Резец проходной прямой. Резец токарный проходной прямой правый Т15К6:фото,размеры,геометрия
Резец проходной отогнутый является режущим инструментом, который применяется для обточки деталей разнообразных форм. Его используют для обработки внешних поверхностей деталей, таких как цилиндрические валики, конусы и прочие вещи цилиндрической формы. Резцы проходные прямые являются не столь универсальными, как их отогнутые разновидности, но они прочнее и дешевле их. С другой стороны, у них могут возникать проблемы с работой в труднодоступных местах.
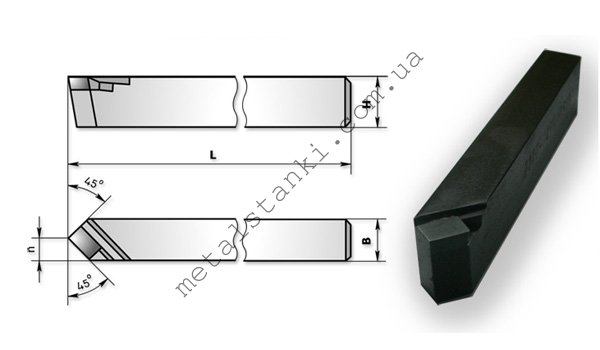
фото:резец токарный проходной прямой
Резец токарный проходной прямой имеет отличную жесткость, благодаря чему, их используют как один из основных инструментов в работе в токарных мастерских, а также в инструментальной, станкостроительной и машиностроительной сфере. В зависимости от выбранной модели можно создавать более гладкие или грубые поверхности, снимать различные слои металла с заготовки и так далее.
Для работы данного инструмента используют как продольную, так и поперечную передачу. Благодаря умелому совмещению действий можно подрезать выпирающие торцы, снять фаски, а также просто обтачивать поверхности и совершать другие операции, которые необходимы для получения нужного результата. Существует несколько разновидностей данных инструментов, которые могут отличаться согласно размерам, материалу изготовления и так далее. Резец проходной прямой хорошо себя проявляет в работе с жесткими заготовками, особенно, если подобран инструмент из твердосплавных материалов. Проходные инструменты создаются согласно ГОСТ 18868-73, те же, которые имеют в своем составе твердосплавные пластины по ГОСТ 18879-73.
Виды проходных прямых резцов
Существует несколько разновидностей инструментов, которые имеют свои уникальные разновидности, но все же относятся к данному типу. Резцы токарные прямые проходные разделяются на черновые, или как их еще называют, обдирочные и чистовые. Первый вариант подходит для грубой обработки на первом этапе. В это время можно снять наибольшее количество слоев металла, чтобы заготовка приблизилась к необходимым размерам. Чистовые инструменты предназначаются для более тонкой и деликатной обработки, когда толщина снятия не превышает десятые доли миллиметра. Они более острые и имеют повышенную точность обработки.
Если рассматривать конструкции изделий, то здесь встречаются цельные варианты и с пластинами, некоторые из которых могут сниматься. Как правило, основная часть изготавливается из инструментальной стали, а рабочая делается из быстрорежущей стали или из тугоплавкого материала, рассчитанного на работу с плотными видами металла.
К общему списку можно добавить, что существует еще резец проходной левый и правый, у которых отличается положение самой рабочей части.
Основные размеры проходных прямых резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Быстрорежущие стали используются для изделий, которые работают с нелегированными и накаленными заготовками, а твердосплавные материалы применяются для тех, которые работают со сложно обрабатываемыми вещами.
Резец проходной прямой имеет несколько важных углов. Все они располагаются на его головке, как основной рабочей части. Передняя часть головки обеспечивает нормальный сход стружки, который бы не мешал рабочему процессу. На инструменте также имеется вспомогательная и главная задняя кромка, причем обе обращены к детали, которая находится в обработке.

Все основные процессы резания осуществляются главной кромкой. Ее образует пересечение передней поверхности и главной задней кромки. Помимо главной имеется и вспомогательная кромка, которая находится на пересечении задней вспомогательной и передней вспомогательной поверхности. Вершина резца находится на пересечении вспомогательной режущей кромки и главной ее части. Угол в каждом резце зависит от конкретной модели, так как его нужно индивидуально подбирать под каждый вид работы и материал.
Выбор проходного резца
Резцы токарные проходные прямые могут существовать в нескольких вариантах, что очень сильно влияет на результат работы. Отличаться могут размеры изделия, металл режущей кромки, вид мелкие особенности конструкции и так далее. Чтобы подобрать себе нормальный подходящий вариант, следует учитывать много факторов. «Совет профессионалов! Для активной постоянной работы следует иметь набор как разнообразных, так и запасных одинаковых инструментов.»
Первым фактором выбора всегда является, с какими заготовками приходится работать, так как под свойства заготовки подбирается сам инструмент. Полный набор далеко не всегда получается взять, поэтому, желательно сразу определиться с наиболее необходимыми вещами.
Правильный подбор позволит избежать частой замены комплектующих во время работы, что сэкономит время и силы, а также сделает производство более выгодным. Материал подбирается легко, так как тугоплавкие материалы подходят для жестких деталей, которые может не взять быстрорежущая сталь, ведь она рассчитана на простые мягкие заготовки. Их преимуществом является только цена, так как они значительно дешевле.
Режимы резания
Резец проходной прямой применяется для достаточно простых операций, так что и режимы работы с ним, зачастую оказываются элементарными. Основными движениями здесь являются продольные и поперечные перемещения. Снятие слоя металла здесь проходит поэтапно, чтобы не испортить инструмент, так как захват большой толщины может обернуться печальными последствиями для резца. Используя черновые инструменты для первичной обработки, а чистовые для окончательной можно продлить срок их службы и сделать работу более качественной.
![]()
Маркировка
Резец проходной прямой Т15К6 может стать отличным примером для разбора маркировки изделия, так как она ставится по материалу, который используется в основной режущей части. Здесь обозначено, что в данном твердосплавном материале титановольфрамовой группы имеется 15% титана и 6% кобальта.
Производители
- ЧИЗ (Чернигов, Украина);
- Seco (Швеция);
- Intertool (Китай);
- Укрметиз (Украина);
- ООО «Мелитополь инструмент».
Проходные прямые резцы:Видео
Свойства инструментальных материалов Режущие инструменты работают в условиях значительных силовых нагрузок, высоких температур, трения и износа. Поэтому инструментальные материалы должны обладать определенными эксплуатационными и физико-механическими свойствами. Материал режущей части инструмента обладает большой твердостью и высокими значениями допустимых напряжений на изгиб, растяжение, сжатие и кручение. Твердость режущей части инструмента должна значительно превышать твердость материала обрабатываемой заготовки. Углеродистые инструментальные стали содержат 1.0…1,3 % С. для изготовления инструментов применяют качественные стали У10А, У11А, У13А. После термической обработки стали имеют красностойкость 200…240 оС. При этой температуре твердость стали резко уменьшается, и инструменты не могут выполнять работу резания. Допустимые скорости резания не превышают 0.2...0.3 м/с. Из этих сталей изготавливают метчики, плашки, ножовочные полотна, сверла и зенкеры малых диаметров. Легированные инструментальные стали - это углеродистые инструментальные стали, легированные хромом, вольфрамом, ванадием, кремнием и другими элементами. После термообработки легированные стали имеют красностойкость 220...260 оС. По сравнению с углеродистыми легированные стали имеют повышенную вязкость в закаленном состоянии и более высокую прокаливаемость, меньшую склонность к деформациям и появлению трещин при закалке. Допустимая скорость резания 0.25…0.5 м/с. Для изготовления протяжек, сверл, метчиков, плашек, разверток используют, стали 9Х ВГ, ХВГ, ХГ, 6ХС, 9ХС. Быстрорежущие стали содержат 5,5….19 % W, 0.7...1.2 % С; 2...10 % Со и V. Для изготовления инструментов используют стали Р9,Р12, Р18, Р6М3, Р6М5, Р9Ф5, Р14Ф2, Р9К5, Р9К10, Р10К5Ф2. Во всех быстрорежущих сталях массовая доля хрома - 4%, поэтому в обозначении марки букву Х не указывают. Режущий инструмент из быстрорежущей стали, после термической обработки имеет красностойкость 600…640 оС и обладает повышенной износостойкостью, поэтому может работать со скоростями резания до 2 м/с. Для экономии быстрорежущих сталей режущий инструмент изготавливают сборным или сварным. Режущую часть инструмента делают из быстрорежущей стали, которую сваривают или соединяют механически с присоединительной частью из конструкционных сталей 45, 50, 40Х. К твердым сплавам относятся инструментальные материалы, состоящие из высокотвердых и тугоплавких карбидов вольфрама, титана, тантала, соединяемых металлической связкой. Эти материалы изготавливают методами порошковой металлургии. Порошки карбидов смешивают с порошком кобальта, прессуют и спекают при 1400....1550 оС. При спекании кобальт растворяет часть карбидов и плавится. В результате получается плотный материал, структура которого на 80...85 % состоит из карбидных частиц, соединяемых связкой. Твердые сплавы применяют в виде пластинок определенной формы и размеров, которые делят на три группы: - вольфрамовые - ВК2, ВК3, ВК3М, ВК8 и др; - титановольфрамовые - Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В; - титанотанталовольфрамовые - ТТ7К12, Т10К8Б. Пластинки твердого сплава обладают высокими износостойкостью и красностойкостью (800....1250 оС), что позволяет вести обработку со скоростями резания до 15 м/с. Пластинки припаивают к державкам или корпусам инструментов медными, латунными припоями или крепят механическими способами. Наиболее широкое применение среди сверх твердых материалов (СТМ) получили материалы на основе кубического натрида бора (Эльбор, Гексанит - Р, Киборит и др.). Их выпускают в виде пластин различной геометрической формы, которыми оснащают режущие инструменты. СТМ применяют для тонкого, чистового точения и фрезерования закаленных сталей и чугунов. Инструментальные керамические материалы можно разделить на группы, различающиеся химическим составом, методом производства и областями рационального использования. Оксидную "белую" керамику, состоящую из Al2О3 с легирующими добавками MgO, ZrO2 и др. применяют для чистовой и получистовой обработке незакаленных сталей и серых чугунов со скоростями резания до 15 м/с. Оксидно-карбидную "черную" керамику, состоящую из Al2О3, ТiC, ZrO2 и других карбидов тугоплавких металлов, применяют для обработки ковких, высокопрочных и отбеленных модифицированных чугунов и закаленных сталей. Керамику на основе нитрида кремния применяют для получистовой обработки чугунов. Высокие прочностные свойства необходимы для того, чтобы инструмент обладал сопротивляемостью соответствующим деформациям в процессе резания, а достаточная вязкость материала позволяла воспринимать ударную динамическую нагрузку. Инструментальные материалы должны обладать высокой красностойкостью (теплостойкостью), т.е. способностью сохранять твердость при нагреве. Красностойкость оценивают температурой, при которой происходит резкое снижение твердости материала. Важнейшей характеристикой материала режущей части инструмента служит износостойкость. Чем выше износостойкость, тем медленнее изнашивается инструмент и тем выше его размерная стойкость. Это значит, что заготовки, последовательно обработанные одним и тем же инструментом, будут иметь минимальное рассеивание размеров обработанных поверхностей. Материалы для изготовления инструментов должны по возможности иметь наименьшее процентное содержание дефицитных элементов. Всем перечисленным требованиям в той или иной степени отвечают следующие материалы: инструментальные стали, твердые сплавы, синтетические сверхтвердые и керамические материалы, абразивные и алмазные материалы.
Применяется для обработки материалов различного назначения на станках преимущественно токарной группы, а также строгальных, долбёжных или специальных. в основном используется при обработке наружных цилиндрических поверхностей. Резцы данного типа изготавливаются из быстрорежущей стали или комплектуются твёрдосплавной напайкой, которую припаивают к стальной оправке.
Обработка резанием является одной из наиболее распространенных технологических операций при изготовлении деталей из различных видов сортовых материалов. Большая часть деталей машин, специальных аппаратов и точных приборов изготовляется методом обработки на механических станках с удалением слоя материала. Широкий ассортимент разного рода материалов выпускаемых в промышленных масштабах, которые применяются в машиностроении и прочих отраслях производства, ставят перед технологами задачи по выбору методов и средств наиболее рациональной и экономически целесообразной обработки материалов резанием, с учётом высоких требований на промышленном рынке, к точности и качеству обрабатываемых поверхностей.
Токарная обработка представляет собой, разновидность обработки материалов со снятием стружки. Процесс отделения материала осуществляется срезанием с поверхности заготовки технологического слоя, который ещё называется припуск. Обработка осуществляется на универсальных токарных станках, а также на специальных станках оснащённых, числовым программным управлением с помощью резцов, свёрл и прочих режущих инструментов.
На станках токарной группы выполняются такие виды обработки как: обтачивание круглых цилиндрических поверхностей, подрезание торцов, обработка конических наружных и внутренних поверхностей, обтачивание фигурных и фасонных поверхностей декоративных и специальных деталей, нарезание наружных и внутренних цилиндрических и конических резьб, накатывание рифлений, сверление, рассверливание, развертывание точных отверстий и другие разновидности токарных работ.
Одним из основных инструментов, используемых при выполнении токарных работ, является резец. В зависимости от характера производимой обработки токарные резцы подразделяются на черновые виды и чистовые. Геометрические формы режущей части этих резцов изготовлены таким образом, что одни резцы работают с большой площадью сечения срезаемого слоя, а другие с малой.
В зависимости от формы и расположения лезвия резца относительно несущего стержня режущий инструмент, используемый на станках токарной группы, подразделяют на правые и левые, упорные, проходные прямые , проходные отогнутые , расточные, отрезные, подрезные, фасонные, резьбовые и прочие.
Подрезные резцы используются для подрезания торцов обрабатываемых заготовок. Такие резцы работают с использованием поперечного движения подачи по направлению к центру заготовки и от него.
Расточные резцы применяют для растачивания отверстий, которые предварительно обработаны свёрлами или полученных после штамповки или литья. Для растачивания применяют два варианта расточных резцов, это проходные резцы для сквозного растачивания и упорные для несквозных отверстий.
Для отрезных работ и протачивания канавок применяют отрезные резцы, которые работают с поперечным движением подачи.
Фасонные резцы задействуют для обработки небольших участков фигурных поверхностей. Форма режущей кромки такого резца выбирается в соответствии с профилем предполагаемой детали.
По конструкции фасонные резцы разделяются в зависимости от крепления на стержневые, призматические, круглые. На универсальных токарных винторезных станках, поверхности с фасонным профилем обрабатывают, как правило, резцами стержневого типа, которые устанавливают в резцедержателе станка.
Для нарезания резьбы используются резцы с формой профиля режущего лезвия соответствующего профилю поперечного сечения стандартных значений.





