ड्रिलिंग मशीन - उद्देश्य, वर्गीकरण। बेधन यंत्र
मशीन के फ्रेम (कॉलम) 1 (चित्र 6.4) पर, मुख्य घटक स्थित हैं। फ्रेम में लंबवत गाइड होते हैं जिसके साथ तालिका 9 और ड्रिलिंग हेड 3 चलती है, स्पिंडल 7 और इंजन 2 ले जाती है। गियरबॉक्स और फीड हैंडल 4 द्वारा नियंत्रित होते हैं, हस्त प्रविष्टि- एक स्टीयरिंग व्हील के साथ 5. प्रसंस्करण की गहराई का नियंत्रण अंग के अनुसार किया जाता है। 6. विद्युत उपकरण और एक काउंटरवेट को एक जगह पर रखा जाता है। कुछ मॉडलों में, बिजली के उपकरणों के लिए एक कैबिनेट 12 प्रदान किया जाता है। बेस प्लेट 11 मशीन के लिए एक समर्थन के रूप में कार्य करता है। मध्यम और भारी मशीनों में, इसके ऊपरी तल का उपयोग वर्कपीस सेट करने के लिए किया जाता है। कभी-कभी आंतरिक छिद्र नींव की पटियाशीतलक जलाशय हैं। मशीन टेबल वर्कपीस को ठीक करने का काम करती है। यह चल (हैंडल 10 से गियर की एक बेवल जोड़ी और एक लीड स्क्रू के माध्यम से), फिक्स्ड (हटाने योग्य) या कुंडा (फोल्डिंग) हो सकता है। टेबल को फ्रेम के गाइड्स पर लगाया जाता है या फाउंडेशन स्लैब पर लगे पेडस्टल के रूप में बनाया जाता है।
चावल। 6.4. कार्यक्षेत्र ड्रिलिंग मशीन मॉडल 2H125:
1 - कॉलम (फ्रेम); 2 - इंजन; 3 - ड्रिलिंग सिर; 4 - गियरबॉक्स और फीड स्विच करने के लिए हैंडल; 5 - मैनुअल फीड व्हील; 6 - प्रसंस्करण की गहराई को नियंत्रित करने के लिए डायल करें; 7 - धुरी; 8 - ठंडा नोजल; 9 - टेबल; 10 - टेबल लिफ्टिंग हैंडल; 11 - नींव की प्लेट; 12 - विद्युत कैबिनेट
शीतलक की आपूर्ति एक इलेक्ट्रिक पंप द्वारा नली 8 के माध्यम से की जाती है। ड्रिलिंग हेड इकाइयों का स्नेहन भी एक पंप का उपयोग करके किया जाता है। शेष नोड्स मैन्युअल रूप से लुब्रिकेट किए जाते हैं।
ड्रिलिंग हेड (चित्र। 6.5) एक कच्चा लोहा कास्टिंग है जिसमें गियरबॉक्स और फीड, एक स्पिंडल और अन्य तंत्र लगे होते हैं। गियरबॉक्स में दो- और तीन-क्राउन गियर ब्लॉक शामिल हैं, जो हैंडल 15 का उपयोग करके स्विच किए जाते हैं और स्पिंडल को विभिन्न कोणीय गति प्रदान करते हैं। यह एक कैम-गियर तंत्र द्वारा किया जाता है जो आंदोलन को छड़ तक पहुंचाता है जिस पर स्विच ब्लॉक से जुड़े कांटे लगे होते हैं। उदाहरण के लिए, मशीन टूल मॉडल 2H135 के स्पिंडल में गियरबॉक्स और दो-स्पीड इलेक्ट्रिक मोटर 16 द्वारा प्रदान किए गए बारह गति चरण (31.5 से 1400 मिनट -1 तक) हैं। गियरबॉक्स ऊपर से ड्रिलिंग हेड 4 से जुड़ा हुआ है।
![]()
चावल। 6.5. ड्रिल हेड:
ए - सामान्य फ़ॉर्म; बी - गतिज आरेख; 1 - गियरबॉक्स; 2 - फ़ीड बॉक्स; 3 - संभाल; 4 - सिर का शरीर; 5 - स्टीयरिंग व्हील; 6 - तंत्र; 7 - रैक और पिनियन; 8 - एक या अधिक उपकरणों के लिए धुरी; 9 - आस्तीन; 10 - एक स्वचालित मशीन का नियंत्रण कक्ष; 11 - यूनिवर्सल मशीन का पुश-बटन कंट्रोल स्टेशन; 12 - प्रसंस्करण की गहराई निर्धारित करने के लिए तंत्र; 13 - धुरी के त्वरित संचलन के लिए तंत्र; 14 - धुरी के त्वरित आंदोलन की विद्युत ड्राइव; 15 - संभाल; 16 - दो गति वाली इलेक्ट्रिक मोटर; 17 - क्लिप; 18 - कैम; 19 - आवरण; एमएफ - क्लच
मशीन के स्पिंडल को गियरबॉक्स 1 में शामिल स्पलाइन गियर से रोटेशन प्राप्त होता है, जो स्पिंडल को एक साथ घुमाने और आस्तीन के साथ अक्षीय दिशा में स्थानांतरित करने की अनुमति देता है। ड्रिलिंग के दौरान होने वाले अक्षीय भार स्पिंडल स्लीव में लगे बेयरिंग द्वारा उठाए जाते हैं।
फ़ीड बॉक्स 2 0.1...1.2 मिमी/रेव की सीमा में नौ फ़ीड प्रदान करता है। फीड स्विचिंग हैंडल 3 द्वारा किया जाता है। फीड बॉक्स को गियर z = 34 और z' = 60 के साथ निरंतर गियर के साथ स्पिंडल से जुड़े गियरबॉक्स के शाफ्ट VIII से रोटेशन प्राप्त होता है।
रैक और पिनियन गियर 7 के माध्यम से तंत्र 6 के स्टीयरिंग व्हील 5 से गति का संचरण सीधे स्पिंडल 8 के स्लीव 9 तक क्लच एमएफ लगे हुए किया जाता है। यह आंकड़ा मशीन स्पिंडल को दिखाता है जिसमें चार-स्पिंडल हेड लगे होते हैं।
स्पिंडल टेंपर से उपकरण निकालने के लिए, एक विशेष तंत्र का उपयोग किया जाता है, जिसमें एक नॉकआउट कैम 18, एक धारक 17 और एक आवरण 19 होता है। जब धुरी को ऊपर उठाया जाता है, तो धारक को ड्रिलिंग हेड हाउसिंग की निचली दीवार से पकड़ लिया जाता है, और धुरी, ऊपर की ओर बढ़ते हुए, उस कैम के साथ चलती है, जो उसमें टिका हुआ है। कैम का अंत बंद पिंजरे के खिलाफ टिकी हुई है, कैम मुड़ता है और उपकरण को स्पिंडल कोन से बाहर निकालता है।
मशीनों के लिए उपकरणों से लैस हैं स्वचालित शटडाउननिर्दिष्ट प्रसंस्करण गहराई तक पहुंचने पर यांत्रिक फ़ीड। प्रसंस्करण की गहराई सिर के बाईं ओर घुड़सवार तंत्र 12 का उपयोग करके निर्धारित की जाती है। तंत्र एक गियर जोड़ी द्वारा संचालित होता है और इसमें ड्रिलिंग गहराई और रिवर्स के साथ स्वचालित शटडाउन के साथ-साथ दृश्य पढ़ने के लिए एक डायल सेट करने के लिए कैम के साथ एक डिस्क होती है।
इलेक्ट्रिक ड्राइव 14 के साथ स्पिंडल के त्वरित आंदोलन के तंत्र 13 के कारण सहायक चाल पर बिताया गया समय कम हो जाता है। यूनिवर्सल मशीन को 77 पुश-बटन स्टेशन और स्वचालित मशीन - पैनल 10 का उपयोग करके नियंत्रित किया जाता है।
परीक्षण प्रश्न
- हमें एक ऊर्ध्वाधर ड्रिलिंग मशीन के मुख्य घटकों के बारे में बताएं।
- अंजीर में दिखाएँ। 6.5, ख तकला रोटेशन की गतिज श्रृंखलाएं और इसके फ़ीड की गति।
रूसी संघ के परिवहन मंत्रालय
संघीय रेलवे परिवहन एजेंसी
संघीय राज्य बजट शैक्षिक संस्थान
उच्च व्यावसायिक शिक्षा
ओम्स्क राज्य परिवहन विश्वविद्यालय
(ओमजीयूपीएस (ओएमआईआईटी))
टीटीएम और आरपीएस विभाग
विषयगत रिपोर्ट
प्रशिक्षण अभ्यास पर
9.1. एक ऊर्ध्वाधर ड्रिलिंग मशीन के मुख्य भाग और घटक।
9.2. मेटलवर्क हथौड़ों का वर्गीकरण और उनका उद्देश्य, संचालन के लिए आवश्यकताएं।
द्वारा पूरा किया गया: कुज़मिन व्लादिस्लाव विक्टरोविच,
ईएमएफ छात्र, समूह 42-जी
द्वारा जांचा गया: टीटीएम और आरपीएस विभाग के एसोसिएट प्रोफेसर
बेलन डी.यू.
यूडीसी 621.94; 683.3
निबंध
रिपोर्ट: 14 पी।, 9 अंजीर।
काउंटरसिंकिंग
मूल्य निर्धारण
गियर
अध्ययन का उद्देश्य एक ऊर्ध्वाधर ड्रिलिंग मशीन के मुख्य भागों और विधानसभाओं के साथ-साथ धातु के हथौड़ों, उनकी योग्यता और उद्देश्य है।
काम का उद्देश्य: एक ऊर्ध्वाधर ड्रिलिंग मशीन के उपकरण, इसके मुख्य भागों और विधानसभाओं, उपयोग की प्रक्रिया और उपयोग की तैयारी के नियम का विस्तार से अध्ययन करना;
ताला बनाने वाले हथौड़ों के वर्गीकरण और उनके उद्देश्य, उपयोग की प्रक्रिया और उपयोग के लिए तैयारी के नियम का विस्तार से अध्ययन;
प्लंबिंग कार्य करते समय सुरक्षा नियमों को समझें और उनका पालन करें।
कार्य के परिणाम: ऊर्ध्वाधर ड्रिलिंग मशीनों और मेटलवर्क हथौड़ों के उपयोग में प्राथमिक कौशल प्राप्त करने के लिए;
सैद्धांतिक कक्षाओं में प्राप्त ज्ञान को व्यवहार में समेकित करना;
धातु के औजारों और उपकरणों के साथ काम करते समय सुरक्षा नियमों का सख्ती से पालन करें।
परिचय ……………………………। ……………………………………….. ............ 4
1. लंबवत ड्रिलिंग मशीन के मुख्य भाग और असेंबली ……………… 5
1.1. स्थिर ड्रिलिंग उपकरण ………………………………… 5
1.2. ड्रिलिंग डेस्कटॉप मशीन…………………………………………. 6
1.3. ऊर्ध्वाधर ड्रिलिंग मशीन ………………………………………….. ............ 7
2. मेटलवर्क हथौड़ों का वर्गीकरण और उनका उद्देश्य, संचालन के लिए आवश्यकताएं………………………………………………………… ........................ आठ
2.1. हथौड़ों के प्रकार ………………………………………………………… 8
2.2. कार्यात्मक उद्देश्य से पृथक्करण ………………………….. 11
निष्कर्ष................................................. ……………………………………….. ........ तेरह
संदर्भ की सूची ............................................... ………………………………………….. चौदह
परिचय
निबंध के विषय के मुद्दों के अध्ययन के लिए आगे बढ़ने से पहले, मेरा सुझाव है कि आप खुद को एक ताला बनाने वाले और उसके पेशेवर कार्यों, और ताला बनाने वाले काम के रूप में इस तरह की अवधारणाओं से परिचित कराएं, ताकि यह समझ सकें कि यह पेशा कितना महत्वपूर्ण है, इसके संपूर्ण को समझने के लिए सार, और, ज़ाहिर है, निबंध के विषय के बारे में सवालों के जवाब देने के लिए।
ताला बनाने वाला - यांत्रिक उपकरणों के रखरखाव और / या इसके समायोजन में एक विशेषज्ञ, उत्पादन में या घर पर ताला बनाने वाले उपकरणों का उपयोग करता है।
व्यावसायिक कार्य - इस तरह के बुनियादी प्रकार के प्लंबिंग कार्य करता है: असेंबली, मार्किंग, रिप्लेसमेंट या मैकेनिज्म की बहाली, मेटल कटिंग, मेटल फाइलिंग, मेटल बेंडिंग, टैप या डाई से थ्रेडिंग (मैन्युअल रूप से), पीस, स्क्रैपिंग, असेंबली वर्क आदि।
ताला बनाने का काम - यह धातुओं का प्रसंस्करण है, आमतौर पर मशीन टूल मशीनिंग को पूरक करता है या भागों को जोड़कर, मशीनों और तंत्रों को जोड़कर धातु उत्पादों के निर्माण को पूरा करता है, साथ ही साथ उनका विनियमन भी करता है। ताला बनाने का काम मैनुअल या मशीनीकृत ताला बनाने वाले औजारों या मशीनों का उपयोग करके किया जाता है। महान अक्टूबर समाजवादी क्रांति के बाद मेटलवर्क शिल्प को विशेष विकास प्राप्त हुआ। हमारे वैज्ञानिकों, इंजीनियरों, तकनीशियनों और श्रमिकों ने भारी, कम उत्पादक श्रम को मशीन तंत्र द्वारा काम से बदलने के लिए बहुत कुछ किया है। मशीन टूल्स के आगमन और उनके सुधार के साथ, की भूमिका और हिस्सेदारी शारीरिक श्रम, जिसे योजनाकारों, टर्नर्स, मिलर्स, ग्राइंडर, आदि के श्रम द्वारा प्रतिस्थापित किया जाने लगा, लेकिन प्रमुख व्यवसायों में से एक ताला बनाने वाला है। एक मास्टर लॉकस्मिथ का काम अभी भी मूल्यवान है, जिससे सभी प्रकार के मैनुअल धातु प्रसंस्करण को करने की क्षमता की आवश्यकता होती है।
इस प्रकार, हम देखते हैं कि एक ताला बनाने वाले का पेशा आज तक बहुत महत्वपूर्ण है, लेकिन साथ ही बहुत खतरनाक है, क्योंकि। कुछ प्रकार के ताला बनाने का काम मैन्युअल रूप से किया जाता है, इसलिए सुरक्षा नियमों का पालन किया जाना चाहिए।
1. ऊर्ध्वाधर ड्रिलिंग मशीन के मुख्य भाग और घटक
1.1. स्थिर ड्रिलिंग उपकरण
स्थिर उपकरण वह उपकरण है जो पर स्थित होता है स्थायी स्थान, जबकि वर्कपीस इसे दिया जाता है। स्थिर उपकरण में टेबलटॉप, वर्टिकल और रेडियल मशीन शामिल हैं।
डेस्कटॉप ड्रिलिंग मशीन (चित्र 1) में विभिन्न प्रकार के डिज़ाइन हैं, लेकिन उनके संचालन और दायरे का सिद्धांत लगभग समान है।
ए) सामान्य दृश्य; बी) ड्राइव यूनिट
1 - टेबल; 2,8,10 - हैंडल; 3 - तीन जबड़े की चक; 4 - धुरी;
5 - कॉलर; 6 - अंग; 7 - आवरण; 9 - इलेक्ट्रिक मोटर; 11 - सिर;
12 - कॉलम; 13,15,24 - बॉल बेयरिंग; 14 - कांच; 16.22 - पुली;
17 - एडाप्टर आस्तीन; 18 - क्लच; 19 - निकला हुआ किनारा; 20 - पेंच; 21 - जोर वॉशर; 23 - गियर; 25 - वर्नियर
चित्र 1 - डेस्कटॉप ड्रिलिंग मशीन
1.2. ड्रिलिंग डेस्कटॉप मशीन
एक उदाहरण के रूप में, 0.3 से 4.0 मिमी के व्यास के साथ छेद ड्रिल करने के लिए डिज़ाइन की गई एक उच्च-गति माइक्रोमीटर-फ़ीड, उच्च-गति, उच्च-सटीक टेबलटॉप ड्रिलिंग मशीन पर विचार करें।
ड्रिलिंग बेंच की मुख्य लोड-असर इकाइयाँ तालिका 1 और स्तंभ 12 हैं, जिन्हें तालिका में बोल्ट किया गया है। शीर्ष 11 स्तंभ के साथ ऊर्ध्वाधर दिशा में चलता है। सिर को स्क्रू 20 का उपयोग करके स्थानांतरित किया जाता है, जो हैंडल 8 द्वारा संचालित होता है। सिर के ट्रंक पर एक इलेक्ट्रिक मोटर 9 स्थापित किया जाता है, जिसके शाफ्ट पर चार-चरण चरखी होती है 22 तय है। पेंच 20 के लिए एक छेद के साथ एक निकला हुआ किनारा 19। निकला हुआ किनारा पर एक जोर वॉशर 21 स्थापित किया गया है, जो स्तंभ के साथ सिर के उत्थान और पतन को सीमित करता है। सिर के सामने के हिस्से में एक छेद बनाया जाता है, जिसमें कप 14 चलता है। कप के अंदर, बॉल बेयरिंग 13 और 24 में, एक स्पिंडल 4 लगाया जाता है, और उस पर तीन-जबड़े की ड्रिल चक 3 लगाई जाती है। स्पिंडल एक स्लेटेड एडेप्टर स्लीव 17 से जुड़ा है, जिस पर इसे स्क्रू पुली 16 के साथ स्थापित और तय किया गया है। एडेप्टर स्लीव बीयरिंग 15 में घूमता है, क्लच 18 में दबाया जाता है, जो स्क्रू के साथ सिर से जुड़ा होता है। पुली 16 और 22 वी-बेल्ट द्वारा परस्पर जुड़े हुए हैं। स्पिंडल की गति पुली पर बेल्ट की स्थापना के आधार पर भिन्न होती है। वी-बेल्ट ड्राइव एक आवरण के साथ कवर किया गया है। स्पिंडल के पतला टांग पर एक तीन-जबड़े चक 3 स्थापित है। स्पिंडल, चक और ड्रिल के साथ कप 14 को गियर शाफ्ट से जुड़े हैंडल 2 को मोड़कर खिलाया जाता है। 23. जब हैंडल को घुमाया जाता है, तो कप के गियर रैक से जुड़ा गियर इसे स्पिंडल के साथ कम करता है और एक निश्चित गहराई तक ड्रिल करता है। हैंडल 2 के शाफ्ट पर क्लैंप 5 ड्रिलिंग की गहराई को सीमित करता है। भागों में ड्रिलिंग छेद करते समय ड्रिल का अधिक सटीक फीड लिम्ब स्केल 6 और वर्नियर 25 के अनुसार किया जाता है। मशीन के सिर को तब तय किया जाता है जब इसे हैंडल 10 का उपयोग करके उठाया और उतारा जाता है।
ऊर्ध्वाधर ड्रिलिंग मशीन अपेक्षाकृत छोटे भागों में छेद बनाने के लिए उपयोग की जाने वाली मुख्य और सबसे सामान्य प्रकार की ड्रिलिंग मशीन हैं। ये मशीनें आपको निम्नलिखित प्रकार के कार्य करने की अनुमति देती हैं: ड्रिलिंग, रीमिंग, काउंटरसिंकिंग, काउंटरसिंकिंग, स्पॉटिंग और रीमिंग। एक विशेष उपकरण का उपयोग करके इन कार्यों की सीमा को महत्वपूर्ण रूप से विस्तारित किया जा सकता है।
मशीन मोड। एसबी 501/1 (चित्र। 7.1) विभिन्न भागों में ड्रिलिंग, रीमिंग, काउंटरसिंकिंग और रीमिंग छेद के साथ-साथ मशीन नल के साथ सामना करने और थ्रेडिंग के लिए डिज़ाइन किया गया है।
चावल। 7.1 डेस्कटॉप वर्टिकल ड्रिलिंग मशीन मॉड। एसबी 501/1:
1 - बेस प्लेट, 2 - ड्रिलिंग टेबल, 3 - प्रोटेक्टिव कवर, 4 - ड्रिल चक, 5 - स्पिंडल, 6 - हाउसिंग, 7 - कवर, 8 - गियरबॉक्स, 9 - इंजन, 10 - हैंडल, 11 - रैक, 12 - टेबल क्लैंप पेंच।
मशीन मोड पर। अपेक्षाकृत छोटे आयामों और वजन के एसबी 501/1 वर्कपीस। मशीन एक बेस प्लेट है 1 स्टैंड के साथ 11 जिसके साथ रोटरी ड्रिलिंग टेबल चलती है और वांछित ऊंचाई पर सेट होती है 2 . मशीन में एक बेल्ट गियरबॉक्स है 8 , जो मामले के ऊपरी भाग में स्थित है और ढक्कन के साथ बंद है 7 . हेडस्टॉक के शरीर से एक इंजन जुड़ा हुआ है 9 . काटने का उपकरण चक में तय किया गया है 4 जो धुरी से जुड़ा होता है 5 . संभाल के साथ 10 धुरी के ऊर्ध्वाधर आंदोलन। मशीन को चालू करने के लिए एक स्विच का उपयोग किया जाता है। हरा रंग, बंद करने के लिए - लाल। मोटर शाफ्ट से घूर्णी क्षण गियरबॉक्स के माध्यम से स्पिंडल तक प्रेषित होता है।
धुरा 5 घूमता है (मुख्य आंदोलन पर 1 ) 277-2440 आरपीएम आइडलिंग की आवृत्ति के साथ। संसाधित होने वाली वर्कपीस को ड्रिलिंग टेबल पर रखा गया है। 2, स्थापना लंबवत पी 1 और घूर्णी बी 2 स्टैंड की धुरी के लंबवत अक्ष के चारों ओर मशीन स्टैंड और बी 3 के चारों ओर गति 11 . तालिका एक क्लैंप स्क्रू के साथ तय की गई है 12 . फ़ीड आंदोलन पी 2 जब एक उंगली को हैंडल पर दबाया जाता है तो लीवर डिवाइस द्वारा किया जाता है 10.
मशीन की तकनीकी विशेषताओं को तालिका 7.1 में प्रस्तुत किया गया है।
तालिका 7.1 - मशीन की तकनीकी विशेषताएं:
ड्रिलिंग डिवाइस के संचालन का उद्देश्य, उपकरण और सिद्धांत
ड्राइव के साथ ड्रिलिंग उपकरण का उद्देश्य लकड़ी और अन्य सामग्रियों से रहने की स्थिति में तैयारी में उद्घाटन की ड्रिलिंग के लिए है। इसकी विशेषताओं के अनुसार, विद्युत ड्राइव घरेलू से संबंधित है बिजली के उपकरण GOST 27570.0.-87 के अनुसार सुरक्षा वर्ग II के साथ।
डिवाइस की मुख्य तकनीकी विशेषताओं को तालिका 7.2 . में दिया गया है
तालिका 7.2 - ड्रिलिंग उपकरण की तकनीकी विशेषताएं
|
ड्रिल व्यास, मिमी | |
|
नाममात्र धुरी गति की सीमा, न्यूनतम -1 | |
|
50 हर्ट्ज रेटेड, वी . की आवृत्ति के साथ एकल-चरण वर्तमान को वैकल्पिक करने का वोल्टेज | |
|
उपयोगी शक्ति, डब्ल्यू | |
|
बिजली की खपत रेटेड, डब्ल्यू | |
|
ऑपरेटिंग मोड आंतरायिक काम, मिनट विराम, मिनट | |
|
पिरोया धुरी | |
|
अक्ष दूरी सीमा सीटरैक अक्ष के लिए विद्युत ड्राइव की तरह, मिमी पुनर्स्थापना के बिना पुनर्स्थापना के साथ | |
|
इलेक्ट्रिक ड्राइव की सीट के ऊपरी तल से आधार तक दूरी की सीमा, मिमी बिना छड़ी बारबेल के साथ | |
|
कार्य ड्रिलिंग गहराई, मिमी, और नहीं | |
|
कुल मिलाकर आयाम, मिमी, और नहीं | |
|
वजन, किलो, और नहीं |
ड्रिलिंग डिवाइस (चित्र। 7.2) में एक आधार, एक इलेक्ट्रिक ड्राइव और ऊर्ध्वाधर और क्षैतिज आंदोलनों के लिए तंत्र शामिल हैं। आधार 1 के लिए, जिस पर एक वाइस स्थापित किया जा सकता है या एक वर्कपीस तय किया जा सकता है, एक ऊर्ध्वाधर रेल 2 शिकंजा के साथ जुड़ा हुआ है, जो एक ब्रैकेट 9 को ट्रैवर्स के साथ रखता है। ट्रैवर्स पर एक गियरबॉक्स के साथ एक इलेक्ट्रिक ड्राइव 4 स्थापित किया गया है। , जो एक स्पिंडल के साथ समाप्त होता है 5. एक ड्रिलिंग मशीन को स्पिंडल पर खराब कर दिया जाता है। कार्ट्रिज 6.
इलेक्ट्रिक ड्राइव में हैंडल 7 की मदद से रैक और पिनियन के कारण क्षैतिज दिशा में ट्रैवर्स के साथ आगे बढ़ने की क्षमता होती है, गति की मात्रा रीडआउट डिवाइस 8 के डायल पर गिना जाता है। स्पिंडल अक्ष को अंदर की स्थिति में रखने के बाद मनचाहा पद, इसे घुंडी 9 घुमाकर ट्रैवर्स पर तय किया जाना चाहिए।
ऊर्ध्वाधर आंदोलन तंत्र एक स्पर गियर है, जिसका गियर व्हील, ब्रैकेट 9 के साथ, रेल 2 के साथ चलता है, जब हैंडल 10 को घुमाया जाता है।
ब्रैकेट 9 के छेद में एडजस्टिंग रॉड असेंबली 12 पास होती है, जो क्लैंप 13 से जुड़ी होती है, जो ड्रिलिंग की गहराई को ठीक करने का काम करती है और साथ में स्प्रिंग 14 के साथ ट्रैवर्स को ऊपरी स्थिति में लौटाती है। ब्रैकेट 9 और क्लैंप 13 को रेल 2 पर हैंडल 15 और नट 16 द्वारा तय किया गया है। डॉवेल ब्रैकेट 9 को रेल 2 के चारों ओर घूमने से रोकते हैं।
गोले के अनुदैर्ध्य सीम के स्वचालित वेल्डिंग के लिए प्रतिष्ठान - स्टॉक में!
उच्च प्रदर्शन, सुविधा, आसान संचालन और विश्वसनीय संचालन।
वेल्डिंग स्क्रीन और सुरक्षात्मक पर्दे - स्टॉक में!
वेल्डिंग और कटिंग के दौरान विकिरण से सुरक्षा। बड़ी पसंद।
पूरे रूस में डिलीवरी!
ऊर्ध्वाधर ड्रिलिंग मशीनों में, मुख्य आंदोलन स्पिंडल का घूर्णन होता है जिसमें उपकरण तय होता है, और फ़ीड आंदोलन स्पिंडल का लंबवत आंदोलन होता है। वर्कपीस आमतौर पर मशीन की मेज पर या नींव की प्लेट पर स्थापित होता है यदि इसमें बड़े समग्र आयाम होते हैं। वर्कपीस के छेद और स्पिंडल का संरेखण वर्कपीस को स्थानांतरित करके प्राप्त किया जाता है।
मशीन के फ्रेम (कॉलम) 1 (चित्र 6.4) पर, मुख्य घटक स्थित हैं। बिस्तर में लंबवत गाइड होते हैं जिसके साथ तालिका 9 और ड्रिलिंग हेड 3 चलती है, स्पिंडल 7 और इंजन 2 ले जाती है। गियरबॉक्स और फीड हैंडल 4 द्वारा नियंत्रित होते हैं, मैनुअल फीड - स्टीयरिंग व्हील द्वारा 5। प्रसंस्करण गहराई है अंग द्वारा नियंत्रित 6. विद्युत उपकरण और काउंटरवेट। कुछ मॉडलों में, बिजली के उपकरणों के लिए एक कैबिनेट 12 प्रदान किया जाता है। बेस प्लेट 11 मशीन के लिए एक समर्थन के रूप में कार्य करता है। मध्यम और भारी मशीनों में, इसके ऊपरी तल का उपयोग वर्कपीस सेट करने के लिए किया जाता है। कभी-कभी नींव की प्लेट की आंतरिक गुहाएं शीतलक जलाशय होती हैं। मशीन टेबल वर्कपीस को ठीक करने का काम करती है। यह चल (हैंडल 10 से गियर की एक बेवल जोड़ी और एक लीड स्क्रू के माध्यम से), फिक्स्ड (हटाने योग्य) या कुंडा (फोल्डिंग) हो सकता है। टेबल को फ्रेम के गाइड्स पर लगाया जाता है या फाउंडेशन स्लैब पर लगे पेडस्टल के रूप में बनाया जाता है।
शीतलक की आपूर्ति एक इलेक्ट्रिक पंप द्वारा नली 8 के माध्यम से की जाती है। ड्रिलिंग हेड इकाइयों का स्नेहन भी एक पंप का उपयोग करके किया जाता है। शेष नोड्स मैन्युअल रूप से लुब्रिकेट किए जाते हैं।

ड्रिलिंग हेड (चित्र। 6.5) एक कच्चा लोहा कास्टिंग है जिसमें गियरबॉक्स और फीड, एक स्पिंडल और अन्य तंत्र लगे होते हैं। गियरबॉक्स में दो- और तीन-क्राउन गियर ब्लॉक शामिल हैं, जो हैंडल 15 का उपयोग करके स्विच किए जाते हैं और स्पिंडल को विभिन्न कोणीय गति प्रदान करते हैं। यह एक कैम-गियर तंत्र द्वारा किया जाता है जो आंदोलन को छड़ तक पहुंचाता है जिस पर स्विच ब्लॉक से जुड़े कांटे लगे होते हैं। उदाहरण के लिए, मशीन टूल मॉडल 2H135 के स्पिंडल में गियरबॉक्स और दो-स्पीड इलेक्ट्रिक मोटर 16 द्वारा प्रदान किए गए बारह गति चरण (31.5 से 1400 मिनट -1 तक) हैं। गियरबॉक्स ऊपर से ड्रिलिंग हेड 4 से जुड़ा हुआ है।
मशीन के स्पिंडल को गियरबॉक्स 1 में शामिल स्पलाइन गियर से रोटेशन प्राप्त होता है, जो स्पिंडल को एक साथ घुमाने और आस्तीन के साथ अक्षीय दिशा में स्थानांतरित करने की अनुमति देता है। ड्रिलिंग के दौरान होने वाले अक्षीय भार स्पिंडल स्लीव में लगे बेयरिंग द्वारा उठाए जाते हैं।
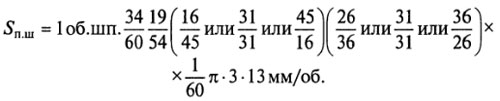
स्पिंडल रोटेशन की गतिज श्रृंखला का समीकरण
फ़ीड बॉक्स 2 0.1... ... 1.2 मिमी/रेव में नौ फ़ीड प्रदान करता है। फीड स्विचिंग हैंडल 3 द्वारा किया जाता है। फीड बॉक्स को गियर z = 34 और z = 60 के साथ निरंतर गियर के साथ स्पिंडल से जुड़े गियरबॉक्स के शाफ्ट VIII से रोटेशन प्राप्त होता है।
स्पिंडल फीड की गति की गतिज श्रृंखला का समीकरण
रैक और पिनियन गियर 7 के माध्यम से तंत्र 6 के स्टीयरिंग व्हील 5 से गति का संचरण सीधे स्पिंडल 8 के स्लीव 9 तक क्लच एमएफ लगे हुए किया जाता है। यह आंकड़ा मशीन स्पिंडल को दिखाता है जिसमें चार-स्पिंडल हेड लगे होते हैं।
स्पिंडल टेंपर से उपकरण निकालने के लिए, एक विशेष तंत्र का उपयोग किया जाता है, जिसमें एक नॉकआउट कैम 18, एक धारक 17 और एक आवरण 19 होता है। जब धुरी को ऊपर उठाया जाता है, तो धारक को ड्रिलिंग हेड हाउसिंग की निचली दीवार से पकड़ लिया जाता है, और धुरी, ऊपर की ओर बढ़ते हुए, उस कैम के साथ चलती है, जो उसमें टिका हुआ है। कैम का अंत बंद पिंजरे के खिलाफ टिकी हुई है, कैम मुड़ता है और उपकरण को स्पिंडल कोन से बाहर निकालता है।
पूर्व निर्धारित प्रसंस्करण गहराई तक पहुंचने पर मशीनें यांत्रिक फ़ीड को स्वचालित रूप से बंद करने के लिए उपकरणों से लैस होती हैं। प्रसंस्करण की गहराई सिर के बाईं ओर घुड़सवार तंत्र 12 का उपयोग करके निर्धारित की जाती है। तंत्र एक गियर जोड़ी द्वारा संचालित होता है और इसमें ड्रिलिंग गहराई और रिवर्स के साथ स्वचालित शटडाउन के साथ-साथ दृश्य पढ़ने के लिए एक डायल सेट करने के लिए कैम के साथ एक डिस्क होती है।
इलेक्ट्रिक ड्राइव 14 के साथ स्पिंडल के त्वरित आंदोलन के तंत्र 13 के कारण सहायक चाल पर बिताया गया समय कम हो जाता है। यूनिवर्सल मशीन का नियंत्रण पुश-बटन स्टेशन 11 और स्वचालित मशीन - पैनल 10 का उपयोग करके किया जाता है। .
ड्रिलिंग मशीन पर छेद करना सुविधाजनक और तेज़ है। बेधन यंत्रतकनीकी मशीनों को संदर्भित करता है। तकनीकी मशीनों को प्रसंस्करण के लिए डिज़ाइन किया गया है विभिन्न सामग्री. किसी भी तकनीकी मशीन की तरह, एक ड्रिलिंग मशीन में तीन मुख्य भाग होते हैं: एक इंजन, एक ट्रांसमिशन तंत्र और एक एक्चुएटर (चित्र। 139)।
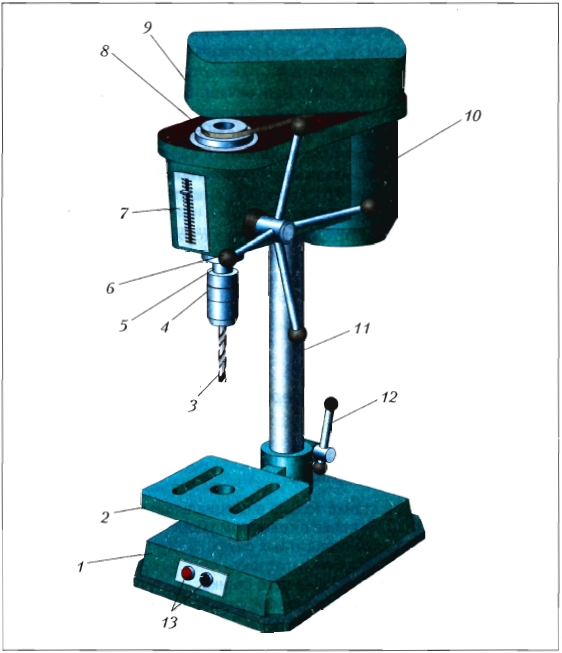
चावल। 139. ड्रिलिंग मशीन: 1 - आधार (बिस्तर); 2 - डेस्कटॉप; 3 - ड्रिल; 4 - कारतूस; 5 - काम करने वाला शाफ्ट; 6 - ड्रिल फीड हैंडल; 7 - ड्रिलिंग गहराई पैमाने; 8 - एक बेल्ट के साथ चरखी; 9 - सुरक्षात्मक आवरण; 10 - इलेक्ट्रिक मोटर; 11 - कॉलम; 12 - डाट; 13 - स्टार्ट बटन
मशीन पर काम शुरू करने से पहले, इसका निरीक्षण किया जाता है और सेवाक्षमता के लिए जाँच की जाती है। आवश्यक व्यास का एक ड्रिल कारतूस में डाला जाता है और वांछित व्यास का एक ड्रिल एक विशेष कुंजी के साथ जुड़ा होता है। ड्रिल को बिना किसी विकृति के सीधे चक में जकड़ना चाहिए। डेस्कटॉप पर एक वर्कपीस तय किया गया है, जिस पर भविष्य के छेद के केंद्र को चिह्नित किया गया है। "स्टार्ट" बटन इलेक्ट्रिक मोटर को चालू करता है, जो एक बेल्ट ड्राइव के माध्यम से काम करने वाले शरीर (चक और एक ड्रिल के साथ धुरी) को घुमाता है। हैंडल को घुमाकर, ड्रिल के साथ स्पिंडल (वर्किंग शाफ्ट) को वर्कपीस पर फीड किया जाता है। ड्रिलिंग शुरू होने के क्षण से ड्रिलिंग गहराई को एक पैमाने पर मापा जाता है। छेद ड्रिल करने के बाद, ड्रिल को ऊपर उठाया जाता है। मशीन बंद है।
ड्रिलिंग करते समय, बड़े वर्कपीस को बाएं हाथ से रखा जाता है, और छोटे - सरौता या वाइस में।
उद्यमों, ड्रिलर्स, या सीएनसी मशीन ऑपरेटरों (कंप्यूटर संख्यात्मक नियंत्रण) में, ड्रिलिंग मशीनों पर काम करते हैं।
व्यावहारिक कार्य संख्या 42
ड्रिलिंग मशीन के उपकरण का अध्ययन करना और उस पर काम करना
सुरक्षित कार्य के लिए नियम
- मशीन पर केवल विशेष कपड़ों में काम करें: चौग़ा या ड्रेसिंग गाउन, साथ ही एक हेडड्रेस।
- केवल सुरक्षात्मक चश्मे से ड्रिल करें।
- वर्कपीस को सुरक्षित रूप से जकड़ें।
- रनिंग मशीन से दूर रहें।
- मशीन के रुकने पर चिप्स को ब्रश से हटा दें।
कार्य आदेश
- ड्रिलिंग मशीन के डिजाइन का अध्ययन करें।
- इसके कार्य के सिद्धांत की व्याख्या कीजिए।
- चक में ड्रिल को ठीक करें।
- वर्कपीस को एक वीज़ में चिह्नित करें, पंच करें और सुरक्षित करें।
- मशीन चालू करें और एक छेद ड्रिल करें।
- मशीन को बंद करें और एक स्कूप में चिप्स को इकट्ठा करने के लिए ब्रश का उपयोग करें।
नई अवधारणाएं
एक ड्रिलिंग मशीन एक तकनीकी मशीन, निर्माण, मशीन भागों (इंजन, ट्रांसमिशन तंत्र, एक्चुएटर), ड्रिलर, सीएनसी मशीन ऑपरेटर है।
परीक्षण प्रश्न
- ड्रिलिंग मशीन का इंजन, ट्रांसमिशन मैकेनिज्म और वर्किंग बॉडी दिखाएं।
- संचरण तंत्र किससे बना है और इसका उपयोग किस लिए किया जाता है?
- ड्रिलिंग मशीन का एक्चुएटर क्या होता है?
- ड्रिलिंग करते समय वर्कपीस को कैसे ठीक करें: छोटा, बड़ा, छोटा, लंबा?
- ड्रिल प्रेस में एकाधिक ड्रिल फ़ीड हैंडल क्यों होते हैं?
- ड्रिलिंग मशीन के सुरक्षित संचालन के लिए नियमों की सूची बनाएं।





