Rev. No. 2, 3, 4, 5, 6).
2.6. Les extrémités des tuyaux doivent être coupées d'équerre. La valeur du biseau de la face frontale n'est pas supérieure à 2°. Les résidus de bavures ne doivent pas dépasser 0,5 mm. Lors de l'élimination des bavures, la formation d'émoussement (arrondi) des extrémités est autorisée. Il est permis de couper des tuyaux dans la ligne de broyage.
Par accord entre le fabricant et le consommateur, des bavures jusqu'à 1 mm sont autorisées sur les tuyaux d'un alésage nominal de 6 à 25 mm, fabriqués par soudage au four.
(Édition modifiée, Rev. No. 4, 6).
2.7. Les tuyaux galvanisés doivent avoir un revêtement de zinc continu sur toute la surface d'une épaisseur d'au moins 30 microns. L'absence de revêtement de zinc sur les extrémités et les filetages des tuyaux est autorisée.
À la surface des tuyaux galvanisés, les cloques et les inclusions étrangères (zinc dur, oxydes, charge frittée), le pelage du revêtement du métal de base ne sont pas autorisés.
Des points de flux distincts et des traces de tuyaux capturés par des dispositifs de levage, des rugosités et de légers dépôts locaux de zinc sont autorisés.
Il est permis de corriger les sections individuelles non galvanisées de 0,5% de la surface extérieure du tuyau conformément à GOST 9.307.
(Édition modifiée, Rev. No. 3, 4).
2.8. Les tuyaux doivent résister à la pression hydraulique :
2,4 MPa (25 kgf / cm 2) - tuyaux ordinaires et légers;
3,1 MPa (32 kgf / cm 2) - tuyaux renforcés.
À la demande du consommateur, les canalisations doivent résister à une pression hydraulique de 4,9 MPa (50 kgf/cm 2).
2.9. Les tuyaux d'un alésage nominal jusqu'à 40 mm inclus doivent résister à un essai de pliage autour d'un mandrin de rayon égal à 2,5 du diamètre extérieur et d'un alésage nominal de 50 mm - sur un mandrin de rayon égal à 3,5 du diamètre extérieur diamètre.
A la demande du consommateur, les canalisations doivent résister à l'essai de dilatation :
pour les tuyaux avec un alésage nominal de 15 à 50 mm - pas moins de 7%;
pour les tuyaux d'un alésage nominal de 65 mm ou plus - au moins 4%.
A la demande du consommateur, les tuyaux doivent résister à l'essai d'aplatissement jusqu'à une distance entre les surfaces aplaties égale aux 2/3 du diamètre extérieur des tuyaux.
2.8, 2.9. (Édition modifiée, Rev. No. 2, 3, 5).
2.10. À la demande du consommateur, les propriétés mécaniques des tuyaux pour les parties des structures d'approvisionnement en eau et de gazoduc doivent être conformes à GOST 1050.
2.11. Le filetage du tuyau doit être propre, sans défauts ni bavures, et conforme à GOST 6357, classe de précision B.
Les tuyaux à filetage cylindrique sont utilisés lors de l'assemblage avec des joints.
2.10, 2.11. (Édition modifiée, Rev. No. 3, 4).
2.12. À la place de la couture, la noirceur est autorisée sur les fils du fil, si la diminution de la hauteur normale du profil du fil ne dépasse pas 15% et, à la demande du consommateur, ne dépasse pas 10%.
Les fils avec des fils dénudés (pour coupés) ou incomplets (pour moletés) sont autorisés sur les fils, à condition que leur longueur totale ne dépasse pas 10% de la longueur de fil requise et, à la demande du consommateur, ne dépasse pas 5%.
2.13. Il est permis sur le fil de réduire la longueur utile du fil (sans coulure) jusqu'à 15% par rapport à celle indiquée dans le tableau. 4, et à la demande du consommateur - jusqu'à 10%.
2.12, 2.13. (Édition modifiée, Rev. No. 2, 3, 5).
2.14. Le filetage sur les tuyaux galvanisés est effectué après la galvanisation.
2.15. (Supprimé, Rev. No. 3).
2.16. A la demande du consommateur, les soudures des canalisations sont soumises à un contrôle par des méthodes non destructives.
(Édition révisée, Rev. No. 5).
3. RÈGLES D'ACCEPTATION
3.1. Les tuyaux sont acceptés par lots. Le lot doit être composé de tuyaux de même taille, d'une marque d'acier et être accompagné d'un document de qualité conforme à GOST 10692 avec un ajout pour les tuyaux destinés à la fabrication de pièces pour les structures de canalisations d'eau et de gaz, en acier conformément à GOST 1050 ; la composition chimique et les propriétés mécaniques de l'acier - conformément au document sur la qualité de l'entreprise - le fabricant de la pièce.
Poids de la fête - pas plus de 60 tonnes.
(Édition modifiée, Rev. No. 3, 4).
3.2. La surface, les dimensions et la courbure sont vérifiées pour chaque tube du lot.
Il est permis d'appliquer des méthodes de contrôle statistique selon GOST 18242 avec un niveau normal. Les plans de contrôle sont établis par accord entre le fabricant et le consommateur.
Le contrôle du diamètre extérieur des tuyaux est effectué à une distance d'au moins 15 mm de l'extrémité du tuyau.
(Édition modifiée, Rev. No. 3, 4, 5).
3.3. Pour contrôler les paramètres du filetage, pour tester l'expansion, l'aplatissement, la flexion, la hauteur de la bavure interne, les résidus de bavure, l'angle droit et l'angle de chanfrein (pour les tuyaux à bords biseautés), les propriétés mécaniques, pas plus de 1%, mais pas moins de deux tuyaux du lot sont sélectionnés, et pour les tuyaux fabriqués par soudage au four continu - deux tuyaux du lot.
(Édition modifiée, Rev. No. 3, 4).
3.4. Tous les tuyaux sont soumis à un contrôle de poids.
(Édition révisée, Rev. No. 3).
3.5. Chaque tuyau est soumis à un test de pression hydraulique. Avec un contrôle qualité à 100% de la soudure par des méthodes non destructives, les tests de pression hydraulique ne peuvent pas être effectués. Dans le même temps, la capacité des tuyaux à résister à la pression hydraulique d'essai est garantie.
(Édition révisée, Rev. No. 6).
3.6. Pour vérifier l'épaisseur du revêtement de zinc sur la surface extérieure et dans les endroits accessibles de la surface intérieure, deux tuyaux sont prélevés sur le lot.
(Édition révisée, Rev. No. 2).
3.7. Dès réception de résultats de test insatisfaisants pour au moins un des indicateurs, il est répété les tests sur un double échantillon.
Les résultats du nouveau test s'appliquent à l'ensemble du lot.
4. MÉTHODES D'ESSAI
4.1. Pour le contrôle de la qualité, un échantillon est découpé dans chaque tuyau sélectionné pour chaque type de test.
L'essai de traction est effectué conformément à GOST 10006. Au lieu de l'essai de traction, il est permis de contrôler les propriétés mécaniques par des méthodes non destructives.
4.2. L'inspection de la surface des tuyaux est effectuée visuellement.
4.3. Les essais hydrauliques sont effectués conformément à GOST 3845 avec une exposition sous pression d'essai pendant au moins 5 s.
4.4. Le test de pliage est effectué selon GOST 3728. Les tuyaux galvanisés sont testés avant le revêtement.
(Édition révisée, Rev. No. 3).
4.4a. Le test d'expansion est effectué selon GOST 8694 sur un mandrin conique avec un angle de conicité de 6°.
L'essai peut être effectué sur un mandrin avec un angle de conicité de 30°.
(Édition modifiée, Rev. No. 3, 4).
4.46. Le test d'aplatissement est effectué selon GOST 8695.
(Édition révisée, Rev. No. 3).
4.4c. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation normative.
(Introduit en plus, Rev. No. 3).
4.5. L'épaisseur du revêtement de zinc sur la surface extérieure et dans les endroits accessibles de la surface intérieure est contrôlée conformément à GOST 9.301 et GOST 9.302, ainsi qu'avec les appareils des types MT-41NTs, MTZON ou Impulse selon la documentation réglementaire .
4.6. Le filetage est vérifié avec des bagues filetées selon GOST 2533 (troisième classe de précision).
Dans ce cas, le vissage de la bague de jauge non allante sur le filetage ne doit pas dépasser trois tours.
(Édition modifiée, Rev. No. 3, 4).
4.7. La courbure des tuyaux est contrôlée par une règle conformément à GOST 8026 et un ensemble de sondes selon ND.
(Édition modifiée, Rev. No. 3, 5).
4.8. L'angle droit des extrémités des tuyaux est contrôlé par un carré à 90 ° d'une taille de 160 100 mm de classe 3 selon GOST 3749, des sondes à plaque du jeu 4 selon ND ou un goniomètre selon GOST 5378. L'angle de biseau est contrôlé par un goniomètre selon GOST 5378.
(Édition modifiée, Rev. No. 3, 6).
4.9. Le contrôle du diamètre extérieur est effectué avec des micromètres lisses conformément à GOST 6507, avec des jauges à agrafes conformément à GOST 2216 ou GOST 18360.
L'épaisseur de paroi, la hauteur de la bavure interne et la hauteur des bavures sont mesurées avec un micromètre selon GOST 6507 ou une jauge murale selon GOST 11358 des deux extrémités du tuyau.
La longueur des tuyaux est mesurée avec un ruban à mesurer conformément à GOST 7502. Le filetage est contrôlé avec des jauges conformément à GOST 2533.
Le contrôle de la masse d'un lot de tuyaux est effectué sur des échelles ne dépassant pas 10 tonnes avec une valeur de division ne dépassant pas 20 kg.
(Édition modifiée, Rev. No. 3, 4, 5, 6).
4.10. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation technique.
(Introduit en plus, Rev. No. 4).
5. MARQUAGE, EMBALLAGE, TRANSPORT ET STOCKAGE
5.1. Le marquage, l'emballage, le transport et le stockage sont effectués conformément à GOST 10692 avec un ajout.
5.1.1. Les filetages des tuyaux doivent être protégés contre les dommages mécaniques et la corrosion par le lubrifiant conformément à la documentation normative.
Seconde. 5. (Édition modifiée, Rev. No. 3).
INFORMATIONS DONNÉES
1. DÉVELOPPÉ ET INTRODUIT par le Ministère de la métallurgie ferreuse de l'URSS DÉVELOPPEURS
V. I. Strizhok, Ph.D. technologie. les sciences; VM Vorona, Ph.D. technologie. les sciences; Yu. M. Mironov, Ph.D. technologie. les sciences; A. I. Postolova
2. APPROUVÉ ET INTRODUIT PAR Décret du Comité d'État de l'URSS pour les normes du 11.09.75 n ° 2379
3. Périodicité de l'inspection - 5 ans
4. REMPLACER GOST 3262-62
5. RÉGLEMENTATION DE RÉFÉRENCE ET DOCUMENTS TECHNIQUES

6. La période de validité a été supprimée par le décret de la norme d'État du 12 novembre 1991 n ° 1726
7. ÉDITION avec modifications n° 1, 2, 3, 4, 5, 6, approuvée en janvier 1987, mai 1988, novembre 1989, novembre 1991 2-90, 2-92)
Sur le territoire de la Fédération de Russie, GOST R 50779.71-99 s'applique.
- Informatique, électronique et électroménager
- Extraction et traitement
- Fabrication et construction
- Industrie
- Machines et équipements
- Dispositions générales
- Services, gestion et sociologie
- Mathématiques, sciences naturelles
- soins de santé
- protection environnementale
- Métrologie et mesures. phénomènes physiques.
- Essais.
- Technologie d'imagerie.
- Mécanique précise. Commerce de bijoux.
Classificateur OKPD 2
rechercher le code OKPD 2 en ligne, toutes les catégories du classificateurConventions
Icônes de fichier et propriétés du document- Icône GOST ;Types de fichier
- le document est représenté par un ensemble d'images numérisées ; - le document peut être téléchargé en un seul fichier PDF, le fichier est constitué de pages numérisées non reconnues ; - le document peut être téléchargé en un seul fichier PDF avec le texte reconnu ; - le document peut être téléchargé en un seul fichier PDF, les liens vers d'autres GOST fonctionnent à l'intérieur du fichier, le texte est reconnuStatuts GOST
- le document est actuellement valide (statut GOST - courant); - le document a été annulé (statut GOST - Annulé); - le document a été remplacé (statut GOST - Remplacé); - GOST n'est pas valable sur le territoire de la Fédération de Russie ;GOST 3262-75 Conduites d'eau et de gaz en acier. Caractéristiques
Catégories GOST 3262-75 pour OKS :- 23.40. Pipelines et leurs composants
- 23.40.10 Tubes en fonte et en acier *Tubes et tuyaux en acier pour usages spéciaux, voir 77.140.75
Statut du document : valable, mis en vigueur le 01/01/1977 Titre en anglais : Tuyaux en acier pour l'alimentation en eau et en gaz. Caractéristiques Date de mise à jour des informations selon la norme : 11/09/2019 à 10:56 (il y a moins de 3 mois) Type de norme : Normes pour les produits (services) Date de début GOST : 1977-01-01 Date de dernière édition du document : 2007-05-01
Codes des documents GOST 3262-75 :
Code OKP : 138500;138501 Code KGS : B62 Code OKSTU : 1385
Nombre de pages: 8
Objectif de GOST 3262-75 : Cette norme s'applique aux tubes soudés en acier non galvanisés et galvanisés à filetages cylindriques filetés ou moletés et sans filetage utilisés pour les conduites d'eau et de gaz, les systèmes de chauffage, ainsi que pour les parties de structures de conduites d'eau et de gaz
Indice(s) SRNTI : 534731 Le document a été élaboré par l'organisation : Minchermet de l'URSS Mots clés du document : essais, acceptation, assortiment, les pré-requis techniques, tuyaux non galvanisés, tuyaux galvanisés, tuyaux soudés, tubes d'acierVous pouvez télécharger GOST 3262-75 dans les versions suivantes :
Date d'ajout dans la version du fichier :
Modifications et modifications de GOST 3262-75 :
Nom, tapez :
inscriptions :
lancer l'action :
Changer le n° 1 en GOST 3262-75
changer le type: Changement de texte
Changer de numéro : 1
Numéro d'enregistrement : 2669
Changer n ° 2 en GOST 3262-75
changer le type: Changement de texte
Changer de numéro : 2
Numéro d'enregistrement : 45
Changer n ° 3 en GOST 3262-75
changer le type: changement de texte ; Titre modifié
Changer de numéro : 3
Numéro d'enregistrement : 4456
Nouvelle valeur: Voir Titre
Changer n ° 4 en GOST 3262-75
changer le type: Changement de texte
Changer de numéro : 4
Numéro d'enregistrement : 1139
Nouvelle valeur: -
Changer n ° 5 en GOST 3262-75
changer le type: Changement de texte
Changer de numéro : 5
Numéro d'enregistrement : 3347
Nouvelle valeur: -
Changer n ° 6 en GOST 3262-75
changer le type: Changement de texte
Changer de numéro : 6
Numéro d'enregistrement : 1726
Nouvelle valeur: -
GOST 3262-75
Groupe B62
NORME INTER-ÉTATS
CONDUITES D'EAU ET DE GAZ EN ACIER
Caractéristiques
Tuyaux en acier pour l'alimentation en eau et en gaz. Caractéristiques
OKP 13 8500, OKP 13 8501
Date de lancement 1977-01-01
INFORMATIONS DONNÉES
1. DÉVELOPPÉ ET INTRODUIT par le Ministère de la métallurgie ferreuse de l'URSS
DÉVELOPPEURS
VIStruzhok, Ph.D. technologie. les sciences; VMVorona, Ph.D. technologie. les sciences; Yu.M. Mironov, Ph.D. technologie. les sciences; AI Postolova
2. APPROUVÉ ET INTRODUIT PAR Décret du Comité d'État de l'URSS pour les normes du 11.09.75 N 2379
3. Périodicité de l'inspection - 5 ans
4. REMPLACER GOST 3262-62
5. RÉGLEMENTATION DE RÉFÉRENCE ET DOCUMENTS TECHNIQUES
Numéro d'article |
|
________________
* Valable sur le territoire de la Fédération de Russie.
6. La limitation de la durée de validité a été supprimée par le décret de la norme d'État du 12 novembre 1991 N 1726
7. ÉDITION avec modifications N 1, 2, 3, 4, 5, 6, approuvée en novembre 1977, décembre 1978, janvier 1987, mai 1988, novembre 1989, novembre 1991 ( IUS 1-78, 2-79, 4-87 , 8-88, 2-90, 2-92)
Cette norme s'applique aux tubes soudés en acier non galvanisés et galvanisés à filetage cylindrique fileté ou moleté et sans filetage utilisés pour les canalisations d'eau et de gaz, les systèmes de chauffage, ainsi que pour les parties de structures de canalisations d'eau et de gaz.
(Édition modifiée, Rev. N 2, 3, 5).
1. ASSORTIMENT
1.1. Les tuyaux sont fabriqués selon les dimensions et le poids indiqués dans le tableau.1.
Tableau 1
Dimensions, mm
Passe conditionnelle |
Diamètre extérieur |
Épaisseur de paroi de tuyau |
Poids de 1 m de tuyaux, kg |
||||
poumons |
ordinaire |
amélioré |
poumons |
ordinaire |
amélioré |
||
A la demande du consommateur, les tubes série légère destinés au roulage de filets sont fabriqués selon les dimensions et poids indiqués dans le tableau 2.
Tableau 2
Dimensions, mm
Passe conditionnelle |
Diamètre extérieur |
épaisseur du mur |
Poids de 1 m de tuyaux, kg |
Remarques:
1. Pour un filetage réalisé par moletage, une réduction de son diamètre intérieur jusqu'à 10% sur toute la longueur du filetage est autorisée sur le tuyau.
2. La masse de 1 m de tuyaux est calculée avec une densité d'acier de 7,85 g/cm. Les tuyaux galvanisés sont 3 % plus lourds que les tuyaux non galvanisés.
(Édition modifiée, Rev. N 1, 3).
1.2. La longueur du tuyau est faite de 4 à 12 m:
Longueur mesurée ou multiple mesurée avec une tolérance pour chaque coupe de 5 mm et un écart longitudinal pour toute la longueur plus 10 mm ;
Longueur non mesurée.
Par accord entre le fabricant et le consommateur, jusqu'à 5% de tuyaux d'une longueur de 1,5 à 4 m sont autorisés dans un lot de tuyaux hors gabarit.
1.3. Les écarts limites dans les dimensions des tuyaux ne doivent pas dépasser ceux indiqués dans le tableau 3.
Tableau 3
La taille du tuyau |
Écart limite pour les tubes de précision |
|
élevé |
||
Diamètre extérieur avec alésage nominal : |
||
jusqu'à 40 mm incl. |
0,4 mm |
|
plus de 40 millimètres |
0,8% |
|
épaisseur du mur |
||
Remarques:
1. L'écart maximal du côté positif le long de l'épaisseur de la paroi est limité par les écarts maximaux de la masse des tuyaux.
2. Des tuyaux de précision de fabrication ordinaire sont utilisés pour les conduites d'eau, les conduites de gaz et les systèmes de chauffage. Des tuyaux de précision de fabrication accrue sont utilisés pour des parties de structures de canalisations d'eau et de gaz.
1.4. Les écarts maximaux dans la masse des tuyaux ne doivent pas dépasser + 8%.
À la demande du consommateur, les écarts maximum de masse ne doivent pas dépasser :
7,5% - pour la fête ;
10% - pour un seul tuyau.
(Édition modifiée, Rev. N 2, 5).
1.5. La courbure des tuyaux par 1 m de longueur ne doit pas dépasser :
2 mm - avec alésage nominal jusqu'à 20 mm inclus;
1,5 mm - avec alésage nominal supérieur à 20 mm.
1.6. Les filetages de tuyaux peuvent être longs ou courts. Les exigences de filetage doivent être telles que spécifiées dans le tableau 4.
Tableau 4
Passage conditionnel, mm |
Nombre de threads avec passage conditionnel |
Longueur du filetage à la course, mm |
|
court |
|||
1.7. Les tuyaux d'un alésage nominal de 6, 8, 10,15 et 20 mm sont enroulés en bobines à la demande du consommateur.
Exemples de légende
Tube ordinaire, non galvanisé, de précision de fabrication habituelle, de longueur aléatoire, d'un alésage nominal de 20 mm, d'une épaisseur de paroi de 2,8 mm, sans filetage et sans raccord :
Tuyau 20x2.8 GOST 3262-75
Idem pour l'embrayage :
Tuyau M-20x2.8 GOST 3262-75
La même longueur mesurée, filetée :
Tuyau P-20x2.8-4000 GOST 3262-75
Le même, zingué, longueur aléatoire, fileté :
Tuyau Ts-R-20x2.8 GOST 3262-75
Le même, avec revêtement en zinc, longueur mesurée, avec filetage :
Tuyau Ts-R-20x2.8-4000 GOST 3262-75
Pour les tubes à fileter, la lettre H est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux à long filetage, la lettre D est indiquée après le mot "tuyau" dans le symbole.
Pour les tuyaux de précision de fabrication accrue, la lettre P est indiquée dans le symbole après l'alésage nominal.
(Édition modifiée, Rev. N 1).
2. EXIGENCES TECHNIQUES
2.1. Les tuyaux sont fabriqués conformément aux exigences de cette norme et selon les réglementations technologiques approuvées de la manière prescrite, à partir d'aciers avec et sans normalisation des propriétés mécaniques et de la composition chimique.
Les tuyaux pour les parties des structures de conduites d'eau et de gaz sont en acier selon GOST 1050.
2.2. À la demande du consommateur, aux extrémités des tuyaux à souder, d'une épaisseur de paroi de 5 mm ou plus, les chanfreins doivent être enlevés à un angle de 35 à 40 ° par rapport à l'extrémité du tuyau. Dans ce cas, un anneau d'extrémité d'une largeur de 1 à 3 mm doit être laissé.
À la demande du consommateur, sur les tuyaux ordinaires et renforcés d'un alésage nominal supérieur à 10 mm, le filetage est appliqué aux deux extrémités du tuyau.
2.1, 2.2. (Édition modifiée, Rev. N 3, 4).
2.3. A la demande du consommateur, les canalisations sont équipées de raccords réalisés selon, et, à raison d'un raccord pour chaque canalisation.
(Édition modifiée, Rev. N 3).
2.4. Les fissures, les captivités, les gonflements et les couchers de soleil ne sont pas autorisés à la surface des tuyaux.
Aux extrémités des tuyaux, le délaminage n'est pas autorisé.
Les bosses, ondulations, risques, traces de décapage et autres défauts dus à la méthode de production sont autorisés, s'ils ne portent pas l'épaisseur de paroi au-delà des dimensions minimales, ainsi qu'une couche de tartre qui n'interfère pas avec l'inspection.
Sur les tuyaux fabriqués par soudage au four, il est permis de réduire le diamètre extérieur à 0,5 mm sur le site de soudure s'il y a un léger épaississement du diamètre intérieur ne dépassant pas 1,0 mm à cet endroit.
(Édition modifiée, Rev. N 3, 4).
2.5. À la demande du consommateur, sur les tuyaux d'un alésage nominal de 20 mm ou plus, sur la surface intérieure du joint du tuyau, la bavure doit être coupée ou aplatie, tandis que la hauteur de la bavure ou de ses traces ne doit pas dépasser 0,5 mm .
À la demande du consommateur, sur les tuyaux d'un alésage nominal supérieur à 15 mm, fabriqués par la méthode de soudage au four et la méthode de réduction à chaud, un léger épaississement d'une hauteur ne dépassant pas 0,5 mm est autorisé à l'intérieur surface des tuyaux dans la zone de soudure.
(Édition modifiée, Rev. N 2, 3, 4, 5, 6).
2.6. Les extrémités des tuyaux doivent être coupées d'équerre. La valeur du biseau de l'extrémité est autorisée pas plus de 2 °. Les résidus de bavures ne doivent pas dépasser 0,5 mm. Lors de l'élimination des bavures, la formation d'émoussement (arrondi) des extrémités est autorisée. Il est permis de couper des tuyaux dans la ligne de broyage.
Par accord entre le fabricant et le consommateur, des bavures jusqu'à 1 mm sont autorisées sur les tuyaux d'un alésage nominal de 6 à 25 mm, fabriqués par soudage au four.
(Édition modifiée, Rev. N 4, 6).
2.7. Les tuyaux galvanisés doivent avoir un revêtement de zinc continu sur toute la surface d'une épaisseur d'au moins 30 microns. L'absence de revêtement de zinc sur les extrémités et les filetages des tuyaux est autorisée.
À la surface des tuyaux galvanisés, les cloques et les inclusions étrangères (zinc dur, oxydes, charge frittée), le pelage du revêtement du métal de base ne sont pas autorisés.
Des points de flux distincts et des traces de tuyaux capturés par des dispositifs de levage, des rugosités et de légers dépôts locaux de zinc sont autorisés.
Il est permis de corriger les sections individuelles non galvanisées de 0,5% de la surface extérieure du tuyau conformément à GOST 9.307.
(Édition modifiée, Rev. N 3, 4).
2.8. Les tuyaux doivent résister à la pression hydraulique :
2,4 MPa (25 kgf / cm) - tuyaux ordinaires et légers;
3,1 MPa (32 kgf/cm) - tuyaux renforcés.
À la demande du consommateur, les tuyaux doivent résister à une pression hydraulique de 4,9 MPa (50 kgf/cm).
2.9. Les tuyaux d'un alésage nominal jusqu'à 40 mm inclus doivent résister à un essai de pliage autour d'un mandrin de rayon égal à 2,5 du diamètre extérieur et d'un alésage nominal de 50 mm - sur un mandrin de rayon égal à 3,5 du diamètre extérieur diamètre.
A la demande du consommateur, les canalisations doivent résister à l'essai de dilatation :
Pour les tuyaux d'alésage nominal de 15 à 50 mm - pas moins de 7%;
Pour les tuyaux d'un alésage nominal de 65 mm ou plus - au moins 4%.
A la demande du consommateur, les tuyaux doivent résister à l'essai d'aplatissement jusqu'à une distance entre les surfaces aplaties égale aux 2/3 du diamètre extérieur des tuyaux.
2.8, 2.9. (Édition modifiée, Rev. N 2, 3, 5).
2.10. À la demande du consommateur, les propriétés mécaniques des tuyaux pour les parties des structures de canalisations d'eau et de gaz doivent être conformes à GOST 1050.
2.11. Les filetages des tuyaux doivent être propres, exempts de défauts et de bavures et conformes à la classe de précision B.
Les tuyaux à filetage cylindrique sont utilisés lors de l'assemblage avec des joints.
2.10, 2.11. (Édition modifiée, Rev. N 3, 4).
2.12. À la place de la couture, la noirceur est autorisée sur les fils du fil, si la diminution de la hauteur normale du profil du fil ne dépasse pas 15% et, à la demande du consommateur, ne dépasse pas 10%.
Les fils avec des fils dénudés (pour coupés) ou incomplets (pour moletés) sont autorisés sur les fils, à condition que leur longueur totale ne dépasse pas 10% de la longueur de fil requise et, à la demande du consommateur, ne dépasse pas 5%.
2.13. Il est permis sur le fil de réduire la longueur utile du fil (sans ruissellement) jusqu'à 15% par rapport à celle indiquée dans le tableau 4, et à la demande du consommateur - jusqu'à 10%.
2.12, 2.13. (Édition modifiée, Rev. N 2, 3, 5).
2.14. Le filetage sur les tuyaux galvanisés est effectué après la galvanisation.
2.15. (Supprimé, Rev. N 3).
2.16. À la demande du consommateur, les cordons de soudure des tuyaux sont soumis à un contrôle par des méthodes non destructives.
(Édition modifiée, Rev. N 5).
3. RÈGLES D'ACCEPTATION
3.1. Les tuyaux sont acceptés par lots. Le lot doit être constitué de tubes de même dimension, de même nuance d'acier et être accompagné d'un document qualité conforme à l'avenant pour les tubes destinés à la fabrication de pièces d'ouvrages de canalisations d'eau et de gaz, en acier selon ; composition chimique et propriétés mécaniques de l'acier - conformément au document sur la qualité de l'entreprise - le fabricant de la pièce.
Poids de la fête - pas plus de 60 tonnes.
(Édition modifiée, Rev. N 3, 4).
3.2. La surface, les dimensions et la courbure sont vérifiées pour chaque tube du lot.
Il est permis d'appliquer des méthodes de contrôle statistique avec un niveau normal. Les plans de contrôle sont établis par accord entre le fabricant et le consommateur.
Le contrôle du diamètre extérieur des tuyaux est effectué à une distance d'au moins 15 mm de l'extrémité du tuyau.
(Édition modifiée, Rev. N 3, 4, 5).
3.3. Pour contrôler les paramètres du filetage, pour tester la dilatation, l'aplatissement, la flexion, la hauteur de la bavure interne, les résidus de bavure, l'angle droit et l'angle de chanfrein (pour les tuyaux à bords biseautés), les propriétés mécaniques ne sont pas sélectionnées à plus de 1%, mais pas moins de deux tubes du lot, et pour les tubes fabriqués par soudage continu au four, deux tubes par lot.
(Édition modifiée, Rev. N 3, 4).
3.4. Tous les tuyaux sont soumis à un contrôle de poids.
(Édition modifiée, Rev. N 3).
3.5. Chaque tuyau est soumis à un test de pression hydraulique. Avec un contrôle qualité à 100% de la soudure par des méthodes non destructives, les tests de pression hydraulique ne peuvent pas être effectués. Dans le même temps, la capacité des tuyaux à résister à la pression hydraulique d'essai est garantie.
(Édition modifiée, Rev. N 6).
3.6. Pour vérifier l'épaisseur du revêtement de zinc sur la surface extérieure et dans des endroits accessibles sur la surface intérieure, deux tuyaux sont prélevés sur le lot.
(Édition modifiée, Rev. N 2).
3.7. Dès réception de résultats de test insatisfaisants pour au moins un des indicateurs, il est répété les tests sur un double échantillon.
Les résultats du nouveau test s'appliquent à l'ensemble du lot.
4. MÉTHODES D'ESSAI
4.1. Pour le contrôle de la qualité, un échantillon est découpé dans chaque tuyau sélectionné pour chaque type de test.
L'essai de traction est effectué conformément à GOST 10006. Au lieu de l'essai de traction, il est permis de contrôler les propriétés mécaniques par des méthodes non destructives.
4.2. L'inspection de la surface des tuyaux est effectuée visuellement.
4.3. L'essai hydraulique est effectué avec une exposition sous pression d'essai pendant au moins 5 s.
4.4. Le test de pliage est effectué selon GOST 3728. Les tuyaux galvanisés sont testés avant le revêtement.
(Édition modifiée, Rev. N 3).
4.4a. Le test d'expansion est effectué sur un mandrin conique avec un angle de conicité de 6°.
L'essai peut être effectué sur un mandrin avec un angle de conicité de 30°.
(Édition modifiée, Rev. N 3, 4).
4.4b. Le test d'aplatissement est effectué selon GOST 8695.
(Édition modifiée, Rev. N 3).
4.4c. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation normative.
(Introduit en plus, Rev. N 3).
4.5. L'épaisseur du revêtement de zinc sur la surface extérieure et dans les endroits accessibles de la surface intérieure est contrôlée par et , ainsi que par des appareils de type MT-41NTs, MTZON ou Impulse selon la documentation réglementaire.
4.6. Le filetage est contrôlé avec des bagues filetées selon (troisième classe de précision).
Dans ce cas, le vissage de la bague de jauge non allante sur le filetage ne doit pas dépasser trois tours.
(Édition modifiée, Rev. N 3, 4).
4.7. La courbure des tuyaux est contrôlée par une règle le long et un ensemble de sondes selon ND.
(Édition modifiée, Rev. N 3, 5).
4.8. L'angle droit des extrémités des tuyaux est contrôlé par un carré à 90 ° de taille 160x100 mm de classe 3 selon, des sondes lamellaires du jeu 4 selon ND ou un goniomètre selon GOST 5378. L'angle de biseau du chanfrein est contrôlé par un goniomètre selon GOST 5378.
(Édition modifiée, Rev. N 3, 6).
4.9. Le contrôle du diamètre extérieur est effectué avec des micromètres lisses selon, des calibres d'agrafes selon ou GOST 18360.
L'épaisseur de paroi, la hauteur de la bavure interne et la hauteur des bavures sont mesurées avec un micromètre le long ou une jauge murale le long des deux extrémités du tuyau.
La longueur des tuyaux est mesurée avec un ruban à mesurer conformément à GOST 7502. Le filetage est contrôlé avec des jauges conformément à GOST 2533.
Le contrôle de la masse d'un lot de tuyaux est effectué sur des échelles ne dépassant pas 10 tonnes avec une valeur de division ne dépassant pas 20 kg.
(Édition modifiée, Rev. N 3, 4, 5, 6).
4.10. Le contrôle des cordons de soudure est effectué par des méthodes non destructives conformément à la documentation technique.
(Introduit en plus, Rev. N 4).
5. MARQUAGE, EMBALLAGE, TRANSPORT ET STOCKAGE
5.1. Le marquage, l'emballage, le transport et le stockage sont effectués conformément au supplément.
5.1.1. Les filetages des tuyaux doivent être protégés des dommages mécaniques et de la corrosion par la graisse conformément aux documents réglementaires.
Article 5. (Édition modifiée, Rev. N 3).
Le texte du document est vérifié par :
publication officielle
Tuyaux en métal et pièces de raccordement.
Partie 3. Tuyaux soudés. Tubes profilés : Sat. GOST. -
M. : Maison d'édition des normes IPK, 2001
Le tuyau VGP, dont l'abréviation signifie "canalisation d'eau et de gaz", est spécialement conçu pour la pose de communications d'eau et de gaz. Même à notre époque, lorsque les fabricants modernes proposent une vaste gamme de tuyaux fabriqués à partir de divers matériaux, ces produits de tuyaux en acier spécialisés sont très populaires auprès des organisations de construction et de réparation, des entreprises travaillant dans le secteur du logement et des services communaux.
Vous pouvez vous familiariser avec toutes les exigences de GOST pour les tuyaux en acier VGP en téléchargeant ce document au format pdf à partir du lien ci-dessous.
La pertinence d'utiliser des tuyaux de cette catégorie
La grande popularité dont jouissent les tuyaux VGP en alliages d'acier s'explique très simplement. Peu importe les caractéristiques exceptionnelles des tuyaux en matériaux polymères qui sont populaires aujourd'hui, leur utilisation dans de nombreux cas n'est tout simplement pas possible. De tels cas, en particulier, incluent l'installation d'un pipeline à l'air libre, où il sera affecté par de nombreux facteurs négatifs.
Cela explique la demande pour de tels produits et le fait que, selon les exigences généralement admises, les canalisations destinées à transporter le gaz et à le fournir aux consommateurs ne peuvent être constituées que de tubes en acier. C'est pourquoi les tuyaux VGP sont tout simplement un matériau indispensable dans toute industrie du gaz.

Comment sont fabriqués les tuyaux
Le matériau principal à partir duquel les tuyaux appartenant à la catégorie VGP sont fabriqués est l'acier au carbone. Le processus technologique de leur fabrication comprend les étapes suivantes:
- tout d'abord, des ébauches en acier sont préparées - des bandes, qui sont de longues bandes métalliques avec les paramètres requis en épaisseur et en largeur;
- puis un tuyau est formé à partir de la bande préparée, pour laquelle un équipement spécial est utilisé;
- le joint formé sur le produit résultant est soudé par soudage électrique.

Les caractéristiques de qualité que doivent respecter les tuyaux de la catégorie VGP fabriqués à l'aide de cette technologie sont stipulées par les dispositions de GOST 3262-75.
Compte tenu du fait que les tuyaux de cette catégorie fonctionnent dans des conditions plutôt difficiles et que des exigences très élevées sont imposées à la qualité de la soudure en cours de création, l'emplacement du joint formé est vérifié sans faute à l'aide de méthodes d'inspection aux rayons X.
La principale influence sur la durée de vie des conduites constituées de produits de conduites d'eau et de gaz est exercée par leurs conditions de fonctionnement, ainsi que par les caractéristiques de la substance qui les traverse. Cela s'explique par le fait que les substances transportées ont une activité chimique différente.
Que rechercher lors du choix des tuyaux
Pour l'utilisateur final, qui a besoin de tels tubes en acier pour résoudre des problèmes spécifiques, certaines caractéristiques de performance de ces produits sont intéressantes, permettant de les sélectionner au mieux.
Afin de faire le bon choix de tels tuyaux et de les utiliser conformément à l'objectif principal, il est important de comprendre la classification des produits. Les critères selon lesquels une telle classification est effectuée sont stipulés par les dispositions de GOST 3262-75.
Les critères importants pour le tri des tuyaux de la catégorie VGP sont le matériau et la méthode de leur fabrication, ainsi que la méthode de leur traitement. Ainsi, en fonction de ces paramètres, les tuyaux sont distingués:
- en métal ferreux dont la surface n'est protégée par rien;
- tuyaux dont la surface est galvanisée.

Les produits tubulaires, sur la surface intérieure et extérieure desquels une fine couche de zinc est appliquée, diffèrent même extérieurement des produits ordinaires, comme on peut le voir en comparant leurs photos. Un tel traitement de surface des produits tubulaires est nécessaire pour les protéger de manière fiable des effets agressifs de l'environnement extérieur. En raison des propriétés chimiques de ce métal, les tuyaux revêtus d'une fine couche de zinc résistent parfaitement à la corrosion et peuvent fonctionner avec succès même dans les conditions les plus difficiles pendant une longue période.
Les paramètres importants de ces tuyaux, qu'ils soient galvanisés ou non, sont leurs dimensions géométriques: alésage nominal, désigné par l'abréviation DU, ainsi que leur épaisseur de paroi.

Tous les paramètres géométriques des tuyaux de la catégorie VGP, y compris leur diamètre, doivent être conformes aux exigences spécifiées dans GOST. Toutes les dimensions géométriques des tuyaux produits par l'industrie moderne peuvent être sélectionnées dans les tableaux correspondants.

À partir du convoyeur de production, les produits de conduites d'eau et de gaz peuvent être fabriqués en deux modifications :
- sans fil;
- avec un fil prêt à l'emploi aux deux extrémités, qui est appliqué par moletage ou coupe.
Le déchiffrement des chiffres dans la désignation vous permet de connaître le diamètre exact du produit. Ainsi, les produits dans lesquels leur DU est marqué du numéro 50 (tuyau VGP DU50) ont un diamètre de deux pouces. Et pour les tuyaux de la catégorie VGP, dans la désignation desquels il y a DU25, le diamètre est d'un pouce. En conséquence, le marquage des conduites d'eau et de gaz contient leur diamètre en millimètres et il ne sera pas difficile de le convertir en pouces.

Classification des tuyaux selon leur classe de précision
Les conduites d'eau et de gaz selon leurs classes de précision sont divisées en deux catégories principales.
Le premier comprend des produits tubulaires de précision ordinaire. Dans la fabrication des produits de cette catégorie, les paramètres suivants ne sont pas normalisés : la composition chimique du matériau de fabrication, ses caractéristiques mécaniques. Les tuyaux de cette catégorie sont utilisés avec succès pour organiser les communications de gaz et d'eau à des fins domestiques.
La deuxième catégorie comprend les produits de conduites d'eau et de gaz d'une précision accrue. Les tuyaux galvanisés appartiennent également à cette catégorie. À partir de tels tuyaux, dans lesquels la composition chimique du matériau de fabrication et ses caractéristiques mécaniques sont normalisées, des parties de pipelines à usage industriel sont fabriquées avec des exigences accrues en matière de fiabilité.

Options supplémentaires
Pour la commodité de ceux qui vont acheter des conduites d'eau et de gaz et les utiliser à certaines fins, la longueur de ces produits est également normalisée et peut correspondre à l'une des catégories suivantes :
- intervalle 4–12 mètres - longueur mesurée;
- la longueur des tuyaux, un multiple de leur valeur mesurée ;
- longueur non mesurée, qui doit néanmoins être comprise dans la valeur mesurée.
Les consommateurs de ces produits doivent garder à l'esprit que le prix n'est pas fixé par unité de longueur du tuyau, mais par unité de son poids. Il est également important de prendre en compte le fait que la masse des tuyaux galvanisés est supérieure de 3 % au poids des produits en acier non protégé.
Les aciers à partir desquels sont fabriqués des produits de tuyauterie galvanisés et non galvanisés de précision accrue doivent être conformes aux exigences de GOST 1050, tandis que la composition chimique et les caractéristiques mécaniques du matériau de fabrication ne sont pas soumises au rationnement. Les soudures, à l'aide desquelles les produits de conduites d'eau et de gaz sont connectés après leur formation, doivent être de type renforcé.

La gamme de produits de conduites d'eau et de gaz en acier noir suppose leur sortie avec plusieurs options d'épaisseur de paroi. En fonction de ce paramètre, ces produits sont:
- classe légère;
- catégorie ordinaire ;
- genre renforcé.
L'épaisseur de paroi de ces produits, qui, en fonction de l'assortiment, peut être sélectionnée dans le tableau, est normalisée par les exigences de GOST 3262-75. Sur la base de ce document réglementaire, un assortiment de produits de tuyauterie est formé; il stipule également un certain nombre d'autres paramètres que ces produits doivent respecter : alésage nominal, diamètre extérieur, masse théorique d'un mètre courant.

Les tuyaux de différentes classes sont conçus pour fonctionner sous différentes pressions de fonctionnement. Ainsi, les tuyaux correspondant à la catégorie légère peuvent fonctionner à une pression ne dépassant pas 25 kgf / cm2, et les produits de type renforcé - 32 kgf / cm2.
A la demande du client d'un lot de conduites d'eau et de gaz, des filetages longs ou courts peuvent être appliqués à leurs extrémités. Les produits tubulaires de type galvanisé peuvent être fournis aux clients non seulement avec des filetages, mais également équipés de raccords pour leur installation.

Conduites d'eau et de gaz électrosoudées
Les produits de conduites d'eau et de gaz fabriqués à l'aide de joints soudés sont utilisés avec succès pour l'installation de conduites à travers lesquelles des fluides liquides et gazeux sont transportés. Pour la production de tels tuyaux, on utilise des nuances d'acier bien connectées par soudage: 10, 20, 3SP, 3PS. Selon le but et les conditions de fonctionnement du pipeline, pour l'installation desquels ces produits seront utilisés, ils peuvent en outre être soumis à un traitement thermique après fabrication.

La longueur mesurée de ces produits est comprise entre 9 et 11,7 mètres et la longueur non mesurée, qui doit être comprise dans la longueur mesurée, est de 4 à 11 m.
Les écarts admissibles dans les dimensions des conduites d'eau et de gaz dépendent de la longueur et du diamètre du produit. Ainsi, s'il existe un accord préalable avec le client d'un lot de tuyaux, les écarts suivants sont autorisés dans leurs paramètres géométriques :
- 5% - pour les tuyaux dont la longueur est comprise entre 1,5 et 4 mètres;
- pour les produits de tuyaux galvanisés, où les filetages sont appliqués aux extrémités à l'aide de la technologie de moletage, une réduction de diamètre de 10% est autorisée sur toute la surface de son emplacement.
Il existe une méthode généralement acceptée pour calculer le poids d'un tuyau, où la densité de l'acier à partir duquel il est fabriqué est prise à 7,85 g / cm3. Comme mentionné ci-dessus, le poids des produits de tuyaux galvanisés est supposé être supérieur de 3% au poids des produits ordinaires.
Nous recommandons également
 Quel est le nom de la somme d'argent en jeu dans le jeu Le système monétaire moderne est une pyramide financière
Quel est le nom de la somme d'argent en jeu dans le jeu Le système monétaire moderne est une pyramide financière
 Comment nommer un cheval: nous sélectionnons un surnom approprié
Comment nommer un cheval: nous sélectionnons un surnom approprié
 Comment nommer un cheval: nous sélectionnons un surnom approprié
Comment nommer un cheval: nous sélectionnons un surnom approprié
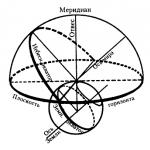 Point de la sphère céleste au-dessus de la tête de l'observateur
Point de la sphère céleste au-dessus de la tête de l'observateur
 Paon commun (Indien)
Paon commun (Indien)
 Quel est le nom du mâle et de la femelle
Quel est le nom du mâle et de la femelle