Edged board exit. The choice of equipment for the sawmill business
Sawing wood is a cycle of actions using a variety of technologies aimed at obtaining lumber from round timber suitable for further use in industry. The duration and labor intensity of the process depend on the chosen method of processing round timber, as well as the time of year.
Tool and equipment
Trunks and large-sized branches go into production. All material is divided into groups according to the thickness and presence of bark. Often, wood processing enterprises have workshops near the harvesting site, in which machines are installed for the initial processing of wood.

Manual debarking of the forest
The wood that has not passed the debarking stage can be used on the construction of floors or as a ridge beam in the corresponding interior, or as a supporting device during construction.

Industrial debarking
If another option for using the tree is planned, then sawing is carried out, resulting in the following segments:
- unedged and semi-edged (rough material from which the bases of the floor, walls or ceiling are mounted);
- edged (designed for finishing flooring).
The cut can be carried out by an outsourced organization that has all the necessary tools.

Tree sawing map
The rational use of the material is ensured by compliance with the sawing map. This allows you to reduce the cost due to waste, the percentage of which the card can significantly reduce. The used tools and types of forest processing equipment depend on the volume, desired quality and size of the finished lumber.

Most often use a circular saw and various machines:
- the circular saw allows you to make precise cuts of various directions. Suitable for both professional and home use, perfectly copes with the diameter of the round timber above the average;
- chainsaw;
- machines for clean removal of bark;
- sawing on a band sawmill makes it possible to process dense logs, it is considered the most popular, since the output is high-quality material and a small amount of waste;
- disk machine: production of two-edged timber and unedged boards;
- a frame sawmill does not need a foundation, the technology with its use allows you to install equipment in close proximity to the cutting site;
- the thinner is processed by universal machines, the output gives high-quality building materials even from low-grade whips;
- sawing round timber at a large woodworking enterprise should be carried out with the largest amount of sawn timber, which differs from the rest in special quality and exact dimensions. For this purpose, special lines are installed for sawing.
At the sawmill, a beam and an edged board are obtained due to the cut of a log up to 7 m long and 15-80 cm in diameter along the longitudinal line. The circular saw has one or more discs, it processes different diameters of the forest according to their number.

If at home it is necessary to process a small amount of wood, then you can use a regular chainsaw.
cutting wood
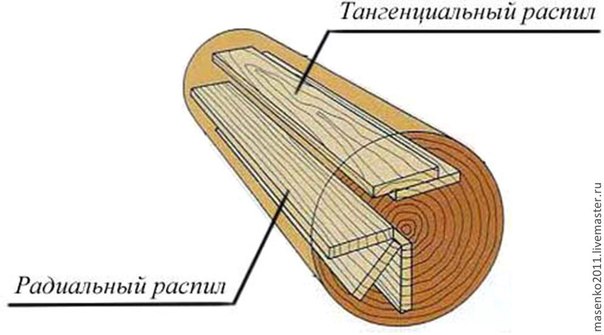
Before choosing a tool, you need to decide on the type of cut, focusing on the annual rings of the log. There are several types:
- radial (along the radius);
- tangential (the cut is parallel to one radius, touches the annual rings);
- the fibers are arranged parallel to the cut being made.
Among the cutting methods, the one that is most suitable for a particular case is selected:
- Razval. Sawing wood in this way is carried out for deciduous trees with a small trunk thickness, it is considered the simplest processing. Exit: unedged elements and slabs.
- If there is another woodworking machine, then it is possible to cut up to 65% of the material to produce edged boards of the same width. First, a two-edged timber and boards are sawn from the sides, and then a certain amount of edged lumber is obtained from the timber.
- More specific methods are sector and segment sawing. The number of elements in the first method varies from 4 to 8, and depends on the thickness of the trunk. After separation, elements are sawn from each sector along a tangential or radial line. The second method begins with the exit of the beam from the central part, and boards are sawn from the side segments in a tangential direction.
- For individual sawing of wood, the circular method is suitable. It is based on turning the log along the longitudinal line by 90° after each sawn board. This allows you to monitor the quality of wood and timely remove the affected areas of the trunk.
Handmade: chainsaw application
For home cutting of several trunks, it is not advisable to purchase a tool whose cost is several times higher than the price of finished products. If you have the necessary skill, then it is more efficient and cheaper to do all the necessary work with a conventional chainsaw, or chain equipment powered by electricity. Of course, such work requires much more physical costs and time, but the price of the issue is significantly reduced.
Work on the garden plot requires pruning fruit trees, and it also becomes possible to additionally produce material for outbuildings without resorting to the services of specialists, so any prudent owner would prefer to buy a chainsaw. Most often, conifers are harvested for the home, and this tool does an excellent job of sawing them. Thanks to even trunks, it is easier to outline the cut lines, which increases the speed of work. Professionals, by the way, most often use a chainsaw, since it is more powerful than an electric one and you can use it anywhere, regardless of whether there is a cutting or sawing of power supplies at the site.

To work with a chainsaw on cutting logs, you will need such a device as a nozzle on the saw, as well as saw cut guides and base-trunk fixers. The nozzle in the form of a frame is attached to the tool so that it remains possible to adjust the distance between the chain and the frame itself. This is done to enable the output of finished lumber, different in thickness. For the role of the guide, you can take either a profile of the desired length, or a flat wooden plank with sufficient rigidity. A special chain is selected for the tool, designed to cut the trunk along. Its difference from the rest is in the teeth, sharpened at a certain angle.

Before starting work, it is necessary not only to prepare all the necessary tools. Regardless of whether a woodworking machine or a manual device is intended for processing the trunk, the first step is to familiarize yourself with the cut map. This is done in order to minimize the percentage of waste, and increase the yield of useful products.
The first thing you need to worry about when ripping is the uniform density of the finished boards. To do this, a competent sawmiller directs the tool from the east side of the log to the west, or in the opposite direction. This is due to the greater density of round timber in its northern part than in the southern.
Next, the slab is removed from both sides with a chainsaw in such a way as to obtain a two-edged beam. It, in turn, is sawn in accordance with the sawing scheme chosen at the beginning of the work. The output gives an unedged board. If there is a certain percentage of defects in the trunk, then a circular cut is possible with the trunk turning at a right angle or 180 °.
Quantity of finished material, cut price
The output of useful material from coniferous and hardwood differs in percentage terms. For lumber obtained from coniferous trees, the following indicators are characteristic:
- provided that the operation is carried out by a professional and a sawmill is used, the percentage of finished wood will be the highest (80-85%);
- edged material, which is given by machines, averages 55-70%;
- unedged board when working with a chainsaw leaves up to 30% of waste.
The figures are given without taking into account the finished rejected wood, the amount of which can reach 30%. However, such material is used for products that allow a certain marriage.

Deciduous round timber gives 60% of the finished unedged wood and about 40% of the trimmed wood. This is due to the initial curvature of the round timber. You can increase the amount of products received: this will require woodworking machines of various kinds. A certain kind of fixture can increase the amount of lumber by 10-20%. For one cube of lumber, you will need about 10 cubes of hardwood round timber. The price of installing additional equipment will pay off the cost of the finished forest. Special lines give more volume, but their use is advisable only on a large area. The average price of sawing wood at a conventional sawmill will be approximately 150-180 rubles per cubic meter of boards.
sawing map
The sawing map is a calculation of the optimal amount of finished lumber from one log. It can be calculated independently for each specific log diameter, or you can use a computer program that greatly facilitates the calculation, and the price of which is quite affordable.

Or the source can be a regular guide to sawmilling. The result is a table that is taken as a basis. The sawmill must always be oriented to its data, in order to obtain more lumber of any kind of wood.
Yield rates for lumber from roundwood
The UN European Commission/FAO Timber Committee report ECE/TIM/DP/49 on wood conversion factors in different types of forest products gives, in particular, sawnwood yield factors from roundwood. These data, based on the experience of 16 states, may well serve as benchmarks for woodworking enterprises as world standards.Lumber covers a significant portion of sawn solid wood products. They include a wide range of products from unedged, fresh sawn to edged, dry, sized and planed lumber. The type of products produced has a significant impact on the yield of final sawn products from round timber. So from one cubic meter of round wood you can get 0.8 m3 of unedged lumber and only 0.4 m3 of dry edged, sorted and planed lumber. Therefore, different countries were asked to provide their yield rates for different categories of sawnwood in order to understand why national sawnwood yield rates vary so much from each other.
For example, in Germany, 1.67 m3 of roundwood is required to produce 1 m3 of sawn softwood, while in the USA it is 2.04 m3. At first glance, US sawmilling may appear to be less efficient than Germany (the ratio shown indicates that 22% more roundwood is needed to produce the same amount of sawn timber in the US). But a closer look at the production of the same types of sawnwood, such as rough and dry sawnwood, reveals that sawnwood yield rates are similar in these countries. This means that the differences in lumber yields are in the output of different types of finished products. It is clear that Germany produces more rough lumber, while the US produces more dry and planed lumber.
Some countries note that their country's sawnwood production is reported as fresh sawn to avoid double volume measurement for dry and planed lumber. This is in contrast to other countries, most notably the Scandinavian region and North America, where sawnwood volumes are most often quoted in terms of final processing. This, for example, can result in a freshly sawn rough lumber yield of 1.57 (64%) or 1.75 (57%) for dry lumber or 2.27 (44%) for planed and finished lumber, as shown in the diagram below.
Tags and keywords
lope boards will come out of 1.5 m3 of round timber, skilki to get out of the box from the cube to the forest, consumption of lumber per 1 piece of stalk-how many exits?, Wihіd shaped from 1cube, output of lumber from a log, When drying boards z10 having cut some output, skilki piddoniv come out of the cube of the blank, Skіlki from one cube round timber to go out of unshaped boards, lumber yield calculator, exit of the board not edged from the cubeShare this information in social media, in order to promote the portal:
How to cut a log on a band sawmill was described in a previous article. Well, in this article we want to talk about how the sawing of a log into a beam takes place.
Everyone knows that a beam sawn from a log during drying begins to deform, but not everyone knows what causes this. The thing is that when sawing a log into a beam, it was sawn incorrectly. That is, it was cut with an offset, and since its middle is offset, the timber begins to bend in the direction of the offset.
To prevent this from happening, it is necessary to make the correct calculation of the log before sawing.
Calculation of a log for sawing into a beam.
So, let's transgress, first you need to decide what size the beam will be, as well as the dimensions of the material (boards) that we want to get before the beam.
Let's start by taking the necessary timber, for example, 150 x 150 mm, unedged board 25 mm, 30 mm, 40 mm.
For those who do not know what a non-edged board means, we explain that this is a board of various widths that does not have certain boundaries due to the presence of bark along the edges, but has a certain thickness.

Next, take a 25 mm, 50 mm edged board. We think it is clear here that an edged board is a board that has a certain size, both in width and in thickness, and does not have bark, or, as they usually say, without a wane.

Beam calculation
We will begin the calculation by measuring the diameter of the log, and we have it, for example, 30 cm. Or, for the convenience of calculation, we will translate it into millimeters, it will be 300 mm. Since we should get a beam of 150 mm, then we take 300 mm and subtract 150 mm, in the remainder we get 150 mm, which will go to the boards.
300 - 150 = 150

From the upper and lower edges of the diameter of the log we subtract 5 mm per slab, that is, we will divide the remaining 150 mm into boards, we get 150 minus 5 and minus 5, in the remainder we get 140 mm.
150 - 5 - 5 = 140
When subtracting the slab, it is necessary to take into account the unevenness of the log, since the butt is larger than the top in diameter, that is, it is possible to get a slab of various sizes, and we will have it 25 mm.
Let's go back to the log diameter of 300 mm. From the top edge, as described above, subtract 5 mm, we get 295 mm. And to this numerical value we add a slab of 25 mm plus 2 mm per cut, we get 322 mm. And it is with this that the sawing of a log into a beam will begin.
300 - 5 = 295, 295 + 25 + 2 = 322

Board calculation
After the croaker was removed, we are left with a clean residue of 140 mm. We divide it in half and get 70 mm on each side of the log.
140 / 2 = 70
We look above, where we determined the approximate size of the required material in addition to the timber. We have 25 mm, 30 mm and 40 mm boards. And here we begin the calculation.
We take our 70 mm and estimate taking into account the cut, 40 mm plus 2 mm we get 42 mm, up to 70 28 mm is not enough. Well, here we think it is clear that the next board will be 25 mm, 25 mm plus 2 mm we get 27 mm. Thus we get, 42 mm plus 27 mm, 69 mm.
40 + 2 = 42, 70 - 42 = 28, 25 + 2 = 27, 42 + 27= 69

The question arises, where to put another 1 mm, everything is very simple. We make the first four cuts strictly in size, and after turning the log over, we steal this 1 mm onto the slab. In the end, everything comes out according to our calculations.
Based on these calculations, we get a carriage sawn in the center of the log.
Cutting material calculation
To obtain edged material, as well as further sawing of a log into a beam, it is carried out by turning the resulting gun carriage by 90 degrees. The calculation takes place in the same order as described above. But let's immediately pay attention, if we start the calculation, we get 20 mm, which we do not need, due to the lack of such dimensions given.
70 - 50 = 20
What to do in this case, we will now explain. As described above, we have 5 mm per slab, we will use this and add 25 mm to 50 mm of our edged material, plus naturally 2 mm per cut.
50 + 20 + 5 + 2 = 78
We get a 25 mm slab and a 50 mm blank board, exactly what we needed, as well as a quality 150 x 150 timber.

To obtain a different size of material, it is necessary to put the missing millimeters on the slab, but at the same time distribute them evenly on both sides.
Thus, the calculation and sawing of a log into a beam on a band sawmill is carried out. We wish good luck to all novice sawmillers in this difficult task, and the main thing is not to make a mistake in the calculations.
Often there is a need to get a beam of rectangular section from a log. To do this is not so difficult.
If you already know how to properly hew logs, then carving a beam for you is also not difficult. The main thing at the same time is to correctly mark the log in order to get a beam of the desired size.
We have already considered cutting a log into two edges in an article on the preparation of logs.
Let's see now how to carve a rectangular or square beam from a log.
Marking a log to obtain a rectangular beam
When marking, you should be careful and take into account that the diameter of the butt and top parts are different. Therefore, it is best to start marking from the end with a smaller diameter.
Anchor the log in any way you like, as described in the article on preparing the logs.
 Draw a circle, then mark its diameter in the form of a vertical line connecting the top point of the circle with the bottom one. For work, use a special carpentry compass with hardened metal ends.
Draw a circle, then mark its diameter in the form of a vertical line connecting the top point of the circle with the bottom one. For work, use a special carpentry compass with hardened metal ends.
The resulting diameter must be divided into three equal segments and perpendiculars drawn through their ends so that they intersect with the circle.
After that, connect the points of intersection with the circle to make a rectangle.
The most favorable aspect ratio is 5:7, that is, 10:14, 15:25, 20:28, etc. - these will be profitable sections.
Marking a log to obtain a square beam
In some cases, it is required to obtain a square bar. In this case, the circle is divided by two diameters perpendicular to each other, after which the points of intersection of the diameters with the circle are connected by straight lines.
All basic operations for marking the ends of logs to obtain a rectangular and square beam are shown in the figure below.

Basic operations for cutting out a beam from a log
First outline the central axis (diameter).

Then mark the ends of the logs as described above.
After that, along the log marked from the ends with the help of a chalked cord, the lines of the pavement are outlined.

To do this, the cord is fixed along the edges of the log in latches made with an ax, so that the cord is stretched. After that, the cord is pulled back a little, like a bowstring, and released. Hitting a log, the cord leaves a line. This line will be used for cutting.

First, on the hewn side, after 20-40 centimeters, notches are made with an ax, not reaching the line of hewing a few millimeters.

After that, a rough cut is made with an ax, removing the main layer of wood, moving from notch to notch. When the main layer of the wood to be removed is removed, the surface to be hewn is cleaned either with neat slashing blows of an ax or with a shearer.

Today, timber is rarely hewn out of logs with an axe. To do this, there are milling and canter lines that produce timber on an industrial scale. However, when building a bath, you may have a situation where you need to carve a flat surface on one or more sides of the log. Therefore, you need to know the basic techniques for carving out a beam from a log or scaling a log for 1-2 edges.
In the construction of a bath, hand-held electric and gasoline tools are currently widely used. If you make a plane with a chainsaw, then the sequence of operations will be the same - marking, notches along the hewn side, rough removal of a layer of wood, and only then fine-tuning to the cutting line with an ax or an electric planer.
Now you know how to hew a log how to carve a beam from a log. In other articles, we will talk about how to properly make a groove in a beam or log, how to saw a tree correctly, how to plan boards and beams.
Latest publications:
Even a properly laid out brick oven needs repair over time. High temperatures, violation of traction, mechanical damage to the masonry - all this leads to the appearance of defects that need to be eliminated. After all, good traction and the absence of cracks in the walls - ...
Hello dear readers and subscribers of the blog, Andrey Noak is in touch with you! Today I will tell you about the yield of lumber when sawing round wood.
This parameter is one of the most important indicators in. The efficiency of sawing the forest depends on this indicator. Many beginners mistakenly believe that the higher this ratio, the better.
In fact, this is not always the case, most experts know about it, but are silent. I repeat once again - a high percentage of lumber output per cubic meter of timber is not always good.
I described in detail why this is so in my book “Organization of sawmilling at a modern enterprise”, but for readers I will slightly open the curtain on this issue at the end of the article.
This is really a unique e-book, there are definitely no such books in Russia :-)!!! It provides simply colossal information gained by personal experience as a technologist in a large-scale production.

Percentage of round timber
Calculated according to the formula:
Kout \u003d Vpil / Vbr
Where To, % - percentage of lumber output.
Vpil, m3 - volume of lumber obtained. Calculated:
Vpil = L*H*B*n1+L*H*B*n2 + ...
- where L is the nominal length of the finished lumber;
- H - board thickness;
- B - board width;
- n is the number of boards of each size.
Vbr, m3 - the volume of the log from which lumber is obtained. It is determined by the cubic capacity, which is possible.
The useful percentage of sawn timber in production is calculated for each diameter of the forest and for each sawing technology.
Why does the useful percentage depend on the diameter of the sawn timber?
It's very simple, the fewer cuts to get wood, the higher the percentage. Of course, it also depends on the useful use, but once again I will say it is very important how many saws you cost to get a board. As a rule, small small boards are sawn from a small forest, and timber, a thick board are sawn from large wood.
Particularly good performance at the enterprise in the production of timber, it has good cubature indicators, the sawing speed is maximum (because there are fewer saws) and the cutting tool takes a minimum.
Below are the approximate diameters with consumption rates:
- 12 - 16 cm - output 45 - 50%;
- 18 - 22 - average 52%
- 24 - 26 - about 57%;
- 28 - 40 - this is a log forest and the best indicators are used on it when receiving a beam - 66%;
- 42 - 60 - in this range there is a decrease in the percentage of boards coming out of wood. Since not so large boards and beams are already obtained from this wood, and therefore the number of cuts with a saw becomes many times greater.

These consumption rates are indicative and are valid for obtaining such lumber as:
- 25*150*6,0;
- 35*150*6,0;
- 50*150*6,0;
- 180*180*6,0;
- 200*200*6,0.
By type of equipment, these standards can be adopted on a band sawmill, on sawmill frames and circular saw equipment.
Ways to increase the ratio
There are technological tricks, which I partially talked about. But as they say, repetition is the mother of learning, here are some of them:
- Use of shorter commercial timber;
- Use of specialized programs about it. In short, we can say that you need to use the program to find the optimal cost of the boards obtained from the log. On the one hand, a high useful yield means a large cubic capacity, and on the other hand, a high figure means obtaining a larger volume of low-quality wood.
- The use of a thinner saw blade due to double-spindle circular saws, the use of stelite soldering.
- Use by diameters, breeds, defects.
And now in more detail about everything. The shorter the wood, the higher the percentage of sawn timber. In Europe, they are well aware of this and therefore there the cutting lines are calculated at 1.5 - 2 meters. Our sawmills can only cut 4 meter logs.
With the help of programs, we calculated our deliveries for each season in production, increasing the amount of low-quality wood during the period of demand (summer, autumn), and increasing the amount of higher grades during the period of increased demand for them (winter, part of spring).
About the use of a saw blade with the best characteristics, I think everything is clear. It is also necessary to monitor the quality of the resulting cutting tools. On frame and circular saws, you need to constantly monitor the presence of all soldering, sharpening angles for each season, and rolling on both types of saws.
Sorting allows logs to be separated by diameters, flaws and defects. For example, with rot in the core, then the log is sorted and sawn into lumber, instead of being turned into a bar. Or vice versa, if the sapwood is rotten, but a beam comes out of the central part, and the log is a log - we sort it for sawing into a beam. Similarly, you need to think in terms of blueness and curvature.
Approximate yield by variety
In terms of varieties, the situation is quite interesting. It turns out that the percentage of output of premium products depends on the following factors:
- The coefficient of obtaining sawn timber from round timber. The grade does not depend directly, but indirectly. The fact is that after some kind of golden mean, the more boards we get from a cubic meter, the higher the amount of low-grade wood with wane;
- The larger the diameter, the higher the chance of getting more high quality board;
- The presence of wood defects, such as curvature, rot, blue and others, the smaller they are, the higher the percentage of obtaining a high-quality board;
- The shorter the finished product, the higher the percentage of obtaining a high quality board.
And now let's estimate approximately by diameter the percentage of obtaining first-class lumber from the total volume of boards received. To do this, I made everything in the form of a small table.
Table 1 - output of boards when sawing round wood
How does the percentage of lumber production depend on sawing technology
In addition to diameter, grade, defects (curvature) and length, the percentage of board output depends on the technology of sawing wood and the type of equipment.
There are two types of sawing technology:
- Individual cutting, the percentage of useful output approaches 75%;
- Group cutting, depending on other parameters, the useful yield can also reach 70%.
And the equipment for sawing can be the following:
- Band sawmills, they produce sawn products with minimal wood consumption rates;
- Tire sawmills produce lumber with an overestimated consumption when sawing logs, since the chain is much thicker than the ribbons.
- . On this type of equipment, it is not convenient enough to process thin wood. Therefore, it is sawn mainly from a diameter of 20 - 22 cm;
- Milling lines. This type of equipment has an advantage and a disadvantage in one person over other technologies. He saws only sorted wood;
- Circular sawing equipment cuts according to individual cuts - this is a big plus for the resulting materials, both in quality and quantity.
Related videos
And now I will answer why a high yield is not always good, but everything is simple at very high rates, the number of boards with wane increases.
It turns out low-grade lumber and its total cost from a log at a certain point becomes lower than the cost of quality materials.
Yes, and the implementation of low-quality material can be more difficult.
Good luck and see you again, Andrey Noak was with you.
The basis of a wooden house is a log house, which is a box assembled from prepared logs or timber. Logs, fastened to each other in the corners with cut-out "locks", are stacked in horizontal rows, each of which is called a "crown". In order for the cuttings to be able to support the weight of the structure, the log production technology must be strictly observed. To ensure the tightest fit of the contacting elements is the main task of builders when assembling a log house from a log.
Knowing the basic nuances and features of various types of joining logs will help you make the right choice. The technology for cutting a log house from a bar and logs differs in the way the corners are arranged, otherwise the rules are the same.
The appearance of a wooden house depends on how the log house is cut down - with or without a residue. If the log house has corners with perfectly fitted ends, then it is folded in the “without residue” way, the type of such a lock is called “in the paw”. If the logs protrude beyond the wall, the method is “with the remainder” (in Russia it is called “in the oblo”), the type of castle is “bowl”.
The main tool for cutting log cabins from a log is an ax (carpentry or adze). When working with an ax, the rings of wood that open during the cutting process are jammed, which to some extent protects it from the effects of external factors.
When using a chainsaw, the side cut of logs in a log house is smooth, the pores of the wood open and become accessible to atmospheric phenomena, which leads to rapid decay. The log house "in the paw" will last longer if it is sheathed.
Both types of lock - both "bowl" and "paw" - have different options.
Log cabin "into a bowl"(with remainder)
A simple bowl cut down in the lower crown of the log house. The design of such a bowl is a longitudinal groove having a semicircular section.
The “bowl” lock with a ridge cut at the bottom, which is designed to ensure the strength of the corner joint and seal the log house.
Castle "Kurdyuk" has a spike cut in the log of the lower crown, which is inserted into the groove made in the upper log. This type of lock is difficult to cut, but is the most reliable.
it is cut down in a log located on top, and, as it were, “slams” the bottom one - hence the name “in a clasp”.
The castle "in okhlop" has several varieties, which are based on the same elements as in the "bowl": comb and fat tail. Depending on the options for their use, the locks are called "flap with a comb", "flap with a fat tail (thorn)" and "flap with a crest and a fat tail (thorn)".
They are used, as a rule, in the construction of buildings for household purposes, since the connection density is insufficient for a residential building. This is a complex lock, cut down in two logs (upper and lower), therefore it is called double. There are only two varieties of the castle: a simple “okhryap” and “okryap with a fat tail (thorn)”.
Locks of log cabins "in the paw" (no residue)
Log cabins without a trace are called such buildings, the ends of the logs of which are at the level of the walls. Logs or beams in this case are connected by locks of the "paw" type. These connections do not differ in great strength and good thermal insulation. For a comfortable stay at any time of the year, such a log house should be faced from the outside.
Connection in a paw: 1-straight paw with a notch; 2-oblique paw (dovetail); 3-oblique paw with a notch
The “paw” can be straight, oblique (“dovetail”) and oblique with a notch (groove).
Other types of log cabin locks
The main types of log cabins and castles have been described above. In addition to them, there are a large number of other ways to build wooden houses that have different origins and features.
Hook cutting
Hook felling is a rather complicated structural method of angular connection of logs, characterized by increased strength. This type of fastening has two varieties.
In the first case, the bowl is cut down to ½ the thickness of the log. At the ends of the logs, a kind of hook is obtained, with which the logs are linked. Such a connection guarantees absolute windproofness of the corner.
Hook connection: 1-walls are rounded inside; 2 - the walls inside are even.
A distinctive feature of the second option is that, due to the logs hewn on one side, the walls inside the building are smooth. Thanks to this, the useful area of \u200b\u200bthe room is significantly increased.
Finnish log house
Finnish bowl (Finnish groove)
Cutting a house according to Finnish technology is similar to the Russian "bowl". The difference is in the radius of the interventional groove (it must be less than the radius of the bowl) and its configuration. The Finnish groove has two “spikes” on the bottom, and grooves are made on top. As a result, the crowns fit snugly against each other, the blowing of the walls decreases. The mezhventsovy sealant is completely in the groove, and not outside it, and is not exposed to moisture, leading to damage to the wood.
Swedishlock
The Swedish cabin is fundamentally different from all the others, first of all, by its appearance - aesthetic and very creative. Hexagon - this is the shape of the ends of the logs. The bowl, respectively, is not round, but in the shape of a trapezoid. Cutting a Swedish log house is very labor-intensive, so it is done when there is a need for beautiful unusual corners.
Norwegian logging is a technology widely used in Scandinavian countries - Finland, Sweden, Norway. Therefore, the names "Norwegian" and "Scandinavian" felling are identical.
Carriage (semi-beam) - a building material from which a Norwegian frame is made. The carriage is a thick pine trunk hewn on both sides. Corner connection "Norwegian castle" or "carriage house" is one of the most reliable technologies for building wooden houses.
A distinctive feature of the Scandinavian castle is its wedge-shaped section. A spike in the form of a wedge, cut in the upper log, when assembling the log house, "sits down" in the groove made in the lower log. From the outside, the design looks like a saddle.
Wooden house in Scandinavian style looks monumental and neat. Thick logs reduce the number of crowns, therefore, the log house has significantly fewer “cold bridges”.
Smooth walls inside the room make the interior of the Scandinavian house very stylish.
Canadian felling of log cabins is a technology similar to Scandinavian: the corner connection is made like a Norwegian lock with a wedge-shaped spike. Round logs are used, in which a trapezoidal cup is cut. The insulation is immediately cut off when laying so that water does not get into it. The result is walls without gaps and crevices that look like a solid array.
A simplified version of the Canadian felling is a felling "in the saddle". Due to the absence of a spike and a groove for it (a distinctive feature of this type of cutting), the tightness of the corner is significantly reduced, which makes the frame short-lived.
Log house "to the pole" ("to the zabir")
This ancient technology of wooden construction is rarely used today. In this way, log cabins were cut for utility buildings. The principle of the device of this type of log house is fundamentally different from all traditional ones. Logs with spikes at the ends are stacked between vertically dug posts with cut grooves. Making a log house “in a pole” does not require much time and special skill of builders.
So, we examined the features of making log cabins from logs. In addition to logs, another type of lumber is used in wooden housing construction - timber. Houses made of timber, as well as log houses, have a log house base, but corner joints are made in a slightly different way.
Log cabins from timber
The classification of types of corner joints when cutting log cabins from a bar is the same as for log cabins. A log house from a bar can be with a remainder (“into a bowl”) and without a remainder (“in a paw”), locks have the same names: “in okryap”, “in a fat tail”, “in half a tree”. The only name that cannot be used is “in the oblo”: the beam has a rectangular shape and it is not possible to make a rounded (blown) cut in it.
However, there are methods of corner cuts that are unique to this type of building material - “on spikes” (radical or plug-in).
The connection of the beams in the log house (with or without residue) is called docking. Consider the main methods of docking.
Docking timber with the rest
"In half a tree"
Connection "in half a tree"
This method of docking (the simplest) involves cutting a rectangular groove half the thickness of the beam deep - hence the name.
"Into the tail"
An additional spike provides a strong and reliable docking of the bars. For the quality execution of this type of connection, carpenters with a high level of skill are required.
"Okhryap"
A connection in which the main task is to correctly calculate the width of the jumper. When working with a beam, due to its standard geometry, cutting can be done using a template (unlike working with a log). Error-free sawing contributes to a significant acceleration of work.
Docking timber in the corner without residue
In the construction of houses and baths from timber without a trace, the traditional types of locks are "half a tree" (with even parallel edges), and "in a paw" (with edges that have the shape of a trapezoid). The second type of connection is a little more complicated, but it guarantees greater protection of the corner from drafts.
Beam connection: a - in half a tree, b - in a paw
Spiked connections (in a warm corner)
With this method of sawing a beam, a spike inserted into the groove protects the corner from freezing and blowing due to the resulting air lock. The connection of the timber "in a warm corner" in itself guarantees the absence of cracks, and an effective addition is the punching of all joints with jute.
Cutting "into a warm corner" is the most commonly used method of joining beams in Russia.
straight spike
Connection in a warm corner - straight spike
A straight spike is used in the construction of buildings with a wall equal to the length of the timber. When cutting a log house, it should be borne in mind that the size of the groove is determined by the size of the spike, that is, it is necessary to maintain a balance. If the spike is large, then the groove, respectively, should also be the same. Too deep a groove can weaken the beam, which will affect the strength of the connection, so careful calculations must be made before felling.
A properly designed corner resists wind and other loads well.
The uniformity of shrinkage of the log house from the beam guarantees the preservation of the weak part of the beam in the corner.
half dovetail
Connection in a warm corner - half dovetail
A distinctive feature of this type of lock is a spike up to 5 cm wide, having the shape of a cone. The cone securely holds the bars, which makes the frame more durable. The tenon size limit is set so that during the shrinkage process, the beam in which the groove is made does not crack.
Making a half dovetail stud is not particularly difficult for a specialist. To speed up the work, you can use a template. Such a connection is used when the length of the wall exceeds the length of the beam.
A triangular-shaped corner spike is used quite rarely, since the knot is less durable, although there are no through slots in it. The technology for sawing a corner spike does not differ from those mentioned above. A builder who is skilled with a chainsaw only needs to make a slight turn of its tire to get this kind of connection.
Frame-beam technology
This technology is similar to the above-described method of felling a log cabin "into a post" ("to a fence").
The frame is vertical racks with grooves. Bars with ready-made spikes of the desired shape at the ends are stacked on top of each other. The spikes inserted into the grooves make the corners airtight and reliable. Since the joint itself is not visible, the structure has a very neat appearance.
The use of a single template for all spikes gives a significant advantage in the time of making a log house and in the ease of its installation.
Log house fixing
A very important point in the construction of log cabins, both log and lumber, is the fastening of the elements to each other. The need for this procedure is explained very simply: the tree dries out over time, as a result of which logs and beams can change shape or turn around. The log crowns thrown out in different directions are not a pleasant sight. Well, living in such a building (it’s already difficult to call it a house) can’t be discussed at all.
What are collected
Fastening elements are metal and wooden.
It should be noted right away that nails are not used in wooden log house construction! Only non-drying glued laminated timber can be fastened with metal studs.
In all other cases, the frame is assembled on wooden fasteners - dowels and dowels.
This approach is argued by the fact that drying wood will simply “hang” on metal studs that do not change in size, as a result of which large gaps appear between the crowns.
"Nagel" in German means a nail. In practice, this is a round, triangular or square long bar. In wooden housing construction, round dowels are used. Square and triangular dowels are more complex in execution, therefore they are used less often.
Bars with a diameter of 25-30 mm are hammered into drilled holes with a diameter of 1-2 mm less. For the manufacture of dowels, hardwood is taken - spruce, oak or birch. There are certain requirements for this type of fastener - the moisture content of the wood is not more than 12%, the absence of knots or other defects, treatment with antiseptics is mandatory. Compliance with these standards guarantees the strength of the entire structure.
The length of the dowel depends on the cross section of the beam. The formula for calculating the length is very simple: the height of three bars (crowns) is multiplied by 0.8.
The assembly of the log house on wooden dowels is carried out in the following order: first, the lower 2-3 crowns are fastened, then the two rows laid on top are attached to the upper beam or log from the first bundle. Such an algorithm is maintained until the end of the assembly of the log house, that is, until the full "climb".
The arrangement of dowels for a log house is carried out in this way: in the lower bundle, the first dowel is installed in the middle of the log at a distance of 200-600 millimeters from the edge (end), the next - after 1.5-2 meters. In the second bunch, the pins are hammered in a checkerboard pattern relative to those already installed. It is very important to observe the checkerboard order - the dowels should not fall on each other!
Holes for pins are drilled to a depth slightly greater than the length of the bar - during shrinkage, the log or bar should “sit down” in place, and not hang on the mount.
Experienced craftsmen use little tricks when working with dowels. For example, to make the depth of the holes the same, a tie is made on the drill with masking tape or colored electrical tape, which helps to navigate. Or they use machine oil (working out) for smooth entry of the bar into the groove - extra blows can lead to cracking of the wood. Efforts and strictly vertical direction of impact on the dowel during driving should be controlled.
Real pins are expensive. But on sale there are various lumber from which they can be made. The most budget option is a dry "elite" board without defects, sawn and cut into bars of the desired size.
A suitable alternative is ready-made cuttings of a suitable diameter (for mops or rakes) - you just need to remove the knots and cut into pieces of the required length.
Dowels
Dowels are an analogue of dowels. But the dimensions of the dowels are such that they can fasten only a couple of logs (crowns). Drilling additional holes in both the bottom and top logs takes time and a certain amount of precision. Installing crowns on dowels is quite hard work. For these reasons, the assembly of log cabins from a log or timber onto dowels is an unpopular method.
Design features of the log house
Technologies of wooden housing construction have their own characteristics associated with the specific qualities of the building material - wood. Shrinkage, shrinkage, exposure to the external environment - these indicators are inherent only in wooden structures. Therefore, during construction, special techniques are used, without the use of which logs stacked on top of each other will not be a log house (the basis of a house).
Prepared log a - compensatory cut, b - lunar groove
Longitudinal grooves
The log house should be cut in such a way that there are no gaps in the walls. This requires cutting longitudinal grooves.
The width of the groove depends on the climatic conditions in which the residential building is being built. Winter temperatures, reaching 30 ° below zero, are not terrible if its width is more than 12 centimeters. If the frost reaches a 40-degree mark and below, the groove should be 14 cm wide.
A semicircular groove, also called "lunar", is cut down along the entire length at the bottom of the log. Since the log is laid on top, rain and snow water cannot penetrate into the interventional space.
The radius of the lunar groove affects the quality of the fit of the logs: its smaller size (compared to the log itself) allows you to lay a layer of insulation in the resulting space, the protruding edges of which should be protected from moisture. In the case when the diameter of the groove is equal to the diameter of the log, gaps are formed between the crowns. The fact is that, as a result of uneven shrinkage of the logs, the crowns cannot sit in the right place so that the joint is sealed. Such walls require mandatory insulation.
Compensation cut
This design feature protects the logs in the log house from the formation of cracks that appear under the influence of moisture. Wood is a natural material that is very susceptible to its influence.
The task assigned to the compensation (or unloading) cut is to minimize the number of cracks, and give those that have appeared a single direction.
Perform propyl - one of the most difficult operations - can only be a specialist with experience. This is almost a jeweler's work, since the cut must be made to a certain depth (no more than 1/3 of the diameter) and the entire length of the log, without touching the locks. If the slightest mistake is made, the cut can become a conductor of cold into the house.
Conclusion
It is not difficult to choose the appropriate method for making a log house from a bar or log if there is a clear idea of what kind of house you need - winter or summer, large or small. In any case, if everything is done according to the rules and without mistakes, it will be an absolutely unique building, because a tree is a true gift of nature!
Wood is one of the most common building materials on earth, dating back centuries. Houses, baths, churches are built from wood, elite cottages and temporary buildings are erected. The ubiquity and availability of wood provide this material with increased attractiveness in the eyes of developers.
Our portal has already told in detail, and. We continue the series of articles we started.
So, from our material you will learn:
- How to build warm and comfortable logs.
- How to calculate the required wall thickness.
- What features you need to pay attention to when choosing the width of the groove.
- What are the types of cutting.
- What are the nuances you need to know before starting the construction of a log house.
Calculation of the thickness of the walls of the log house and the diameter of the log
Will it be warm in a wooden house if the diameter of the logs is 25, 30, 35 or more cm. This is one of the main questions that any developer who wants to build a house from a debarked or rounded log should ask himself. Agree that it is unreasonable if it later turns out that the thickness of the walls is not enough to comfortably survive the harsh winter. Insulating the house from the outside or from the inside is also not an option: all the aesthetics of the log will disappear. It remains to intensively heat the log house and increase energy costs or pre-calculate the sufficient thickness of the walls in relation to the region of residence.
In one of our past articles, we have already described in detail for a stone house. At first glance, it seems that it is easy to make a calculation for a log house - you need to find out the required normalized thermal resistance of the walls (R) in your region of residence. To do this, we find this data on the Internet. For example, for simplified calculation(for Moscow and the Moscow region) we take R = 3.0 (m² * ° С) / W.
Now we need to find out the actual value of the heat resistance of a wall made of a log of a certain diameter. After that, we will be able to find out (based on the calculation) whether the heat transfer resistance meets the standards. To do this, use the following formula:
R= d/λ, where:
d is the thickness of the material;
λ - coefficient of thermal conductivity of the material W/(m·°C).
This is where the first pitfall lies. The coefficient of thermal conductivity of wood (λ) is presented in the following table:

As you can see, it contains three values. Which one to take, and what do “normal” and “wet” conditions mean?

Hermes-sz FORUMHOUSE user
The coefficient of thermal conductivity of the material (including insulation) largely depends on its humidity. And the operational humidity of the material depends on the climatic zone and the mode of use of the room.
For example, the thermal conductivity of pine and spruce (in a dry state) across the fibers (thermal energy from a wooden house goes out across the log ) is 0.09 W/(m °C). Under normal operating conditions (A) and during operation in a humid area (B), the thermal conductivity of the material increases and amounts to 0.14-0.18 W/(m °C).
If the material is waterlogged, its coefficient of thermal conductivity increases, and the thermal resistance of the structure decreases. So, for an approximate calculation let's take the following value: the material of the walls is pine, the coefficient of thermal conductivity of the material (the average value under normal operating conditions) is 0.15 W/(m °C).

Most often, the coefficient of thermal conductivity of materials and heaters is indicated in a dry state, i.e. obtained from laboratory tests that differ from actual operating conditions. This must be remembered when making an independent calculation.
So, we figured out the coefficient of thermal conductivity of the tree. It remains to choose the thickness of the wall for which you want to calculate. And here lies the second pitfall. The logs are stacked on top of each other, i.e. there is a groove. Moreover, depending on the diameter of the log (D), the requirements of the customer, the width of the groove (H) changes, and hence the actual width of this node in relation to the thickness of the log. This relationship is shown in the following figure.

It can be seen that with the same diameter of the logs, depending on the design features of the junction of the logs, the width of the groove can vary. Therefore, it is impossible to simply substitute the thickness of the selected log into the above formula. We need some common denominator that can be used for calculation. To solve this problem, we will use the experience of the user of our portal with the nickname zaletchik.

zaletchik FORUMHOUSE user
I want to live in a log house. There is no gas at the site, and it is not expected. Region of residence - Moscow region. This means that the issue of reducing heating costs is acute. I am going to heat the house with a diesel-fueled boiler. These input data forced me to study the thermophysical properties of the log house.

At first zaletchik calculated the thermal characteristics by calculating the average value of the thickness of the enclosing structure. This approach was not entirely correct, because. heat losses were considered directly proportional to the wall thickness. As a result of brainstorming and communication with FORUMHOUSE users, zaletchik made a better calculation.

For the correct calculation of the thermal conductivity of the walls of a log house, I calculated the thickness of a log house made of timber, which has the same thermal insulation properties as a log house made of a log of a certain diameter (D).
Leaving beyond the scope of the article the details of the calculations, which can be found in the topic, we will immediately move on to the obtained coefficients that we need for the calculation.
For different values of ε (H/D ratio of groove thickness to log diameter) the corresponding values of μ (Heff*D the ratio of the thickness of the beam to the diameter of the log having the same heat transfer properties). The results are summarized in a table.
For clarity, consider the following example. Let's say the diameter of the log used in the construction of the log house is 45 cm. The width of the groove is 23 cm. Hence: ε = 23/45 = 0.5. Now we find in the table the value of μ corresponding to the received figure. This is 0.83. Next, we find the thickness of the wall made of timber, in relation to the diameter of the log, which have the same heat-conducting properties: 0.83 * 45 = 37.4 cm. Convert to meters - 0.374 m.
R = d/λ, where:
d is the thickness of the material;
λ - coefficient of thermal conductivity of the material W/(m·°C). In our version, pine logs are 0.15 W/(m °C).
R = 0.374/0.15 = 2.49 (m²*°С)/W
Or, you can use this formula:
R = μD/λ, where:
μ - coefficient, taken from the table above;
D - log diameter in m;
λ is the coefficient of thermal conductivity of wood.
R \u003d 0.83 * 0.45 / 0.15 \u003d 2.49 (m² * ° C) / W

One of the factors determining the heat resistance of walls is the diameter of the log and the type of wood.
Earlier we indicated that for Moscow and the Moscow region R = 3.0 (m²*°С)/W. Based on the result obtained, for walls made of pine logs, R = 2.49 (m² * ° C) / W. Those. the wall does not reach the regulated value of heat resistance. You can increase the diameter of the log or choose another wood - cedar pine. The thermal conductivity coefficient of this material (leave the log diameter and groove width unchanged) is 0.095-0.10 W/(m °C).
We make a calculation.
R \u003d 0.83 * 0.45 / 0.10 \u003d 3.74 (m² * ° C) / W
That is, the norm for the actual heat transfer resistance is exceeded.
You can go the other way and use a different formula to find out the required diameter of the log from the ratio: the width of the groove is half the diameter of the log.
D = Rtp*λ/0.83, where:
Rtp - regulated thermal resistance of the wall;
λ is the coefficient of thermal conductivity of wood;
We do the calculation for the pine.
D \u003d 3.0 * 0.15 / 0.83 \u003d 0.54 m.
Using this technique and "playing" with different values - changing the diameter of the log, the width of the groove, wood - you can make an independent calculation and choose the optimal thickness of the wall of a log house.

My great-grandfather and grandfather were specialists in the construction of log cabins, logging and woodworking. From them I learned about the required groove width of 1/2...2/3 of the log diameter.

Also, the thermal efficiency of a log wall is affected not only by the width of the groove, but also by the profile of the log - its cross section: round or so-called. semi-log, hewn on both sides - gun carriage. By cutting wood, we reduce the heat resistance of the wall, because. the log in the wall works with all its section.

Of course the results this simplified calculation indicative. Most of the heat loss in the house occurs through windows, ventilation system, roof and foundation. Those. a warm wooden house is a balanced system where all nodes work in close cooperation and correspond to each other. It makes no sense to make walls from logs with a diameter of 0.4-0.5 meters and choose a wide groove, if the house is blown through the cracks, a corners freeze through.
Log cabin features
To choose the best option for cutting a log house and thereby make it warm, you need to understand what options for cutting exist and how they differ from each other. First you need to define such concepts as cutting and crown.

A cut is a connection of various wooden parts of a log house to each other.

With proper cutting, the loads are evenly redistributed between the logs. To do this, all parts in contact must fit snugly against each other. Also, moisture should not accumulate in these places, which over time can cause wood decay.
Crown- This is a log house, consisting of four logs laid in a horizontal plane. At the corners, the crown is connected by a notch. In the process of building a house, the crowns are stacked on top of each other - a wall is obtained.

It should be remembered that the number of crowns depends on the diameter of the log and the width of the groove, which affects the consumption of material, and therefore the final price and thermal properties of the log house. For example, to build a wall 3 meters high from a log with a diameter of 25 cm and 40 cm, a different number of crowns will be required. When building a house from a log of a larger diameter, the number of cuttings, locks, and interventional joints is reduced. Those. places that can subsequently be blown through, which will lead to heat loss.

When choosing a log for a log house, it is necessary to strike a balance between the diameter of the log, its cost (the price for the material) and the price for working with such a log.
It is physically more difficult for craftsmen to work with a log of large diameter. It may also require the use of special equipment - a crane.
In addition, when choosing a debarked log as a building material, we remember such a parameter as taper.
Escape- the difference in the thickness of the log in the ratio of the diameter of the butt and the top. A debarked log that has not undergone machine processing, unlike rounded logs, cannot be completely even. Its lower part (especially with a large log length) is always thicker than the top. To make the wall smooth, when building a chopped house, the craftsmen, when laying crowns, alternate logs of different thicknesses.

The cutting itself is usually divided into two types:
- No residue (in the paw).
- With the rest (in the bowl).
Cutting without a trace or in a clean corner, involves the maximum use of the entire length of the material.

With such a felling, a right angle is obtained, which increases the useful area of \u200b\u200bthe house and reduces the consumption of logs. But, based on practical experience, we can say that this type of angle is prone to freezing. To avoid this, back in the old days, the corners of a house cut down “in the paw” were sheathed with overhead boards, or, alternatively, the house was subsequently lined with bricks. This prevented freezing and blowing corners.

Cutting with residue- more expensive, but also more heat-efficient option. Because the ends of the logs protrude at the corners of the house, this node is more protected from blowing, pouring rain and freezing.

Leaving out of the scope of this article all the variety of different types of felling, we will focus on the key features of the three main types of felling. This is:
- Russian felling;
- Canadian felling;
- Norwegian felling.
In our country, traditionally wooden houses are built from round logs. A semicircular groove is made along the log. The corner lock is made by cutting into the “oblo” into the bowl. The name comes from the word "blank", i.e. round. The bowl can be positioned up or down.

If the bowl is located downwards (cutting the bowl into a fold), then such a connection is considered more moisture resistant, and the log is better preserved.

When choosing this type of felling, one nuance must be taken into account.

The main disadvantage of Russian felling is that the logs dry out along and across the fibers differently. As a result, after shrinkage, the logs do not sit tightly enough in the log house.
With a decrease in the diameter of the log, the shape of the connecting bowls changes. The bowls open and from semicircular become oval. Cracks appear. As a result, the log house has to be caulked again. In addition, open insulation is exposed to adverse atmospheric phenomena. It is saturated with water, and the logs may begin to rot.

This disadvantage is devoid of a log house made in Finnish. The principle is the same as in the Russian cabin, except that in this version the interventional groove is made with a smaller radius (oval). Thus, the upper log rests on the lower log only at the edges (undercut).

As a result, when the logs shrink, the edges of the interventional groove do not open, the logs sit tightly, there are no cracks, and the insulation is not affected by wind and rain.
The economic efficiency of sawmill production largely depends on the degree of use of raw materials. The equipment used in production, rational cutting of logs according to optimal deliveries, competent cutting planning determine the efficient use of resources and, accordingly, high product quality.
The main schemes for cutting sawn raw materials
Methods and schemes for cutting logs directly depend on the requirements for the quality and dimensions of the products produced, the characteristics of the raw materials and the type of equipment used.
The main methods of sawing logs
a - waddle; b - with a bar; b '- with the receipt of two bars; b "- waddle bars; in - sector; in '- sawing the sector into radial boards; in "- on tangential boards; g - segment; g '- breakup-segment; g "- beam-segment; d - circular; 1 - unedged boards; 2 - edged boards; 3 - rail; 4- bars; 5 - parts of logs in the form of sectors; 6 - parts of logs in the form of segments; 7 - one-sided edged boards
cutting logs waddle consists in its division along parallel planes by one or more cutting tools. This scheme allows you to get unedged boards with different arrangement of layers relative to annual layers. The method is rational when cutting logs up to 18 cm in diameter and for sawlogs with trunk curvature (most often used in cases of cutting birch raw materials, which have simple or complex curvature in 70% of cases).
Unedged boards obtained after cutting at random are processed into edged boards or transferred for cutting into blanks in an unedged form.
In the event that the predominant quantity of finished products must have established cross-sectional dimensions, the cutting method is used. with bar. This scheme is also used for cutting logs of large diameters in the production of general purpose lumber.
Sawing with a bar is carried out on multi-saw equipment in two passes. At the same time, at the first stage, bars are obtained from roundwood with a thickness equal to the width of the required board. Then these bars are divided into boards of the required dimensions in thickness.
For cutting large-sized ridges, they are used segment and sector methods. It should be noted that these schemes are specific and are used in special types of production for the production of tangential and radial lumber.
Individual cutting of large logs and logs with internal rot is carried out in a circular way.
Processing of round wood by milling
The formation of the section of sawn raw materials by milling is carried out by combining this method with sawing. In this case, three main cutting schemes are used:
- obtaining a double-edged beam at the first node;
- obtaining unedged boards and two-edged timber on the head machine;
- obtaining a profiled beam with dimensions corresponding to the cross-sectional dimensions of edged lumber with the development of boards on one equipment.
Double-edged timber is a semi-finished product for the further production of edged lumber by dividing the timber into boards.

The main methods of cutting logs by milling
a - obtaining a two-edged beam on the head machine; b - obtaining a two-edged beam and unedged boards; c - obtaining a profile bar; g - obtaining long edged lumber; e - obtaining edged lumber of various lengths; e - obtaining edged lumber of various lengths and widths; 1 - lumber zone; 2 - edged lumber; 3 - curly timber; 4 - two-edged timber; 5- unedged lumber
The concept of setting for sawing round wood
A set is a set of saws, clamping and inter-saw spacers installed in a saw frame to obtain sawn materials with specified thickness parameters.
In other words, a delivery is a plan-scheme for sawing sawmill raw materials (logs) of uniform quality and size into products of specified parameters and quality.
When sawing in a waddle, the setting is implemented by a digital series showing the thickness of the sawn boards in millimeters:
19-19-32-32-19-19.
This row of numbers means that two boards 32 mm thick are cut from the central part of the log, and four boards 19 mm thick are cut from the side parts.
When breaking up with a bar, for example, the setting is written in two rows of numbers, for sawing a log (first pass) and a beam (second pass):
19-19-150-19-19 (first pass);
19-32-40-40-32-19 (second pass).
As in the previous example, these numbers mean that on the head machine of the first row, on which the log is sawn, one beam with a thickness of 150 mm is obtained and, accordingly, four unedged boards of 19 mm each (two on each side), and on the machine of the second rows, the resulting timber is sawn into boards with a thickness of 40, 32 and 19 mm.
When sawing logs on single-saw machines, the setting determines the order of cutting.
Drawing up deliveries
The preparation of the set essentially means determining the optimal dimensions and proportions of the boards in terms of thickness, ensuring the rational use of the cross-sectional diameter of the log.
Basic rules for compiling a delivery:
- postavy should be symmetrical;
- in one set there should not be boards that differ in thickness by less than 5 mm;
- start drawing up the set with the largest lumber in terms of cross-section;
- the dimensions of the thicknesses of the boards should decrease from the axis of the log to the periphery;
- do not provide for sawing out more than two thin (16, 19 mm) boards at the edge of the set when cutting raw materials on sawmill frames;
- choose the height of the timber on the first pass according to the width of the leading boards in the specification according to the dimensions of the thicknesses of the boards;
- the face of the timber, sawn in the second pass, sawn into boards of equal thickness;
- when compiling deliveries for lumber without specifying specifications, use tabular or graphical methods;
- when sawing using the method with a bar, determine the thickness of the bar from the ratio (0.06-0.08) of the top diameter of the log - d;
- the setting should not exceed the value of the maximum coverage of the diameter of the log;
- determine the smallest thicknesses of the central boards according to this table:

Graphical method of drawing up assignments
It is possible to draw up a rational delivery in accordance with GOSTs without specifying specific cross-sectional dimensions (without tasks in the form of specifications) - using special graphs.

An example of using the graph of the limiting thicknesses of lumber according to P.P. Aksenov
In order to determine the limiting thicknesses on the abscissa axis, the distance from the axis of the set to the inner part of the face of the set of the required board is plotted. Then a vertical line is drawn until it intersects with an inclined line that corresponds to a given diameter, and the resulting intersection point is taken down to the coordinate axis.

Graph of optimal lumber thickness according to G.G. Titkov
To obtain a high percentage of lumber from round logs at the output, several different technologies are used, including certain cycles of actions. The time of sawing round wood and the labor intensity of the process varies, depending on the chosen processing method, the place of work, the season. So, some enterprises build shops for the primary processing of raw materials near the place of logging and save on this.
Not only trunks are processed, but also large branches. Roundwood is sorted by size and bark. Trunks that have not passed sorting are used in the future for rough work (production of scaffolding, etc.). When accepting raw materials from the supplier, not only the cubic capacity is checked, but also the presence of damage, rot, knots - such materials do not meet the technical specifications. Flaws in wood reduce the percentage of finished products at the output, and knots can damage equipment.
Before sawing, trunks are often debarked (removal of bark on a special machine) - this process is optional, but considered economical:
- due to the absence of stuck pebbles and sand in the bark, the saw is preserved from premature wear;
- improves the quality of chip material;
- some enterprises do not accept slabs from unbarked logs for processing;
- the error of the results when sorting the forest with the help of electronics is reduced.

Types of wood cutting

First of all, you need to decide on the type of cut - there are several of them. Tangential - the cut goes tangentially to the growth rings, the surface is obtained with patterns in the form of rings, arches. Boards obtained in this way are cheaper, but have high percentages of shrinkage and swelling.
Radial - a cut along the radius, perpendicular to the annual rings, the pattern is uniform, the output of the board is small, but it is of high quality and greater strength.
Rustic - carried out at any angle, defects, knots, sapwood, etc. are visible.
Cutting methods
For each specific case, a cutting method is selected.
Vrazval - the most economical, almost no waste, a high percentage of finished timber. The output is unedged boards and two slabs.
With a bar - first they get a two-edged bar, unedged boards, two slabs. Then the beam is sawn perpendicular to the saw cut into edged boards, two unedged boards and two slabs are obtained along the edges.

Sector - first, the log is sawn into 4-8 sectors, and then each of them into radial or tangential materials. Sometimes several unedged boards are sawn in the center.
Split-segment - with such a cut, two or more unedged boards are cut in the center of the trunk, and edged one-sided boards are sawn from the segments on the sides.
Beam-segment - similar to break-segment, only in the middle of the log a two-edged beam is cut, which is then sawn into edged boards. The yield of lumber is high.
Circular - after sawing off one or more unedged boards, the log turns 90 0 and the next boards are sawn off. This method is used when a large log is affected by heart rot in the center. With its help, healthy wood is separated from low-quality wood.
Aggregate - with the use of milling tools and circular saws, along with high-quality lumber, technological chips are obtained at the output (instead of slabs and slats). Such complex processing of the forest allows rational use of raw materials and labor costs. It turns out waste-free production of finished lumber.
Required tool

The choice of tools depends on the quantity of the planned finished product, its quality and the size of the products. Most often, the cut is performed with a circular saw. At certain stages of production, the use of special machines is required.
The circular saw makes precise cuts in any direction, perfectly copes with any size log, suitable for professional and home use.
It is used for home use when it is necessary to prepare a small amount of lumber. It is easier to do more difficult work with a chainsaw than to buy expensive equipment. It will only need a special nozzle, a fixative for the trunk and cutting guides.
Bark removal machines. They are quite expensive, but with regular use in an enterprise where large amounts of work are performed, they quickly pay for themselves. It is not necessary to use them, but it is desirable, because a number of economic advantages and conveniences in the production process can be obtained by doing so.
And you will also need:
- Disc machine - for obtaining unedged materials from the forest at the exit.
- The band sawmill produces high-quality lumber and a low percentage of waste.
- Frame sawmill - does not need a foundation and can be installed directly in logging sites.
- Universal machines are able to produce high-quality material even from low-grade wood.




In order to obtain ultra-precise and high-quality products, entire complexes of modern equipment are installed at enterprises with mass production, and sawing wood is carried out of any complexity.
Technological map of sawing
To calculate the optimal percentage of obtaining finished lumber from a log, a map of sawing the forest is drawn up. These calculations can be done independently or using a special computer program. Such information can still be obtained in the usual directory, which contains information on sawmilling.
The cutting map allows you to determine how many finished products will be at the output, what percentage of waste will be recycled. Based on these data, you can determine the final cost of production. The result can largely depend on the type of forest. There are some measures to increase the yield of lumber.
The percentage of lumber output is ready-to-use, usable wood. Waste - raw materials for the production of MDF, chipboard, fiberboard. These volumes will depend on the diameter of the tree, the types of solid wood products manufactured, and the sawing option.
Percentage of round timber
An accurate count of each cubic meter of wood, an expensive natural raw material, is important at every woodworking enterprise. Cubic meters of roundwood are calculated in several ways.

By volume of transport. For each type of transport, its own cubic capacity of the forest is calculated and established. For example, a wagon holds 70.5 cubic meters of round wood. Then in three wagons it will be 22.5 cubic meters. This method of counting speeds up the acceptance of raw materials, this is especially important with a large amount of incoming cargo. But at the same time, there is a large error in the results of calculations in this way.
Calculation for the volume of one trunk. If the entire logging consists of timber of the same size, then by counting the volume of one, you can count them all and multiply by the cubic capacity of one. This method is more accurate, but it requires a lot of time and attracting more workers to receive the goods.
Automated systems with measuring frames. These measurements give higher percentages of accuracy than those taken by humans. When the logs pass through the measuring frame, all thickening and curvature of the trunk and even knots are taken into account. In this case, you can immediately sort the trunks.
A method of calculation by multiplying the volume by a factor. The height, width, length of the stack is measured and multiplied by a factor. This calculation is fast, but with a low percentage of accuracy. It is used when it is urgent to determine the number of cubic meters.

Dependence of the final yield percentage on sawing technology
To increase the yield of finished lumber, it is necessary to optimize the sawing process itself. This is especially true when working with workpieces that have curvature, damage or other flaws:

- First, you need to select and put into production only high-quality wood.
- Then select trunks with damage at the ends (rot, cracks) and trim these places.
- With a section of the trunk with a rotten core, it is necessary to remove it, and cut the remaining wood into lumber. They will be shorter, but better quality.
- And also for obtaining a high-quality board, the circular cut method is suitable.
- Higher percentage of yield when sawing timber with a large diameter.
The output also depends on the quality of the log, the type of wood, the equipment used. New high-quality, well-tuned equipment allows you to process trunks almost without loss.
The efficiency of cutting the forest can be increased if special measures are taken in advance. To do this, you need to make accurate calculations using digital programs. If this is done manually, then the percentage of marriage in the output will be greater. It should be taken into account in advance that a greater percentage of sawn timber is obtained from coniferous forests. Because their trunks are even, large, less prone to decay and therefore almost without marriage. From deciduous, a large volume is often discarded.
For the rational use of wood, it is better to take short logs. But in domestic production, trunks with a length of 4 m or more are usually taken for sawing. Because of their curvature, the output is a large percentage of marriage.





