Kantad brädutgång. Valet av utrustning för sågverksverksamheten
Sågning av trä är en cykel av åtgärder som använder en mängd olika tekniker som syftar till att erhålla timmer från rundvirke som är lämpligt för vidare användning inom industrin. Processens varaktighet och arbetsintensitet beror på den valda metoden för bearbetning av rundvirke, såväl som tiden för år.
Verktyg och utrustning
Stammar och stora grenar går i produktion. Allt material är indelat i grupper efter tjockleken och förekomsten av bark. Ofta har träförädlingsföretag verkstäder nära avverkningsplatsen, där maskiner installeras för den första bearbetningen av trä.

Manuell barkning av skogen
Träet som inte har passerat barkningsstadiet kan användas vid konstruktion av golv eller som nockbalk i motsvarande inredning, eller som stödanordning under konstruktion.

Industriell barkning
Om ett annat alternativ för att använda trädet planeras, utförs sågning, vilket resulterar i följande segment:
- okantad och halvkantad (grovt material från vilket baserna på golvet, väggarna eller taket är monterade);
- kantad (designad för efterbehandling av golv).
Nedskärningen kan utföras av en utlokaliserad organisation som har alla nödvändiga verktyg.

Trädsågningskarta
Den rationella användningen av materialet säkerställs genom överensstämmelse med sågkartan. Detta gör att du kan minska kostnaden på grund av avfall, vars andel kortet kan minska avsevärt. De använda verktygen och typerna av skogsbearbetningsutrustning beror på volymen, önskad kvalitet och storlek på det färdiga virket.

Använder oftast en cirkelsåg och olika maskiner:
- cirkelsågen låter dig göra exakta snitt i olika riktningar. Lämplig för både professionell och hemmabruk, klarar perfekt med diametern på rundvirket över genomsnittet;
- motorsåg;
- maskiner för rent borttagning av bark;
- sågning på ett bandsågverk gör det möjligt att bearbeta täta stockar, det anses vara det mest populära, eftersom resultatet är högkvalitativt material och en liten mängd avfall;
- skivmaskin: tillverkning av tvåkantigt virke och okantade brädor;
- ett ramsågverk behöver inte en grund, tekniken med dess användning gör att du kan installera utrustning i närheten av skärplatsen;
- tunnare bearbetas av universella maskiner, utgången ger högkvalitativa byggmaterial även från låggradiga piskor;
- sågning av rundvirke vid ett stort träbearbetningsföretag bör utföras med den största mängden sågat virke, som skiljer sig från resten i speciell kvalitet och exakta dimensioner. För detta ändamål installeras speciella linjer för sågning.
På sågverket erhålls en balk och en kantad bräda på grund av kapningen av en stock upp till 7 m lång och 15-80 cm i diameter längs den längsgående linjen. Cirkelsågen har en eller flera skivor, den bearbetar olika diametrar av skogen efter deras antal.

Om det är nödvändigt att bearbeta en liten mängd trä hemma, kan du använda en vanlig motorsåg.
skära ved
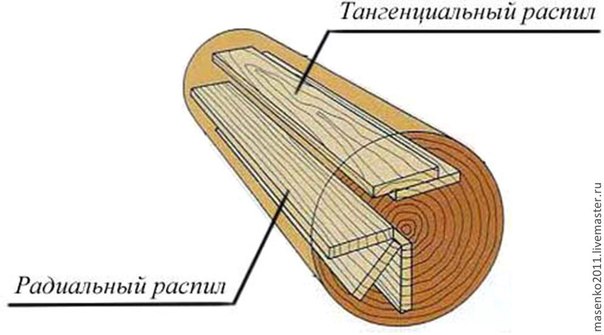
Innan du väljer ett verktyg måste du bestämma vilken typ av skärning, med fokus på loggens årsringar. Det finns flera typer:
- radiell (längs radien);
- tangentiell (snittet är parallellt med en radie, berör årsringarna);
- fibrerna är anordnade parallellt med snittet som görs.
Bland skärmetoderna väljs den som är mest lämplig för ett visst fall:
- Razval. Sågning av trä på detta sätt utförs för lövträd med liten stamtjocklek, det anses vara den enklaste bearbetningen. Utgång: okantade element och plattor.
- Om det finns en annan träbearbetningsmaskin är det möjligt att skära upp till 65% av materialet för att producera kantade brädor med samma bredd. Först sågas ett tvåkantigt virke och brädor från sidorna, och sedan erhålls en viss mängd kantvirke från virket.
- Mer specifika metoder är sektor- och segmentsågning. Antalet element i den första metoden varierar från 4 till 8, och beror på tjockleken på stammen. Efter separation sågas element från varje sektor längs en tangentiell eller radiell linje. Den andra metoden börjar med balkens utgång från den centrala delen, och brädor sågas från sidosegmenten i tangentiell riktning.
- För individuell sågning av trä är den cirkulära metoden lämplig. Den går ut på att vända stocken 90° längs den längsgående linjen efter varje sågade bräda. Detta gör att du kan övervaka kvaliteten på trä och i tid ta bort de drabbade områdena av stammen.
Handgjord: motorsågsapplikation
För hemskärning av flera stammar är det inte tillrådligt att köpa ett verktyg vars kostnad är flera gånger högre än priset på färdiga produkter. Om du har den nödvändiga skickligheten är det mer effektivt och billigare att göra allt nödvändigt arbete med en konventionell motorsåg eller kedjeutrustning som drivs av el. Naturligtvis kräver sådant arbete mycket mer fysiska kostnader och tid, men priset på frågan sänks avsevärt.
Arbete på trädgårdslandet kräver beskärning av fruktträd, och det blir också möjligt att dessutom producera material för uthus utan att tillgripa tjänster från specialister, så alla försiktiga ägare skulle föredra att köpa en motorsåg. Oftast skördas barrträd för hemmet, och det här verktyget gör ett utmärkt jobb med att såga dem. Tack vare jämna stammar är det lättare att konturera snittlinjerna, vilket ökar arbetshastigheten. Proffs använder förresten oftast en motorsåg, eftersom den är kraftfullare än en elektrisk och du kan använda den var som helst, oavsett om det finns en kapning eller sågning av strömförsörjning på platsen.

För att arbeta med en motorsåg på att skära stockar behöver du en sådan anordning som ett munstycke på sågen, såväl som sågsnittsguider och basstamfixare. Munstycket i form av en ram är fäst på verktyget så att det förblir möjligt att justera avståndet mellan kedjan och själva ramen. Detta görs för att möjliggöra produktion av färdigt virke, olika i tjocklek. För rollen som guide kan du ta antingen en profil av önskad längd eller en platt träplanka med tillräcklig styvhet. En speciell kedja väljs för verktyget, utformad för att skära stammen längs. Dess skillnad från resten är i tänderna, vässade i en viss vinkel.

Innan du börjar arbeta är det nödvändigt att inte bara förbereda alla nödvändiga verktyg. Oavsett om en träbearbetningsmaskin eller en manuell anordning är avsedd för bearbetning av stammen, är det första steget att bekanta dig med skärkartan. Detta görs för att minimera andelen avfall och öka utbytet av användbara produkter.
Det första du behöver oroa dig för när du river är den enhetliga densiteten hos de färdiga brädorna. För att göra detta riktar en kompetent sågverkare verktyget från stockens östra sida till väster eller i motsatt riktning. Detta beror på den större tätheten av rundvirke i dess norra del än i den södra.
Därefter tas plattan bort från båda sidor med en motorsåg på ett sådant sätt att man får en tvåkantig balk. Den i sin tur sågas i enlighet med det sågschema som valdes i början av arbetet. Utgången ger en okantad bräda. Om det finns en viss procentandel av defekter i stammen, är ett cirkulärt snitt möjligt med stammen vridande i rät vinkel eller 180 °.
Mängd färdigt material, sänkt pris
Produktionen av användbart material från barr- och lövträ skiljer sig i procent. För timmer som erhållits från barrträd är följande indikatorer karakteristiska:
- förutsatt att operationen utförs av en fackman och ett sågverk används, kommer andelen färdigt virke att vara högst (80-85%);
- kantmaterial, som ges av maskiner, är i genomsnitt 55-70%;
- okantad skiva när du arbetar med en motorsåg lämnar upp till 30 % av avfallet.
Siffrorna ges utan att ta hänsyn till det färdiga avvisade virket, vars mängd kan nå 30%. Sådant material används dock för produkter som tillåter ett visst äktenskap.

Lövfällt rundvirke ger 60 % av det färdiga okantade virket och ca 40 % av det klippta virket. Detta beror på den initiala krökningen av rundvirket. Du kan öka mängden mottagna produkter: detta kommer att kräva träbearbetningsmaskiner av olika slag. En viss typ av fixtur kan öka mängden virke med 10-20%. För en kub av virke behöver du cirka 10 kuber av lövträ rundvirke. Priset för att installera ytterligare utrustning kommer att betala av kostnaden för den färdiga skogen. Speciallinjer ger mer volym, men deras användning rekommenderas endast på ett stort område. Det genomsnittliga priset för att såga trä vid ett konventionellt sågverk kommer att vara cirka 150-180 rubel per kubikmeter brädor.
såga karta
Sågningskartan är en beräkning av den optimala mängden färdigt virke från en stock. Det kan beräknas oberoende för varje specifik stockdiameter, eller så kan du använda ett datorprogram som avsevärt underlättar beräkningen, och vars pris är ganska överkomligt.

Eller så kan källan vara en vanlig guide till sågverk. Resultatet är en tabell som tas som grund. Sågverket måste alltid vara orienterat efter sina data, för att få mer virke av alla typer av trä.
Avkastningsgrader för virke från rundvirke
FN:s Europeiska kommissionens/FAO:s virkeskommittés rapport ECE/TIM/DP/49 om träomvandlingsfaktorer i olika typer av skogsprodukter ger framför allt sågade träavkastningsfaktorer från rundvirke. Dessa data, baserade på erfarenheter från 16 stater, kan mycket väl fungera som riktmärken för träbearbetningsföretag som världsstandarder.Trä täcker en betydande del av sågade trävaror. De omfattar ett brett utbud av produkter från okantat, nysågat till kant, torrt, dimensionerat och hyvlat virke. Den typ av produkter som produceras har en betydande inverkan på utbytet av färdigsågade produkter från rundvirke. Så från en kubikmeter rundvirke kan du få 0,8 m3 okantvirke och endast 0,4 m3 torrkantat, sorterat och hyvlat virke. Därför ombads olika länder att ange sina avkastningsgrader för olika kategorier av sågat virke för att förstå varför de nationella skördenivåerna för sågat virke varierar så mycket från varandra.
Till exempel i Tyskland krävs 1,67 m3 rundvirke för att producera 1 m3 sågat barrved, medan det i USA är 2,04 m3. Vid en första anblick kan sågverk i USA tyckas vara mindre effektivt än Tyskland (kvoten som visas indikerar att det behövs 22 % mer rundvirke för att producera samma mängd sågat virke i USA). Men en närmare titt på produktionen av samma typer av sågat trä, såsom grovt och torrt sågat trä, avslöjar att skördenivåerna för sågade trävaror är likartade i dessa länder. Det betyder att skillnaderna i virkesavkastning ligger i produktionen av olika typer av färdiga produkter. Det är tydligt att Tyskland producerar mer råvirke, medan USA producerar mer torrt och hyvlat virke.
Vissa länder noterar att deras lands sågade träproduktion rapporteras som nysågad för att undvika dubbel volymmätning för torrt och hyvlat virke. Detta till skillnad från andra länder, framför allt den skandinaviska regionen och Nordamerika, där volymerna sågade trävaror oftast anges i termer av slutförädling. Detta kan till exempel resultera i ett nysågat grovvirke på 1,57 (64 %) eller 1,75 (57 %) för torrt virke eller 2,27 (44 %) för hyvlat och färdigt virke, som visas i diagrammet nedan.
Taggar och nyckelord
lopeskivor kommer att komma ut ur 1,5 m3 rundvirke, skilki att ta sig ur lådan från kuben till skogen, förbrukning av timmer per 1 bit stjälk-hur många utgångar?, Med formad från 1 kub, utmatning av virke från en stock, Vid torkning av brädor z10 har klippt en del produktion, skilki piddoniv komma ut ur kuben av ämnet, Skіlki från en kub rund timmer för att gå ut ur oformade brädor, timmeravkastningsräknare, utgången från brädan som inte kantas från kubenDela denna information i sociala medier, för att marknadsföra portalen:
Hur man sågar en stock på ett bandsågverk beskrevs i en tidigare artikel. Tja, i den här artikeln vill vi prata om hur man sågar en stock till en balk.
Alla vet att en balk som sågas från en stock under torkning börjar deformeras, men inte alla vet vad som orsakar detta. Saken är den att när man såg en stock till en balk så sågades den fel. Det vill säga, det skars med en förskjutning, och eftersom dess mitt är förskjutet, börjar virket att böjas i riktning mot förskjutningen.
För att förhindra att detta inträffar är det nödvändigt att göra korrekt beräkning av stocken före sågning.
Beräkning av stock för sågning till stång.
Så, låt oss överskrida, först måste du bestämma vilken storlek balken ska ha, liksom måtten på materialet (brädorna) som vi vill få före balken.
Låt oss börja med att ta nödvändigt virke, till exempel 150 x 150 mm, okantad bräda 25 mm, 30 mm, 40 mm.
För den som inte vet vad en icke-kantad bräda betyder, förklarar vi att detta är en bräda av olika bredder som inte har vissa gränser på grund av förekomsten av bark längs kanterna, men har en viss tjocklek.

Ta sedan en 25 mm, 50 mm kantad skiva. Vi tycker det är tydligt här att en kantad bräda är en bräda som har en viss storlek, både i bredd och tjocklek, och inte har bark, eller som man brukar säga, utan avtagande.

Strålberäkning
Vi kommer att börja beräkningen genom att mäta stockens diameter, och vi har den till exempel 30 cm. Eller, för att underlätta beräkningen, kommer vi att översätta den till millimeter, den blir 300 mm. Eftersom vi borde få en stråle på 150 mm, tar vi 300 mm och subtraherar 150 mm, i resten får vi 150 mm, som kommer att gå till brädorna.
300 - 150 = 150

Vi subtraherar 5 mm från de övre och nedre kanterna på stockdiametern per platta, det vill säga vi delar 150 mm kvar i brädor, vi får 150 minus 5 och minus 5, i resten får vi 140 mm.
150 - 5 - 5 = 140
När du subtraherar plattan är det nödvändigt att ta hänsyn till stockens ojämnhet, eftersom rumpan är större än toppen i diameter, det vill säga det är möjligt att få en platta i olika storlekar, och vi kommer att ha den 25 mm .
Låt oss gå tillbaka till stockdiametern på 300 mm. Från den övre kanten, som beskrivits ovan, subtrahera 5 mm, vi får 295 mm. Och till detta numeriska värde lägger vi till en platta på 25 mm plus 2 mm per snitt, vi får 322 mm. Och det är med detta som sågningen av en stock till en balk kommer att börja.
300 - 5 = 295, 295 + 25 + 2 = 322

Styrelseberäkning
Efter att craakern togs bort står vi kvar med en ren rest på 140 mm. Vi delar den på mitten och får 70 mm på varje sida av stocken.
140 / 2 = 70
Vi tittar ovan, där vi bestämde den ungefärliga storleken på det nödvändiga materialet utöver virket. Vi har 25 mm, 30 mm och 40 mm skivor. Och här börjar vi beräkningen.
Vi tar våra 70 mm och uppskattar med hänsyn till snittet, 40 mm plus 2 mm får vi 42 mm, upp till 70 28 mm räcker inte. Nåväl, här tycker vi att det är klart att nästa bräda blir 25 mm, 25 mm plus 2 mm får vi 27 mm. Således får vi, 42 mm plus 27 mm, 69 mm.
40 + 2 = 42, 70 - 42 = 28, 25 + 2 = 27, 42 + 27= 69

Frågan uppstår, var man ska lägga ytterligare 1 mm, allt är väldigt enkelt. Vi gör de första fyra snitten strikt i storlek, och efter att ha vänt stocken stjäl vi denna 1 mm på plattan. I slutändan kommer allt ut enligt våra beräkningar.
Utifrån dessa beräkningar får vi en vagn sågad i mitten av stocken.
Beräkning av skärmaterial
För att erhålla kantmaterial, såväl som ytterligare sågning av en stock till en balk, utförs det genom att vrida den resulterande pistolvagnen 90 grader. Beräkningen sker i samma ordning som beskrivits ovan. Men låt oss omedelbart uppmärksamma, om vi börjar beräkningen får vi 20 mm, vilket vi inte behöver, på grund av bristen på sådana dimensioner som ges.
70 - 50 = 20
Vad vi ska göra i det här fallet kommer vi nu att förklara. Som beskrivits ovan har vi 5 mm per platta, vi kommer att använda detta och lägga till 25 mm till 50 mm av vårt kantmaterial, plus naturligtvis 2 mm per snitt.
50 + 20 + 5 + 2 = 78
Vi får en 25 mm platta och en 50 mm blank skiva, precis vad vi behövde, samt ett kvalitetsvirke 150 x 150.

För att få en annan storlek på material är det nödvändigt att lägga de saknade millimetrarna på plattan, men samtidigt fördela dem jämnt på båda sidor.
Således utförs beräkningen och sågning av en stock till en balk på ett bandsågverk. Vi önskar alla nybörjarsågare lycka till i denna svåra uppgift, och det viktigaste är att inte göra ett misstag i beräkningarna.
Ofta finns det ett behov av att få en balk med rektangulär sektion från en stock. Att göra detta är inte så svårt.
Om du redan vet hur man hugger stockar ordentligt, är det inte heller svårt att hugga en balk åt dig. Det viktigaste samtidigt är att markera stocken korrekt för att få en stråle av önskad storlek.
Vi har redan övervägt att skära en stock i två kanter i en artikel om beredning av stockar.
Låt oss se nu hur man skär en rektangulär eller fyrkantig balk från en stock.
Markera en stock för att få en rektangulär balk
Vid märkning bör du vara försiktig och ta hänsyn till att diametern på rumpan och toppdelarna är olika. Därför är det bäst att börja markera från slutet med en mindre diameter.
Förankra stocken på vilket sätt du vill, som beskrivs i artikeln om att förbereda stockarna.
 Rita en cirkel och markera sedan dess diameter i form av en vertikal linje som förbinder cirkelns övre punkt med den nedre. För arbete, använd en speciell snickerikompass med härdade metalländar.
Rita en cirkel och markera sedan dess diameter i form av en vertikal linje som förbinder cirkelns övre punkt med den nedre. För arbete, använd en speciell snickerikompass med härdade metalländar.
Den resulterande diametern måste delas upp i tre lika stora segment och vinkelräta ritningar genom sina ändar så att de korsar cirkeln.
Efter det, anslut skärningspunkterna med cirkeln för att göra en rektangel.
Det mest gynnsamma bildförhållandet är 5:7, det vill säga 10:14, 15:25, 20:28, etc. – det kommer att bli lönsamma avsnitt.
Markera en stock för att få en fyrkantig stång
I vissa fall krävs det att man skaffar en fyrkantsstav. I detta fall delas cirkeln med två diametrar vinkelräta mot varandra, varefter skärningspunkterna för diametrarna med cirkeln är förbundna med raka linjer.
Alla grundläggande operationer för att markera ändarna på stockar för att få en rektangulär och fyrkantig balk visas i figuren nedan.

Grundläggande operationer för att skära ut en balk från en stock
Skissera först den centrala axeln (diameter).

Markera sedan ändarna på stockarna enligt beskrivningen ovan.
Efter det, längs stocken markerad från ändarna med hjälp av en kritad snöre, är trottoarens linjer skisserade.

För att göra detta fixeras sladden längs kanterna på stocken i spärrar gjorda med en yxa, så att sladden sträcks. Därefter dras sladden tillbaka lite, som en bågsträng, och släpps. När sladden träffar en stock lämnar den en linje. Denna linje kommer att användas för skärning.

Först, på den huggna sidan, efter 20-40 centimeter, görs skåror med en yxa, som inte når linjen för huggning några millimeter.

Efter det görs ett grovt snitt med en yxa, tar bort huvudlagret av trä, flyttar från hack till hack. När huvudskiktet av virket som ska tas bort tas bort, rengörs ytan som ska huggas antingen med snygga hugg av en yxa eller med en klippare.

Idag hugger man sällan timmer ur stockar med yxa. För att göra detta finns fräs- och galopplinjer som producerar timmer i industriell skala. Men när du bygger ett bad kan du ha en situation där du behöver hugga en plan yta på en eller flera sidor av stocken. Därför måste du känna till de grundläggande teknikerna för att skära ut en balk från en stock eller skala en stock för 1-2 kanter.
Vid byggandet av ett bad används handhållna el- och bensinverktyg för närvarande i stor utsträckning. Om du gör ett plan med en motorsåg, kommer operationssekvensen att vara densamma - markering, skåror längs den huggna sidan, grov borttagning av ett lager av trä och först därefter finjustering till skärlinjen med en yxa eller en elektrisk hyvel.
Nu vet du hur man hugger en stock hur man hugger en balk från en stock. I andra artiklar kommer vi att prata om hur man korrekt gör ett spår i en balk eller stock, hur man sågar ett träd korrekt, hur man planerar brädor och balkar.
Senaste publikationerna:
Även en korrekt utlagd tegelugn behöver repareras med tiden. Höga temperaturer, brott mot dragkraft, mekanisk skada på murverket - allt detta leder till uppkomsten av defekter som måste elimineras. När allt kommer omkring, bra dragkraft och frånvaron av sprickor i väggarna - ...
Hej kära läsare och prenumeranter av bloggen, Andrey Noak är i kontakt med er! Idag kommer jag att berätta om utbytet av virke vid sågning av rundvirke.
Denna parameter är en av de viktigaste indikatorerna i. Effektiviteten av att såga skogen beror på denna indikator. Många nybörjare tror felaktigt att ju högre detta förhållande, desto bättre.
Det är faktiskt inte alltid så, de flesta experter vet om det, men är tysta. Jag upprepar ännu en gång - en hög procentuell virkesproduktion per kubikmeter virke är inte alltid bra.
Jag beskrev i detalj varför det är så i min bok "Organisation av sågverk i ett modernt företag", men för läsarna kommer jag att öppna gardinen något för denna fråga i slutet av artikeln.
Det här är verkligen en unik e-bok, det finns definitivt inga sådana böcker i Ryssland :-)!!! Det ger helt enkelt kolossal information som erhållits genom personlig erfarenhet som teknolog i en storskalig produktion.

Andel rundvirke
Beräknat enligt formeln:
Kout \u003d Vpil / Vbr
Var Till, % - procent av virkesproduktionen.
Vpil, m3 - volym erhållet virke. Beräknad:
Vpil = L*H*B*n1+L*H*B*n2 + ...
- där L är den nominella längden av det färdiga virket;
- H - skivans tjocklek;
- B - brädets bredd;
- n är antalet brädor av varje storlek.
Vbr, m3 - volymen av stocken från vilken timmer erhålls. Det bestäms av kubikkapaciteten, vilket är möjligt.
Användningsprocenten sågat virke i produktionen beräknas för varje diameter av skogen och för varje sågteknik.
Varför beror användbarhetsprocenten på det sågade virkets diameter?
Det är väldigt enkelt, ju färre snitt för att få ved, desto högre andel. Det beror förstås också på användbarheten, men än en gång säger jag att det är väldigt viktigt hur många sågar man kostar för att få en bräda. Som regel sågas små små brädor från en liten skog, och timmer, en tjock bräda sågas av stort trä.
Särskilt bra prestanda på företaget vid produktion av timmer, det har bra kubaturindikatorer, såghastigheten är maximal (eftersom såg mindre) och skärverktyget tar ett minimum.
Nedan är de ungefärliga diametrarna med förbrukningshastigheter:
- 12 - 16 cm - utgång 45 - 50%;
- 18 - 22 - genomsnitt 52 %
- 24 - 26 - cirka 57%;
- 28 - 40 - det här är en stockskog och de bästa indikatorerna används på den när du tar emot en stråle - 66%;
- 42 - 60 - i detta intervall är det en minskning av andelen brädor som kommer ur trä. Eftersom inte så stora brädor och balkar redan erhålls från detta trä, och därför blir antalet snitt med en såg många gånger större.

Dessa förbrukningshastigheter är vägledande och gäller för att få tag på sådant virke som:
- 25*150*6,0;
- 35*150*6,0;
- 50*150*6,0;
- 180*180*6,0;
- 200*200*6,0.
Beroende på typ av utrustning kan dessa standarder tillämpas på ett bandsågverk, på sågverksramar och cirkelsågsutrustning.
Sätt att öka förhållandet
Det finns tekniska knep, som jag delvis talade om. Men som de säger, upprepning är lärandets moder, här är några av dem:
- Användning av kortare kommersiellt virke;
- Användning av specialiserade program om det. Kortfattat kan vi säga att du måste använda programmet för att hitta den optimala kostnaden för brädorna som erhålls från loggen. Å ena sidan innebär ett högt nyttigt utbyte en stor kubikkapacitet, och å andra sidan innebär en hög siffra att man får en större volym av lågkvalitetsvirke.
- Användningen av ett tunnare sågblad på grund av dubbelspindliga cirkelsågar, användningen av stelitlödning.
- Användning av diametrar, raser, defekter.
Och nu mer detaljerat om allt. Ju kortare virke, desto högre andel sågade trävaror. I Europa är de väl medvetna om detta och därför är skärlinjerna där beräknade till 1,5 - 2 meter. Våra sågverk kan bara såga 4 meter stockar.
Med hjälp av program beräknade vi våra leveranser för varje säsong i produktionen, ökade mängden lågkvalitetsvirke under efterfrågan (sommar, höst) och ökade mängden högre kvaliteter under perioden med ökad efterfrågan på dem (vinter, del av våren).
Om användningen av ett sågblad med de bästa egenskaperna tycker jag att allt är klart. Det är också nödvändigt att övervaka kvaliteten på de resulterande skärverktygen. På ram- och cirkelsågar måste du ständigt övervaka närvaron av all lödning, skärpningsvinklar för varje säsong och rullning på båda typerna av sågar.
Sortering gör att stockar kan separeras med diametrar, brister och defekter. Till exempel med röta i kärnan, då sorteras stocken och sågas till timmer, istället för att förvandlas till en stång. Eller vice versa, om splintveden är ruttet, men en balk kommer ut från den centrala delen och stocken är en stock - vi sorterar den för sågning till en balk. På samma sätt måste du tänka i termer av blåhet och krökning.
Ungefärlig avkastning per sort
När det gäller sorter är situationen ganska intressant. Det visar sig att andelen produktion av premiumprodukter beror på följande faktorer:
- Koefficienten för att få sågat virke från rundvirke. Betyget beror inte direkt, utan indirekt. Faktum är att efter någon form av gyllene medelväg, ju fler brädor vi får från en kubikmeter, desto högre mängd lågvärdigt trä med avtagande;
- Ju större diameter, desto större chans att få mer högkvalitativ bräda;
- Närvaron av trädefekter, såsom krökning, röta, blått och andra, ju mindre de är, desto högre procentandel för att få en högkvalitativ bräda;
- Ju kortare den färdiga produkten är, desto högre procentandel för att få en skiva av hög kvalitet.
Och låt oss nu uppskatta procentandelen av att erhålla förstklassigt virke från den totala volymen av mottagna brädor ungefär efter diameter. För att göra detta gjorde jag allt i form av ett litet bord.
Tabell 1 - utmatning av brädor vid sågning av rundvirke
Hur beror virkesproduktionens procent på sågteknik
Utöver diameter, kvalitet, defekter (krökning) och längd, beror andelen av brädproduktionen på tekniken för sågning av trä och typen av utrustning.
Det finns två typer av sågteknik:
- Individuell skärning, procentandelen användbar produktion närmar sig 75 %;
- Gruppskärning, beroende på andra parametrar, kan det användbara utbytet också nå 70%.
Och utrustningen för sågning kan vara följande:
- Bandsågverk, de producerar sågade produkter med minimal virkesförbrukning;
- Däcksågverk producerar virke med en överskattad förbrukning vid sågning av stockar, eftersom kedjan är mycket tjockare än banden.
- . På denna typ av utrustning är det inte tillräckligt bekvämt att bearbeta tunt trä. Därför sågas den huvudsakligen från en diameter på 20 - 22 cm;
- Fräslinjer. Denna typ av utrustning har en fördel och en nackdel hos en person framför andra teknologier. Han sågar bara sorterat virke;
- Cirkelsågsutrustning skär enligt individuella snitt - detta är ett stort plus för de resulterande materialen, både i kvalitet och kvantitet.
Relaterade videoklipp
Och nu ska jag svara på varför en hög avkastning inte alltid är bra, men allt är enkelt till mycket höga hastigheter, antalet brädor med avtagande ökar.
Det visar sig låggradigt virke och dess totala kostnad från en stock vid en viss punkt blir lägre än kostnaden för kvalitetsmaterial.
Ja, och genomförandet av material av låg kvalitet kan vara svårare.
Lycka till och vi ses igen, Andrey Noak var med dig.
Grunden för ett trähus är ett timmerhus, som är en låda sammansatt av förberedda stockar eller timmer. Stockar, fästa vid varandra i hörnen med utskurna "lås", staplas i horisontella rader, som var och en kallas en "krona". För att sticklingarna ska kunna bära vikten av strukturen måste stockproduktionstekniken följas strikt. Att säkerställa den tätaste passningen av kontaktelementen är huvuduppgiften för byggare när man monterar ett timmerhus från en stock.
Att känna till de grundläggande nyanserna och funktionerna i olika typer av sammanfogningsloggar hjälper dig att göra rätt val. Tekniken för att skära ett timmerhus från en bar och stockar skiljer sig åt i hur hörnen är ordnade, annars är reglerna desamma.
Utseendet på ett trähus beror på hur timmerhuset skärs ner – med eller utan rester. Om timmerhuset har hörn med perfekt passande ändar, viks det på "utan rester", typen av ett sådant lås kallas "i tassen". Om stockarna sticker ut utanför väggen är metoden "med resten" (i Ryssland kallas det "i oblo"), typen av slott är "skål".
Huvudverktyget för att skära timmerstugor från en stock är en yxa (snickeri eller adze). När man arbetar med en yxa fastnar de träringar som öppnas under kapningsprocessen, vilket i viss mån skyddar den från effekterna av yttre faktorer.
När man använder en motorsåg är sidosnittet av stockar i ett timmerhus slätt, träets porer öppnas och blir tillgängliga för atmosfäriska fenomen, vilket leder till snabbt förfall. Timmerhuset "i tassen" håller längre om det är mantlat.
Båda typerna av lås - både "skål" och "tass" - har olika alternativ.
Timmerstuga "i en skål"(med resten)
En enkel skål hugga ner i timmerhusets nedre krona. Utformningen av en sådan skål är ett längsgående spår med en halvcirkelformad sektion.
"Bowl"-låset med en nock skuren i botten, som är utformad för att säkerställa hörnskarvens styrka och täta timmerhuset.
Slottet "Kurdyuk" har en spik skuren i stocken på den nedre kronan, som sticks in i den i den övre stocken gjorda skåran. Denna typ av lås är svår att skära, men är den mest pålitliga.
den skärs ner i en stock som är placerad på toppen och "slänger" så att säga den nedre - därav namnet "i ett lås".
Slottet "i okhlop" har flera varianter, som är baserade på samma element som i "skålen": kam och fet svans. Beroende på alternativen för deras användning kallas låsen "flik med en kam", "flik med en fet svans (törn)" och "flik med en krön och en fet svans (törn)".
De används som regel vid konstruktion av byggnader för hushållsändamål, eftersom anslutningstätheten är otillräcklig för ett bostadshus. Detta är ett komplext lås, nedskuret i två stockar (övre och nedre), därför kallas det dubbel. Det finns bara två varianter av slottet: en enkel "okhryap" och "okryap med en fet svans (törn)".
Lås av timmerstugor "i tassen" (inga rester)
Timmerstugor utan spår kallas sådana byggnader, vars ändar av stockarna är i nivå med väggarna. Loggar eller balkar i detta fall är förbundna med lås av typen "tass". Dessa anslutningar skiljer sig inte i stor styrka och bra värmeisolering. För en bekväm vistelse när som helst på året bör ett sådant timmerhus vara vänt mot utsidan.
Anslutning i en tass: 1-rak tass med skåra; 2-sned tass (laxstjärt); 3-sned tass med skåra
"Tassen" kan vara rak, snett ("laxstjärt") och snett med en skåra (spår).
Andra typer av timmerstugalås
De huvudsakliga typerna av timmerstugor och slott har beskrivits ovan. Utöver dem finns det ett stort antal andra sätt att bygga trähus som har olika ursprung och egenskaper.
Krokskärning
Krokfällning är en ganska komplicerad strukturell metod för vinkelkoppling av stockar, kännetecknad av ökad styrka. Denna typ av fäste har två varianter.
I det första fallet skärs skålen ner till ½ stockens tjocklek. I ändarna av stockarna erhålls en slags krok, med vilken stockarna länkas. En sådan anslutning garanterar absolut vindtäthet i hörnet.
Krokkoppling: 1-väggar är rundade inuti; 2 - väggarna inuti är jämna.
Ett utmärkande drag för det andra alternativet är att väggarna inuti byggnaden är släta på grund av stockarna huggna på ena sidan. Tack vare detta ökas det användbara området i rummet avsevärt.
Finskt timmerhus
Finsk skål (finsk skåra)
Att skära ett hus enligt finsk teknik liknar den ryska "skålen". Skillnaden ligger i interventionsspårets radie (den måste vara mindre än skålens radie) och dess konfiguration. Det finska spåret har två "piggar" på botten, och spår är gjorda på toppen. Som ett resultat passar kronorna tätt mot varandra, blåsningen av väggarna minskar. Mezhventsovy tätningsmedlet är helt i spåret, och inte utanför det, och utsätts inte för fukt, vilket leder till skador på träet.
svenskalåsa
Den svenska stugan skiljer sig i grunden från alla andra, först och främst genom sitt utseende - estetiskt och väldigt kreativt. Hexagon - detta är formen på ändarna på stockarna. Skålen, respektive, är inte rund, utan i form av en trapets. Att kapa ett svenskt timmerhus är mycket arbetskrävande, så det görs när det finns behov av vackra ovanliga hörn.
Norsk avverkning är en teknik som används mycket i skandinaviska länder - Finland, Sverige, Norge. Därför är namnen "norsk" och "skandinavisk" avverkning identiska.
Vagn (halvbalk) - ett byggnadsmaterial av vilket en norsk ram är gjord. Vagnen är en tjock tallstam huggen på båda sidor. Hörnkoppling "norskt slott" eller "vagnhus" är en av de mest pålitliga teknikerna för att bygga trähus.
Ett utmärkande drag för det skandinaviska slottet är dess kilformade sektion. En spik i form av en kil, skuren i den övre stocken, när timmerhuset monteras, "sätter sig" i ett spår i den nedre stocken. Från utsidan ser designen ut som en sadel.
Trähus i skandinavisk stil ser monumentalt och snyggt ut. Tjocka stockar minskar antalet kronor, därför har timmerhuset betydligt färre "kylbroar".
Släta väggar inne i rummet gör det skandinaviska husets interiör mycket stilren.
Kanadensisk avverkning av timmerstugor är en teknik som liknar skandinavisk: hörnkopplingen är gjord som ett norskt lås med en kilformad spik. Runda stockar används, i vilka en trapetsformad kopp skärs. Isoleringen skärs omedelbart av vid läggning så att vatten inte kommer in i den. Resultatet är väggar utan luckor och springor som ser ut som en solid uppsättning.
En förenklad version av den kanadensiska avverkningen är en avverkning "i sadeln". På grund av frånvaron av en spik och ett spår för den (en utmärkande egenskap hos denna typ av skärning) reduceras hörnets täthet avsevärt, vilket gör ramen kortlivad.
Timmerhus "till polen" ("till zabiren")
Denna gamla teknik för träkonstruktion används sällan idag. På så sätt styckades timmerstugor för bruksbyggnader. Principen för enheten för denna typ av timmerhus är fundamentalt annorlunda än alla traditionella. Stockar med spikar i ändarna staplas mellan vertikalt grävda stolpar med skurna spår. Att göra ett timmerhus "i en stolpe" kräver inte mycket tid och speciell skicklighet hos byggare.
Så vi undersökte funktionerna i att göra timmerstugor från stockar. Förutom stockar används en annan typ av virke i trähusbyggande - timmer. Hus av timmer, liksom timmerhus, har en timmerhusbas, men hörnfogar görs på ett lite annorlunda sätt.
Timmerstugor av timmer
Klassificeringen av typer av hörnfogar vid kapning av timmerstugor från en bar är densamma som för timmerstugor. Ett timmerhus från en bar kan vara med en rest ("i en skål") och utan en rest ("i en tass"), lås har samma namn: "i okryap", "i en fet svans", "i ett halvt träd”. Det enda namnet som inte kan användas är "in the oblo": strålen har en rektangulär form och det är inte möjligt att göra ett rundat (blåst) snitt i den.
Det finns dock metoder för hörnsnitt som är unika för denna typ av byggmaterial - "på spikar" (radikal eller plug-in).
Anslutningen av balkarna i timmerhuset (med eller utan rester) kallas dockning. Tänk på de viktigaste metoderna för dockning.
Dockning av timmer med resten
"I ett halvt träd"
Anslutning "i ett halvt träd"
Denna dockningsmetod (den enklaste) innebär att skära ett rektangulärt spår halva tjockleken på balken djupt - därav namnet.
"In i svansen"
En extra spik ger en stark och pålitlig dockning av stängerna. För kvalitetsutförande av denna typ av anslutning krävs snickare med hög kompetensnivå.
"Okhryap"
En anslutning där huvuduppgiften är att korrekt beräkna bygelns bredd. När du arbetar med en balk, på grund av dess standardgeometri, kan kapning göras med en mall (till skillnad från att arbeta med en stock). Felfri sågning bidrar till en betydande acceleration av arbetet.
Dockning av timmer i hörnet utan rester
Vid byggandet av hus och bad från en bar utan spår är typerna av lås "i ett halvt träd" (med jämna parallella kanter) och "i en tass" (med kanter formade som en trapets) traditionella. Den andra typen av anslutning är lite mer komplicerad, men den garanterar ett bättre skydd av hörnet från drag.
Balkkoppling: a - i ett halvt träd, b - i en tass
Spikanslutningar (i ett varmt hörn)
Med denna metod för att såga en balk skyddar en spik som sätts in i spåret hörnet från att frysa och blåsa på grund av det resulterande luftlåset. Anslutningen av virket "i ett varmt hörn" garanterar i sig frånvaron av sprickor, och ett effektivt tillägg är stansningen av alla leder med jute.
Att skära "i ett varmt hörn" är den mest använda metoden för att sammanfoga balkar i Ryssland.
rak spik
Anslutning i ett varmt hörn - rak spik
En rak spik används vid konstruktion av byggnader med en vägg som är lika med balkens längd. När man skär ett timmerhus bör man komma ihåg att spårets storlek bestäms av spikens storlek, det vill säga det är nödvändigt att upprätthålla en balans. Om spiken är stor, så bör spåret, respektive, också vara detsamma. Ett för djupt spår kan försvaga balken, vilket kommer att påverka anslutningens styrka, så noggranna beräkningar måste göras innan avverkning.
Ett korrekt designat hörn står väl emot vind och andra belastningar.
Enhetligheten av krympningen av timmerhuset från balken garanterar bevarandet av den svaga delen av balken i hörnet.
halv laxstjärt
Anslutning i ett varmt hörn - halv laxstjärt
En utmärkande egenskap hos denna typ av lås är en spik upp till 5 cm bred, som har formen av en kon. Konen håller säkert fast stängerna, vilket gör ramen mer hållbar. Tappstorleksgränsen är inställd så att balken i vilken spåret är gjord inte spricker under krympningsprocessen.
Att göra en halv laxstjärtsdubb är inte särskilt svårt för en specialist. För att påskynda arbetet kan du använda en mall. En sådan anslutning används när väggens längd överstiger balkens längd.
En triangulär hörnspik används ganska sällan, eftersom knuten är mindre hållbar, även om det inte finns några genomgående slitsar i den. Tekniken för att såga en hörnspets skiljer sig inte från de som nämns ovan. En byggare som är skicklig med en motorsåg behöver bara göra en liten vändning av sitt däck för att få den här typen av koppling.
Frame-beam-teknik
Denna teknik liknar den ovan beskrivna metoden att fälla en timmerstuga "i en stolpe" ("till ett staket").
Ramen är vertikala ställningar med spår. Barer med färdiga spikar av önskad form i ändarna staplas ovanpå varandra. Spikarna som sätts in i spåren gör hörnen lufttäta och pålitliga. Eftersom själva fogen inte syns har strukturen ett mycket snyggt utseende.
Användningen av en enda mall för alla spikar ger en betydande fördel i tiden för att göra ett timmerhus och i enkelheten att installera.
Fastsättning av timmerhus
En mycket viktig punkt i konstruktionen av timmerstugor, både stock och timmer, är fastsättningen av elementen till varandra. Behovet av denna procedur förklaras mycket enkelt: trädet torkar ut med tiden, vilket gör att stockar och balkar kan ändra form eller vända sig. De stockkronor som kastas ut åt olika håll är ingen trevlig syn. Tja, att bo i en sådan byggnad (det är redan svårt att kalla det ett hus) kan inte diskuteras alls.
Vad som samlas in
Fästelement är metall och trä.
Det bör genast noteras att spikar inte används i trähuskonstruktion! Endast icke-torkande limträ kan fästas med metallreglar.
I alla andra fall är ramen monterad på träfästen - pluggar och pluggar.
Detta tillvägagångssätt argumenteras av det faktum att torkning av trä helt enkelt kommer att "hänga" på metalldubbar som inte ändras i storlek, vilket resulterar i stora luckor mellan kronorna.
"Nagel" på tyska betyder en spik. I praktiken är detta en rund, triangulär eller fyrkantig lång stång. Vid bostadsbyggande av trä används runda pluggar. Fyrkantiga och triangulära pluggar är mer komplexa i utförande, därför används de mindre ofta.
Stänger med en diameter på 25-30 mm hamras i borrade hål med en diameter på 1-2 mm mindre. För tillverkning av dymlingar tas lövträ - gran, ek eller björk. Det finns vissa krav för denna typ av fästelement - träets fukthalt är inte mer än 12%, frånvaron av knutar eller andra defekter, antiseptisk behandling är obligatorisk. Överensstämmelse med dessa standarder garanterar styrkan hos hela strukturen.
Längden på pluggen beror på balkens tvärsnitt. Formeln för att beräkna längden är mycket enkel: höjden på tre staplar (kronor) multipliceras med 0,8.
Monteringen av timmerhuset på träpinnar utförs i följande ordning: först fästs de nedre 2-3 kronorna, sedan fästs de två raderna som läggs ovanpå den övre balken eller stocken från den första bunten. En sådan algoritm bibehålls till slutet av monteringen av timmerhuset, det vill säga tills den fulla "klättringen".
Arrangemanget av dymlingar för ett timmerhus utförs på detta sätt: i den nedre bunten installeras den första pluggen i mitten av stocken på ett avstånd av 200-600 millimeter från kanten (änden), nästa - efter 1,5-2 meter. I det andra gänget hamras stiften i ett rutmönster i förhållande till de som redan är installerade. Det är mycket viktigt att observera schackbrädesordningen - pluggarna ska inte falla på varandra!
Hål för stift borras till ett djup som är något större än stångens längd - under krympning ska stocken eller stången "sätta sig ner" på plats och inte hänga på fästet.
Erfarna hantverkare använder små knep när de arbetar med pluggar. Till exempel, för att göra djupet på hålen lika, görs en slips på borren med maskeringstejp eller färgad elektrisk tejp, vilket hjälper till att navigera. Eller så använder de maskinolja (tränar) för smidigt inträde av stången i spåret - extra slag kan leda till att träet spricker. Ansträngningar och strikt vertikal riktning av stöten på pluggen under körning bör kontrolleras.
Riktiga stift är dyra. Men till försäljning finns det olika virke som de kan tillverkas av. Det mest budgetmässiga alternativet är en torr "elit"-bräda utan defekter, sågade och skurna i stänger av önskad storlek.
Ett lämpligt alternativ är färdiga sticklingar med lämplig diameter (för moppar eller krattor) - du behöver bara ta bort knutarna och skära i bitar av önskad längd.
Pluggar
Pluggar är en analog av pluggar. Men dimensionerna på pluggarna är sådana att de bara kan fästa ett par stockar (kronor). Att borra ytterligare hål i både botten- och toppstocken tar tid och en viss precision. Att installera kronor på pluggar är ganska hårt arbete. Av dessa skäl är monteringen av timmerstugor från stock eller timmer på dymlingar en impopulär metod.
Designfunktioner för timmerhuset
Teknik för trähuskonstruktion har sina egna egenskaper förknippade med de specifika egenskaperna hos byggmaterialet - trä. Krympning, krympning, exponering för den yttre miljön - dessa indikatorer är endast inneboende i träkonstruktioner. Därför används speciella tekniker under konstruktionen, utan användning av vilka stockar staplade ovanpå varandra inte kommer att vara ett timmerhus (grunden för ett hus).
Förberedd stock a - kompensationssnitt, b - månspår
Längsgående spår
Timmerhuset bör kapas på ett sådant sätt att det inte finns några luckor i väggarna. Detta kräver skärning av längsgående spår.
Spårets bredd beror på de klimatförhållanden under vilka bostadshuset byggs. Vintertemperaturer, som når 30 ° under noll, är inte hemska om dess bredd är mer än 12 centimeter. Om tjälen når ett 40-gradersmärke och under ska spåret vara 14 cm brett.
En halvcirkelformad skåra, även kallad "lunar", skärs ner längs hela längden längst ner på stocken. Eftersom stocken läggs ovanpå kan regn- och snövatten inte tränga in i interventionsutrymmet.
Månspårets radie påverkar kvaliteten på passformen av stockarna: dess mindre storlek (jämfört med själva stocken) gör att du kan lägga ett lager av isolering i det resulterande utrymmet, vars utskjutande kanter bör skyddas mot fukt. I det fall då spårets diameter är lika med stockens diameter, bildas luckor mellan kronorna. Faktum är att, på grund av ojämn krympning av stockarna, kan kronorna inte sitta på rätt plats så att fogen tätas. Sådana väggar kräver obligatorisk isolering.
Sänkt ersättning
Denna designfunktion skyddar stockarna i timmerhuset från bildandet av sprickor som uppstår under påverkan av fukt. Trä är ett naturligt material som är mycket känsligt för dess påverkan.
Uppgiften som tilldelas kompensations- (eller lossnings-) skärningen är att minimera antalet sprickor och ge de som har dykt upp en enda riktning.
Utför propyl - en av de svåraste operationerna - kan bara vara en specialist med erfarenhet. Detta är nästan en juvelerares arbete, eftersom snittet måste göras till ett visst djup (högst 1/3 av diametern) och hela stockens längd, utan att röra låsen. Om minsta misstag görs kan snittet bli en ledare av kyla in i huset.
Slutsats
Det är inte svårt att välja lämplig metod för att göra ett timmerhus från en bar eller stock om det finns en tydlig uppfattning om vilken typ av hus du behöver - vinter eller sommar, stort eller litet. I alla fall, om allt görs enligt reglerna och utan misstag, blir det en helt unik byggnad, eftersom ett träd är en sann naturgåva!
Trä är ett av de vanligaste byggmaterialen på jorden, med anor från århundraden. Hus, bad, kyrkor byggs av trä, elitstugor och tillfälliga byggnader uppförs. Allmänheten och tillgängligheten av trä ger detta material en ökad attraktivitet i utvecklarnas ögon.
Vår portal har redan berättat i detalj, och. Vi fortsätter artikelserien vi startade.
Så från vårt material kommer du att lära dig:
- Hur man bygger varma och bekväma stockar.
- Hur man beräknar den nödvändiga väggtjockleken.
- Vilka funktioner du behöver vara uppmärksam på när du väljer spårets bredd.
- Vilka typer av skärning finns.
- Vilka är nyanserna du behöver veta innan du börjar bygga ett timmerhus.
Beräkning av tjockleken på timmerhusets väggar och stockens diameter
Blir det varmt i ett trähus om stockarnas diameter är 25, 30, 35 eller fler cm.Detta är en av huvudfrågorna som alla byggherrar som vill bygga ett hus av en barkad eller rundad stock bör ställa sig. Håller med om att det är orimligt om det senare visar sig att tjockleken på väggarna inte räcker till för att bekvämt överleva den hårda vintern. Att isolera huset från utsidan eller inifrån är inte heller ett alternativ: all estetik i stocken kommer att försvinna. Det återstår att intensivt värma timmerhuset och öka energikostnaderna eller förberäkna den tillräckliga tjockleken på väggarna i förhållande till bostadsområdet.
I en av våra tidigare artiklar har vi redan beskrivit i detalj för ett stenhus. Vid första anblicken verkar det som att det är lätt att göra en beräkning för ett timmerhus - du måste ta reda på det normaliserade termiska motståndet för väggarna (R) i din bostadsregion. För att göra detta hittar vi dessa uppgifter på Internet. Till exempel, för förenklad beräkning(för Moskva och Moskva-regionen) tar vi R = 3,0 (m² * ° С) / W.
Nu måste vi ta reda på det faktiska värdet av värmebeständigheten hos en vägg gjord av en stock med en viss diameter. Efter det kommer vi att kunna ta reda på (baserat på beräkningen) om värmeöverföringsmotståndet uppfyller standarderna. För att göra detta, använd följande formel:
R= d/λ, där:
d är tjockleken på materialet;
λ - koefficient för värmeledningsförmåga för materialet W/(m·°C).
Det är här den första fallgropen ligger. Koefficienten för värmeledningsförmåga för trä (λ) presenteras i följande tabell:

Som du kan se innehåller den tre värden. Vilken ska man ta och vad betyder "normala" och "våta" förhållanden?

Hermes-sz FORUMHOUSE användare
Koefficienten för värmeledningsförmåga hos materialet (inklusive isolering) beror till stor del på dess fuktighet. Och materialets driftsfuktighet beror på klimatzonen och rummets användningssätt.
Till exempel värmeledningsförmågan hos tall och gran (i torrt tillstånd) över fibrerna (värmeenergi från ett trähus går ut över stocken ) är 0,09 W/(m °C). Under normala driftsförhållanden (A) och under drift i ett fuktigt område (B) ökar materialets värmeledningsförmåga och uppgår till 0,14-0,18 W/(m °C).
Om materialet är vattensjukt ökar dess värmeledningskoefficient, och strukturens termiska motstånd minskar. Så, för en ungefärlig beräkning låt oss ta följande värde: väggarnas material är furu, materialets värmeledningskoefficient (medelvärdet under normala driftsförhållanden) är 0,15 W/(m °C).

Oftast indikeras koefficienten för värmeledningsförmåga hos material och värmare i torrt tillstånd, dvs. erhållna från laboratorietester som skiljer sig från faktiska driftsförhållanden. Detta måste komma ihåg när du gör en oberoende beräkning.
Så vi räknade ut koefficienten för trädets värmeledningsförmåga. Det återstår att välja tjockleken på väggen som du vill beräkna. Och här ligger den andra fallgropen. Stockarna staplas på varandra, d.v.s. det finns ett spår. Dessutom, beroende på diametern på stocken (D), kundens krav ändras spårets (H) bredd, och därmed den faktiska bredden på denna nod i förhållande till stockens tjocklek. Detta förhållande visas i följande figur.

Det kan ses att med samma diameter på stockarna, beroende på designegenskaperna för korsningen av stockarna, kan spårets bredd variera. Därför är det omöjligt att helt enkelt byta ut tjockleken på den valda stocken med formeln ovan. Vi behöver någon gemensam nämnare som kan användas för beräkning. För att lösa detta problem kommer vi att använda upplevelsen av användaren av vår portal med smeknamnet zaletchik.

zaletchik FORUMHOUSE användare
Jag vill bo i ett timmerhus. Det finns ingen gas på platsen, och det förväntas inte. Residensregion - Moskva-regionen. Det gör att frågan om att sänka uppvärmningskostnaderna är akut. Jag ska värma huset med en dieselpanna. Dessa indata tvingade mig att studera timmerhusets termofysiska egenskaper.

I början zaletchik beräknade de termiska egenskaperna genom att beräkna medelvärdet av tjockleken på den omslutande strukturen. Detta tillvägagångssätt var inte helt korrekt, eftersom. värmeförluster ansågs vara direkt proportionella mot väggtjockleken. Som ett resultat av brainstorming och kommunikation med FORUMHOUSE-användare, zaletchik gjort en bättre beräkning.

För en korrekt beräkning av värmeledningsförmågan hos väggarna i ett timmerhus, beräknade jag tjockleken på ett timmerhus, som har samma värmeisoleringsegenskaper som ett timmerhus av en stock med en viss diameter (D) .
Om vi lämnar detaljerna i beräkningarna utanför artikelns omfattning, som finns i ämnet, kommer vi omedelbart att gå vidare till de erhållna koefficienterna som vi behöver för beräkningen.
För olika värden på ε (H/D förhållandet mellan spårtjocklek och stockdiameter) motsvarande värden på μ (Heff*D förhållandet mellan balkens tjocklek och stockens diameter har samma värmeöverföringsegenskaper). Resultaten sammanfattas i en tabell.
För tydlighetens skull, överväg följande exempel. Låt oss säga att diametern på stocken som används vid konstruktionen av timmerhuset är 45 cm. Spårets bredd är 23 cm. Därför: ε = 23/45 = 0,5. Nu hittar vi i tabellen värdet på μ som motsvarar den mottagna siffran. Detta är 0,83. Därefter hittar vi tjockleken på väggen gjord av timmer, i förhållande till diametern på stocken, som har samma värmeledande egenskaper: 0,83 * 45 = 37,4 cm Konvertera till meter - 0,374 m.
R = d/λ, där:
d är tjockleken på materialet;
λ - koefficient för värmeledningsförmåga för materialet W/(m·°C). I vår version är tallstockar 0,15 W/(m °C).
R = 0,374/0,15 = 2,49 (m²*°С)/V
Eller så kan du använda den här formeln:
R = μD/λ, där:
μ - koefficient, hämtad från tabellen ovan;
D - stockdiameter i m;
λ är koefficienten för värmeledningsförmåga hos trä.
R \u003d 0,83 * 0,45 / 0,15 \u003d 2,49 (m² * ° C) / W

En av faktorerna som bestämmer väggarnas värmebeständighet är stockens diameter och träslaget.
Tidigare angav vi att för Moskva och Moskva-regionen R = 3,0 (m²*°С)/W. Baserat på det erhållna resultatet, för väggar gjorda av furustockar, R = 2,49 (m² * ° C) / W. De där. väggen når inte det reglerade värdet för värmebeständighet. Du kan öka stockens diameter eller välja ett annat trä - cederträ. Värmeledningskoefficienten för detta material (låt stockdiametern och spårbredden vara oförändrade) är 0,095-0,10 W/(m °C).
Vi gör en beräkning.
R \u003d 0,83 * 0,45 / 0,10 \u003d 3,74 (m² * ° C) / W
Det vill säga normen för det faktiska värmeöverföringsmotståndet överskrids.
Du kan gå åt andra hållet och använda en annan formel för att ta reda på den nödvändiga diametern på stocken från förhållandet: spårets bredd är hälften av stockens diameter.
D = Rtp*λ/0,83, där:
Rtp - reglerat termiskt motstånd hos väggen;
λ är koefficienten för värmeledningsförmåga hos trä;
Vi gör beräkningen för tallen.
D \u003d 3,0 * 0,15 / 0,83 \u003d 0,54 m.
Genom att använda denna teknik och "leka" med olika värden - ändra stockens diameter, spårets bredd, trä - kan du göra en oberoende beräkning och välja den optimala tjockleken på väggen i ett timmerhus.

Min farfarsfar och farfar var specialister på byggande av timmerstugor, timmer och träbearbetning. Av dem lärde jag mig om den erforderliga spårbredden på 1/2...2/3 av stockens diameter.

Dessutom påverkas den termiska effektiviteten hos en stockvägg inte bara av spårets bredd utan också av stockens profil - dess tvärsnitt: rund eller så kallad. halvstock, huggen på båda sidor - vapenvagn. Genom att kapa trä minskar vi väggens värmebeständighet, eftersom. stocken i väggen fungerar med hela sin sektion.

Naturligtvis resultatet denna förenklade beräkning indikativ. Det mesta av värmeförlusten i huset sker genom fönster, ventilationssystem, tak och grund. De där. ett varmt trähus är ett balanserat system där alla noder arbetar i nära samarbete och motsvarar varandra. Det är ingen mening att göra väggar från stockar med en diameter på 0,4-0,5 meter och välja ett brett spår, om huset sprängs genom springorna, a hörn fryser igenom.
Timmerstuga funktioner
För att välja det bästa alternativet för att skära ett timmerhus och därmed göra det varmt, måste du förstå vilka alternativ för skärning som finns och hur de skiljer sig från varandra. Först måste du definiera sådana begrepp som skärning och krona.

Ett snitt är en koppling av olika trädelar av ett timmerhus till varandra.

Med korrekt kapning omfördelas lasterna jämnt mellan stockarna. För att göra detta måste alla delar i kontakt passa tätt mot varandra. Dessutom bör fukt inte samlas på dessa platser, vilket med tiden kan orsaka träförfall.
krona– Det här är ett timmerhus, bestående av fyra stockar som lagts i ett horisontellt plan. I hörnen är kronan förbunden med en skåra. I processen att bygga ett hus staplas kronorna ovanpå varandra - en vägg erhålls.

Man bör komma ihåg att antalet kronor beror på stockens diameter och spårets bredd, vilket påverkar materialförbrukningen och därför timmerhusets slutpris och termiska egenskaper. Till exempel, för att bygga en vägg 3 meter hög från en stock med en diameter på 25 cm och 40 cm, kommer ett annat antal kronor att krävas. När man bygger ett hus från en stock med större diameter, minskar antalet sticklingar, lås och ingreppsfogar. De där. platser som sedan kan blåsas igenom, vilket leder till värmeförlust.

När du väljer en stock för ett timmerhus är det nödvändigt att hitta en balans mellan stockens diameter, dess kostnad (priset för materialet) och priset för att arbeta med en sådan stock.
Det är fysiskt svårare för hantverkare att arbeta med en stock med stor diameter. Det kan också kräva användning av specialutrustning - en kran.
Dessutom, när vi väljer en avbarkade stock som byggmaterial, kommer vi ihåg en sådan parameter som avsmalning.
Fly- skillnaden i tjockleken på stocken i förhållandet mellan diametern på rumpan och toppen. En barkad stock som inte har genomgått maskinell bearbetning kan till skillnad från rundade stockar inte vara helt jämn. Dess nedre del (särskilt med en stor stocklängd) är alltid tjockare än toppen. För att göra väggen jämn, när man bygger ett hackat hus, byter hantverkarna, när de lägger kronor, stockar av olika tjocklek.

Själva skärningen är vanligtvis uppdelad i två typer:
- Inga rester (i tassen).
- Med resten (i skålen).
Skärning utan spår eller i ett rent hörn, innebär maximal användning av hela längden av materialet.

Med en sådan avverkning erhålls en rät vinkel, vilket ökar det användbara området i huset och minskar förbrukningen av stockar. Men baserat på praktisk erfarenhet kan vi säga att denna typ av vinkel är benägen att frysa. För att undvika detta, förr i tiden, kläddes hörnen av ett hus nedskuret "i en tass" med överliggande brädor, eller, alternativt, kläddes huset sedan med tegel. Detta förhindrade frysning och blåsande hörn.

Skärning med rester- dyrare, men också mer värmeeffektivt alternativ. Därför att ändarna på stockarna sticker ut i hörnen av huset, denna nod är mer skyddad från blåsning, hällregn och frysning.

Utanför denna artikels räckvidd kommer vi att fokusera på nyckelfunktionerna i de tre huvudtyperna av avverkning. Detta är:
- rysk avverkning;
- Kanadensisk avverkning;
- norsk avverkning.
I vårt land byggs traditionellt trähus av runda stockar. Ett halvcirkelformigt spår görs längs stocken. Hörnlåset görs genom att skära in i "oblot" i skålen. Namnet kommer från ordet "blank", d.v.s. runda. Skålen kan placeras upp eller ner.

Om skålen är placerad nedåt (skär skålen i ett veck), anses en sådan anslutning vara mer fuktbeständig och stocken bevaras bättre.

När du väljer denna typ av avverkning måste en nyans tas i beaktande.

Den största nackdelen med rysk avverkning är att stockarna torkar ut längs och tvärs över fibrerna olika. Som ett resultat, efter krympning, sitter stockarna inte tillräckligt tätt i timmerhuset.
Med en minskning av stockens diameter ändras formen på anslutningsskålarna. Skålarna öppnas och från halvcirkelformade blir ovala. Sprickor uppstår. Som ett resultat måste timmerhuset tätas igen. Dessutom är öppen isolering utsatt för ogynnsamma atmosfäriska fenomen. Den är mättad med vatten, och stockarna kan börja ruttna.

Denna nackdel saknar ett timmerhus tillverkat på finska. Principen är densamma som i den ryska kabinen, förutom att i denna version är interventionsspåret gjort med en mindre radie (oval). Således vilar den övre stocken på den nedre stocken endast i kanterna (underskuren).

Som ett resultat, när stockarna krymper, öppnas inte kanterna på interventionsspåret, stockarna sitter tätt, det finns inga sprickor och isoleringen påverkas inte av vind och regn.
Den ekonomiska effektiviteten i sågverksproduktionen beror till stor del på graden av användning av råvaror. Utrustningen som används i produktionen, rationell kapning av stockar enligt optimala leveranser, kompetent planering av kapning avgör effektiv resursanvändning och följaktligen hög produktkvalitet.
De viktigaste systemen för att skära sågade råvaror
Metoder och scheman för att skära stockar beror direkt på kraven på kvaliteten och dimensionerna på de producerade produkterna, egenskaperna hos råvarorna och typen av utrustning som används.
De viktigaste metoderna för att såga stockar
a - vagga; b - med en stång; b '- med mottagande av två staplar; b "- vaggar; inom - sektor; i '- sågning av sektorn till radiella skivor; i "- på tangentiella brädor; g - segment; g '- uppdelningssegment; g "- strålsegment; d - cirkulär; 1 - okantade brädor; 2 - kantade brädor; 3 - skena; 4- barer; 5 - delar av stockar i form av sektorer; 6 - delar av stockar i form av segment; 7 - ensidiga kantade brädor
skära stockar vaggande består av sin uppdelning längs parallella plan av ett eller flera skärverktyg. Detta schema låter dig få okantade brädor med olika arrangemang av lager i förhållande till årslager. Metoden är rationell vid kapning av stockar upp till 18 cm i diameter och för sågtimmer med stamkrökning (används oftast vid kapning av björkråvaror, som har enkel eller komplex krökning i 70 % av fallen).
Okantade brädor som erhålls efter slumpmässig skärning bearbetas till kantade brädor eller överförs för skärning till ämnen i okantad form.
I det fall att den övervägande mängden färdiga produkter måste ha fastställda tvärsnittsdimensioner används skärmetoden. med bar. Detta schema används också för att kapa stockar med stora diametrar vid produktion av allmänt virke.
Sågning med stång utförs på flersågsutrustning i två pass. Samtidigt, i det första steget, erhålls stänger från rundved med en tjocklek som är lika med bredden på den nödvändiga brädan. Sedan är dessa stänger uppdelade i brädor med de erforderliga måtten i tjocklek.
För skärning av stora åsar används de segment och sektor metoder. Det bör noteras att dessa system är specifika och används i speciella typer av produktion för produktion av tangentiellt och radiellt virke.
Enskild kapning av stora stockar och stockar med invändig röta utförs på ett cirkulärt sätt.
Bearbetning av rundvirke genom fräsning
Bildandet av sektionen av sågade råvaror genom fräsning utförs genom att kombinera denna metod med sågning. I det här fallet används tre huvudskärningsscheman:
- erhållande av en dubbelkantad stråle vid den första noden;
- erhållande av okantade brädor och tvåkantigt virke på huvudmaskinen;
- erhålla en profilerad balk med dimensioner som motsvarar tvärsnittsdimensionerna för kantvirke med utveckling av brädor på en utrustning.
Dubbelkantigt virke är en halvfabrikat för vidareproduktion av kantvirke genom att dela upp virket i brädor.

De viktigaste metoderna för att skära stockar genom fräsning
a - erhållande av en tvåkantig balk på huvudmaskinen; b - erhållande av en tvåkantig balk och okantade brädor; c - erhållande av en profilstång; g - erhållande av långkantigt virke; e - erhållande av kantigt virke av olika längder; e - erhållande av kantigt virke av olika längder och bredder; 1 - virkeszon; 2 - kantigt virke; 3 - lockigt timmer; 4 - tvåkantigt virke; 5- okantat virke
Konceptet med inställning för sågning av runt trä
En uppsättning är en uppsättning sågar, kläm- och mellansågsdistanser installerade i en sågram för att erhålla sågade material med specificerade tjockleksparametrar.
En leverans är med andra ord ett planschema för sågning av sågverksråvara (stockar) av enhetlig kvalitet och storlek till produkter med specificerade parametrar och kvalitet.
Vid sågning i en vagga implementeras inställningen av en digital serie som visar tjockleken på de sågade brädorna i millimeter:
19-19-32-32-19-19.
Den här sifferraden innebär att två brädor 32 mm tjocka skärs från den centrala delen av stocken och fyra bräder 19 mm tjocka skärs från sidodelarna.
När man bryter upp med en stång, till exempel, skrivs inställningen i två rader med nummer, för sågning av en stock (första passet) och en stapel (andra passagen):
19-19-150-19-19 (första passet);
19-32-40-40-32-19 (andra passet).
Liksom i föregående exempel betyder dessa siffror att på huvudmaskinen i den första raden, på vilken stocken sågas, erhålls en balk med en tjocklek av 150 mm och följaktligen fyra okantade brädor på 19 mm vardera (två på varje sida), och på maskinen i de andra raden sågas det resulterande virket till brädor med en tjocklek på 40, 32 och 19 mm.
Vid sågning av stockar på ensågsmaskiner bestämmer inställningen kapordningen.
Upprätta leveranser
Förberedelsen av uppsättningen innebär i huvudsak att bestämma brädornas optimala dimensioner och proportioner vad gäller tjocklek, vilket säkerställer en rationell användning av stockens tvärsnittsdiameter.
Grundläggande regler för att sammanställa en leverans:
- postavy ska vara symmetrisk;
- i en uppsättning bör det inte finnas brädor som skiljer sig i tjocklek med mindre än 5 mm;
- börja rita upp setet med det största virket sett till tvärsnittet;
- dimensionerna på brädornas tjocklek bör minska från stockens axel till periferin;
- sörj inte för att såga ut mer än två tunna (16, 19 mm) brädor vid kanten av uppsättningen när du skär råmaterial på sågverksramar;
- välj virkets höjd vid första passet enligt bredden på de främre brädorna i specifikationen enligt måtten på brädornas tjocklek;
- virkets yta, sågat i andra passet, sågat till brädor av lika tjocklek;
- när du sammanställer leveranser för timmer utan att specificera specifikationer, använd tabellform eller grafiska metoder;
- när du sågar med metoden med en stång, bestäm tjockleken på stången från förhållandet (0,06-0,08) av stockens toppdiameter - d;
- inställningen bör inte överstiga värdet för den maximala täckningen av stockens diameter;
- bestämma de minsta tjocklekarna på centralbrädorna enl det här bordet:

Grafisk metod för att göra uppdrag
Det är möjligt att upprätta en rationell leverans i enlighet med GOSTs utan att specificera specifika tvärsnittsdimensioner (utan uppgifter i form av specifikationer) - med hjälp av speciella grafer.

Ett exempel på att använda grafen över de begränsande tjocklekarna på virke enligt P.P. Aksenov
För att bestämma de begränsande tjocklekarna på abskissaxeln, ritas avståndet från uppsättningens axel till den inre delen av ytan av uppsättningen av den önskade brädan. Sedan ritas en vertikal linje tills den skär en lutande linje som motsvarar en given diameter, och den resulterande skärningspunkten tas ner till koordinataxeln.

Diagram över optimala virkestjocklekar enligt G.G. Titkov
För att erhålla en hög andel timmer från runda stockar vid utgången används flera olika tekniker, inklusive vissa handlingscykler. Tiden för sågning av rundvirke och arbetsintensiteten i processen varierar, beroende på vald bearbetningsmetod, arbetsplats, årstid. Så, vissa företag bygger butiker för primär bearbetning av råvaror nära platsen för avverkning och sparar på detta.
Inte bara stammar bearbetas, utan också stora grenar. Rundträ sorteras efter storlek och bark. Stammar som inte klarat sortering används i framtiden för grovarbete (tillverkning av ställningar etc.). När man tar emot råvaror från leverantören kontrolleras inte bara den kubikfria kapaciteten, utan också förekomsten av skador, röta, knutar - sådana material uppfyller inte de tekniska specifikationerna. Defekter i trä minskar andelen färdiga produkter vid utgången, och kvistar kan skada utrustningen.
Före sågning avbarkas stammar ofta (borttagning av bark på en speciell maskin) - denna process är valfri, men anses vara ekonomisk:
- på grund av frånvaron av fastnade småsten och sand i barken, bevaras sågen från för tidigt slitage;
- förbättrar kvaliteten på spånmaterial;
- vissa företag accepterar inte plattor från obarkade stockar för bearbetning;
- felet i resultaten vid sortering av skogen med hjälp av elektronik minskar.

Typer av träskärning

Först och främst måste du bestämma vilken typ av skärning - det finns flera av dem. Tangentiellt - snittet går tangentiellt till tillväxtringarna, ytan erhålls med mönster i form av ringar, bågar. Skivor som erhålls på detta sätt är billigare, men har höga andelar av krympning och svällning.
Radiell - ett snitt längs radien, vinkelrätt mot årsringarna, mönstret är enhetligt, brädets produktion är liten, men den är av hög kvalitet och större styrka.
Rustik - utförs i valfri vinkel, defekter, kvistar, splintved etc. är synliga.
Skärmetoder
För varje specifikt fall väljs en skärmetod.
Vrazval - den mest ekonomiska, nästan inget avfall, en hög andel färdigt virke. Utgången är okantade brädor och två plattor.
Med en stång - först får de en tvåkantig stång, okantade brädor, två plattor. Sedan sågas balken vinkelrätt mot sågen skärs till kantade brädor, två okantade brädor och två plattor erhålls längs kanterna.

Sektor - först sågas stocken i 4-8 sektorer och sedan var och en av dem i radiella eller tangentiella material. Ibland sågas flera okantade brädor i mitten.
Delat segment - med ett sådant snitt skärs två eller flera okantade brädor i mitten av stammen och kantade ensidiga brädor sågas från segmenten på sidorna.
Balk-segment - liknar brytsegment, endast i mitten av stocken skärs en tvåkantig balk som sedan sågas till kantade brädor. Utbytet av virke är högt.
Cirkulär - efter avsågning av en eller flera okantade brädor, vänder stocken 90 0 och nästa brädor sågas av. Denna metod används när en stor stock är påverkad av hjärtröta i mitten. Med dess hjälp separeras friskt trä från lågkvalitativt trä.
Aggregat - med hjälp av fräsverktyg och cirkelsågar, tillsammans med högkvalitativt virke, erhålls tekniska spån vid utgången (istället för plattor och lameller). En sådan komplex bearbetning av skogen möjliggör rationell användning av råvaror och arbetskostnader. Det visar sig avfallsfri produktion av färdigt virke.
Nödvändigt verktyg

Valet av verktyg beror på kvantiteten av den planerade färdiga produkten, dess kvalitet och storleken på produkterna. Oftast utförs snittet med en cirkelsåg. I vissa produktionsled krävs användning av specialmaskiner.
Cirkelsågen gör exakta snitt i alla riktningar, klarar perfekt med alla storlekar av stock, lämplig för professionellt bruk och hemmabruk.
Den används för hemmabruk när det är nödvändigt att förbereda en liten mängd timmer. Det är lättare att göra svårare arbete med en motorsåg än att köpa dyr utrustning. Det behöver bara ett speciellt munstycke, ett fixativ för stammen och skärguider.
Barkborttagningsmaskiner. De är ganska dyra, men med regelbunden användning i ett företag där stora mängder arbete utförs betalar de snabbt för sig själva. Det är inte nödvändigt att använda dem, men det är önskvärt, eftersom ett antal ekonomiska fördelar och bekvämligheter i produktionsprocessen kan erhållas genom att göra det.
Och du behöver också:
- Skivmaskin - för att hämta okantat material från skogen vid utgången.
- Bandsågverket producerar virke av hög kvalitet och en låg andel avfall.
- Ramsågverk - behöver ingen grund och kan installeras direkt i avverkningsplatser.
- Universalmaskiner kan producera material av hög kvalitet även av lågvärdigt trä.




För att få ultraexakta och högkvalitativa produkter installeras hela komplex av modern utrustning på företag med massproduktion, och timmerskärning utförs av vilken komplexitet som helst.
Teknologisk karta över sågning
För att beräkna den optimala andelen för att få färdigt virke från en stock, ritas en karta över sågning av skogen. Dessa beräkningar kan göras oberoende eller med hjälp av ett speciellt datorprogram. Sådan information kan fortfarande erhållas i den vanliga katalogen, som innehåller information om sågverk.
Skärkartan låter dig bestämma hur många färdiga produkter som kommer att finnas vid utgången, hur stor andel av avfallet som kommer att återvinnas. Baserat på dessa data kan du bestämma den slutliga produktionskostnaden. Resultatet kan till stor del bero på typen av skog. Det finns några åtgärder för att öka utbytet av virke.
Procentandelen av virket är färdigt att använda, användbart trä. Avfall - råvaror för produktion av MDF, spånskivor, fiberskivor. Dessa volymer kommer att bero på trädets diameter, vilka typer av massiva träprodukter som tillverkas och sågningsalternativet.
Andel rundvirke
En exakt räkning av varje kubikmeter trä, en dyr naturlig råvara, är viktigt i varje träbearbetningsföretag. Kubikmeter rundvirke beräknas på flera sätt.

Efter transportvolym. För varje transportslag beräknas och fastställs skogens egen kubikkapacitet. Till exempel rymmer en vagn 70,5 kubikmeter rundvirke. Då i tre vagnar blir det 22,5 kubik. Denna räknemetod påskyndar acceptansen av råvaror, detta är särskilt viktigt med en stor mängd inkommande last. Men samtidigt finns det ett stort fel i resultatet av beräkningar på detta sätt.
Beräkning för volymen av en stam. Om hela avverkningen består av timmer av samma storlek, kan du genom att räkna volymen av en räkna dem alla och multiplicera med en kubikkapacitet. Denna metod är mer exakt, men det kräver mycket tid och lockar fler arbetare att ta emot varorna.
Automatiserade system med mätramar. Dessa mätningar ger högre procentuell noggrannhet än de som tas av människor. När stockarna passerar genom mätramen tas hänsyn till all förtjockning och krökning av stammen och jämna knutar. I det här fallet kan du omedelbart sortera stammarna.
En beräkningsmetod genom att multiplicera volymen med en faktor. Högens höjd, bredd, längd mäts och multipliceras med en faktor. Denna beräkning är snabb, men med en låg procentuell noggrannhet. Den används när det är brådskande att bestämma antalet kubikmeter.

Beroende av den slutliga avkastningsprocenten på sågteknik
För att öka utbytet av färdigt virke är det nödvändigt att optimera själva sågprocessen. Detta gäller särskilt när man arbetar med arbetsstycken som har krökning, skador eller andra brister:

- Först måste du välja och sätta i produktion endast högkvalitativt trä.
- Välj sedan stammar med skador i ändarna (röta, sprickor) och trimma dessa ställen.
- Med en del av stammen med en ruttet kärna måste den tas bort och det återstående virket skäras till timmer. De kommer att vara kortare, men bättre kvalitet.
- Och även för att få en högkvalitativ bräda är den cirkulära skärmetoden lämplig.
- Högre avkastningsprocent vid sågning av virke med stor diameter.
Resultatet beror också på kvaliteten på stocken, typen av trä, vilken utrustning som används. Ny högkvalitativ, vältrimmad utrustning gör att du kan bearbeta stammar nästan utan förlust.
Effektiviteten i avverkningen av skogen kan ökas om särskilda åtgärder vidtas i förväg. För att göra detta måste du göra korrekta beräkningar med hjälp av digitala program. Om detta görs manuellt kommer andelen äktenskap i utgången att vara större. Man bör på förhand ta hänsyn till att en större andel sågade trävaror kommer från barrskogar. Eftersom deras stammar är jämna, stora, mindre benägna att förfalla och därför nästan utan äktenskap. Från lövfällande kasseras ofta en stor volym.
För rationell användning av trä är det bättre att ta korta stockar. Men i inhemsk produktion tas vanligtvis stammar med en längd på 4 m eller mer för sågning. På grund av deras krökning är produktionen en stor andel av äktenskapet.
Vi rekommenderar också
 Smartphone xperia z5 premium svart
Smartphone xperia z5 premium svart
 Ladda ner affärsplan för toalettpapper
Ladda ner affärsplan för toalettpapper
 Beskrivning Nokia X2 dual sim på Android-plattformen, kraftfull processor och stöd för två sim-kort
Beskrivning Nokia X2 dual sim på Android-plattformen, kraftfull processor och stöd för två sim-kort
 Är det möjligt att öppna ett vandrarhem i en lägenhet?
Är det möjligt att öppna ett vandrarhem i en lägenhet?
 Tjänster till allmänheten: de mest lovande affärsidéerna
Tjänster till allmänheten: de mest lovande affärsidéerna
 Hur börjar man jordbruk?
Hur börjar man jordbruk?