Верхні санки супорту токарного верстата. Токарно-гвинторізний верстат
Одним з найважливіших досягнень машинобудування на початку XIX століття стало поширення металорізальних верстатів із супортами – механічними тримачами для різця. Яким би простим і, на перший погляд, незначним не здавався цей придаток до верстата, можна без перебільшення сказати, що його вплив на вдосконалення та розповсюдження машин було так само велике, як вплив змін, зроблених Уаттом паровій машині. Введення супорта разом спричинило удосконалення та здешевлення всіх машин, дало поштовх до нових удосконалень та винаходів. Супорт призначений для переміщення під час обробки ріжучого інструменту, закріпленого у різцетримачі. Він складається з нижніх санчат (подовжнього супорта) 1, які переміщуються по напрямних станини за допомогою рукоятки 15 і забезпечують переміщення різця вздовж заготовки. На нижніх санках по напрямних 12 переміщаються поперечні санки ( поперечний супорт) 3, які забезпечують переміщення різця перпендикулярно до осі обертання заготовки (деталі). На поперечних санках 3 розташована поворотна плита 4, яка закріплюється гайкою 10. По напрямних 5 поворотної плити 4 переміщуються (з допомогою рукоятки 13) верхні санки 11, які разом з плитою 4 можуть повертатися в горизонтальній площині щодо поперечних санок і забезпечувати переміщення різця під кутом до осі обертання заготовки (деталі) Різцеутримувач (різцева головка) 6 з болтами 8 кріпиться до верхніх санчат з допомогою рукоятки 9, яка переміщується по гвинту 7. Привід переміщення супорта проводиться від ходового гвинта 2, від ходового валу, розташованого під ходовим гвинтом, або вручну. Увімкнення автоматичних подачпроводиться рукояткою 14.
Пристрій поперечного супорта показано малюнку внизу. По напрямним поздовжнього супорта 1 ходовим гвинтом 12, оснащеним рукояткою 10, переміщаються санки поперечного супорта. Ходовий гвинт 12 закріплений одним кінцем у поздовжньому супорті 1, а іншим - пов'язаний з гайкою (що складається з двох частин 15 і 13 і клина 14), яка кріпиться до поперечних санчат 9. Затягуючи гвинт 16, розсувають (клином 14) гайки 15 і 1 , завдяки чому. вибирається зазор між ходовим гвинтом 12 і гайкою 15. Величину переміщення поперечного супорта визначають по лімбу 11. До поперечного супорта кріпиться (гайками 7) поворотна плита 8, разом з якою повертаються верхні санки 6 і резцеутримувач 5. На деяких верстатах на поперечних задній різцетримач 2 для проточування канавок, відрізки та інших робіт, які можуть бути виконані переміщенням поперечного супорта, а також кронштейн 3 з щитком 4, що захищає робітника від попадання стружки і мастильно-охолоджувальної рідини.
Супорт токарного верстата
Ремонт супорту токарного верстата
Оснащення металорізальних верстатів супортами, стало одним з найбільших досягнень машинобудівної промисловості XIX століття. Супортом називається рухлива частина агрегату, що утримує металообробний інструмент. У процесі обробки заготовки, супорт пересувається по напрямних токарного верстата, переміщуючи різець автоматично, або ручним способом. Незважаючи на видиму невигадливість, даний механізм відіграв важливу роль у здешевленні верстатних агрегатів, а також у подальшому їх удосконаленні.
Основними компонентами супорта виступає каретка, поздовжні санки, що переміщаються по напрямних каретки (нижніх санчат), верхні санки різцетримач, поворотна плита, привід, що приводить механізм в рух. Супорти розрізняються за принципом розташування на верстаті, за спрямованістю та особливостями переміщення (поперечні, поздовжні, що гойдаються) і за видом конструкції різцевої головки (різцеві або револьверні).
Стан напрямних супорта визначає точність обробки виробу. У ході експлуатації верстата, поряд з іншими вузлами машини, робочі поверхні та комплектуючі супорта постійно зношуються, в результаті чого, верстат втрачає функціональність. Ремонт супорта токарного верстата може входити до складу операцій, що виконуються при капітальному ремонтіобладнання, або бути самостійним заходом, спрямованим на усунення несправностей механізму.
Однією з найбільш трудомістких процедур виступає відновлення напрямних каретки. Мета роботи полягає у поверненні паралельності і перпендикулярності поверхонь напрямних по відношенню до відповідних площин, відновлення співвісності всіх отворів, що поєднуються. При цьому важливо зберегти повноцінне зачеплення шестерень фартуха з апаратурою механічної подачі.
Ремонт супорта токарного верстата, пов'язаний з відновленням напрямних, відноситься до відповідальних та складних заходів, що вимагають застосування спеціального високоточного обладнання. До нашого конструкторського бюро надходять, як правило, токарні верстати важкого та середнього класу, які потребують не тільки реставрації супорту, але й виконання ремонтних робіт, об'єднаних з іншими вузлами та механізмами агрегату. У переважній більшості випадків, мова йдепро капітальний ремонт.
Супорт - важлива частина токарного верстата, фактично, що виконує функцію руки робітника, що утримує різець і переміщує його вздовж заготовки. Правильне обслуговуваннямеханічного власника, дозволить продовжити термін його служби та витратити серйозні проблеми з ремонтом.
Догляд за супортом передбачає періодичне регулювання зазорів у напрямних, усунення люфтів, своєчасне очищення або заміну набивання сальників, регулярне мастило санчат і захист їх від механічних пошкоджень.
Супорт токарного верстата призначений для закріплення на ньому ріжучого інструменту та повідомлення руху подачі при обробці.
Нижня плита 1 супорта (рис. 7), звана кареткою або поздовжніми санками, перемішується по напрямних станини механічно або вручну. Різець у своїй рухається поздовжньому напрямі (це і є поздовжня подача). На верхній поверхні каретки є поперечні напрямні 12 у формі ластівчиного хвоста, розташовані перпендикулярно до напрямних станини. На напрямних 12 переміщаються поперечні санки 3 супорта, за допомогою яких різець отримує рух, перпендикулярне до осі шпинделя.
Рис 7. Супорт токарно-гвинторізного верстата
На верхній поверхні поперечних санок 3 розташована поворотна плита 4 супорта, яка закріплюється після повороту гайкою 10.
На верхній поверхні поворотної плити розташовані напрямні 5, якими при обертанні рукоятки 13 переміщається верхня плита 11-верхні санки супорта.
Різцеутримувачі та різцеві головки
На верхній частині супорта встановлюють різцетримач або різцеву головку для закріплення різців.
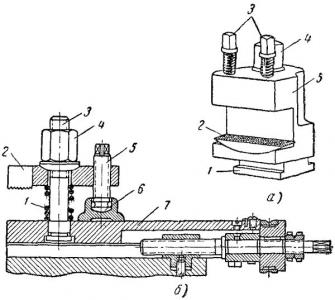
Рис 8 - Резцеутримувачі
На дрібних та середніх верстатах застосовують одномісний різцетримач 5 (рис. 8, а). Нижня частина 1 різцетримача, що має Т-подібну форму, закріплюється на верхній частині супорта гайкою, 4. Для регулювання положення ріжучої кромкипо висоті центрів у різцетримачі є підкладка 2, нижня сферична поверхня якої спирається на таку поверхню колодки різцетримача. Закріплюють різець у різцетримачі двома болтами 3.
На великих токарних верстатах застосовують одномісні різцетримач (рис. 8, б). У цьому випадку різець встановлюють на поверхню 7 верхньої частини супорта і закріплюють планкою 2, затягуючи гайку 4. Для запобігання болта 3 від вигину планка 2 підтримується гвинтом 5, що спирається на башмак 6. При відкручуванні гайки 4 пружина 2 2 піднімає план.
Найчастіше на токарно-гвинторізних верстатах середніх розмірів застосовують чотиригранні поворотні різцеві головки (див. рис 7).
Різцева головка 6 встановлюється на верхній частині супорта 11; в ній можна закріпити гвинтами 8 чотири різці одночасно. Працювати можна будь-яким із встановлених різців. Для цього потрібно повернути головку і поставити необхідний різець у робоче становище. Перед поворотом головку необхідно відкріпити, повернувши рукоятку 9, пов'язану з гайкою, що сидить на гвинті 7. Після кожного повороту головку знову затиснути рукояткою 9.
- 707 переглядів
Супорт (див. мал.1а) призначений для переміщення під час обробки ріжучого інструменту, закріпленого в різцетримачі. Він складається з нижніх санчат (подовжнього супорта) 1, які переміщуються по напрямних станини за допомогою рукоятки 15 і забезпечують переміщення різця вздовж заготовки. На нижніх санках по напрямних 12 переміщаються поперечні санки (поперечний супорт) 3, які забезпечують переміщення різця перпендикулярно осі обертання заготовки (деталі). На поперечних санках 3 розташована поворотна плита 4, яка закріплюється гайкою 10. По напрямних 5 поворотної плити 4 переміщуються (з допомогою рукоятки 13) верхні санки 11, які разом з плитою 4 можуть повертатися в горизонтальній площині щодо поперечних санок і забезпечувати переміщення різця під кутом до осі обертання заготовки (деталі) Різцеутримувач (різцева головка) 6 з болтами 8 кріпиться до верхніх санчат з допомогою рукоятки 9, яка переміщується по гвинту 7. Привід переміщення супорта проводиться від ходового гвинта 2, від ходового валу, розташованого під ходовим гвинтом, або вручну. Увімкнення автоматичних подач здійснюється рукояткою 14.
Рис. 1а. Супорт токарного верстата 16К20
Техкулачковий патрон
На токарних верстатах застосовують дво-, три- та чотирикулачкові патрони з ручним та механізованим приводом затиску. У двокулачкових самоцентруючих патронах закріплюють різні фасонні виливки та поковки; кулачки таких патронів, як правило, призначені для закріплення лише однієї деталі. У трикулачкових самоцентруючих патронах закріплюють заготовки круглої та шестигранної форми або круглі пруткивеликого діаметра. У чотирикулачкових самоцентруючих патронах закріплюють прутки квадратного перерізу, а в патронах з індивідуальним регулюванням кулачків - деталі прямокутної або несиметричної форми. Трикулачковий самоцентруючий патрон з ручним затиском найпоширеніший пристрій для кріплення деталей на токарних верстатах. Володіючи потужним, але чутливим механізмом, патрон дозволяє надійно кріпити деталі з високою точністю їх центрування як для виконання високорежимної обробки, так і для більш тонких робіт. Токарний патрон може встановлюватись на шпиндель верстата або пристрою. Найбільш широко застосовують трикулачковий самоцентруючий патрон (малюнок нижче). Кулачки 1, 2 і 3 патрона переміщуються одночасно за допомогою диска 4. На одній стороні цього диска виконані пази (мають форму архімедової спіралі), в яких розташовані нижні виступи кулачків, а на іншій - нарізане конічне зубчасте колесо, пов'язане з трьома конічними зубчастими колесами 5. При повороті ключем одного з коліс 5 диск 4 (завдяки зубчастому зачепленню) також повертається і за допомогою спіралі переміщає одночасно і рівномірно всі три кулачки по пазах корпусу 6 патрона. Залежно від напрямку обертання диска, кулачки наближаються до центру патрона або віддаляються від нього, затискаючи або звільняючи деталь. Кулачки зазвичай виготовляють триступінчастими і для підвищення зносостійкості загартовують. Розрізняють кулачки кріплення заготовок по внутрішній та зовнішній поверхнях; при кріпленні по внутрішній поверхні заготівля повинна мати отвір, у якому можуть розміститися кулачки.





