Torna stanogining o'zaro tayanchi. Vintni kesish stanogi
19-asr boshlarida mashinasozlikning eng muhim yutuqlaridan biri kalibrli dastgohlar - to'sar uchun mexanik ushlagichlarning tarqalishi edi. Mashinaning ushbu qo'shimchasi qanchalik sodda va bir qarashda ahamiyatsiz bo'lib ko'rinmasa ham, mubolag'asiz aytish mumkinki, uning mashinalarni takomillashtirish va taqsimlashga ta'siri Vatt tomonidan kiritilgan o'zgarishlarning ta'siri kabi katta bo'lgan. bug' dvigateli. Kaliperning joriy etilishi bir vaqtning o'zida barcha mashinalarning yaxshilanishi va narxining pasayishiga olib keldi, yangi takomillashtirish va ixtirolarga turtki berdi. Kaliper ishlov berish jarayonida harakat qilish uchun mo'ljallangan kesish vositasi asbob ushlagichiga o'rnatiladi. U tutqich 15 yordamida romning yo'riqnomalari bo'ylab harakatlanadigan va ishlov beriladigan qism bo'ylab to'sarning harakatini ta'minlaydigan pastki slayddan (uzunlamasına tayanch) 1 dan iborat. Pastki slaydda qo'llanmalar bo'ylab 12 ko'ndalang slaydni harakatlantiring ( o'zaro yordam) 3, ishlov beriladigan qismning (qismning) aylanish o'qiga perpendikulyar to'sarning harakatini ta'minlaydi. Ko'ndalang slaydda 3 aylanma plastinka 4 mavjud bo'lib, u gayka 10 bilan mahkamlanadi. Ular aylanma plastinka 4 ning yo'riqnomalari 5 bo'ylab harakatlanadi (tutqich 13 yordamida) yuqori slayd 11, bu plastinka 4 bilan birgalikda ko'ndalang slaydga nisbatan gorizontal tekislikda aylana oladi va ishlov beriladigan qismning (qismning) aylanish o'qiga burchak ostida to'sarning harakatini ta'minlaydi. Asbob ushlagichi (kesish boshi) 6 murvat bilan 8 vint bo'ylab harakatlanuvchi tutqich 9 yordamida yuqori slaydga biriktiriladi 7. Kaliper o'tkazgich vinti 2 dan, qo'rg'oshin vinti ostida joylashgan qo'rg'oshin mildan yoki qo'lda. Inklyuziya avtomatik uzatish dastagi 14 tomonidan ishlab chiqarilgan.
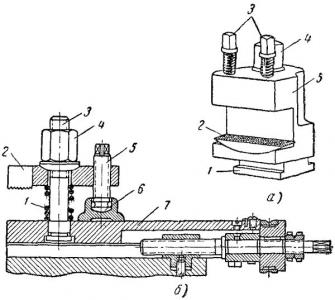
O'zaro qo'llab-quvvatlash moslamasi quyidagi rasmda ko'rsatilgan. Uzunlamasına kaliper 1 ning yo'riqnomalari bo'ylab tutqich 10 bilan jihozlangan etakchi vint 12 ko'ndalang kaliperning siljishini harakatga keltiradi. Qo'rg'oshin vint 12 bo'ylama qo'llab-quvvatlash 1 bir uchida sobit, va boshqa uchida bir gayka (ikki qismdan iborat 15 va 13 va takoz 14 iborat) o'zaro slaydni biriktirilgan 9. torting. vint 16, bir-biridan itaring (xanjar 14) yong'oqlar 15 va 13 , shu bilan. qo'rg'oshin vinti 12 va gayka 15 orasidagi bo'shliq tanlanadi.Ko'ndalang tayanchning harakatlanish miqdori oyoq-qo'l bilan belgilanadi 11. Aylanadigan plastinka 8 ko'ndalang tayanchga (gaykalar 7 bilan) biriktiriladi, u bilan yuqori siljish 6 va asbob ushlagichi 5 aylanadi.. Ba'zi bir mashinalarda ko'ndalang slayd 9 orqa asbob ushlagichi 2 o'yiq ochish, kesish va ko'ndalang tayanchni siljitish orqali bajarilishi mumkin bo'lgan boshqa ishlar uchun, shuningdek, qalqon 4 bilan qavs 3 o'rnatilgan. bu ishchini chiplar va kesish suyuqligidan himoya qiladi.
kaliper stanok uning ustiga chiqib ketish asbobini mahkamlash va ishlov berish jarayonida ozuqa harakatini aytib berish uchun mo'ljallangan.
Kalibrning pastki plitasi 1 (7-rasm), aravacha yoki uzunlamasına slayd deb ataladi, ramka qo'llanmalari bo'ylab mexanik yoki qo'lda harakatlanadi. Bunday holda, to'sar uzunlamasına yo'nalishda harakat qiladi (bu uzunlamasına besleme). Aravaning ustki yuzasida ko'ndalang yo'riqnomalar 12 ko'ndalang yo'riqnomalarga perpendikulyar joylashgan kaptar dumi shaklida joylashgan. Qo'llanmalarda 12, kaliperning ko'ndalang siljishi 3 harakat qiladi, bu orqali to'sar mil o'qiga perpendikulyar harakatni oladi.
7-rasm. Vintli kesish stanogining tayanchi
Ko'ndalang slaydning 3 ustki yuzasida gayka 10 bilan burilgandan keyin o'rnatiladigan aylanuvchi kaliper plitasi 4 mavjud.
Qo'llanmalar 5 aylanuvchi plastinkaning ustki yuzasida joylashgan bo'lib, ular bo'ylab tutqich 13 aylantirilganda ustki plastinka 11 - kaliperning yuqori siljishi harakatlanadi.
Asbob ushlagichlari va kesish boshlari
Kesuvchilarni mahkamlash uchun kaliperning yuqori qismiga asbob ushlagichi yoki kesish boshi o'rnatilgan.
8-rasm - Asbob ushlagichlari
Kichik va o'rta o'lchamli dastgohlarda bitta asbob ushlagichi 5 ishlatiladi (8-rasm, a). Asbob ushlagichining T-shakliga ega bo'lgan pastki qismi 1, kalibrning yuqori qismiga gayka bilan o'rnatiladi, 4. Joylashuvni sozlash uchun zamonaviy markazlarning balandligiga ko'ra asbob ushlagichida astar 2 mavjud bo'lib, uning pastki sharsimon yuzasi asbob ushlagich blokining bir xil yuzasiga tayanadi. To'sarni to'sar ushlagichiga ikkita murvat bilan mahkamlang 3.
Katta stanoklarda bitta asbob ushlagichlari ishlatiladi (8-rasm, b). Bunday holda, to'sar kaliperning ustki qismining 7 yuzasiga o'rnatiladi va novda 2 bilan mahkamlanadi, gayka 4 mahkamlanadi. Bolt 3 bukilmasligi uchun novda 2 murvat 5 tomonidan qo'llab-quvvatlanadi. poyafzal 6. Gangka 4 ochilganda, prujina 1 barni 2 ko'taradi.
Ko'pincha, o'rta o'lchamdagi vintni kesish dastgohlarida tetraedral aylanadigan to'sar boshlari ishlatiladi (7-rasmga qarang).
Kesish boshi 6 kaliper 11 ning yuqori qismiga o'rnatiladi; bir vaqtning o'zida to'rtta to'sarni vintlardek 8 bilan mahkamlash mumkin. O'rnatilgan har qanday kesgich bilan ishlashingiz mumkin. Buning uchun boshni aylantiring va kerakli kesgichni joylashtiring ish pozitsiyasi. Burilishdan oldin vintda 7 o'tirgan gayka bilan bog'langan tutqichni 9 burish orqali boshni ochish kerak. Har bir burilishdan keyin boshni tutqich 9 bilan yana qisish kerak.
- 707 ko'rish
Torna dastgohi
Torna kalibrini ta'mirlash
Metall kesish dastgohlarini kalibrlar bilan jihozlash 19-asr mashinasozlik sanoatining eng katta yutuqlaridan biri edi. Kaliper - metallga ishlov berish asbobini ushlab turadigan qurilmaning harakatlanuvchi qismi. Ish qismini qayta ishlash jarayonida kaliper stanokning yo'riqnomalari bo'ylab harakatlanadi, to'sarni avtomatik yoki qo'lda harakatlantiradi. Ko'rinib turgan soddaligiga qaramay, bu mexanizm dastgohlar narxini pasaytirishda, shuningdek ularni yanada takomillashtirishda muhim rol o'ynadi.
Kaliperning asosiy komponentlari - aravacha, aravachaning yo'riqnomalari bo'ylab harakatlanadigan uzunlamasına slayd (pastki slayd), yuqori slayd, asbob ushlagichi, aylanuvchi plastinka, mexanizmni harakatga keltiradigan haydovchi. Kaliperlar mashinada joylashish printsipiga ko'ra, harakat yo'nalishi va xususiyatlariga ko'ra (ko'ndalang, bo'ylama, tebranish) va kesish boshining dizayni (kesuvchi yoki aylanuvchi) bo'yicha farqlanadi.
Kaliper yo'riqnomalarining holati mahsulotni qayta ishlashning aniqligini belgilaydi. Mashinaning ishlashi davomida, boshqa mashina qismlari bilan bir qatorda, ishchi yuzalar va kaliper komponentlari doimo eskiradi, buning natijasida mashina o'z funksionalligini yo'qotadi. Torna kaliperini ta'mirlash vaqtida amalga oshirilgan operatsiyalarning bir qismi bo'lishi mumkin kapital ta'mirlash uskunalar, yoki mexanizmning nosozliklarini bartaraf etishga qaratilgan mustaqil chora bo'lishi kerak (qarang: "").
Eng ko'p vaqt talab qiladigan protseduralardan biri bu vagon yo'riqnomalarini tiklashdir. Ishning maqsadi mos keladigan tekisliklarga nisbatan qo'llanmalar sirtlarining parallelligi va perpendikulyarligini qaytarish, barcha tekislangan teshiklarning hizalanishini tiklashdir. Shu bilan birga, apron viteslarining mexanik oziqlantirish uskunasi bilan to'liq bog'lanishini ta'minlash muhimdir.
Qo'llanmalarni tiklash bilan bog'liq bo'lgan torna tayanchini ta'mirlash maxsus yuqori aniqlikdagi uskunalardan foydalanishni talab qiladigan mas'uliyatli va murakkab voqeadir. Qoidaga ko'ra, bizning konstruktorlik ofisimiz nafaqat kaliperni tiklashni, balki qayta tiklashni ham talab qiladigan og'ir va o'rta toifali stanoklarni oladi. ta'mirlash ishlari birlikning boshqa birliklari va mexanizmlari bilan birlashtirilgan. Aksariyat hollarda, gaplashamiz kapital ta'mirlash haqida.
Kaliper stanokning muhim qismi bo'lib, aslida ishchi qo'li vazifasini bajaradi, kesgichni ushlab, uni ishlov beriladigan qism bo'ylab harakatlantiradi. To'g'ri texnik xizmat ko'rsatish mexanik ushlagich, uning xizmat muddatini uzaytiradi va jiddiy ta'mirlash muammolarini oldini oladi.
Kaliperga g'amxo'rlik vaqti-vaqti bilan yo'riqnomalardagi bo'shliqlarni to'g'rilash, teskari tebranishlarni bartaraf etish, bezli o'rashni o'z vaqtida tozalash yoki almashtirish, slaydni muntazam ravishda moylash va ularni mexanik shikastlanishdan himoya qilishni o'z ichiga oladi.
Qo'llab-quvvatlash (1a-rasmga qarang) asbob ushlagichida mahkamlangan, kesish asbobini qayta ishlash jarayonida harakat qilish uchun mo'ljallangan. U tutqich 15 yordamida romning yo'riqnomalari bo'ylab harakatlanadigan va ishlov beriladigan qism bo'ylab to'sarning harakatini ta'minlaydigan pastki slayddan (uzunlamasına tayanch) 1 dan iborat. Qo'llanmalar 12 bo'ylab pastki slaydda ko'ndalang slayd (ko'ndalang tayanch) 3 harakatlanadi, bu ishlov beriladigan qismning (qismning) aylanish o'qiga perpendikulyar to'sarning harakatini ta'minlaydi. Ko'ndalang slaydda 3 gayka 10 bilan mahkamlangan aylanma plastinka 4 mavjud. Yuqori slayd 11 aylanadigan plastinka 4 ning yo'riqnomalari 5 bo'ylab (tutqich 13 yordamida) harakat qiladi, bu plastinka 4 bilan birgalikda o'zaro faoliyat slaydga nisbatan gorizontal tekislikda aylantiring va ishlov beriladigan qismning (qismning) aylanish o'qiga burchak ostida to'sarning harakatini ta'minlang. Asbob ushlagichi (kesish boshi) 6 murvat bilan 8 vint bo'ylab harakatlanuvchi tutqich 9 yordamida yuqori slaydga biriktiriladi 7. Kaliper o'tkazgich vinti 2 dan, qo'rg'oshin vinti ostida joylashgan qo'rg'oshin mildan yoki qo'lda. Avtomatik beslemelarni kiritish 14-tutqich bilan amalga oshiriladi.
Guruch. 1a. Torna kaliper 16K20
Texnik jag' chuck
Torna stanoklarida qo'lda va mexanizatsiyalashgan qisqichli ikki, uch va to'rt jag'li shtutserlar qo'llaniladi. Ikki jag'li o'z-o'zidan markazlashtiruvchi shtutserlarda turli shakldagi quyma va zarblar mahkamlanadi; bunday chucklarning jag'lari odatda faqat bitta qismni ushlab turish uchun mo'ljallangan. Uch jag'li o'z-o'zidan markazlashtirilgan shtutserlarda, yumaloq va olti burchakli ish qismlari yoki dumaloq barlar katta diametri. To'rt jag'li o'z-o'zidan markazlashtirilgan shtutserlarda kvadrat panjaralar, alohida jag'i sozlanishi bo'lgan shtutserlarda esa to'rtburchaklar yoki assimetrik qismlar mahkamlanadi. Qo‘lda qisiladigan uch jag‘li o‘z-o‘zidan markazlashtiruvchi shtutser tokarlik stanoklarida qismlarni ushlab turish uchun eng keng tarqalgan qurilma hisoblanadi.Kuchli, ammo sezgir mexanizmga ega bo‘lgan shtutser yuqori markazlashtirilgan aniqlikdagi qismlarni ham yuqori rejimda, ham nozik ishlov berishda ishonchli o‘rnatish imkonini beradi. ish. Torna dastgohi mashina yoki qurilmaning shpindeliga o'rnatilishi mumkin. Eng ko'p ishlatiladigan uch jag'li o'z-o'zini markazlashtiruvchi chuck (quyidagi rasm). Kartrijning 1, 2 va 3 kameralari disk 4 yordamida bir vaqtda harakatlanadi. Ushbu diskning bir tomonida kameralarning pastki chiqadigan joylari joylashgan yivlar (arximed spirali shakliga ega) va ustida joylashgan. ikkinchisi esa, uchta konik tishli 5 bilan birlashtirilgan konik tishli uzatma kesiladi. G'ildiraklardan biri 5 kalit bilan aylantirilsa, disk 4 (tishli uzatma tufayli) ham aylanadi va spiral yordamida bir vaqtning o'zida va bir tekisda aylanadi. kartrij korpusining yivlari bo'ylab uchta kamerani harakatga keltiradi 6. Diskning aylanish yo'nalishiga qarab, kameralar qismni siqib yoki bo'shatib, chuck markaziga yaqinlashadi yoki uzoqlashadi. Kameralar odatda uch bosqichda ishlab chiqariladi va aşınma qarshiligini oshirish uchun qattiqlashadi. Ish qismlarini ichki va tashqi yuzalarga mahkamlash uchun kameralar mavjud; ichki yuza bo'ylab mahkamlashda, ishlov beriladigan qismda kameralarni joylashtirish mumkin bo'lgan teshik bo'lishi kerak.
Biz ham tavsiya qilamiz
 O'yinda xavf ostida bo'lgan pul miqdori qanday nomlanadi Zamonaviy pul tizimi moliyaviy piramidadir.
O'yinda xavf ostida bo'lgan pul miqdori qanday nomlanadi Zamonaviy pul tizimi moliyaviy piramidadir.
 Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
 Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
Otni qanday nomlash mumkin: biz mos taxallusni tanlaymiz
 Osmon sferasining kuzatuvchining boshi ustidagi nuqtasi
Osmon sferasining kuzatuvchining boshi ustidagi nuqtasi
 Oddiy tovus (hind)
Oddiy tovus (hind)
 Erkak va ayolning ismi nima
Erkak va ayolning ismi nima