Tubo dell'acqua e del gas GOST 3262 85. Tubi dell'acqua e del gas in acciaio
Esistono molte varietà di prodotti sagomati con profilo tondo. I prodotti in plastica (compresi quelli compositi) hanno gareggiato seriamente con i tradizionali tubi in metallo. Ma, nonostante l'universalità dell'uso di campioni polimerici, nelle condizioni di posa dei percorsi all'esterno degli edifici, se utilizzati in numerosi sistemi a pressione, non c'è alternativa all'hardware. Questo articolo riguarda le caratteristiche e le caratteristiche dei tubi dell'acqua e del gas (VGP).
Le specifiche per VGP sono determinate in anni. Chiunque voglia comprendere la questione in modo più approfondito, sarà facile da fare. Ma poiché la terminologia e la maggior parte dei parametri sono incomprensibili al consumatore medio (e quindi poco interessanti), e alcuni non sono così significativi, ci limiteremo alle sole caratteristiche principali che sono di importanza pratica durante l'installazione e il funzionamento di un impianto idrico sistema di alimentazione o di alimentazione del gas.
Caratteristiche dei tubi dell'acqua e del gas
Il materiale è acciaio di alta qualità. I tubi possono essere senza rivestimento protettivo o. Questi ultimi sono utilizzati per l'installazione di strutture (contorni), il cui funzionamento avverrà in condizioni di eccessiva umidità. Tutti gli spazi vuoti sono saldati, il che aumenta la loro resistenza.
I principali vantaggi dei tubi dell'acqua e del gas:
- Resistenza meccanica.
- Lunga durata.
È consentito avere:
- Piccole ammaccature che non riducono Dy o lo spessore della parete.
- Rischio.
- Macchie di pulizia.
- Scorie.
Segni di matrimonio
- Vesciche sul tubo.
- Crepe.
- Schegge, graffi sulle parti terminali.
- Delaminazione del rivestimento sulla "zincatura".

Caratteristiche del VGP
I principali parametri lineari sono in "mm".
- Lunghezza (m): 4 - 12.
Previo accordo con il cliente, in una partita di tubazioni acqua e gas, è consentito avere prodotti fuori misura non superiori al 5% della quantità totale (con una lunghezza di 1,5 - 4 m).
- Dy: 6 - 150.
- Dn: 10.2 - 165.
- Spessore parete (limite): per tubi leggeri (L) 1,8 - 4; ordinario (O) 2 - 4,5; rinforzato (U) 2.5 - 5.5.
- Pressione idraulica massima (MPa): categorie L e O - 25, tubi rinforzati - 32.
Su richiesta del cliente - fino a 50.
- Peso 1 ml (kg): 0,37 - 15,88 (tubi L); 0,4 - 17,81 (O); 0.47 - 21.43 (U).
La massa dei tubi zincati è del 3% superiore al valore di un parametro simile per i campioni senza rivestimento protettivo.
Decifrare la marcatura di VGP
Posizioni
- Tipo di tubo: M - con raccordo, R - con filettatura, C - con rivestimento in zinco, P - precisione aumentata, D - filettatura lunga, N - zigrinata.
- Spessore del muro.
- Lunghezza (solo misurata).
- Numero GOST.

Esempio 32 x 4 GOST 3262-75 - non zincato, lunghezza casuale, precisione normale, Dy \u003d 32, parete \u003d 4. Ts-R-32 x 4 GOST-6000 3262-75 - lo stesso prodotto con filettatura, zincato , lunghezza misurata 6 m.
L'uso di tubazioni acqua e gas
Primario:
- Nei sistemi (circuiti) di riscaldamento, fornitura di acqua calda, fornitura di acqua fredda, fornitura di gas.
- Per il pompaggio di fluidi liquidi e gassosi in produzione.
Secondario:
Dato l'alto costo di produzione, i proprietari zelanti spesso danno ai pezzi grezzi VGP una "seconda vita".
- Elementi di rinforzo strutturali.
- Capannoni.
- Scherma.
- Maglioni e simili.
Prezzo dei tubi in acciaio VGP
Dipende da molti fattori, quindi è opportuno fornire solo alcuni esempi del costo (in RUB/rm).
- 15 x 2,8 - entro 56 (zincatura - 94).
- "Venti" con la stessa parete - 74 (rivestito - 113).
- 57 x 3 - 187 (308).
- 76 x 3,5 - 212 (388).
I tubi della categoria VGP sono un gruppo di tubi dell'acqua e del gas realizzati in acciaio. Inoltre, ci sono opzioni zincate e non zincate. I tubi sono cavi, di forma cilindrica, con una giuntura saldata longitudinale.
La categoria ha tre opzioni per lo spessore della parete: parete spessa, media e parete sottile. Un assortimento di questa natura consente di utilizzare tubi adatti specificamente al progetto in cui vengono utilizzati.
Parametri del prodotto
Il nome parla da sé: un tubo di questo tipo può essere utilizzato sia negli impianti idraulici che nei gasdotti. In linea di principio, il tubo VGP è considerato un'opzione universale per molte applicazioni.
I tubi standard hanno una lunghezza dei segmenti da 4 m a 12 m Inoltre, è possibile scegliere il materiale: senza filettatura o con filettatura cilindrica o zigrinata alle estremità. Inoltre, può essere corto o lungo: tutto dipende dalle sfumature in uso.

Tipicamente, il tubo VGP ha tre categorie di resistenza:
- Ordinario.
- Polmoni.
- Rinforzati.
Sebbene tali tubi siano più pesanti di quelli non zincati, di circa il 3%, il rivestimento dà un risultato eccellente quando i liquidi passano attraverso la linea. Il tubo non arrugginisce e la sua durata è notevolmente prolungata.
Vantaggi dei tubi VGP
- I tubi standard VGP GOST 3262 75 sono realizzati in acciaio di alta qualità.
- I cosiddetti "tubi neri" del VGP hanno una cucitura saldata rinforzata.
- I tubi di questo tipo hanno tre categorie convenienti per il consumatore: leggeri, rinforzati e ordinari. Ciò ti consente di scegliere l'opzione giusta per il perfetto design dell'autostrada.
- La filettatura alle estremità dei tubi può essere lunga, corta o applicata, a seconda dei desideri del cliente, sul lato desiderato nei parametri richiesti.
- I tubi di questa categoria sono forniti con o senza raccordi.
- I parametri del tubo possono essere indicati in pollici, che è considerata la norma.
- I tubi in vendita sono soggetti al controllo dell'idrovortice obbligatorio, quindi il rispetto delle norme può essere considerato quasi perfetto.
- Il basso costo con un'eccellente qualità del prodotto è il garante delle norme e dei regolamenti assegnati.
- Versatilità nell'applicazione. I tubi del giusto tipo sono ideali per lavori di installazione e riparazione di quasi tutte le categorie.
- Una vasta gamma di varietà di tubi: dalle opzioni laminate a caldo senza saldatura alle opzioni laminate a freddo e saldate elettricamente.
- La presenza di componenti: flange, giunti, tee, curve, transizioni e altre cose, nonché la possibilità del loro facile utilizzo nei lavori di installazione.
Come capisci, i tubi VGP standard GOST 3262 75 hanno una vasta gamma di applicazioni. La presenza di almeno tre tipi di questo tipo ne consente l'utilizzo in quasi tutte le aree delle condotte. Inoltre è possibile selezionare una categoria per il tipo di linea, con una ricca scelta di tipologie di tubo per la sua installazione.
TUBI ACQUA E GAS IN ACCIAIO
CONDIZIONI TECNICHE
GOST 3262-75
NORMATIVA EDITORE
Mosca
NORMA STATALE DELL'UNIONE DELLA SSR
l'appuntamentointroduzioni 01.01.77
Questa norma si applica ai tubi saldati in acciaio non zincato e zincato con filettature cilindriche filettate o zigrinate e senza filettature utilizzate per condutture dell'acqua e del gas, impianti di riscaldamento, nonché per parti di strutture di tubazioni dell'acqua e del gas.
1. ASSORTIMENTO
1.1. I tubi sono realizzati secondo le dimensioni ed il peso riportati in tabella. uno.
Su richiesta del consumatore, i tubi della serie leggera destinati alla rullatura sono realizzati secondo le dimensioni ed il peso riportati in Tabella. 2.
(Edizione modificata, Rev. n. 1 , 3 ).
1.2. La lunghezza del tubo va da 4 a 12 m:
lunghezza misurata o misurata multipla con una tolleranza per ogni taglio di 5 mm e uno scostamento massimo per l'intera lunghezza più 10 mm;
lunghezza non misurata.
Previo accordo tra il produttore e il consumatore, è consentito fino al 5% di tubi con una lunghezza da 1,5 a 4 m in un lotto di tubi fuori misura.
Tabella 1
Dimensioni, mm
|
Passaggio condizionale |
Diametro esterno |
Spessore della parete del tubo |
Peso di 1 m di tubi, kg |
||||
|
ordinario |
rinforzati |
ordinario |
rinforzati |
||||
Tavolo 2
Dimensioni, mm
|
Passaggio condizionale |
Diametro esterno |
spessore del muro |
Peso di 1 m di tubi, kg |
Appunti:
1. Per una filettatura realizzata mediante godronatura, è consentita una riduzione del diametro interno fino al 10% lungo l'intera lunghezza della filettatura sul tubo.
2. La massa di 1 m di tubi è stata calcolata con una densità dell'acciaio di 7,85 g / cm 3. I tubi zincati sono più pesanti del 3% rispetto a quelli non zincati.
1.3. Le deviazioni limite nelle dimensioni dei tubi non devono superare quelle indicate in Tabella. 3.
Tabella 3
|
Dimensioni del tubo |
Limitare le deviazioni per la produzione di tubi di precisione |
|
|
elevato |
||
|
Diametro esterno con foro nominale: |
||
|
fino a 40 mm incl. |
||
|
- 0,5 |
||
|
Diametro esterno con foro nominale: oltre 40 mm |
||
|
- 1,0 |
||
|
spessore del muro |
- 15 % |
- 10 % |
Appunti :
1. La deviazione massima nel lato positivo lungo lo spessore della parete è limitata dalle deviazioni massime nella massa dei tubi.
2. I tubi di normale precisione di fabbricazione sono utilizzati per tubi dell'acqua, gasdotti e sistemi di riscaldamento. I tubi di maggiore precisione di fabbricazione vengono utilizzati per parti di strutture di condotte idriche e del gas.
1.4. Le deviazioni massime nella massa dei tubi non devono superare il +8%.
Su richiesta del consumatore, le deviazioni massime di massa non devono superare:
7,5% - per la festa;
10% - per un singolo tubo.
(Edizione modificata, Rev. n. 2, 5).
1.5. La curvatura dei tubi per 1 m di lunghezza non deve superare:
2 mm - con foro nominale fino a 20 mm inclusi;
1,5 mm - con foro nominale superiore a 20 mm.
1.6. Le filettature dei tubi possono essere lunghe o corte. I requisiti della filettatura devono essere conformi a quelli specificati nella tabella. quattro.
2.2. Su richiesta del consumatore, le estremità dei tubi da saldare, con uno spessore della parete pari o superiore a 5 mm, devono essere smussate con un angolo di 35-40 ° fino alla fine del tubo. In questo caso, dovrebbe essere lasciato un anello terminale con una larghezza di 1 - 3 mm.
Su richiesta del consumatore, su tubi ordinari e rinforzati con alesaggio nominale superiore a 10 mm, la filettatura viene applicata ad entrambe le estremità del tubo.
2.1; 2.2. (Edizione modificata, Rev. n. 3, 4).
2.3. Su richiesta del consumatore, i tubi sono dotati di giunti realizzati secondo GOST 8944, GOST 8954, GOST 8965 e GOST 8966 al ritmo di un giunto per ciascun tubo.
(Edizione riveduta, Rev. n. 3).
2.4. Non sono ammesse crepe, cattività, rigonfiamenti e tramonti sulla superficie dei tubi.
Alle estremità dei tubi non è consentita la delaminazione.
Sono consentite ammaccature separate, increspature, rischi, tracce di sverniciatura e altri difetti dovuti al metodo di produzione, se non portano lo spessore della parete oltre le dimensioni minime, nonché uno strato di scaglie che non interferisca con l'ispezione.
Sui tubi realizzati mediante saldatura a forno, è consentito ridurre il diametro esterno a 0,5 mm nel sito di saldatura se in questo punto si verifica un leggero ispessimento del diametro interno non superiore a 1,0 mm.
(Edizione modificata, Rev. n. 3, 4).
2.5. Su richiesta del consumatore, su tubi con alesaggio nominale pari o superiore a 20 mm, sulla superficie interna del cordone del tubo, la bava deve essere tagliata o appiattita, mentre l'altezza della bava o delle sue tracce non deve superare 0,5 mm .
Su richiesta del consumatore, su tubi con un alesaggio nominale superiore a 15 mm, realizzati con il metodo di saldatura a forno e il metodo di riduzione a caldo, è consentito un leggero ispessimento di un'altezza non superiore a 0,5 mm all'interno superficie dei tubi nella zona di saldatura.
(Edizione modificata, Rev. n. 2, 3, 4, 5, 6).
2.6. Le estremità dei tubi devono essere tagliate a squadra. Il valore dello smusso dell'estremità non è consentito superiore a 2 ° . I residui di bave non devono superare 0,5 mm. Quando si rimuovono le bave, è consentita la formazione di smussatura (arrotondamento) delle estremità. È consentito tagliare tubi nella linea del mulino.
Previo accordo tra produttore e consumatore, sono ammesse bave fino a 1 mm su tubi con un alesaggio nominale di 6-25 mm, realizzati mediante saldatura a forno.
(Edizione modificata, Rev. n. 4, 6).
2.7. I tubi zincati devono avere un rivestimento di zinco continuo su tutta la superficie con uno spessore di almeno 30 micron. È consentita l'assenza di rivestimento in zinco sulle estremità e sulle filettature dei tubi.
Sulla superficie dei tubi zincati, non sono consentite bolle e inclusioni estranee (zinco duro, ossidi, carica sinterizzata), il distacco del rivestimento dal metallo di base.
Sono consentiti punti di flusso separati e tracce di tubi catturati da dispositivi di sollevamento, rugosità e lievi depositi locali di zinco.
È consentito correggere singole sezioni non zincate dello 0,5% della superficie esterna del tubo secondo GOST 9.307.
(Edizione modificata, Rev. n. 3, 4).
2.8. I tubi devono resistere alla pressione idraulica:
2,4 MPa (25 kgf / cm 2) - tubi, ordinari e leggeri;
3,1 MPa (32 kgf / cm 2) - tubi rinforzati.
Su richiesta del consumatore, le tubazioni devono resistere ad una pressione idraulica di 4,9 MPa (50 kgf/cm 2)
2.9. I tubi con un alesaggio nominale fino a 40 mm compreso devono resistere a una prova di curvatura attorno a un mandrino con raggio pari a 2,5 del diametro esterno e con un alesaggio nominale di 50 mm - su un mandrino con raggio pari a 3,5 del diametro esterno diametro.
Su richiesta del consumatore, i tubi devono resistere alla prova di espansione:
per tubi con diametro nominale da 15 a 50 mm - non inferiore al 7%;
per tubi con un foro nominale di 65 o più - almeno il 4%.
Su richiesta del consumatore, i tubi devono resistere alla prova di spianatura fino ad una distanza tra le superfici spianate pari a 2/3 del diametro esterno delle tubazioni.
2.8, 2.9. (Edizione modificata, Rev. n. 2, 3, 5).
2.10. Su richiesta del consumatore, le proprietà meccaniche dei tubi per parti delle strutture dei gasdotti e dell'acqua devono essere conformi a GOST 1050.
2.11. La filettatura del tubo deve essere pulita, senza difetti e sbavature e conforme a GOST 6357, classe di precisione B.
I tubi con filettatura cilindrica vengono utilizzati durante l'assemblaggio con guarnizioni.
2.10; 2.11. (Edizione modificata, Rev. n. 3, 4).
2.12. Al posto della cucitura, è consentita l'oscurità sui fili del filo se la diminuzione dell'altezza normale del profilo del filo non supera il 15% e su richiesta del consumatore non supera il 10%.
I fili con fili rotti (per il taglio) o incompleti (per zigrinati) sono ammessi sui fili, a condizione che la loro lunghezza totale non superi il 10% della lunghezza del filo richiesta e, su richiesta del consumatore, non superi il 5%.
2.13. Sul filo è consentito ridurre la lunghezza utile del filo (senza deflusso) fino al 15% rispetto a quanto specificato in, e su richiesta del consumatore fino al 10%.
2.12., 2.13. (Edizione modificata, Rev. n. 2, 3, 5).
2.14. La filettatura sui tubi zincati viene eseguita dopo la zincatura.
2.15. (Eliminato, Rev. n. 3).
2.16. Su richiesta del consumatore, le giunture saldate dei tubi sono soggette a controllo con metodi non distruttivi.
(Edizione riveduta, Rev. n. 5).
3. REGOLE DI ACCETTAZIONE
3.1. I tubi sono accettati in lotti. Il lotto deve essere costituito da tubi della stessa dimensione, della stessa marca ed essere accompagnato da un documento di qualità secondo GOST 10692 con un'aggiunta per tubi destinati alla produzione di parti per strutture di gasdotti e acqua, realizzati in acciaio secondo GOST 1050: composizione chimica e proprietà meccaniche dell'acciaio secondo il documento di qualità del produttore di grezzi.
La massa della festa non supera le 60 tonnellate.
(Edizione modificata, Rev. n. 3, 4).
3.2. Per ogni tubo del lotto vengono verificate la superficie, le dimensioni e la curvatura.
È consentito applicare metodi di controllo statistico secondo GOST 18242 con un livello normale. I piani di controllo sono stabiliti di comune accordo tra il produttore e il consumatore.
Il controllo del diametro esterno dei tubi viene effettuato ad una distanza di almeno 15 mm dall'estremità del tubo.
(Edizione modificata, Rev. n. 3, 4, 5).
3.3. Per controllare i parametri della filettatura, per verificare la dilatazione, l'appiattimento, la curvatura, l'altezza della bava interna, i residui di bava, l'angolo retto e l'angolo di smusso (per tubi con bordi smussati), le proprietà meccaniche, non più dell'1%, ma dal lotto vengono selezionati non meno di due tubi e, per i tubi prodotti mediante saldatura a forno continuo, due tubi per lotto.
(Edizione modificata, Rev. n. 3, 4).
3.4. Tutti i tubi sono soggetti a controllo di massa.
(Edizione riveduta, Rev. n. 3).
3.5. Ogni tubo viene sottoposto a una prova di pressione idraulica. Con un controllo di qualità al 100% della saldatura con metodi non distruttivi, è possibile che non sia possibile eseguire prove di pressione idraulica. Allo stesso tempo è garantita la capacità delle tubazioni di resistere alla pressione idraulica di prova.
(Edizione riveduta, Rev. n. 6).
3.6. Per verificare lo spessore del rivestimento di zinco sulla superficie esterna e nei punti accessibili della superficie interna, si prelevano dal lotto due tubi.
(Edizione riveduta, Rev. n. 2).
3.7. Se si ottengono risultati di prova insoddisfacenti per almeno uno degli indicatori, su di esso viene effettuata una seconda prova su doppio campione.
I risultati del nuovo test si applicano all'intero lotto.
4. METODI DI PROVA
4.1. Per il controllo di qualità, viene tagliato un campione da ogni tubo selezionato per ogni tipo di test.
La prova di trazione viene eseguita secondo GOST 10006. Invece delle prove di trazione, è consentito controllare le proprietà meccaniche con metodi non distruttivi.
(Edizione modificata, Rev. n. 3, 6).
4.2. L'ispezione della superficie dei tubi viene eseguita visivamente.
4.3. I test idraulici vengono eseguiti secondo GOST 3845 con esposizione sotto pressione di prova per almeno 5 s.
4.4. Il test di piegatura viene eseguito secondo GOST 3728. I tubi zincati vengono testati prima del rivestimento.
(Edizione riveduta, Rev. n. 3).
4.4a. Il test di espansione viene eseguito secondo GOST 8694 su un mandrino conico con un angolo di conicità di 6 ° .
È consentito testare su un mandrino con un angolo di conicità di 30 ° .
(Edizione modificata, Rev. n. 3, 4).
4.4b. Il test di appiattimento viene eseguito secondo GOST 8695.
(Edizione riveduta, Rev. n. 3).
- IT, elettronica ed elettrodomestici
- Estrazione e lavorazione
- Produzione e costruzione
- Industria
- Macchinari e attrezzature
- Disposizioni generali
- Servizi, management e sociologia
- Matematica, scienze naturali
- assistenza sanitaria
- protezione ambientale
- Metrologia e misure. fenomeni fisici.
- Prove.
- Tecnologia di imaging.
- Meccanica precisa. Commercio di gioielli.
Classificatore OKPD 2
codice di ricerca OKPD 2 online, tutte le categorie del classificatoreConvegni
Icone dei file e proprietà del documento- Icona GOST;Tipi di file
- il documento è rappresentato da un insieme di immagini scansionate; - il documento può essere scaricato come un unico file PDF, il file è costituito da pagine scansionate non riconosciute; - il documento può essere scaricato come un unico file PDF con testo riconosciuto; - il documento può essere scaricato come un unico file PDF, i collegamenti ad altri GOST funzionano all'interno del file, il testo viene riconosciutoStati GOST
- il documento è attualmente valido (stato GOST - attuale); - il documento è stato cancellato (stato GOST - Annullato); - il documento è stato sostituito (stato GOST - Sostituito); - GOST non è valido sul territorio della Federazione Russa;GOST 3262-75 Tubi di acqua e gas in acciaio. Specifiche
Categorie GOST 3262-75 per OKS:- 23.40. Condutture e loro componenti
- 23.40.10 Tubi in ghisa e acciaio *Tubi e tubi in acciaio per usi speciali, vedere 77.140.75
Stato del documento: valido, entrato in vigore il 01/01/1977 Titolo in inglese: Tubazioni in acciaio per alimentazione acqua e gas. Specifiche Data di aggiornamento delle informazioni secondo la norma: 09/11/2019 alle 10:56 (meno di 3 mesi fa) Tipo di norma: Standard per prodotti (servizi) Data di inizio GOST: 1977-01-01 Data dell'ultima edizione del documento: 2007-05-01
Codici documento GOST 3262-75:
Codice OKP: 138500;138501 Codice KGS: B62 Codice OKSTU: 1385
Numero di pagine: 8
Scopo di GOST 3262-75: La presente norma si applica ai tubi saldati in acciaio non zincato e zincato con filettature cilindriche filettate o zigrinate e senza filettature utilizzate per condutture dell'acqua e del gas, impianti di riscaldamento, nonché per parti di strutture di tubazioni dell'acqua e del gas
Indici SRNTI: 534731 Il documento è stato sviluppato dall'organizzazione: Minchermet dell'URSS Parole chiave del documento: prove, accettazione, assortimento, requisiti tecnici, tubi non zincati, tubi zincati, tubi saldati, tubi di acciaioPuoi scaricare GOST 3262-75 nelle seguenti versioni:
Data aggiunta nella versione del file:
Modifiche e modifiche a GOST 3262-75:
Nome, digitare:
iscrizioni:
iniziare l'azione:
Modifica n. 1 in GOST 3262-75
cambia tipo: Cambio di testo
Cambia numero: 1
Numero di registrazione: 2669
Modifica n. 2 in GOST 3262-75
cambia tipo: Cambio di testo
Cambia numero: 2
Numero di registrazione: 45
Modifica n. 3 in GOST 3262-75
cambia tipo: Modifica del testo; Titolo cambiato
Cambia numero: 3
Numero di registrazione: 4456
Nuovo valore: Vedere titolo
Modifica n. 4 in GOST 3262-75
cambia tipo: Cambio di testo
Cambia numero: 4
Numero di registrazione: 1139
Nuovo valore: -
Modifica n. 5 in GOST 3262-75
cambia tipo: Cambio di testo
Cambia numero: 5
Numero di registrazione: 3347
Nuovo valore: -
Modifica n. 6 in GOST 3262-75
cambia tipo: Cambio di testo
Cambia numero: 6
Numero di registrazione: 1726
Nuovo valore: -
GOST 3262-75
Gruppo B62
NORMA INTERSTATALE
TUBI ACQUA E GAS IN ACCIAIO
Specifiche
Tubazioni in acciaio per alimentazione acqua e gas. Specifiche
OKP 13 8500, OKP 13 8501
Data di introduzione 1977-01-01
DATI INFORMATIVI
1. SVILUPPATO E INTRODOTTO dal Ministero della metallurgia ferrosa dell'URSS
SVILUPPATORI
VI Struzhok, Ph.D. tecnico. scienze; VMVorona, Ph.D. tecnico. scienze; Yu.M.Mironov, Ph.D. tecnico. scienze; AI Postolova
2. APPROVATO E INTRODOTTO CON decreto del Comitato statale per gli standard dell'URSS datato 11.09.75 N 2379
3. Periodicità di ispezione - 5 anni
4. SOSTITUIRE GOST 3262-62
5. REGOLAMENTI DI RIFERIMENTO E DOCUMENTI TECNICI
Codice articolo |
|
________________
* Valido sul territorio della Federazione Russa.
6. La limitazione del periodo di validità è stata rimossa dal Decreto della norma statale del 12 novembre 1991 N 1726
7. EDIZIONE con Modifiche N 1, 2, 3, 4, 5, 6, approvate nel novembre 1977, dicembre 1978, gennaio 1987, maggio 1988, novembre 1989, novembre 1991 (IUS 1-78, 2-79, 4-87 , 8-88, 2-90, 2-92)
Questa norma si applica ai tubi saldati in acciaio non zincato e zincato con filettature cilindriche filettate o zigrinate e senza filettature utilizzate per condutture dell'acqua e del gas, impianti di riscaldamento, nonché per parti di strutture di tubazioni dell'acqua e del gas.
(Edizione modificata, Rev. N 2, 3, 5).
1. ASSORTIMENTO
1.1. I tubi sono realizzati secondo le dimensioni ed il peso indicati nella tabella.1.
Tabella 1
Dimensioni, mm
Passaggio condizionale |
Diametro esterno |
Spessore della parete del tubo |
Peso di 1 m di tubi, kg |
||||
polmoni |
ordinario |
rinforzati |
polmoni |
ordinario |
rinforzati |
||
Su richiesta del consumatore, i tubi della serie leggera destinati alla rullatura sono realizzati secondo le dimensioni e il peso indicati nella tabella 2.
Tavolo 2
Dimensioni, mm
Passaggio condizionale |
Diametro esterno |
spessore del muro |
Peso di 1 m di tubi, kg |
Appunti:
1. Per una filettatura realizzata mediante godronatura, è consentita una riduzione del diametro interno fino al 10% lungo l'intera lunghezza della filettatura sul tubo.
2. La massa di 1 m di tubi è calcolata con una densità dell'acciaio di 7,85 g/cm. I tubi zincati sono più pesanti del 3% rispetto a quelli non zincati.
(Edizione modificata, Rev. N 1, 3).
1.2. La lunghezza del tubo va da 4 a 12 m:
Lunghezza misurata o misurata multipla con una tolleranza per ogni taglio di 5 mm e uno scostamento longitudinale per l'intera lunghezza più 10 mm;
Lunghezza non misurata.
Previo accordo tra il produttore e il consumatore, è consentito fino al 5% di tubi con una lunghezza da 1,5 a 4 m in un lotto di tubi fuori misura.
1.3. Le deviazioni limite nelle dimensioni dei tubi non devono superare quelle indicate nella Tabella 3.
Tabella 3
Dimensioni del tubo |
Deviazione limite per tubi di precisione |
|
elevato |
||
Diametro esterno con foro nominale: |
||
fino a 40 mm incl. |
0,4 mm |
|
oltre 40 mm |
0,8% |
|
spessore del muro |
||
Appunti:
1. La deviazione massima nel lato positivo lungo lo spessore della parete è limitata dalle deviazioni massime nella massa dei tubi.
2. I tubi di normale precisione di fabbricazione sono utilizzati per tubi dell'acqua, gasdotti e sistemi di riscaldamento. I tubi di maggiore precisione di fabbricazione vengono utilizzati per parti di strutture di condotte idriche e del gas.
1.4. Le deviazioni massime nella massa dei tubi non devono superare + 8%.
Su richiesta del consumatore, le deviazioni massime di massa non devono superare:
7,5% - per la festa;
10% - per un singolo tubo.
(Edizione modificata, Rev. N 2, 5).
1.5. La curvatura dei tubi per 1 m di lunghezza non deve superare:
2 mm - con foro nominale fino a 20 mm inclusi;
1,5 mm - con foro nominale superiore a 20 mm.
1.6. Le filettature dei tubi possono essere lunghe o corte. I requisiti della filettatura devono essere quelli specificati nella Tabella 4.
Tabella 4
Passaggio condizionale, mm |
Numero di thread con passaggio condizionato |
Lunghezza del filo alla corsa, mm |
|
breve |
|||
1.7. I tubi con un alesaggio nominale di 6, 8, 10,15 e 20 mm vengono avvolti in bobine su richiesta del consumatore.
Esempi di leggende
Tubo ordinario, non zincato, della consueta precisione di fabbricazione, lunghezza casuale, con un alesaggio nominale di 20 mm, uno spessore della parete di 2,8 mm, senza filettatura e senza raccordo:
Tubo 20x2,8 GOST 3262-75
Lo stesso con la frizione:
Tubo M-20x2.8 GOST 3262-75
La stessa lunghezza misurata, filettata:
Tubo P-20x2.8-4000 GOST 3262-75
Lo stesso, zincato, lunghezza casuale, filettato:
Tubo Ts-R-20x2.8 GOST 3262-75
Lo stesso, con rivestimento in zinco, lunghezza misurata, con filettatura:
Tubo Ts-R-20x2.8-4000 GOST 3262-75
Per tubi per rullatura, la lettera H è indicata dopo la parola "tubo" nel simbolo.
Per tubi con filettatura lunga, la lettera D è indicata dopo la parola "tubo" nel simbolo.
Per tubi con maggiore precisione di fabbricazione, la lettera P è indicata nel simbolo dopo la dimensione nominale del foro.
(Edizione modificata, Rev. N 1).
2. REQUISITI TECNICI
2.1. I tubi sono fabbricati in conformità con i requisiti di questa norma e secondo le normative tecnologiche approvate nel modo prescritto, da acciai con e senza standardizzazione delle proprietà meccaniche e della composizione chimica.
I tubi per parti di strutture di condotte idriche e del gas sono realizzati in acciaio secondo GOST 1050.
2.2. Su richiesta del consumatore, alle estremità dei tubi da saldare, con uno spessore della parete pari o superiore a 5 mm, gli smussi devono essere rimossi con un angolo di 35-40° rispetto all'estremità del tubo. In questo caso, dovrebbe essere lasciato un anello terminale con una larghezza di 1-3 mm.
Su richiesta del consumatore, su tubi ordinari e rinforzati con alesaggio nominale superiore a 10 mm, la filettatura viene applicata ad entrambe le estremità del tubo.
2.1, 2.2. (Edizione modificata, Rev. N 3, 4).
2.3. Su richiesta del consumatore, i tubi sono dotati di raccordi realizzati secondo e, in ragione di un raccordo per ogni tubo.
(Edizione modificata, Rev. N 3).
2.4. Non sono ammesse crepe, cattività, rigonfiamenti e tramonti sulla superficie dei tubi.
Alle estremità dei tubi non è consentita la delaminazione.
Sono consentite ammaccature separate, increspature, rischi, tracce di sverniciatura e altri difetti dovuti al metodo di produzione, se non portano lo spessore della parete oltre le dimensioni minime, nonché uno strato di scaglie che non interferisca con l'ispezione.
Sui tubi realizzati mediante saldatura a forno, è consentito ridurre il diametro esterno a 0,5 mm nel sito di saldatura se in questo punto si verifica un leggero ispessimento del diametro interno non superiore a 1,0 mm.
(Edizione modificata, Rev. N 3, 4).
2.5. Su richiesta del consumatore, su tubi con alesaggio nominale pari o superiore a 20 mm, sulla superficie interna del cordone del tubo, la bava deve essere tagliata o appiattita, mentre l'altezza della bava o delle sue tracce non deve superare 0,5 mm .
Su richiesta del consumatore, su tubi con un alesaggio nominale superiore a 15 mm, realizzati con il metodo di saldatura a forno e il metodo di riduzione a caldo, è consentito un leggero ispessimento di un'altezza non superiore a 0,5 mm all'interno superficie dei tubi nella zona di saldatura.
(Edizione modificata, Rev. N 2, 3, 4, 5, 6).
2.6. Le estremità dei tubi devono essere tagliate a squadra. Il valore dello smusso dell'estremità non è consentito superiore a 2°. I residui di bave non devono superare 0,5 mm. Quando si rimuovono le bave, è consentita la formazione di smussatura (arrotondamento) delle estremità. È consentito tagliare tubi nella linea del mulino.
Previo accordo tra produttore e consumatore, sono ammesse bave fino a 1 mm su tubi con un alesaggio nominale di 6-25 mm, realizzati mediante saldatura a forno.
(Edizione modificata, Rev. N 4, 6).
2.7. I tubi zincati devono avere un rivestimento di zinco continuo su tutta la superficie con uno spessore di almeno 30 micron. È consentita l'assenza di rivestimento in zinco sulle estremità e sulle filettature dei tubi.
Sulla superficie dei tubi zincati, non sono consentite bolle e inclusioni estranee (zinco duro, ossidi, carica sinterizzata), il distacco del rivestimento dal metallo di base.
Sono consentiti punti di flusso separati e tracce di tubi catturati da dispositivi di sollevamento, rugosità e lievi depositi locali di zinco.
È consentito correggere singole sezioni non zincate dello 0,5% della superficie esterna del tubo secondo GOST 9.307.
(Edizione modificata, Rev. N 3, 4).
2.8. I tubi devono resistere alla pressione idraulica:
2,4 MPa (25 kgf / cm) - tubi ordinari e leggeri;
3,1 MPa (32 kgf/cm) - tubi rinforzati.
Su richiesta del consumatore, le tubazioni devono resistere ad una pressione idraulica di 4,9 MPa (50 kgf/cm).
2.9. I tubi con un alesaggio nominale fino a 40 mm compreso devono resistere a una prova di curvatura attorno a un mandrino con raggio pari a 2,5 del diametro esterno e con un alesaggio nominale di 50 mm - su un mandrino con raggio pari a 3,5 del diametro esterno diametro.
Su richiesta del consumatore, i tubi devono resistere alla prova di espansione:
Per tubi con diametro nominale da 15 a 50 mm - non inferiore al 7%;
Per tubi con un foro nominale di 65 mm o più - almeno il 4%.
A richiesta del consumatore, i tubi devono resistere alla prova di spianamento fino ad una distanza tra superfici appiattite pari a 2/3 del diametro esterno dei tubi.
2.8, 2.9. (Edizione modificata, Rev. N 2, 3, 5).
2.10. Su richiesta del consumatore, le proprietà meccaniche dei tubi per parti delle strutture dei gasdotti e dell'acqua devono essere conformi a GOST 1050.
2.11. Le filettature dei tubi devono essere pulite, prive di difetti e bave e conformi alla classe di precisione B.
I tubi con filettatura cilindrica vengono utilizzati durante l'assemblaggio con guarnizioni.
2.10, 2.11. (Edizione modificata, Rev. N 3, 4).
2.12. Al posto della cucitura, l'oscurità è consentita sui fili del filo, se la diminuzione dell'altezza normale del profilo del filo non supera il 15% e su richiesta del consumatore non supera il 10%.
Sui fili sono ammessi fili con filetti spellati (per il taglio) o incompleti (per zigrinati), a condizione che la loro lunghezza totale non superi il 10% della lunghezza del filo richiesta e, su richiesta del consumatore, non superi il 5%.
2.13. È consentito sul filo ridurre la lunghezza utile del filo (senza deflusso) fino al 15% rispetto a quanto indicato nella tabella 4 e, su richiesta del consumatore, fino al 10%.
2.12, 2.13. (Edizione modificata, Rev. N 2, 3, 5).
2.14. La filettatura sui tubi zincati viene eseguita dopo la zincatura.
2.15. (Eliminato, Rev. N 3).
2.16. Su richiesta del consumatore, le giunture saldate dei tubi sono soggette a controllo con metodi non distruttivi.
(Edizione modificata, Rev. N 5).
3. REGOLE DI ACCETTAZIONE
3.1. I tubi sono accettati in lotti. Il lotto deve essere costituito da tubi della stessa dimensione, della stessa qualità di acciaio ed essere accompagnato da un documento di qualità in conformità con l'addendum per tubi destinati alla fabbricazione di parti per strutture di gasdotti e acqua, in acciaio secondo; composizione chimica e proprietà meccaniche dell'acciaio - in conformità con il documento sulla qualità dell'impresa - il produttore del pezzo.
Peso della festa: non più di 60 tonnellate.
(Edizione modificata, Rev. N 3, 4).
3.2. Per ogni tubo del lotto vengono verificate la superficie, le dimensioni e la curvatura.
È consentito applicare metodi di controllo statistico a livello normale. I piani di controllo sono stabiliti di comune accordo tra il produttore e il consumatore.
Il controllo del diametro esterno dei tubi viene effettuato ad una distanza di almeno 15 mm dall'estremità del tubo.
(Edizione modificata, Rev. N 3, 4, 5).
3.3. Per controllare i parametri della filettatura, per testare l'espansione, l'appiattimento, la flessione, l'altezza della bava interna, i residui di bava, l'angolo retto e l'angolo di smusso (per tubi con bordi smussati), le proprietà meccaniche sono selezionate non più dell'1%, ma non meno di due tubi del lotto, e per i tubi prodotti mediante saldatura a forno continuo, due tubi per lotto.
(Edizione modificata, Rev. N 3, 4).
3.4. Tutti i tubi sono soggetti a controllo di massa.
(Edizione modificata, Rev. N 3).
3.5. Ogni tubo viene sottoposto a una prova di pressione idraulica. Con un controllo di qualità al 100% della saldatura con metodi non distruttivi, è possibile che non sia possibile eseguire prove di pressione idraulica. Allo stesso tempo è garantita la capacità delle tubazioni di resistere alla pressione idraulica di prova.
(Edizione modificata, Rev. N 6).
3.6. Per verificare lo spessore del rivestimento di zinco sulla superficie esterna e nei punti accessibili della superficie interna, si prelevano dal lotto due tubi.
(Edizione modificata, Rev. N 2).
3.7. Al ricevimento di risultati di prova insoddisfacenti per almeno uno degli indicatori, si procede a prove ripetute su un doppio campione.
I risultati del nuovo test si applicano all'intero lotto.
4. METODI DI PROVA
4.1. Per il controllo di qualità, viene tagliato un campione da ogni tubo selezionato per ogni tipo di test.
La prova di trazione viene eseguita secondo GOST 10006. Invece della prova di trazione, è consentito controllare le proprietà meccaniche con metodi non distruttivi.
4.2. L'ispezione della superficie dei tubi viene eseguita visivamente.
4.3. La prova idraulica viene eseguita con esposizione alla pressione di prova per almeno 5 s.
4.4. Il test di piegatura viene eseguito secondo GOST 3728. I tubi zincati vengono testati prima del rivestimento.
(Edizione modificata, Rev. N 3).
4.4a. La prova di espansione viene eseguita su un mandrino conico con angolo di conicità di 6°.
La prova può essere eseguita su un mandrino con angolo di conicità di 30°.
(Edizione modificata, Rev. N 3, 4).
4.4b. Il test di appiattimento viene eseguito secondo GOST 8695.
(Edizione modificata, Rev. N 3).
4.4c. Il controllo del cordone di saldatura viene eseguito con metodi non distruttivi secondo la documentazione normativa.
(Introdotto inoltre, Rev. N 3).
4.5. Lo spessore del rivestimento di zinco sulla superficie esterna e nei punti accessibili della superficie interna è controllato da e , nonché da dispositivi dei tipi MT-41NT, MTZON o Impulse secondo la documentazione normativa.
4.6. La filettatura viene controllata con calibri ad anello filettati secondo (terza classe di precisione).
In questo caso, l'avvitamento della ghiera non passante sulla filettatura non deve superare i tre giri.
(Edizione modificata, Rev. N 3, 4).
4.7. La curvatura dei tubi è controllata da un righello e da una serie di sonde secondo ND.
(Edizione modificata, Rev. N 3, 5).
4.8. L'angolo retto delle estremità dei tubi è controllato da un quadrato di 90° con una dimensione di 160x100 mm di classe 3 secondo, sonde lamellari del set 4 secondo ND o un goniometro secondo GOST 5378. L'angolo di smusso dello smusso è controllato da un goniometro secondo GOST 5378.
(Edizione modificata, Rev. N 3, 6).
4.9. Il controllo del diametro esterno viene eseguito con micrometri lisci secondo, calibri graffe secondo o GOST 18360.
Lo spessore della parete, l'altezza della bave interna e l'altezza delle bave vengono misurate con un micrometro lungo o un calibro lungo le due estremità del tubo.
La lunghezza dei tubi viene misurata con un metro a nastro secondo GOST 7502. La filettatura è controllata con calibri secondo GOST 2533.
Il controllo della massa di una partita di tubi viene effettuato su bilance non superiori a 10 tonnellate con un valore di divisione non superiore a 20 kg.
(Edizione modificata, Rev. N 3, 4, 5, 6).
4.10. Il controllo del cordone di saldatura viene eseguito con metodi non distruttivi secondo la documentazione tecnica.
(Introdotto inoltre, Rev. N 4).
5. MARCATURA, IMBALLAGGIO, TRASPORTO E STOCCAGGIO
5.1. La marcatura, l'imballaggio, il trasporto e lo stoccaggio vengono effettuati secondo il supplemento.
5.1.1. Le filettature dei tubi devono essere protette dai danni meccanici e dalla corrosione del grasso in conformità con i documenti normativi.
Sezione 5. (Edizione modificata, Rev. N 3).
Il testo del documento è verificato da:
pubblicazione ufficiale
Tubi metallici e parti di collegamento ad essi.
Parte 3. Tubi saldati. Tubi profilati: Sat. GOST. -
M.: Casa editrice IPK Standards, 2001
NORMA INTERSTATALE
TUBI DI ACCIAIO
ACQUA E GAS
CONDIZIONI TECNICHE
Data di introduzione 01.01.77
Questa norma si applica ai tubi saldati in acciaio non zincato e zincato con filettature cilindriche filettate o zigrinate e senza filettature utilizzate per condutture dell'acqua e del gas, impianti di riscaldamento, nonché per parti di strutture di tubazioni dell'acqua e del gas.
1. ASSORTIMENTO
1.1. I tubi sono realizzati secondo le dimensioni ed il peso riportati in tabella. uno.
Su richiesta del consumatore, i tubi della serie leggera destinati alla rullatura sono realizzati secondo le dimensioni ed il peso riportati in Tabella. 2.
1.2. La lunghezza del tubo va da 4 a 12 m:
a) lunghezza misurata o misurata multipla con una tolleranza per ogni taglio di 5 mm e uno scostamento massimo per l'intera lunghezza più 10 mm;
b) lunghezza non misurata.
Previo accordo tra il produttore e il consumatore, è consentito fino al 5% di tubi con una lunghezza da 1,5 a 4 m in un lotto di tubi fuori misura.
Tabella 1
|
Passaggio condizionale |
Diametro esterno |
Spessore della parete del tubo |
Peso di 1 m di tubi, kg |
||||
|
ordinario |
rinforzati |
ordinario |
rinforzati |
||||
Tavolo 2
|
Passaggio condizionale |
Diametro esterno |
spessore del muro |
Peso di 1 m di tubi, kg |
|
Appunti: 1. Per una filettatura realizzata mediante godronatura, è consentita una riduzione del diametro interno fino al 10% lungo l'intera lunghezza della filettatura sul tubo. 2. La massa di 1 m di tubi è stata calcolata con una densità dell'acciaio di 7,85 g / cm 3. I tubi zincati sono più pesanti del 3% rispetto a quelli non zincati. |
|||
1.3. Le deviazioni limite nelle dimensioni dei tubi non devono superare quelle indicate in Tabella. 3.
Tabella 3
|
Dimensioni del tubo |
Dimensioni del tubo |
Limitare le deviazioni per la produzione di tubi di precisione |
|||
|
elevato |
elevato |
||||
|
Diametro esterno con foro nominale: |
|||||
|
oltre 40 mm |
|||||
|
fino a 40 mm incl. |
spessore del muro |
||||
|
Appunti: 1. La deviazione massima nel lato positivo lungo lo spessore della parete è limitata dalle deviazioni massime nella massa dei tubi. 2. I tubi di normale precisione di fabbricazione sono utilizzati per tubi dell'acqua, gasdotti e sistemi di riscaldamento. I tubi di maggiore precisione di fabbricazione vengono utilizzati per parti di strutture di condotte idriche e del gas. |
|||||
1.4. Le deviazioni massime nella massa dei tubi non devono superare il +8%.
Su richiesta del consumatore, le deviazioni massime di massa non devono superare:
7,5% - per la festa;
10% - per un singolo tubo.
(Edizione modificata, Rev. n. 2, 5).
1.5. La curvatura dei tubi per 1 m di lunghezza non deve superare:
2 mm - con foro nominale fino a 20 mm inclusi;
1,5 mm - con foro nominale superiore a 20 mm.
1.6. Le filettature dei tubi possono essere lunghe o corte. I requisiti della filettatura devono essere conformi a quelli specificati nella tabella. quattro.
Tabella 4
|
Passaggio condizionale, mm |
Lunghezza del filo prima della corsa |
Passaggio condizionale, mm |
Numero di thread con passaggio condizionato |
Lunghezza del filo prima della corsa |
|||
|
breve |
breve |
||||||
1.7. I tubi con un alesaggio nominale di 6, 8, 10, 15 e 20 mm vengono avvolti in bobine su richiesta del consumatore.
Esempi di leggende
Tubo ordinario, non zincato, della consueta precisione di fabbricazione, lunghezza casuale, con un alesaggio nominale di 20 mm, uno spessore della parete di 2,8 mm, senza filettatura e senza raccordo:
Lo stesso con la frizione:
La stessa lunghezza misurata, filettata:
Lo stesso, zincato, lunghezza casuale, filettato:
Lo stesso, con rivestimento in zinco, lunghezza misurata, con filettatura:
Per tubi per rullatura, la lettera H è indicata dopo la parola "tubo" nel simbolo.
Per tubi con filettatura lunga, la lettera D è indicata dopo la parola "tubo" nel simbolo.
Per tubi con maggiore precisione di fabbricazione, la lettera P è indicata nel simbolo dopo la dimensione nominale del foro.
(Edizione riveduta, Rev. n. 1).
2. REQUISITI TECNICI
2.1. I tubi sono fabbricati in conformità con i requisiti di questo standard e secondo le normative tecnologiche approvate nel modo prescritto, da acciai secondo GOST 380 e GOST 1050 senza standardizzazione delle proprietà meccaniche e della composizione chimica.
I tubi per parti di strutture di condotte idriche e del gas sono realizzati in acciaio secondo GOST 1050.
2.2. Su richiesta del consumatore, le estremità dei tubi da saldare, con uno spessore della parete pari o superiore a 5 mm, devono essere smussate con un angolo di 35 - 40° rispetto all'estremità del tubo. In questo caso, dovrebbe essere lasciato un anello terminale con una larghezza di 1 - 3 mm.
Su richiesta del consumatore, su tubi ordinari e rinforzati con alesaggio nominale superiore a 10 mm, la filettatura viene applicata ad entrambe le estremità del tubo.
2.1; 2.2.
2.3. Su richiesta del consumatore, i tubi sono dotati di giunti realizzati secondo GOST 8944, GOST 8954, GOST 8965 e GOST 8966 al ritmo di un giunto per ciascun tubo.
(Edizione riveduta, Rev. n. 3).
2.4. Non sono ammesse crepe, cattività, rigonfiamenti e tramonti sulla superficie dei tubi.
Alle estremità dei tubi non è consentita la delaminazione.
Sono consentite ammaccature separate, increspature, rischi, tracce di sverniciatura e altri difetti dovuti al metodo di produzione, se non portano lo spessore della parete oltre le dimensioni minime, nonché uno strato di scaglie che non interferisca con l'ispezione.
Sui tubi realizzati mediante saldatura a forno, è consentito ridurre il diametro esterno a 0,5 mm nel sito di saldatura se in questo punto si verifica un leggero ispessimento del diametro interno non superiore a 1,0 mm.
(Edizione modificata, Rev. n. 3, 4).
2.5. Su richiesta del consumatore, su tubi con alesaggio nominale pari o superiore a 20 mm, sulla superficie interna del cordone del tubo, la bava deve essere tagliata o appiattita, mentre l'altezza della bava o delle sue tracce non deve superare 0,5 mm .
Su richiesta del consumatore, su tubi con un alesaggio nominale superiore a 15 mm, realizzati con il metodo di saldatura a forno e il metodo di riduzione a caldo, è consentito un leggero ispessimento di un'altezza non superiore a 0,5 mm all'interno superficie dei tubi nella zona di saldatura.
(Edizione modificata, Rev. n. 2, 3, 4, 5, 6).
2.6. Le estremità dei tubi devono essere tagliate a squadra. Il valore dello smusso dell'estremità non è consentito superiore a 2°. I residui di bave non devono superare 0,5 mm. Quando si rimuovono le bave, è consentita la formazione di smussatura (arrotondamento) delle estremità. È consentito tagliare tubi nella linea del mulino.
Previo accordo tra il produttore e il consumatore, sono consentite bave fino a 1 mm su tubi con un alesaggio nominale di 6–25 mm, realizzati mediante saldatura a forno.
(Edizione modificata, Rev. n. 4, 6).
2.7. I tubi zincati devono avere un rivestimento di zinco continuo su tutta la superficie con uno spessore di almeno 30 micron. È consentita l'assenza di rivestimento in zinco sulle estremità e sulle filettature dei tubi.
Sulla superficie dei tubi zincati, non sono consentite bolle e inclusioni estranee (zinco duro, ossidi, carica sinterizzata), il distacco del rivestimento dal metallo di base.
Sono consentiti punti di flusso separati e tracce di tubi catturati da dispositivi di sollevamento, rugosità e lievi depositi locali di zinco.
È consentito correggere singole sezioni non zincate dello 0,5% della superficie esterna del tubo secondo GOST 9.307.
(Edizione modificata, Rev. n. 3, 4).
2.8. I tubi devono resistere alla pressione idraulica:
2,4 MPa (25 kgf / cm 2) - tubi, ordinari e leggeri;
3,1 MPa (32 kgf / cm 2) - tubi rinforzati.
Su richiesta del consumatore, le tubazioni devono resistere ad una pressione idraulica di 4,9 MPa (50 kgf/cm 2)
(Edizione modificata, Rev. n. 2, 3, 5).
2.9. I tubi con un alesaggio nominale fino a 40 mm compreso devono resistere a una prova di curvatura attorno a un mandrino con raggio pari a 2,5 del diametro esterno e con un alesaggio nominale di 50 mm - su un mandrino con raggio pari a 3,5 del diametro esterno diametro.
Su richiesta del consumatore, i tubi devono resistere alla prova di espansione:
per tubi con diametro nominale da 15 a 50 mm - non inferiore al 7%;
per tubi con un foro nominale di 65 o più - almeno il 4%.
Su richiesta del consumatore, i tubi devono resistere alla prova di spianatura fino ad una distanza tra le superfici spianate pari a 2/3 del diametro esterno delle tubazioni.
(Edizione modificata, Rev. n. 2, 3, 5).
2.10. Su richiesta del consumatore, le proprietà meccaniche dei tubi per parti delle strutture dei gasdotti e dell'acqua devono essere conformi a GOST 1050.
2.11. La filettatura del tubo deve essere pulita, senza difetti e sbavature e conforme a GOST 6357, classe di precisione B.
I tubi con filettatura cilindrica vengono utilizzati durante l'assemblaggio con guarnizioni.
2.10; 2.11. (Edizione modificata, Rev. n. 3, 4).
2.12. Al posto della cucitura, è consentita l'oscurità sui fili del filo se la diminuzione dell'altezza normale del profilo del filo non supera il 15% e su richiesta del consumatore non supera il 10%.
I fili con fili rotti (per il taglio) o incompleti (per zigrinati) sono ammessi sui fili, a condizione che la loro lunghezza totale non superi il 10% della lunghezza del filo richiesta e, su richiesta del consumatore, non superi il 5%.
(Edizione modificata, Rev. n. 2, 3, 5).
2.13. Sul filo è consentito ridurre la lunghezza utile del filo (senza dilavamento) fino al 15% rispetto a quanto indicato in Tabella. 4, e su richiesta del consumatore fino al 10%.
(Edizione modificata, Rev. n. 2, 3, 5).
2.14. La filettatura sui tubi zincati viene eseguita dopo la zincatura.
2.15. (Eliminato, Rev. n. 3).
2.16. Su richiesta del consumatore, le giunture saldate dei tubi sono soggette a controllo con metodi non distruttivi.
(Edizione riveduta, Rev. n. 5).
3. REGOLE DI ACCETTAZIONE
3.1. I tubi sono accettati in lotti. Il lotto deve essere costituito da tubi della stessa dimensione, della stessa marca ed essere accompagnato da un documento di qualità secondo GOST 10692 con un'aggiunta per tubi destinati alla produzione di parti per strutture di gasdotti e acqua, realizzati in acciaio secondo GOST 1050: composizione chimica e proprietà meccaniche dell'acciaio secondo il documento sulla qualità del produttore del pezzo.
La massa della festa non supera le 60 tonnellate.
(Edizione modificata, Rev. n. 3, 4).
3.2. Per ogni tubo del lotto vengono verificate la superficie, le dimensioni e la curvatura.
È consentito applicare metodi di controllo statistico secondo GOST 18242 * con un livello normale. I piani di controllo sono stabiliti di comune accordo tra il produttore e il consumatore.
* Sul territorio della Federazione Russa si applica GOST R 50779.71-99.
Il controllo del diametro esterno dei tubi viene effettuato ad una distanza di almeno 15 mm dall'estremità del tubo.
(Edizione modificata, Rev. n. 3, 4, 5).
3.3. Per controllare i parametri della filettatura, per verificare la dilatazione, l'appiattimento, la curvatura, l'altezza della bava interna, i residui di bava, l'angolo retto e l'angolo di smusso (per tubi con bordi smussati), le proprietà meccaniche, non più dell'1%, ma dal lotto vengono selezionati non meno di due tubi e, per i tubi prodotti mediante saldatura a forno continuo, due tubi per lotto.
(Edizione modificata, Rev. n. 3, 4).
3.4. Tutti i tubi sono soggetti a controllo di massa.
(Edizione riveduta, Rev. n. 3).
3.5. Ogni tubo viene sottoposto a una prova di pressione idraulica. Con un controllo di qualità al 100% della saldatura con metodi non distruttivi, è possibile che non sia possibile eseguire prove di pressione idraulica. Allo stesso tempo è garantita la capacità delle tubazioni di resistere alla pressione idraulica di prova.
(Edizione riveduta, Rev. n. 6).
3.6. Per verificare lo spessore del rivestimento di zinco sulla superficie esterna e nei punti accessibili della superficie interna, si prelevano dal lotto due tubi.
(Edizione riveduta, Rev. n. 2).
3.7. Se si ottengono risultati di prova insoddisfacenti per almeno uno degli indicatori, su di esso viene effettuata una seconda prova su doppio campione.
I risultati del nuovo test si applicano all'intero lotto.
4. METODI DI PROVA
4.1. Per il controllo di qualità, viene tagliato un campione da ogni tubo selezionato per ogni tipo di test.
La prova di trazione viene eseguita secondo GOST 10006. Invece delle prove di trazione, è consentito controllare le proprietà meccaniche con metodi non distruttivi.
(Edizione modificata, Rev. n. 3, 6).
4.2. L'ispezione della superficie dei tubi viene eseguita visivamente.
4.3. I test idraulici vengono eseguiti secondo GOST 3845 con esposizione sotto pressione di prova per almeno 5 s.
4.4. Il test di piegatura viene eseguito secondo GOST 3728. I tubi zincati vengono testati prima del rivestimento.
(Edizione riveduta, Rev. n. 3).
4.4a. Il test di espansione viene eseguito secondo GOST 8694 su un mandrino conico con un angolo di conicità di 6°.
La prova può essere eseguita su un mandrino con angolo di conicità di 30°.
(Edizione modificata, Rev. n. 3, 4).
4.4b. Il test di appiattimento viene eseguito secondo GOST 8695.
(Edizione riveduta, Rev. n. 3).
4.4c. Il controllo della saldatura viene effettuato con metodi non distruttivi secondo la documentazione normativa e tecnica.
(Introdottoinoltre, cap. Numero 3).
4.5. Lo spessore del rivestimento di zinco sulla superficie esterna e in punti accessibili sulla superficie interna è controllato secondo GOST 9.301 e GOST 9.302, nonché con dispositivi dei tipi MT-41NT, MTZON o Impulse secondo le normative e tecniche documentazione.
4.6. La filettatura viene controllata con calibri ad anello filettati secondo GOST 2533 (terza classe di precisione).
In questo caso, l'avvitamento della ghiera non passante sulla filettatura non deve superare i tre giri.
(Edizione modificata, Rev. n. 3, 4).
4.7. La curvatura dei tubi è controllata da un righello secondo GOST 8026 e un set di sonde secondo NTD.
(Edizione modificata, Rev. n. 3, 5).
4.8. L'angolo retto delle estremità dei tubi è controllato da un quadrato a 90° con una dimensione di 160x100 mm classe 3 GOST 3749, sonde a piastra del set 4 secondo NTD o un goniometro
Consigliamo anche
 Qual è il nome della quantità di denaro in gioco nel gioco Il sistema monetario moderno è una piramide finanziaria
Qual è il nome della quantità di denaro in gioco nel gioco Il sistema monetario moderno è una piramide finanziaria
 Come nominare un cavallo: selezioniamo un soprannome adatto
Come nominare un cavallo: selezioniamo un soprannome adatto
 Come nominare un cavallo: selezioniamo un soprannome adatto
Come nominare un cavallo: selezioniamo un soprannome adatto
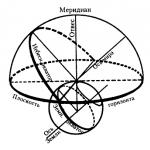 Punto della sfera celeste sopra la testa dell'osservatore
Punto della sfera celeste sopra la testa dell'osservatore
 Pavone comune (indiano)
Pavone comune (indiano)
 Qual è il nome del maschio e della femmina
Qual è il nome del maschio e della femmina