ความแข็งของทองเหลือง L63 หลังจากการหลอม การหลอม การชุบแข็ง และการบำบัดความร้อนของทองเหลือง
เนื่องจากมีค่าการนำความร้อนสูง ปัญหาเรื่องการชุบแข็งจึงไม่เกิดขึ้นในระหว่างการอบชุบด้วยความร้อนเสริมความแข็งแกร่งของโลหะผสมทองแดง ด้วยขนาดของผลิตภัณฑ์กึ่งสำเร็จรูปและผลิตภัณฑ์ที่ใช้ในทางปฏิบัติ พวกมันจะถูกเผาผ่าน
ทองแดงและโลหะผสมที่ทำปฏิกิริยากับออกซิเจนและไอน้ำที่อุณหภูมิสูงขึ้นอย่างน้อยก็เข้มข้นกว่าอลูมิเนียมและโลหะผสม ด้วยเหตุนี้ จึงมักใช้บรรยากาศในการป้องกันในระหว่างการอบชุบด้วยความร้อนของผลิตภัณฑ์กึ่งสำเร็จรูปและผลิตภัณฑ์ที่ทำจาก ทองแดงและโลหะผสม ในขณะที่เทคโนโลยีการรักษาความร้อนอลูมิเนียมบรรยากาศการป้องกันนั้นหาได้ยาก
การหลอมทองแดงและโลหะผสมจะดำเนินการเพื่อกำจัดความเบี่ยงเบนเหล่านั้นจากโครงสร้างสมดุลที่เกิดขึ้นระหว่างกระบวนการแข็งตัวหรือเป็นผลมาจากการกระทำทางกลหรือการบำบัดความร้อนก่อนหน้านี้
การหลอมให้เป็นเนื้อเดียวกันเกี่ยวข้องกับการให้ความร้อนแก่แท่งโลหะจนถึงอุณหภูมิสูงสุดที่เป็นไปได้โดยไม่ทำให้ส่วนประกอบโครงสร้างของโลหะผสมหลอมละลาย ปรากฏการณ์การกลายเป็นของเหลวในทองแดงและทองเหลืองพัฒนาไม่มีนัยสำคัญ และการให้ความร้อนแก่แท่งโลหะสำหรับการบำบัดด้วยแรงดันร้อนก็เพียงพอแล้วสำหรับการทำให้เป็นเนื้อเดียวกัน
โลหะผสมทองแดงหลักที่จำเป็นต้องมีการหลอมให้เป็นเนื้อเดียวกันคือดีบุกสัมฤทธิ์เนื่องจากองค์ประกอบของเฟสของเหลวและของแข็งในระบบ Cu-Sn นั้นแตกต่างกันมากดังนั้นจึงเกิดการสร้างของเหลว dendritic ที่เข้มข้น
อันเป็นผลมาจากการหลอมให้เป็นเนื้อเดียวกันทำให้ความสม่ำเสมอของโครงสร้างและองค์ประกอบทางเคมีของแท่งโลหะเพิ่มขึ้น การหลอมให้เป็นเนื้อเดียวกันเป็นหนึ่งในเงื่อนไขในการได้รับผลิตภัณฑ์ขั้นสุดท้ายคุณภาพสูง
การหลอมด้วยการตกผลึกซ้ำเป็นหนึ่งในขั้นตอนทางเทคโนโลยีทั่วไปในการผลิตทองแดงและโลหะผสมกึ่งสำเร็จรูปโดยใช้พื้นฐานดังกล่าว
อุณหภูมิของการเริ่มต้นของการตกผลึกซ้ำของทองแดงจะเพิ่มขึ้นอย่างมากโดย Zr, Cd, Sn, Sb, Cr ในขณะที่ Ni, Zn, Fe, Co มีผลอ่อน การเพิ่มขึ้นของอุณหภูมิของการเริ่มต้นของการตกผลึกซ้ำเมื่อมีองค์ประกอบหลายอย่างพร้อมกันนั้นไม่ใช่การเติมแต่ง แต่จะเกินการมีส่วนร่วมเล็กน้อยจากสิ่งเจือปนที่มีประสิทธิภาพมากที่สุด ในบางกรณี เช่น เมื่อนำตะกั่วและซัลเฟอร์เข้าไปในทองแดง ผลรวมจะสูงกว่าผลเดี่ยวๆ ทองแดงที่ถูกกำจัดออกซิไดซ์ด้วยฟอสฟอรัสซึ่งตรงกันข้ามกับทองแดงที่มีออกซิเจนนั้นมีแนวโน้มที่จะมีการเจริญเติบโตของเมล็ดพืชที่แข็งแกร่งในระหว่างการหลอม เกณฑ์การตกผลึกใหม่เมื่อมีฟอสฟอรัสจะเปลี่ยนไปสู่อุณหภูมิที่สูงขึ้น
ระดับการเปลี่ยนรูปวิกฤตสำหรับทองแดงที่ปราศจากออกซิเจนที่มีขนาดเกรนประมาณ 2*10v-2 ซม. หลังจากการหลอมที่ 800°C เป็นเวลา 6 ชั่วโมงคือประมาณ 1% สิ่งเจือปน เช่น เหล็ก จะเพิ่มระดับวิกฤตของการเสียรูป ซึ่งสำหรับทองเหลืองอยู่ที่ 5-12% (รูปที่ 44)
อุณหภูมิของการตกผลึกซ้ำของทองเหลืองยังได้รับอิทธิพลจากการประมวลผลก่อนหน้านี้ โดยหลักแล้วคือระดับของการเสียรูปเนื่องจากความเย็นและขนาดของเกรนที่เกิดขึ้นระหว่างการประมวลผลนี้ ตัวอย่างเช่น เวลาก่อนเริ่มการตกผลึกใหม่ของทองเหลือง L95 ที่อุณหภูมิ 440° C คือ 30 นาทีที่ระดับการเปลี่ยนรูปเย็น 30% และ 1 นาทีที่ระดับการเปลี่ยนรูป 80%
ขนาดของเกรนเริ่มต้นส่งผลต่อกระบวนการตกผลึกในทางตรงข้ามกับระดับการเสียรูปที่เพิ่มขึ้น ตัวอย่างเช่น ในโลหะผสม L95 ที่มีขนาดเกรนเริ่มต้นที่ 30 และ 15 μm การหลอมหลังจากการเสียรูป 50% ที่อุณหภูมิ 440°C จะทำให้เกิดการตกผลึกอีกครั้งหลังจาก 5 และ 1 นาที ตามลำดับ ในเวลาเดียวกัน ขนาดของเกรนเริ่มต้นจะไม่ส่งผลต่ออัตราการตกผลึกซ้ำ หากอุณหภูมิการอบอ่อนเกิน 140°C
ในรูป รูปที่ 45 แสดงข้อมูลเกี่ยวกับผลกระทบขององค์ประกอบของ α-ทองเหลืองต่ออุณหภูมิการหลอม (ระดับการเปลี่ยนรูป 45% เวลาการหลอม 30 นาที) ซึ่งช่วยให้แน่ใจว่าได้ขนาดเกรนที่กำหนด ภายใต้เงื่อนไขเดียวกันของการเสียรูปและการหลอม ด้วยปริมาณสังกะสีที่เพิ่มขึ้น ขนาดของเกรนจะลดลง ถึงค่าต่ำสุดแล้วจึงเพิ่มขึ้น ตัวอย่างเช่น หลังจากการอบอ่อนที่ 500°C เป็นเวลา 30 นาที ขนาดเกรนจะเป็น: ในทองแดง 0.025 มม.; ในทองเหลือง 15% Zn 0.015 มม. และในทองเหลือง 35% Zn 0.035 มม. รูปที่ 45 ยังแสดงให้เห็นว่าใน α-ทองเหลือง เมล็ดพืชเริ่มเติบโตที่อุณหภูมิค่อนข้างต่ำและเติบโตจนถึงอุณหภูมิโซลิดัส ในสองเฟส (α+β)- และทองเหลืองพิเศษ ตามปกติแล้ว การเจริญเติบโตของเมล็ดพืชจะเกิดขึ้นที่อุณหภูมิเท่านั้น ที่หนึ่งเฟสβ ตัวอย่างเช่นสำหรับทองเหลือง L59 การเพิ่มขึ้นอย่างมีนัยสำคัญของเกรนเริ่มต้นเมื่อการหลอมที่อุณหภูมิสูงกว่า 750 ° C
อุณหภูมิการหลอมของทองเหลืองจะถูกเลือกไว้ประมาณ 250-350° C เหนืออุณหภูมิที่การตกผลึกเริ่มต้นขึ้น (ตารางที่ 16)
เมื่อโลหะผสมทองแดงที่มี Zn 32-39% ได้รับการอบอ่อนที่อุณหภูมิสูงกว่าการเปลี่ยนผ่าน α⇔α+β เฟส β จะถูกปล่อยออกมา ซึ่งทำให้เกรนมีการเจริญเติบโตไม่สม่ำเสมอ แนะนำให้อบโลหะผสมดังกล่าวที่อุณหภูมิไม่เกินเส้นสมดุล α⇔α+β ของระบบ Cu-Zn ในเรื่องนี้ทองเหลืองซึ่งมีองค์ประกอบใกล้เคียงกับจุดละลายสูงสุดของสังกะสีในทองแดงควรอบอ่อนในเตาเผาที่มีการควบคุมอุณหภูมิที่มีความแม่นยำสูงและมีการกระจายตัวสม่ำเสมอสูงตลอดทั้งปริมาตรของทองแดง
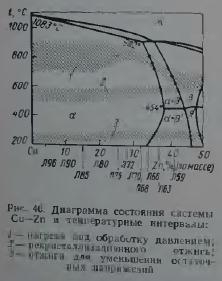
ในรูป เลข 46 แสดงโหมดการอบอ่อนที่เหมาะสมที่สุดสำหรับทองเหลืองธรรมดา โดยอิงตามผลลัพธ์ของคำแนะนำทางเทคโนโลยีทั่วไปที่สะสมมาจากการปฏิบัติทั้งในประเทศและทั่วโลก มีแนวโน้มว่าอุณหภูมิการอบอ่อนของทองเหลืองจะเพิ่มขึ้นตามปริมาณสังกะสีที่เพิ่มขึ้น
เมื่อเลือกโหมดการหลอมการตกผลึกซ้ำสำหรับทองเหลือง ควรคำนึงว่าโลหะผสมที่อยู่ใกล้กับขอบเขตเฟส α/α+β (รูปที่ 46) สามารถเสริมความแข็งแรงด้วยความร้อนได้เนื่องจากความสามารถในการละลายของสังกะสีในทองแดงที่แปรผันได้ การแข็งตัวของทองเหลืองที่มี Zn มากกว่า 34% ทำให้ทองเหลืองมีแนวโน้มที่จะเสื่อมสภาพได้ง่าย (รูปที่ 47) และความสามารถในการแข็งตัวในระหว่างอายุจะเพิ่มขึ้นเมื่อปริมาณสังกะสีเพิ่มขึ้นถึง 42% การชุบแข็งทองเหลืองด้วยความร้อนประเภทนี้ยังไม่พบการใช้งานจริง อย่างไรก็ตาม อัตราการเย็นตัวของทองเหลืองประเภท L63 หลังจากการอบอ่อนด้วยการตกผลึกซ้ำจะส่งผลต่อคุณสมบัติทางกลของทองเหลือง ควรคำนึงถึงความเป็นไปได้ของการสลายตัวของสารละลายอิ่มตัวยวดยิ่งใน α-ทองเหลืองที่มี Zn มากกว่า 34% และในทองเหลือง α+β เมื่อเลือกโหมดการหลอมเพื่อลดความเครียด การเปลี่ยนรูปเย็นอย่างรุนแรงสามารถเร่งการสลายตัวของสารละลาย α- และ β ที่อิ่มตัวยิ่งยวดได้เมื่อทำการหลอม

จากข้อมูลในวรรณกรรม อุณหภูมิที่การตกผลึกซ้ำของทองเหลือง L63 เริ่มต้นอยู่ในช่วง 250 ถึง 480° C โครงสร้างที่มีเม็ดละเอียดที่สุดในโลหะผสม L63 จะเกิดขึ้นหลังจากการหลอมที่อุณหภูมิ 300-400° C ยิ่งระดับของก่อนหน้านี้ยิ่งสูง การเสียรูปแบบเย็น ยิ่งขนาดของเกรนตกผลึกมีขนาดเล็กลงและมีความแข็งมากขึ้น (รูปที่ 48) ภายใต้สภาวะการอบอ่อนเดียวกัน
คุณภาพของวัสดุที่ผ่านการอบอ่อนนั้นไม่ได้ถูกกำหนดโดยคุณสมบัติทางกลเท่านั้น แต่ยังพิจารณาจากขนาดของเกรนที่ตกผลึกใหม่ด้วย ขนาดเกรนในโครงสร้างที่ตกผลึกใหม่อย่างสมบูรณ์นั้นค่อนข้างสม่ำเสมอ หากตั้งค่าโหมดการอบอ่อนของการตกผลึกซ้ำไม่ถูกต้อง จะตรวจพบเกรนสองกลุ่มที่มีขนาดต่างกันอย่างชัดเจนในโครงสร้าง สิ่งที่เรียกว่าโครงสร้างสองชั้นนี้ไม่เป็นที่พึงปรารถนาอย่างยิ่งในระหว่างการวาดแบบลึก การดัด หรือการขัดเงา และการกัดกรดของผลิตภัณฑ์
เมื่อขนาดเกรนเพิ่มขึ้นจนถึงขีดจำกัด ความสามารถในการประทับตราของทองเหลืองจะดีขึ้น แต่คุณภาพพื้นผิวก็จะลดลง บนพื้นผิวของผลิตภัณฑ์ที่มีขนาดเกรนมากกว่า 40 ไมครอน จะสังเกตเห็นความหยาบที่เป็นลักษณะ "เปลือกส้ม"
ขั้นตอนของการวิวัฒนาการของโครงสร้างที่ผิดรูปนั้นขยายออกไปตามเวลาอย่างมาก ดังนั้นจึงดูเหมือนว่าจะเป็นไปได้ที่จะได้โครงสร้างที่ตกผลึกใหม่บางส่วนหรือทั้งหมดด้วยเกรนละเอียดโดยการเปลี่ยนแปลงเวลาในการหลอม ผลิตภัณฑ์กึ่งสำเร็จรูปที่มีโครงสร้างการตกผลึกที่ไม่สมบูรณ์และขนาดเกรนที่เล็กมากจะถูกประทับตราโดยไม่เกิด "เปลือกส้ม"
การหลอมบางส่วนระยะเวลาที่กำหนดโดยระดับของการเสียรูปเบื้องต้นจะดำเนินการในช่วง 250-400 ° C เพื่อรักษาระบอบการปกครองทางเทคโนโลยีที่แม่นยำการหลอมดังกล่าวควรดำเนินการในเตาหลอมที่มีอุณหภูมิในการทำงาน และเวลาในการถือครอง (ความเร็วในการเจาะ) จะถูกควบคุมอย่างเข้มงวด
การหลอมบางส่วนจะใช้เพื่อลดความเค้นตกค้างเป็นหลัก ซึ่งอาจนำไปสู่สิ่งที่เรียกว่า “การแตกร้าวตามฤดูกาล” การกัดกร่อนประเภทนี้ซึ่งมีอยู่ในทองเหลืองที่มี Zn มากกว่า 15% ประกอบด้วยการพัฒนาอย่างค่อยเป็นค่อยไปของรอยแตกตามขอบเกรนภายใต้อิทธิพลของความเค้น (สารตกค้างและการใช้งาน) พร้อม ๆ กัน และสารเคมีรีเอเจนต์เฉพาะ (เช่น สารละลายและไอระเหยของแอมโมเนีย สารละลายของ เกลือปรอท, ซัลฟิวริกแอนไฮไดรด์เปียก, เอมีนต่างๆ เป็นต้น) เชื่อกันว่าความไวของทองเหลืองต่อการแตกร้าวตามฤดูกาลนั้นเกิดจากความเครียดที่ไม่เป็นเนื้อเดียวกันมากกว่าขนาดสัมบูรณ์
ประสิทธิภาพของการหลอมเพื่อลดความเค้นตกค้างได้รับการตรวจสอบโดยการทดสอบสารปรอท วิธีทดสอบสารปรอทเป็นการประเมินเชิงคุณภาพของการมีอยู่ของความเค้นตกค้าง ขึ้นอยู่กับพฤติกรรมที่แตกต่างกันของวัสดุที่ได้รับความเค้นและไม่ได้รับความเค้นเมื่อสัมผัสกับปรอทไนเตรต ในระหว่างการทดสอบ รอยแตกตามยาวและตามขวางปรากฏบนวัสดุรับแรงเค้น ซึ่งมองเห็นได้ด้วยตาเปล่า ปรากฏในบริเวณที่เกิดแรงดึง ซึ่งอาจทำให้ผลิตภัณฑ์เสียหายระหว่างการใช้งานหรือระหว่างการเก็บรักษาอันเป็นผลมาจากการกัดกร่อนแตกร้าว
โหมดการหลอมทองเหลืองเพื่อลดความเค้นตกค้างแสดงไว้ในรูปที่ 1 46 และในตาราง 16.
ความจำเป็นในการบำบัดความร้อน
การอบชุบชิ้นส่วนเหล็กด้วยความร้อนจะดำเนินการในกรณีที่จำเป็นต้องเพิ่มความแข็งแรง ความแข็ง ความต้านทานการสึกหรอ หรือความยืดหยุ่นของชิ้นส่วนหรือเครื่องมือ หรือในทางกลับกัน เพื่อทำให้โลหะนิ่มลงและง่ายต่อการตัดเฉือน
ขึ้นอยู่กับอุณหภูมิความร้อนและวิธีการทำความเย็นในภายหลัง การบำบัดความร้อนประเภทต่อไปนี้มีความโดดเด่น: การชุบแข็ง การแบ่งเบาบรรเทา และการหลอม. ในทางปฏิบัติสมัครเล่น คุณสามารถใช้ตารางด้านล่างเพื่อกำหนดอุณหภูมิของส่วนที่ร้อนตามสี
สีทำความร้อน: เหล็ก |
อุณหภูมิความร้อน "C |
สีน้ำตาลเข้ม (มองเห็นได้ในที่มืด) |
530-580 |
สีน้ำตาล-แดง |
580-650 |
ดำแดง |
650-730 |
สีแดงเชอร์รี่เข้ม |
730-770 |
เชอร์รี่สีแดง |
770-800 |
สีแดงเชอร์รี่อ่อน |
800-830 |
แสงสีแดง |
830-900 |
ส้ม |
900-1050 |
สีเหลืองเข้ม |
1050-1150 |
สีเหลืองอ่อน |
1150-1250 |
สีขาวสว่าง |
1250-1350 |
การชุบแข็งทำให้ชิ้นส่วนเหล็กมีความแข็งและทนทานต่อการสึกหรอมากขึ้น ในการทำเช่นนี้ ชิ้นส่วนจะถูกให้ความร้อนจนถึงอุณหภูมิที่กำหนด โดยคงไว้ระยะหนึ่งเพื่อให้ปริมาตรทั้งหมดของวัสดุอุ่นขึ้น จากนั้นจึงทำให้เย็นลงอย่างรวดเร็วในน้ำมัน (เหล็กกล้าโครงสร้างและเครื่องมือ) หรือน้ำ (เหล็กกล้าคาร์บอน) โดยทั่วไป ชิ้นส่วนที่ทำจากเหล็กโครงสร้างจะถูกให้ความร้อนที่ 880-900° C (หลอดไส้สีแดงอ่อน) ชิ้นส่วนจากเหล็กกล้าเครื่องมือจะถูกให้ความร้อนที่ 750-760° C (สีแดงเชอร์รี่เข้ม) และชิ้นส่วนจากสแตนเลสจะถูกให้ความร้อนถึง 1,050 -1100° C ( สีเหลืองเข้ม) ชิ้นส่วนต่างๆ จะได้รับความร้อนอย่างช้าๆ ในตอนแรก (ถึงประมาณ 500°C) จากนั้นจึงทำให้ร้อนอย่างรวดเร็ว นี่เป็นสิ่งจำเป็นเพื่อให้แน่ใจว่าชิ้นส่วนจะไม่เกิดความเครียดภายในซึ่งอาจนำไปสู่การแตกร้าวและการเสียรูปของวัสดุได้
ในทางปฏิบัติการซ่อมแซม ส่วนใหญ่จะใช้การทำความเย็นในตัวกลางเดียว (น้ำมันหรือน้ำ) โดยปล่อยให้ชิ้นส่วนนั้นอยู่ในนั้นจนเย็นสนิท อย่างไรก็ตาม วิธีการทำความเย็นนี้ไม่เหมาะสำหรับชิ้นส่วนที่มีรูปร่างซับซ้อน ซึ่งเกิดความเครียดภายในขนาดใหญ่ในระหว่างการทำความเย็นดังกล่าว ชิ้นส่วนที่มีรูปร่างซับซ้อนจะถูกทำให้เย็นลงในน้ำก่อนที่อุณหภูมิ 300-400 ° C จากนั้นจึงถ่ายโอนไปยังน้ำมันอย่างรวดเร็วโดยทิ้งไว้จนเย็นสนิท เวลาคงตัวของชิ้นส่วนในน้ำถูกกำหนดในอัตรา 1 วินาทีต่อทุกๆ 5-6 มิลลิเมตรของหน้าตัดของชิ้นส่วน ในแต่ละกรณี เวลานี้จะถูกเลือกโดยเชิงประจักษ์ ขึ้นอยู่กับรูปร่างและมวลของชิ้นส่วน
คุณภาพการชุบแข็งส่วนใหญ่ขึ้นอยู่กับปริมาณสารหล่อเย็น สิ่งสำคัญคือในระหว่างกระบวนการทำความเย็นของชิ้นส่วน อุณหภูมิของสารหล่อเย็นยังคงแทบไม่เปลี่ยนแปลง และด้วยเหตุนี้มวลของมันจะต้องมากกว่ามวลของชิ้นส่วนที่ชุบแข็ง 30-50 เท่า นอกจากนี้ ก่อนที่จะจุ่มส่วนที่ร้อน จะต้องผสมของเหลวให้ละเอียดเพื่อให้อุณหภูมิเท่ากันทั่วทั้งปริมาตร
ในระหว่างกระบวนการทำความเย็น ชั้นของก๊าซจะก่อตัวขึ้นรอบๆ ชิ้นส่วน ซึ่งขัดขวางการแลกเปลี่ยนความร้อนระหว่างชิ้นส่วนและสารหล่อเย็น เพื่อการระบายความร้อนที่เข้มข้นยิ่งขึ้น จะต้องเคลื่อนชิ้นส่วนในของเหลวอย่างต่อเนื่องในทุกทิศทาง
ชิ้นส่วนขนาดเล็กที่ทำจากเหล็กกล้าคาร์บอนต่ำ (เกรด "3O", "35", "40") จะถูกทำให้ร้อนเล็กน้อย, โรยด้วยโพแทสเซียมเหล็กซัลไฟด์ (เกลือในเลือดสีเหลือง) แล้วนำไปวางบนไฟอีกครั้ง ทันทีที่สารเคลือบละลาย ชิ้นส่วนจะถูกลดระดับลงในตัวกลางทำความเย็น โพแทสเซียมเหล็กซัลไฟด์ละลายที่อุณหภูมิประมาณ 850° C ซึ่งสอดคล้องกับอุณหภูมิการชุบแข็งของเกรดเหล็กเหล่านี้
การอบคืนตัวของชิ้นส่วนที่แข็งตัว
การแบ่งเบาบรรเทาชิ้นส่วนที่ชุบแข็งจะช่วยลดความเปราะบาง เพิ่มความเหนียว และบรรเทาความเครียดภายใน การแบ่งเบาบรรเทาต่ำ ปานกลาง และสูง ขึ้นอยู่กับอุณหภูมิความร้อน
วันหยุดต่ำใช้เป็นหลักในการประมวลผลเครื่องมือวัดและตัด ส่วนที่ชุบแข็งจะถูกให้ความร้อนที่อุณหภูมิ 150-250 ° C (อุณหภูมิสีเป็นสีเหลืองอ่อน) คงไว้ที่อุณหภูมินี้แล้วทำให้เย็นในอากาศ จากผลของการบำบัดนี้ วัสดุแม้จะสูญเสียความเปราะบาง แต่ยังคงมีความแข็งสูงและนอกจากนี้ความเครียดภายในที่เกิดขึ้นระหว่างการชุบแข็งก็ลดลงอย่างมาก
วันหยุดเฉลี่ยใช้ในกรณีที่ต้องการให้สปริงชิ้นงานมีความแข็งแรงสูงเพียงพอและมีความแข็งปานกลาง เมื่อต้องการทำเช่นนี้ชิ้นส่วนจะถูกทำให้ร้อนถึง 300-500 ° C จากนั้นจึงทำให้เย็นลงอย่างช้าๆ
และในที่สุดก็, วันหยุดสูงขึ้นอยู่กับชิ้นส่วนที่จำเป็นต้องขจัดความเครียดภายในทั้งหมดอย่างสมบูรณ์ ในกรณีนี้อุณหภูมิความร้อนจะสูงขึ้น - 500-600 ° C
การอบชุบด้วยความร้อน (การชุบแข็งและการอบคืนตัว) ของชิ้นส่วนที่มีรูปร่างเรียบง่าย (ลูกกลิ้ง เพลา สิ่ว และการเจาะ) มักจะดำเนินการในคราวเดียว ชิ้นส่วนที่ให้ความร้อนที่อุณหภูมิสูงจะถูกจุ่มลงในสารหล่อเย็นสักพักแล้วจึงนำออก การแบ่งเบาบรรเทาเกิดขึ้นเนื่องจากความร้อนที่สะสมอยู่ภายในชิ้นส่วน
พื้นที่ขนาดเล็กของชิ้นส่วนจะถูกทำความสะอาดอย่างรวดเร็วด้วยบล็อกที่มีฤทธิ์กัดกร่อนและตรวจสอบสีของการทำให้เสื่อมเสียบนนั้น เมื่อสีที่สอดคล้องกับอุณหภูมิการอบคืนตัวที่ต้องการปรากฏขึ้น (220° C - สีเหลืองอ่อน, 240° C - สีเหลืองเข้ม, 314° C - สีฟ้าอ่อน, 330° C - สีเทา) ชิ้นส่วนจะถูกจุ่มลงในของเหลวอีกครั้ง จนกระทั่งถึงตอนนี้ ระบายความร้อนอย่างสมบูรณ์ เมื่ออบคืนชิ้นส่วนขนาดเล็ก (เช่นระหว่างการชุบแข็ง) ชิ้นส่วนบางส่วนจะถูกให้ความร้อนและวางชิ้นส่วนที่จะชุบแข็งไว้ ในกรณีนี้จะสังเกตเห็นสีของการทำให้เสื่อมเสียบนชิ้นส่วนนั้นเอง
การหลอมชิ้นส่วนเหล็ก
เพื่ออำนวยความสะดวกในการแปรรูปชิ้นส่วนเหล็กด้วยกลไกหรือพลาสติก ความแข็งจะลดลงโดยการหลอม การหลอมแบบสมบูรณ์ที่เรียกว่าประกอบด้วยความจริงที่ว่าชิ้นส่วนหรือชิ้นงานถูกให้ความร้อนที่อุณหภูมิ 900 ° C โดยคงไว้ที่อุณหภูมินี้เป็นระยะเวลาหนึ่งซึ่งจำเป็นเพื่อให้ความร้อนทั่วทั้งปริมาตรทั้งหมดจากนั้นจึงค่อย ๆ ช้าๆ (โดยปกติจะใช้ร่วมกับเตาเผา ) ทำให้เย็นลงจนถึงอุณหภูมิห้อง
ความเค้นภายในที่เกิดขึ้นในชิ้นส่วนระหว่างการตัดเฉือนจะถูกกำจัดออกโดยการหลอมที่อุณหภูมิต่ำ ซึ่งชิ้นส่วนจะถูกให้ความร้อนที่อุณหภูมิ 500-600 ° C จากนั้นจึงทำให้เย็นลงพร้อมกับเตาเผา เพื่อลดความเครียดภายในและลดความแข็งของเหล็กเล็กน้อย จึงใช้การหลอมที่ไม่สมบูรณ์ - ให้ความร้อนที่ 750-760 ° C และต่อมาก็ทำให้เย็นลงอย่างช้าๆ (รวมถึงเตาเผาด้วย)
การหลอมยังใช้เมื่อการชุบแข็งไม่ประสบผลสำเร็จหรือเมื่อจำเป็นต้องทำให้เครื่องมือร้อนเกินไปสำหรับการแปรรูปโลหะอื่น (เช่น หากสว่านทองแดงจำเป็นต้องได้รับความร้อนสูงเกินไปเพื่อเจาะเหล็กหล่อ) ในระหว่างการหลอม ชิ้นส่วนจะถูกให้ความร้อนจนถึงอุณหภูมิที่ต่ำกว่าอุณหภูมิที่จำเป็นสำหรับการชุบแข็งเล็กน้อย จากนั้นจึงค่อย ๆ เย็นลงในอากาศ เป็นผลให้ส่วนที่แข็งตัวกลับมานิ่มอีกครั้งและคล้อยตามการตัดเฉือนได้
การหลอมและการแข็งตัวของดูราลูมิน
การหลอมดูราลูมินจะดำเนินการเพื่อลดความแข็ง ชิ้นส่วนหรือชิ้นงานได้รับความร้อนถึงประมาณ 360° C ในระหว่างการชุบแข็ง โดยคงไว้ระยะหนึ่ง จากนั้นจึงทำให้เย็นลงในอากาศ
ความแข็งของดูราลูมินที่อบอ่อนมีค่าเกือบครึ่งหนึ่งของความแข็งของดูราลูมินที่ชุบแข็งแล้ว
อุณหภูมิความร้อนโดยประมาณของชิ้นส่วนดูราลูมินสามารถกำหนดได้ดังนี้ ที่อุณหภูมิ 350-360° C เศษไม้ที่ผ่านไปตามพื้นผิวที่ร้อนของชิ้นส่วนจะไหม้เกรียมและทิ้งรอยดำไว้ อุณหภูมิของชิ้นส่วนสามารถกำหนดได้อย่างแม่นยำโดยใช้แผ่นฟอยล์ทองแดงขนาดเล็ก (ประมาณขนาดของหัวไม้ขีดไฟ) ซึ่งวางอยู่บนพื้นผิว ที่อุณหภูมิ 400° C เปลวไฟสีเขียวเล็กๆ จะปรากฏขึ้นเหนือฟอยล์
ดูราลูมินอบอ่อนมีความแข็งต่ำ สามารถประทับและโค้งงอได้สองครั้งโดยไม่ต้องกลัวว่าจะแตกร้าว
การแข็งตัว Duralumin สามารถชุบแข็งได้ เมื่อชุบแข็งชิ้นส่วนที่ทำจากโลหะนี้จะถูกให้ความร้อนที่ 360-400 ° C ค้างไว้ระยะหนึ่งจากนั้นจึงแช่ในน้ำที่อุณหภูมิห้องแล้วปล่อยทิ้งไว้จนเย็นสนิท ทันทีหลังจากนี้ duralumin จะนุ่มและยืดหยุ่น งอและปลอมแปลงได้ง่าย จะได้รับความแข็งเพิ่มขึ้นหลังจากสามถึงสี่วัน ความแข็ง (และในเวลาเดียวกันก็เปราะบาง) เพิ่มขึ้นมากจนไม่สามารถทนต่อการโค้งงอในมุมเล็กๆ ได้
Duralumin ได้รับความแข็งแกร่งสูงสุดหลังจากอายุมากขึ้น การแก่ชราที่อุณหภูมิห้องเรียกว่าเป็นธรรมชาติ และที่อุณหภูมิสูงเรียกว่าการสังเคราะห์ ความแข็งแรงและความแข็งของดูราลูมินที่เพิ่งชุบแข็งใหม่ ซึ่งทิ้งไว้ที่อุณหภูมิห้อง จะเพิ่มขึ้นเมื่อเวลาผ่านไป และจะถึงระดับสูงสุดหลังจากผ่านไปห้าถึงเจ็ดวัน กระบวนการนี้เรียกว่าการแก่ชราแบบดูราลูมิน
การหลอมน้ำผึ้งและทองเหลืองการหลอมทองแดง ทองแดงยังต้องผ่านการบำบัดความร้อนด้วย ในกรณีนี้ทองแดงสามารถทำให้อ่อนลงหรือแข็งขึ้นได้ อย่างไรก็ตาม ไม่เหมือนกับเหล็ก ทองแดงจะแข็งตัวโดยการระบายความร้อนในอากาศอย่างช้าๆ และทองแดงจะอ่อนตัวลงเมื่อน้ำเย็นลงอย่างรวดเร็ว หากลวดทองแดงหรือท่อถูกทำให้ร้อนแดง (600°) บนไฟแล้วจุ่มลงในน้ำอย่างรวดเร็ว ทองแดงจะอ่อนตัวมาก หลังจากได้รูปทรงที่ต้องการแล้วผลิตภัณฑ์สามารถให้ความร้อนด้วยไฟอีกครั้งถึง 400 ° C และปล่อยให้เย็นในอากาศ ลวดหรือท่อก็จะแข็งตัว
หากจำเป็นต้องงอท่อ ให้เติมทรายให้แน่นเพื่อไม่ให้แบนและแตกร้าว
การหลอมทองเหลืองจะเพิ่มความเหนียว หลังจากการหลอมทองเหลืองจะนิ่มโค้งงอง่ายเคาะออกและยืดตัวได้ดี สำหรับการหลอมจะถูกให้ความร้อนถึง 500 ° C และปล่อยให้เย็นในอากาศที่อุณหภูมิห้อง
การน้ำเงินและ "การน้ำเงิน" ของเหล็ก
บลูลิ่ง. หลังจากกัดแล้ว ชิ้นส่วนเหล็กจะได้สีดำหรือสีน้ำเงินเข้มในเฉดสีต่างๆ โดยยังคงความมันวาวของโลหะ และฟิล์มออกไซด์ที่คงอยู่จะเกิดขึ้นบนพื้นผิว ปกป้องชิ้นส่วนจากการกัดกร่อน ก่อนทำการบลูดิ้ง ผลิตภัณฑ์จะถูกบดและขัดเงาอย่างระมัดระวัง พื้นผิวของมันจะถูกล้างด้วยการล้างด้วยด่างหลังจากนั้นผลิตภัณฑ์จะถูกทำให้ร้อนถึง 60-70° C จากนั้นนำไปใส่ในเตาอบและให้ความร้อนที่ 320-325° C จะได้สีที่สม่ำเสมอของพื้นผิวของผลิตภัณฑ์เท่านั้น เมื่อได้รับความร้อนสม่ำเสมอ ผลิตภัณฑ์ที่ได้รับการรักษาในลักษณะนี้จะถูกเช็ดอย่างรวดเร็วด้วยผ้าชุบน้ำมันกัญชา หลังจากการหล่อลื่น ผลิตภัณฑ์จะอุ่นขึ้นอีกครั้งเล็กน้อยแล้วเช็ดให้แห้ง
"บลูนิ่ง" ของเหล็ก ชิ้นส่วนเหล็กสามารถให้สีฟ้าสวยงามได้ สำหรับสิ่งนี้ จึงมีการสร้างสารละลายสองวิธี: ไฮโปซัลไฟต์ 140 กรัมต่อน้ำ 1 ลิตร และลีดอะซิเตต 35 กรัม (“น้ำตาลตะกั่ว”) ต่อน้ำ 1 ลิตรเช่นกัน ก่อนใช้งานให้ผสมสารละลายและให้ความร้อนจนเดือด ผลิตภัณฑ์ได้รับการทำความสะอาดล่วงหน้า ขัดเงาให้เงางาม แล้วแช่ในของเหลวเดือดและเก็บไว้จนได้สีที่ต้องการ จากนั้นล้างชิ้นส่วนด้วยน้ำร้อนแล้วเช็ดให้แห้งหลังจากนั้นเช็ดเบา ๆ ด้วยผ้าขี้ริ้วชุบละหุ่งหรือน้ำมันเครื่องที่สะอาด ชิ้นส่วนที่ได้รับการบำบัดในลักษณะนี้จะไวต่อการกัดกร่อนน้อยกว่า
ทองเหลือง
ทองเหลืองเป็นโลหะผสมที่มีทองแดงเป็นส่วนประกอบหลัก รายการสรุปของทองเหลืองมาตรฐานตาม GOST 15527 และอะนาล็อกต่างประเทศแสดงไว้ในตาราง 1.

แผนภาพสถานะของโลหะผสมทองแดง-สังกะสีแสดงไว้ในรูปที่ 1 1

และการเปลี่ยนแปลงอุณหภูมิของการระเหย การหลอม และการหล่อโลหะผสมทองแดง-สังกะสี ขึ้นอยู่กับปริมาณสังกะสี - ในรูป 2.

การเปลี่ยนแปลงโมดูลัสยืดหยุ่นปกติของโลหะผสมทองแดง-สังกะสี ขึ้นอยู่กับปริมาณสังกะสี - รูปที่. 3.

พารามิเตอร์พื้นฐานของเฟสระหว่างโลหะของระบบโลหะผสม Cu-Zn จะได้รับในตาราง 2.
ในระหว่างการเปลี่ยนจากเฟสที่ไม่เป็นระเบียบไปเป็นเฟสที่ได้รับคำสั่ง β ’-เฟสในช่วงอุณหภูมิที่กำหนดจะมีค่าสัมประสิทธิ์การแพร่กระจายร่วมกันและอัตราการเติบโตของเฟสลดลง พลังงานกระตุ้นของการแพร่กระจายร่วมกันในเฟส β จะเพิ่มขึ้น และในเฟส β จะลดลงตามความเข้มข้นของสังกะสีที่เพิ่มขึ้น ในขณะที่ประมาณ 1.5 เท่าของระยะ β' มากกว่าในระยะ β ประมาณ 1.5 เท่า ค่าสัมประสิทธิ์การแพร่ของอะตอมบางส่วนสังกะสี มากกว่าอะตอม Cu 2 เท่าในเฟส β ที่ไม่เป็นระเบียบ และเกือบจะตรงกับเฟส β' ที่ได้รับคำสั่ง
ทองเหลืองธรรมดาที่มีองค์ประกอบเฟสสามารถนำไปใช้งานได้จริง α, α + β, β และ β + γ .
องค์ประกอบทางเคมีของทองเหลืองที่ผ่านกรรมวิธีด้วยแรงดันตามมาตรฐานภายในประเทศมีระบุไว้ในภาคผนวก 1.


ทองเหลืองเรียบง่าย
ทองเหลืองธรรมดา ขึ้นอยู่กับองค์ประกอบของเฟส แบ่งออกเป็นสองประเภท: เฟสเดียว α (มากถึง 33% Zn) และสองเฟส α + β (มากกว่า 33% Zn)
ในทองเหลืองแบบเฟสเดียวซึ่งมีปริมาณสังกะสีใกล้เคียงกับขีดจำกัดความอิ่มตัว บางครั้งอาจมีเฟส β จำนวนเล็กน้อยอันเป็นผลมาจากกระบวนการแพร่กระจายที่ช้า อย่างไรก็ตาม การรวมเฟส /3 เข้าด้วยกัน ซึ่งสังเกตได้ในปริมาณที่น้อยมาก จะไม่มีผลกระทบต่อคุณสมบัติที่เห็นได้ชัดเจน α - ทองเหลือง ดังนั้น แม้ว่าทองเหลืองเหล่านี้จะมีโครงสร้างแบบสองเฟส แต่ในแง่ของคุณสมบัติทางกายภาพ ทางกล และเทคโนโลยี ก็แนะนำให้จัดประเภทเป็นทองเหลืองแบบเฟสเดียว
การประมวลผลแรงดันของทองเหลืองธรรมดา
เฟสเดียว (ก)ทองเหลืองในระหว่างการเปลี่ยนรูปด้วยความร้อนนั้นมีความไวต่อเนื้อหาของสิ่งเจือปนมากโดยเฉพาะสิ่งที่หลอมละลายได้ (ไบ, พีบี ). บิสมัทในโลหะผสมสามารถแยกตัวไปตามขอบเขตได้ ดังนั้นแม้แต่ชั้นเดียวของโลหะผสมก็สามารถทำให้เกิดความเปราะสีแดงในทองเหลืองเฟสเดียวที่มีปริมาณสังกะสีสูง ความสามารถในการแปรรูป α - เมื่อทองเหลืองร้อนจะเสื่อมสภาพตามปริมาณสังกะสีที่เพิ่มขึ้น เมื่อเย็นทองเหลืองเฟสเดียวก็สามารถแปรรูปได้ดี
สองเฟสα + β - ทองเหลืองได้รับการประมวลผลในสภาวะร้อนได้ดีกว่าแบบเฟสเดียวเนื่องจากมีพลาสติกสูงที่อุณหภูมิสูง β - เฟสและมีความไวต่อสิ่งสกปรกน้อยกว่า อย่างไรก็ตาม มีความไวต่ออุณหภูมิและสภาวะความเร็วในการทำความเย็น ด้วยเหตุนี้ จึงมักพบโครงสร้างที่ไม่สม่ำเสมอในผลิตภัณฑ์กึ่งสำเร็จรูปแบบรีดร้อน ตัวอย่างเช่น ส่วนหน้าของแท่ง (แถบหรือท่อ) มีโครงสร้างคล้ายเข็มละเอียดเป็นส่วนใหญ่และมีคุณสมบัติทางกลสูง ที่ปลายด้านหลังของแท่ง ซึ่งเป็นผลมาจากการระบายความร้อน โครงสร้างจะเป็นเม็ดเล็ก ๆ และลดคุณสมบัติทางกลลง .
ในสภาวะเย็น ทองเหลืองแบบสองเฟสจะได้รับการประมวลผลแย่กว่าทองเหลืองแบบเฟสเดียว ความเป็นพลาสติกในสภาวะเย็นขึ้นอยู่กับโครงสร้าง ถ้า α -เฟสตั้งอยู่บนพื้นหลังหลักของคริสตัล β - เฟสในรูปแบบของเข็มบาง ๆ จากนั้นความสามารถในการใช้งานของทองเหลืองสองเฟสในสภาวะเย็นจะดีขึ้น
ผลกระทบของปริมาณสังกะสีในทองเหลืองต่อช่วงอุณหภูมิของการบำบัดด้วยแรงดันร้อนแสดงไว้ในรูปที่ 1 4.

ในทองเหลือง ในช่วงอุณหภูมิ 200-600°C ขึ้นอยู่กับองค์ประกอบของเฟสและปริมาณสังกะสี จะพบว่าบริเวณที่มีความเหนียวลดลง
เมื่อทำการรีดเย็น การดึงและการปั๊มทองเหลืองแบบลึก โดยไม่คำนึงถึงองค์ประกอบของเฟส แนะนำให้ใช้โครงสร้างที่มีขนาดเกรนไม่เกิน 0.05 มม.
ระดับของการเสียรูปเย็นโดยรวมของทองเหลืองธรรมดานั้นถูกกำหนดโดยขีด จำกัด บางประการซึ่งเหนือสิ่งอื่นใดความเหนียวจะลดลงอย่างรวดเร็ว ขีดจำกัดของการเปลี่ยนรูปเย็นทั้งหมดที่อนุญาต ซึ่งจะลดลงตามปริมาณสังกะสีที่เพิ่มขึ้น ถูกกำหนดไว้สำหรับทองเหลืองแต่ละยี่ห้อ
หากเราถือว่ามีความเหนียวร้อนสูงสุดในภูมิภาคที่เป็นเนื้อเดียวกัน β -เฟสและที่อุณหภูมิห้องในภูมิภาค α -เฟส 100% จากนั้นสามารถประเมินความสามารถในการทำงานของทองเหลืองด้วยแรงดันได้ในเชิงปริมาณ ( โต๊ะ. 3).

การประเมินความสามารถในการใช้งานได้ของโลหะและโลหะผสมโดยความดันและคุณลักษณะทางเทคโนโลยีอื่น ๆ ดังกล่าวมักใช้ในการปฏิบัติในต่างประเทศ
การอบชุบด้วยความร้อนของทองเหลืองธรรมดา. ประเภทหลักของการอบชุบด้วยความร้อนของทองเหลืองธรรมดาคือการหลอมและการหลอมด้วยการตกผลึกซ้ำเพื่อบรรเทาความเครียดภายใน กระบวนการตกผลึกใหม่ของทองเหลืองนั้นพิจารณาจากปริมาณสังกะสีและองค์ประกอบของเฟส
อุณหภูมิที่เริ่มตกผลึกซ้ำ α -ทองเหลืองจะลดลงตามปริมาณสังกะสีที่เพิ่มขึ้น การตกผลึกซ้ำ α - เฟสในทองเหลืองสองเฟสที่มีการเปลี่ยนรูปสูงเริ่มต้นที่ 300°C ภายใต้เงื่อนไขเหล่านี้ เฟส β ยังคงไม่เปลี่ยนแปลง และการตกผลึกใหม่จะเริ่มที่อุณหภูมิที่สูงขึ้น ดังนั้นเมื่อเลือกอุณหภูมิการหลอมเพื่อให้ได้โครงสร้างที่เหมาะสมที่สุดจึงจำเป็นต้องคำนึงถึงคุณลักษณะของทองเหลืองสองเฟสนี้ด้วย
ขนาดเกรนของทองเหลืองเฟสเดียวถูกกำหนดตามมาตรฐานโครงสร้างจุลภาค (GOST 5362)
เมื่อผลิตภัณฑ์กึ่งสำเร็จรูปทองเหลืองถูกอบอ่อนในอากาศหรือบรรยากาศออกซิไดซ์ จะมีจุดเกิดขึ้นบนพื้นผิว - ผลิตภัณฑ์ออกซิเดชันที่ยากต่อการกำจัดในระหว่างการกัด การลดความดันบางส่วนของออกซิเจน (การอบอ่อนแบบสุญญากาศ) จะช่วยป้องกันการเกิดคราบแต่อาจเสี่ยงต่อการเกิดการสลายตัวของออกซิเจน ดังนั้นจึงแนะนำให้ทำการหลอมที่อุณหภูมิต่ำสุดและในบรรยากาศที่มีการป้องกัน ในสภาวะการผลิต คราบเป็นสิ่งที่หลีกเลี่ยงได้ยากที่สุดในทองเหลืองที่มีสังกะสี 37-40%
การแปรรูปทองเหลืองอย่างง่ายโดยการตัด ความสามารถในการแปรรูปทองเหลืองโดยการตัด (กลึง, กัด, ไส, เจียร) ขึ้นอยู่กับองค์ประกอบเฟสของทองเหลือง เมื่อตัดทองเหลืองเฟสเดียวชิปจะยาว สองเฟส ( ก + β ) ทองเหลืองได้รับการประมวลผลดีกว่าเฟสเดียว α - ทองเหลือง เมื่อปริมาณ /3 เฟสเพิ่มขึ้น ชิปจะเปราะและสั้นลง การประเมินเชิงปริมาณของความสามารถในการขึ้นรูปของทองเหลืองอย่างง่ายโดยการตัดถูกกำหนดโดยการเปรียบเทียบกับทองเหลือง LS63-3 ซึ่งความสามารถในการขึ้นรูปจะถือเป็น 100% เฟสเดียว α - ทองเหลืองขัดเงามาก ส่วนแบบสองเฟสนั้นค่อนข้างแย่กว่า ความสามารถในการแปรรูปของทองเหลืองโดยการตัดและการขัดเงานั้นมีให้ โต๊ะ. 4.

การบัดกรีและการเชื่อมแบบธรรมดา l อาตูนีย์ ทองเหลืองธรรมดานั้นง่ายต่อการเชื่อมด้วยการบัดกรีแบบอ่อน ก่อนการบัดกรีแบบอ่อน พื้นผิวจะถูกทำความสะอาดโดยการบดหรือการกัดด้วยกรด ควรใช้โลหะผสมที่มีดีบุก 60% เป็นบัดกรี ปริมาณพลวงในบัดกรีเนื่องจากความสัมพันธ์ที่ดีกับสังกะสีไม่ควรเกิน 0.25-0.5% ควรทำการบัดกรีแบบอ่อนด้วยฟลักซ์คลอไรด์
เฟสเดียวα -ทองเหลืองยังสามารถเชื่อมได้อย่างง่ายดายโดยการบัดกรีด้วยบัดกรีแข็ง รวมถึงเงิน สองเฟส ก + β - ค่อนข้างแย่กว่านั้น
หัวแร้งทองแดง-ฟอสฟอรัสเป็นแบบไหลในตัวเอง ดังนั้นการบัดกรีทองเหลืองด้วยตัวบัดกรีเหล่านี้จึงดำเนินการโดยไม่มีฟลักซ์ เมื่อบัดกรีด้วยสารบัดกรีแข็งอื่น ๆ ต้องใช้ฟลักซ์ที่เหมาะสม
ปริมาณตะกั่วในสารบัดกรีแข็งถูกจำกัดไว้ที่ 0.5%
การประเมินเชิงปริมาณของความสามารถในการบัดกรีของทองเหลืองธรรมดา%: เฟสเดียวα - ทองเหลือง (บัดกรีอ่อน) – 100% เฟสเดียวα - ทองเหลือง (บัดกรีแข็ง) – 100% สองเฟสα+ β - ทองเหลือง (บัดกรีอ่อน) – 100% สองเฟสα+ β - ทองเหลือง (บัดกรีแข็ง) – 75%
ความสามารถในการเชื่อมของทองเหลืองธรรมดานั้นค่อนข้างแย่กว่าความสามารถในการบัดกรี การประเมินเชิงปริมาณทั่วไปของความสามารถในการเชื่อมของทองเหลือง -75% เทียบกับทองแดงที่ปราศจากออกซิเจน คิดเป็น 100% การเชื่อมประเภทต่อไปนี้ใช้ในการเชื่อมทองเหลือง: อาร์กด้วยอิเล็กโทรดคาร์บอน, อาร์กด้วยอิเล็กโทรดสิ้นเปลือง, อาร์กด้วยอิเล็กโทรดทังสเตน (ไม่สิ้นเปลือง) ในสภาพแวดล้อมที่มีการป้องกัน (ก๊าซเฉื่อย), อาร์กด้วยอิเล็กโทรดสิ้นเปลืองในสภาวะเฉื่อย สภาพแวดล้อมของก๊าซ, ออกซิเจน-อะเซทิลีน, หน้าสัมผัสทางไฟฟ้า (เฉพาะจุด), ลูกกลิ้ง, ก้น)
ปริมาณทองเหลือง 20%สังกะสี เชื่อมได้ไม่ดีนักกับการเชื่อมแบบสัมผัสไฟฟ้า ไฟแช็ก-ทองเหลือง 40%สังกะสี . ปริมาณสังกะสีสูงในทองเหลืองแบบสองเฟสทำให้การเชื่อมอาร์กทำได้ยากเนื่องจากการระเหย ดังนั้นวัสดุตัวเติมที่ใช้ในการเชื่อมอาร์กจะต้องมีสังกะสีในปริมาณค่อนข้างน้อย ทองเหลืองที่มี Pb มากกว่า 0.5% มักจะเชื่อมได้ยาก เพื่อปรับปรุงความสามารถในการเปียกของโลหะในระหว่างกระบวนการเชื่อม จำเป็นต้องอุ่นที่อุณหภูมิ 260 ° C โดยเฉพาะอย่างยิ่งสำหรับทองเหลืองที่มีปริมาณทองแดงสูง การเชื่อมด้วยอิเล็กโทรดคาร์บอนของทองเหลืองที่มีความเข้มข้น 15-30%สังกะสี ทำได้ดีที่สุดโดยใช้แท่งฟิลเลอร์ (ลวด) ที่ทำจากโลหะผสม Cu + 3%ศรี . สำหรับการเชื่อมแบบรอบเดียว สามารถใช้แท่งทองแดง (ลวด) ที่ผสมกับดีบุกจำนวนเล็กน้อยได้ สำหรับการเชื่อมแบบหลายรอบควรใช้แท่งโลหะผสม Cu + 3% ศรี
ทองเหลืองที่มีมากกว่า 30%สังกะสี สามารถเชื่อมด้วยอิเล็กโทรดคาร์บอนด้วยแท่งฟิลเลอร์ (ลวด) ที่ทำจากทองเหลือง Cu + 40% สังกะสี หรือ Cu + 3% ศรี . เพื่อปรับปรุงคุณภาพการเชื่อม จำเป็นต้องอุ่นโลหะที่อุณหภูมิ 210°C ลวดหรือแท่งที่ทำจากดีบุกฟอสฟอรัสบรอนซ์หรืออลูมิเนียมบรอนซ์ถูกใช้เป็นอิเล็กโทรดสิ้นเปลือง
การเชื่อมอาร์กของทองเหลืองด้วยอิเล็กโทรดทังสเตนในสภาพแวดล้อมที่มีก๊าซเฉื่อยนั้นมีความซับซ้อนเนื่องจากการปล่อยไอระเหยของซิงค์ออกไซด์ซึ่งจะระงับการกระทำของส่วนโค้ง ดังนั้นควรทำการเชื่อมด้วยความเร็วสูง
การเชื่อมด้วยออกซีอะเซทิลีนให้ผลลัพธ์ที่ดี สำหรับเชื่อมทองเหลืองที่มีปริมาณ 15-30%สังกะสี จำเป็นต้องใช้แท่งฟิลเลอร์ (ลวด) ที่ทำจากโลหะผสม Cu + 1.5% ศรี ถ้าสภาพการทำงานของผลิตภัณฑ์สำเร็จรูปไม่ทำให้เกิดการกัดกร่อนเฉพาะที่ (การแยกซิงค์) คุณสามารถใช้ทองเหลืองได้ 40%สังกะสี (L60). สำหรับเชื่อมทองเหลืองที่มีปริมาณมากกว่า 30%สังกะสี โลหะผสมถูกใช้เป็นวัสดุตัวเติม Cu + 3% ศรี
อิทธิพลของสิ่งเจือปนต่อคุณสมบัติของทองเหลืองธรรมดา สิ่งเจือปนไม่มีผลกระทบอย่างมีนัยสำคัญต่อกลไก กายภาพ (ยกเว้นเหล็ก ซึ่งเปลี่ยนคุณสมบัติทางแม่เหล็กของทองเหลืองที่มีเนื้อหา > 3.0%) และคุณสมบัติทางเคมีของทองเหลืองธรรมดา แต่มีผลกระทบอย่างเห็นได้ชัดต่อคุณลักษณะทางเทคโนโลยีของมัน ในระหว่างการบำบัดด้วยแรงดันร้อน ทองเหลืองแบบเฟสเดียวจะไวต่อสิ่งเจือปนที่หลอมละลายต่ำเป็นพิเศษ
คุณภาพของผลิตภัณฑ์ที่ได้จากทองเหลืองโดยการปั๊มลึกนั้นขึ้นอยู่กับความบริสุทธิ์ของโลหะผสม ดังนั้นในทองเหลืองธรรมดาที่มีไว้สำหรับการปั๊มลึก ปริมาณสิ่งเจือปนควรมีน้อยที่สุด
อิทธิพลของสิ่งเจือปนต่อคุณภาพของผลิตภัณฑ์ทองเหลืองกึ่งสำเร็จรูป:
อลูมิเนียม ทำให้คุณภาพของการหล่อลดลงทำให้เกิดฟองในการหล่อ บิสมัททำให้เกิดทองเหลืองเปราะร้อนโดยเฉพาะทองเหลืองแบบเฟสเดียว เหล็กทำให้กระบวนการตกผลึกซ้ำมีความซับซ้อน
ซิลิคอนปรับปรุงกระบวนการบัดกรีและการเชื่อมเพิ่มความต้านทานการกัดกร่อน นิกเกิลจะเพิ่มอุณหภูมิที่การตกผลึกเริ่มต้นขึ้น
ตะกั่วทำให้เกิดความเปราะร้อนของทองเหลือง โดยเฉพาะทองเหลืองเฟสเดียวที่มีสังกะสีอยู่ในช่วง 30-33%
พลวงส่งผลเสียต่อความสามารถในการใช้งานของทองเหลืองด้วยแรงดัน สารเติมแต่งพลวงขนาดเล็ก (<0,1 %) к двухфазным латуням частично локализуют коррозию, связанную с обесцинкованием;
สารหนูลดความเหนียวของทองเหลืองอันเป็นผลมาจากการปล่อยเฟสเปราะที่ความเข้มข้นสูงกว่าขีดจำกัดความสามารถในการละลาย: ในทองเหลืองในสถานะของแข็ง (>0.1%) สารหนูในปริมาณน้อย (< 0,04%) предохраняют латуни от коррозионного растрескивания и обесцинкования при контакте с морской водой;
ฟอสฟอรัส ปรับแต่งโครงสร้างในสถานะหล่อและป้องกันการแตกร้าวเมื่อถูกความร้อน เร่งการเจริญเติบโตของเมล็ดข้าวในระหว่างการตกผลึกใหม่ ลดการกัดกร่อนที่เกี่ยวข้องกับการลดปริมาณสังกะสี ไม่แนะนำให้ใช้เป็นสารกำจัดออกซิไดซ์สำหรับโลหะผสมทองแดง-สังกะสี
ดีบุกช่วยลดความเหนียวของทองเหลืองและอาจทำให้ความร้อนแตกร้าวได้หากมีปริมาณธาตุเหล็ก > 0.05%
การดัดแปลงทองเหลือง ดำเนินการโดยการนำเข้าสู่การหลอม:
การเติมองค์ประกอบที่ก่อให้เกิดสารประกอบทนไฟ ซึ่งหากโครงสร้างสอดคล้องกัน จะทำหน้าที่เป็นศูนย์กลางการตกผลึก
พื้นผิวของโลหะแอคทีฟซึ่งมุ่งเน้นไปที่ผิวหน้าของผลึกที่เพิ่งเกิดใหม่ทำให้การเจริญเติบโตช้าลง
ธาตุต่างๆ เช่น เหล็ก นิกเกิล แมงกานีส ดีบุก อิตเทรียม แคลเซียม โบรอน และโลหะอื่น ๆ ถูกนำมาใช้เป็นตัวดัดแปลงในทองเหลือง
คุณสมบัติการกัดกร่อนของทองเหลือง ทองเหลืองมีความต้านทานต่อบรรยากาศอุตสาหกรรม ทางทะเล และในชนบทที่น่าพอใจ พวกมันจางหายไปในอากาศ ฤทธิ์กัดกร่อนต่อทองเหลืองที่ประกอบด้วย >15% สังกะสีเกิดจากคาร์บอนไดออกไซด์และฮาโลเจน
ทองเหลืองที่ประกอบด้วย <15% สังกะสี ในแง่ของความต้านทานการกัดกร่อนนั้นใกล้เคียงกับทองแดงที่มีความบริสุทธิ์ทางอุตสาหกรรม
ภายใต้อิทธิพลของกรดออกซิไดซ์ ทองเหลืองจะกัดกร่อนอย่างเข้มข้น ความเข้มข้นจำกัดของกรดไนตริกซึ่งไม่สังเกตเห็นการกัดกร่อนที่เห็นได้ชัดเจนคือ 0.1% (โดยน้ำหนัก) กรดซัลฟูริกออกฤทธิ์รุนแรงน้อยกว่ากับทองเหลือง อย่างไรก็ตาม เมื่อมีเกลือออกซิไดซ์ K 2 เอสจี 2 เกี่ยวกับ 7 และ เฟ 2 (S0 4) 3อัตราการกัดกร่อนเพิ่มขึ้น 200-250 เท่า ในบรรดากรดที่ไม่ออกซิไดซ์ กรดไฮโดรคลอริกมีฤทธิ์กัดกร่อนมากที่สุด
ความต้านทานการกัดกร่อนของทองเหลืองต่อกรดส่วนใหญ่ที่ไม่มีความสามารถในการออกซิไดซ์เป็นที่น่าพอใจ ทองเหลืองยังทนทานต่อสารละลายอัลคาไลน์แบบร้อนและเย็นเจือจาง (ยกเว้นสารละลายแอมโมเนีย) และสารละลายเกลือเข้มข้นที่เป็นกลางแบบเย็น ทองเหลืองเฉื่อยต่อแม่น้ำและน้ำเค็ม เมื่อสัมผัสกับน้ำในแม่น้ำที่มีกรดซัลฟิวริกจำนวนเล็กน้อย หรือในน้ำทะเล ทองเหลืองธรรมดาจะเกิดการกัดกร่อนอย่างเห็นได้ชัด อัตราการกัดกร่อนขึ้นอยู่กับอุณหภูมิ ความเข้มข้น ระดับการปนเปื้อน และอัตราการไหลรอบๆ พื้นผิวโลหะ ทองเหลืองมีความทนทานต่อการกัดกร่อนของดินได้ดี และมีความเป็นกลางต่อผลิตภัณฑ์อาหาร อัตราการกัดกร่อนของทองเหลืองในดินอยู่ระหว่าง 0.0005 มม./ปี (ในดินร่วนที่มีค่า pH 5.7) ถึง 0.075 มม./ปี (ในดินเถ้าที่มีค่า pH 7,6).
ก๊าซแห้ง - ฟลูออรีน, โบรมีน, คลอรีน, ไฮโดรเจนคลอไรด์, ไฮโดรเจนฟลูออไรด์, คาร์บอนไดออกไซด์, คาร์บอนและไนโตรเจนออกไซด์ที่อุณหภูมิ 20 ° C และต่ำกว่าแทบไม่มีผลกระทบต่อทองเหลืองอย่างไรก็ตามเมื่อมีความชื้นผลกระทบของฮาโลเจน บนทองเหลืองเพิ่มขึ้นอย่างรวดเร็ว ซัลเฟอร์ไดออกไซด์ทำให้เกิดการกัดกร่อนของทองเหลืองเมื่อมีความเข้มข้นในอากาศเท่ากับ 1% และความชื้นในอากาศ> 70%; ไฮโดรเจนซัลไฟด์มีผลกระทบอย่างมีนัยสำคัญต่อทองเหลืองในทุกสภาวะ แต่มีทองเหลืองที่ประกอบด้วยสังกะสี > ทนทานกว่าทองเหลืองที่มีปริมาณสังกะสีต่ำถึง 30%
สารประกอบอินทรีย์ที่มีฟลูออรีน เช่น ฟรีออน แทบไม่มีผลกระทบต่อทองเหลือง
ในไอน้ำอิ่มตัวชื้นด้วยความเร็วสูง (ประมาณ 1,000 ม. 3 /ค ) สังเกตการกัดกร่อนแบบรูพรุน ดังนั้นจึงไม่ใช้ทองเหลืองกับไอน้ำร้อนยวดยิ่ง
ความต้านทานการกัดกร่อนของทองเหลืองในสภาพแวดล้อมต่างๆ แสดงไว้ โต๊ะ. 5.

ในน่านน้ำเหมืองโดยเฉพาะถ้ามีเฟ2(SO4 ) ทองเหลือง 3 ตัวมีการกัดกร่อนสูง เกลือฟลูออไรด์ที่อยู่ในน้ำมีผลอ่อนต่อทองเหลือง เกลือคลอไรด์มีผลรุนแรงกว่า และเกลือไอโอไดด์มีผลรุนแรงมาก
ทองเหลืองนอกเหนือจากการกัดกร่อนทั่วไปแล้ว ยังต้องเผชิญกับการกัดกร่อนประเภทพิเศษอีกด้วย เช่น การชุบสังกะสีและการแตกร้าว "ตามฤดูกาล"
การดีซิงค์ซิฟิเคชันเป็นรูปแบบพิเศษของการกัดกร่อน โดยสารละลายของแข็งของสังกะสีจะถูกละลายในทองแดง และทองแดงจะถูกสะสมด้วยเคมีไฟฟ้าที่บริเวณแคโทด ผลิตภัณฑ์ที่มีการกัดกร่อนของสังกะสีสามารถถอดออกหรือเก็บรักษาไว้ในรูปของฟิล์มออกไซด์ได้ สารละลายที่ทองเหลืองถูกดีซิงค์มักจะมีสังกะสีมากกว่าทองแดง
ผลจากการดีซิงค์ทำให้ทองเหลืองมีรูพรุน มีจุดสีแดงปรากฏบนพื้นผิว และคุณสมบัติทางกลเสื่อมลง การดีซิงค์ซิฟิเคชั่นจะสังเกตได้เมื่อทองเหลืองสัมผัสกับตัวกลางที่เป็นสื่อกระแสไฟฟ้า (สารละลายที่เป็นกรดและด่าง) และปรากฏอยู่ในสองรูปแบบ: ต่อเนื่องและเฉพาะที่ กระบวนการกำจัดซิงค์จะเข้มข้นขึ้นเมื่อมีปริมาณสังกะสีเพิ่มขึ้น เช่นเดียวกับอุณหภูมิและการเติมอากาศที่เพิ่มขึ้น ทองเหลืองเฟสเดียวที่มี>15%สังกะสี , อยู่ภายใต้การกำจัดซิงค์ในสารละลายที่เป็นกรด (ไนเตรต, ซัลเฟต, คลอไรด์, เกลือแอมโมเนียมและไซยาไนด์) ในทองเหลืองสองเฟส กระบวนการดีซิงค์ซิฟิเคชันได้รับการปรับปรุงอย่างเห็นได้ชัดและสามารถเกิดขึ้นได้แม้ในตัวกลางที่เป็นน้ำ ที่เปราะบางที่สุดคือเบต้าเฟส
การเติมสารหนู ฟอสฟอรัส และพลวงเล็กน้อยจะช่วยจำกัดการกัดกร่อนที่เกี่ยวข้องกับการลดปริมาณสังกะสีบางส่วน สารหนูและพลวงป้องกันการสลายสังกะสีเป็นหลักα -เฟส
การแตกร้าว "ตามฤดูกาล" หรือตามขอบเกรนจะสังเกตได้ในทองเหลืองอันเป็นผลมาจากการสัมผัสกับสารกัดกร่อนเมื่อมีแรงดึง สารกัดกร่อนได้แก่ ไอระเหยหรือสารละลายแอมโมเนีย คอนเดนเสทด้วยก๊าซซัลเฟอร์ไดออกไซด์ ซัลฟิวริกแอนไฮไดรด์แบบเปียก สารละลายเกลือปรอท เอมีนต่างๆ ส่วนประกอบของสารละลายกัดกรด คาร์บอนไดออกไซด์เปียก หากบรรยากาศมีแอมโมเนีย คาร์บอนไดออกไซด์เปียก ซัลเฟอร์ไดออกไซด์ และสารกัดกร่อนอื่นๆ การแตกร้าว “ตามฤดูกาล” จะเกิดขึ้นเมื่อความผันผวนของอุณหภูมิส่งผลให้เกิดการควบแน่นของสารกัดกร่อนบนพื้นผิวของชิ้นส่วน
ทองเหลืองที่มีสังกะสีมากถึง 7% จะไวต่อการแตกร้าว “ตามฤดูกาล” เพียงเล็กน้อย ในทองเหลืองที่มีสังกะสี 10 ถึง 20% จะไม่มีการแตกร้าวตามขอบเกรนหากความเค้นดึงภายในไม่เกิน 60 MPa ทองเหลืองที่มี 20-30%สังกะสี ผ่านการแตกร้าวจากการกัดกร่อนในสถานะเปลี่ยนรูปเย็นในสารละลายแอมโมเนียที่เป็นน้ำเท่านั้น ทองเหลืองแบบเฟสเดียวที่มีความเข้มข้นของสังกะสีใกล้กับขีดจำกัดความอิ่มตัว และทองเหลืองแบบสองเฟสมีแนวโน้มที่จะเกิดการแตกร้าวจากการกัดกร่อนมากที่สุด ทนทานต่อการแตกร้าวตามฤดูกาลเฉพาะในกรณีที่เกิดความเค้นดึงเท่านั้น< 10 МПа.
แนวโน้มที่จะเกิดการกัดกร่อนแตกร้าวของโลหะผสมทองแดง-สังกะสีในไอแอมโมเนียแสดงไว้ในรูปที่ 1 5.

เพื่อป้องกันการกัดกร่อนของทองเหลืองจึงจำเป็นต้องใช้การอบอ่อนที่อุณหภูมิต่ำและป้องกันการเกิดออกซิเดชันระหว่างการเก็บรักษา เพื่อบรรเทาความเครียดภายใน จะมีการอบอ่อนก่อนการตกผลึกอีกครั้ง
เพื่อป้องกันทองเหลืองจากการเกิดออกซิเดชัน แนะนำให้ปล่อยให้ทองเหลืองในสภาพแวดล้อมต่อไปนี้: สารละลายน้ำที่มีความเป็นกรดเล็กน้อยซึ่งประกอบด้วยโครมิกแอนไฮไดรด์ประมาณ 6% และกรดซัลฟิวริก 0.2%; สารละลายน้ำที่ประกอบด้วย 5 % โครเมียมและสารส้มโครเมียม 2%
ทองเหลืองยังได้รับการปกป้องโดยใช้สารยับยั้งการกัดกร่อน เช่น เบนโซไตรอาโซลหรือโทลูเนไตรอาโซล Benzotriazole ก่อตัวเป็นฟิล์มบนพื้นผิว (< 5 нм), которая предохраняет латуни от коррозии в водных средах, различных атмосферах и других агентах. Коррозионные ингибиторы могут быть введены в состав лаков и защитной оберточной бумаги.
ในกรณีของการกัดกร่อนด้วยไฟฟ้าเคมี ทองเหลืองเมื่อสัมผัสกับโลหะและโลหะผสมต่าง ๆ จะแสดงออกได้สองวิธี: ในบางกรณีเป็นขั้วบวก ในบางกรณีเป็นแคโทด ( โต๊ะ 6 ).

เมื่อทองเหลืองสัมผัสกับเงิน นิกเกิล คิวโปรนิกเกิล ทองแดง อลูมิเนียมบรอนซ์ ดีบุกและตะกั่ว จะไม่เกิดการกัดกร่อนทางเคมีไฟฟ้า
เมื่อถูกความร้อน ทองเหลืองจะออกซิไดซ์ อัตราการเกิดออกซิเดชันของทองเหลืองจะเพิ่มขึ้นแบบทวีคูณตามอุณหภูมิที่เพิ่มขึ้น โดยจะเพิ่มขึ้นเป็นสองเท่าทุกๆ 360K ที่อุณหภูมิสูงกว่า 770K การระเหยของสังกะสีจะรุนแรงที่สุดหากความเข้มข้นในโลหะผสมเกิน 20 %.
การเปลี่ยนแปลงคุณสมบัติทางกายภาพและทางกลของทองเหลืองขึ้นอยู่กับปริมาณสังกะสีจะแสดงในรูปที่ 1 6-9.




มีการระบุคุณสมบัติทางกายภาพ ทางกล และเทคโนโลยีโดยทั่วไปของทองเหลืองไว้ด้วย ปริล 2, 3, 4.



ทองเหลืองชนิดพิเศษ รับการบำบัดด้วยแรงดัน
ทองเหลืองชนิดพิเศษหรือหลายส่วนประกอบคือโลหะผสมทองแดง-สังกะสีที่มีองค์ประกอบซับซ้อน โดยองค์ประกอบการผสมหลักได้แก่ อะลูมิเนียม เหล็ก แมงกานีส นิกเกิล แมงกานีส นิกเกิล ซิลิคอน ดีบุก และตะกั่ว โดยปกติธาตุเหล่านี้จะถูกใส่ลงไปในทองเหลืองในปริมาณที่ละลายเข้าไปจนหมดแอลฟาและβ เฟส นอกเหนือจากองค์ประกอบที่ระบุแล้ว ยังมีการเติมสารหนู พลวง และองค์ประกอบอื่น ๆ เพิ่มเติมเล็กน้อยลงในทองเหลือง
อิทธิพลขององค์ประกอบการผสมนั้นแสดงออกมาได้สองวิธี: คุณสมบัติของเฟสเปลี่ยนไป (กและ/3) และปริมาณสัมพัทธ์ของพวกมัน เช่น ขอบเขตของการแปลงเฟส
ในการกำหนดขอบเขตของการแปลงเฟสในระบบหรือปริมาณทองแดงที่ "ปรากฏ" ("สมมติ") เมื่อเพิ่มองค์ประกอบโลหะผสม ให้ใช้สมการเชิงประจักษ์:
ก ’ = A *100/(100+ X *(K อี-1)),
ที่ไหน เอ'- ปริมาณทองแดงที่ชัดเจน (สมมติ) % (ตามน้ำหนัก); เอ -ปริมาณทองแดงที่เกิดขึ้นจริง % (ตามน้ำหนัก); เอ็กซ์- เนื้อหาขององค์ประกอบที่สาม % (ตามน้ำหนัก); เคะ- ค่าสัมประสิทธิ์ Guinier ซึ่งแสดงลักษณะอิทธิพลขององค์ประกอบผสมต่อองค์ประกอบเฟส (ที่ เค อี> 1 จำนวนจะเพิ่มขึ้นβ '-เฟส)
ความหมาย เคะสำหรับองค์ประกอบต่างๆ : สำหรับนิเค เอ่อ จาก -1.2 ถึง -1.4 สำหรับ บริษัท K e=-1, สำหรับ Mn K e=0.5, สำหรับ Fe K e=0.9, สำหรับ Pb K e=1, สำหรับ Sn K e=2, สำหรับ Al K e=6, สำหรับ Si K e จาก 10 ถึง 12
ทองเหลืองตะกั่ว
ทองเหลืองตะกั่วเป็นโลหะผสมทองแดง-สังกะสีผสมกับตะกั่ว แผนภาพสถานะระบบลูกบาศ์ก - สังกะสี - Pb นำเสนอเมื่อ ข้าว. 10.

ความสามารถในการละลายของตะกั่วในโลหะผสมในสถานะของแข็งนั้นมีน้อยมาก ในโลหะผสมทองแดง-สังกะสีสองเฟส (ประกอบด้วยสังกะสี ความสามารถในการละลายตะกั่ว 40%) ที่ 750°C นิ้วβ - เฟสมากกว่า 0.2% เล็กน้อย ที่อุณหภูมิห้อง ตะกั่วแทบจะไม่ละลายเลย ในทองเหลืองสองเฟส (ในสภาวะสมดุล) ตะกั่วจะอยู่ด้านในα และβ -ระยะและบางส่วนอยู่ที่ขอบเขตของระยะเหล่านี้ เมื่อตะกั่วถูกปล่อยออกมาตามระยะหรือขอบเขตของเกรน จะทำให้ความสามารถในการเปลี่ยนรูปของทองเหลืองในสภาวะร้อนแย่ลงอย่างเห็นได้ชัด
ตะกั่วในโลหะผสม ก + β ทำหน้าที่สองบทบาท: ในด้านหนึ่ง จะใช้เป็นระยะที่ช่วยส่งเสริมการเจียรเศษ อีกด้านหนึ่ง - เป็นสารหล่อลื่นที่ช่วยลดค่าสัมประสิทธิ์แรงเสียดทานระหว่างการตัด ประสิทธิภาพของสารเติมแต่งตะกั่วนั้นพิจารณาจากปริมาณและโครงสร้างของโลหะผสม ขนาดและลักษณะของการกระจายตัวของอนุภาคตะกั่ว และขนาดเกรน ก -ระยะ ปริมาณ และการกระจายβ เฟส
การปรับปรุงความสามารถในการแปรรูป ตะกั่วจะลดความต้านทานแรงกระแทกของทองเหลืองลงอย่างมาก ลดความสามารถในการแปรรูป การบัดกรีและการเชื่อม ความสามารถในการขัดเงา และทำให้การรักษาพื้นผิวกัลวานิกของผลิตภัณฑ์มีความซับซ้อน
ลักษณะความแข็งแรงของทองเหลืองตะกั่วจะลดลงอย่างรวดเร็วเมื่ออุณหภูมิเพิ่มขึ้นเมื่อเทียบกับทองเหลืองธรรมดา ความต้านทานแรงดึงของทองเหลืองที่มีตะกั่วประมาณ 2% ที่อุณหภูมิ 600°C คือ 10 MPa ที่อุณหภูมิ 800°C - ในทางปฏิบัติเท่ากับศูนย์
ขึ้นอยู่กับการประมวลผลของผลิตภัณฑ์กึ่งสำเร็จรูปที่มีรูปร่างผิดปกติ ทองเหลืองตะกั่วแบ่งออกเป็นสามประเภทหลัก: สำหรับการขึ้นรูปเย็น สำหรับการปั๊มความร้อน สำหรับการแปรรูปบนเครื่องกลึงอัตโนมัติ
โครงสร้างตะกั่ว ทองเหลืองหนา ประมวลผลด้วยแรงดันเย็น สภาพประกอบด้วยα -เฟสและลีด ซึ่งเนื้อหาจะต้องอยู่ภายในขีดจำกัดเพื่อให้แน่ใจว่าสามารถแปรรูปได้สูง โลหะผสมดังกล่าวรวมถึงเกรดทองเหลือง LS74-3, LS64-2, JIC 63-3 และ LS63-2
สวินต์ซอฟอี lat ยกเลิกและรักษาความดันร้อน สภาพและมีไว้สำหรับการตีและปั๊มร้อน - สองเฟส (α +β). ปริมาณสังกะสีในทองเหลืองจะต้องมีการเปลี่ยนแปลงดังกล่าว α + β สู่ความใสβ -เฟสเกิดขึ้นอย่างสมบูรณ์และที่อุณหภูมิค่อนข้างต่ำ
เนื้อหาโดยประมาณ β -เฟสประมาณ 20% เนื้อหาตะกั่วตั้งแต่ 1 ถึง 3% ทองเหลืองดังกล่าวรวมถึงทองเหลืองตะกั่วของแบรนด์ LS60-1, LS59-1 และ LS59-3 สวินต์ซอฟจ ลาตู พรรณี ใช้สำหรับการประมวลผลบนเครื่องกลึงอัตโนมัติ และในเทคโนโลยีไมโคร (เช่น สำหรับการผลิตชิ้นส่วนที่มีขนาดเล็กมากประมาณ 1 มม.) - สองเฟสที่มีปริมาณตะกั่วสูง LS63-3 (เนื้อหาต่ำ/3 เฟส) และ LS58-3 (เนื้อหาสูง β -เฟส)
ทองเหลืองที่ใช้ในเทคโนโลยีไมโครอยู่ภายใต้ข้อกำหนดพิเศษสำหรับความสม่ำเสมอขององค์ประกอบทางเคมี ความคลาดเคลื่อนของส่วนประกอบหลักและโครงสร้างจุลภาค (ขนาดและการกระจายของอนุภาคตะกั่ว ปริมาณและการกระจายตัว β -เฟส ขนาดเกรน α -เฟส) ต้องรับประกันความสม่ำเสมอขององค์ประกอบทางเคมี (ความสม่ำเสมอของโลหะผสม) ในพื้นที่ขนาดเล็ก
ขีดจำกัดในการปรับปรุงโครงสร้างจุลภาคของลีดทองเหลืองสำหรับ "ชิ้นส่วนขนาดเล็ก" จะถูกกำหนดโดยเนื้อหา β -เฟสตั้งแต่ 10 ถึง 30% ขนาดเกรน α -เฟส - ตั้งแต่ 10 ถึง 50 ไมครอน โดยมีเส้นผ่านศูนย์กลางเฉลี่ยของอนุภาคตะกั่ว 1-5 ไมครอน
การแปรรูปทองเหลืองตะกั่ว ออกไซด์ขององค์ประกอบต่างๆ ทำให้ความสามารถในการแปรรูปทองเหลืองตะกั่วลดลงโดยการตัด ดังนั้น เมื่อทำการหลอมและหล่อ จำเป็นต้องมีการควบคุมเนื้อหาอย่างระมัดระวัง ในบรรดาองค์ประกอบที่ไม่บริสุทธิ์ เหล็กมีผลเสียต่อความสามารถในการแปรรูปมากที่สุด ดังนั้นจึงมีการกำหนดข้อจำกัดพิเศษเกี่ยวกับเนื้อหา การหล่อทำได้สองวิธี: ในแม่พิมพ์และวิธีกึ่งต่อเนื่อง (ต่อเนื่อง) เพื่อให้องค์ประกอบทางเคมีมีความคงตัว ควรหล่อทองเหลืองตะกั่วในลักษณะต่อเนื่อง (กึ่งต่อเนื่อง)
ตะกั่วไม่ส่งผลต่ออุณหภูมิและกระบวนการตกผลึกของโลหะผสมทองแดง-สังกะสี แต่จะแข็งตัวที่อุณหภูมิ 326°C และในกรณีของการตกตะกอนตามขอบเขตเกรน (เฟส) จะทำให้การเปลี่ยนรูปเมื่อร้อนของโลหะผสมสองเฟสลดลง
ช่วงองค์ประกอบของทองเหลืองตะกั่วที่ผ่านการแปรรูปแบบร้อนและเย็นมาตรฐานแสดงไว้ในรูปที่ 1 สิบเอ็ด

เมื่อทองเหลืองตะกั่วปั๊มร้อนที่มีส่วนผสม 56-60%ลูกบาศ์ก (LS59-1) แนวโน้มที่จะเกิดรอยแตกร้าวถูกกำหนดโดยอุณหภูมิการเปลี่ยนรูปเป็นหลัก ช่วงอุณหภูมิที่เหมาะสมที่สุดซึ่งไม่เกิดรอยแตกร้าวนั้นค่อนข้างแคบและอยู่ในช่วงอุณหภูมิที่ประกอบขึ้นเป็นเส้นบนแผนภาพเฟส Cu-Zn , กำหนดเขตสองเฟส α + β และเฟสเดียวβ -ภูมิภาค
ปริมาณตะกั่วตลอดจนสิ่งเจือปนที่ละลายได้ต่ำ (บิสมัท พลวง และอื่นๆ) ไม่ส่งผลกระทบต่อแนวโน้มที่จะเกิดรอยแตกร้าวในระหว่างการปั๊มร้อนของทองเหลืองตะกั่วสองเฟส (α + β ).
อิทธิพลขององค์ประกอบทางเคมีที่มีต่อการตัดและแปรรูปด้วยแรงดันของลีดทองเหลืองแสดงไว้ในตารางที่ 1 7.

ตะกั่วα - ทองเหลืองได้รับการประมวลผลในสภาวะเย็น แต่ภายใต้เงื่อนไขบางประการก็สามารถกดร้อนได้เช่นกัน
ประเภทหลักของการอบอ่อนด้วยความร้อนสำหรับลีดทองเหลืองคือการหลอมด้วยการตกผลึกใหม่เต็มรูปแบบ และการอบอ่อนด้วยอุณหภูมิต่ำเพื่อบรรเทาความเครียดภายใน
ทองเหลืองที่มีสารตะกั่วไม่ดีเท่ากับทองเหลืองธรรมดาในการบัดกรี การเชื่อม และการขัดเงา ในการต่อทองเหลืองตะกั่ว ไม่แนะนำให้ใช้การเชื่อมด้วยออกซิเจน-อะเซทิลีน การเชื่อมอาร์กป้องกันแก๊ส หรือการเชื่อมอาร์กด้วยอิเล็กโทรดสิ้นเปลือง
บริษัท ความต้านทานการกัดกร่อนของทองเหลืองตะกั่ว . ทองเหลืองตะกั่วมี: ทนทานต่อผลกระทบของไบคาร์บอเนตบริสุทธิ์ ฟรีออน สารหล่อเย็นและวาร์นิชไบคาร์บอเนตที่มีฟลูออรีนเป็นเลิศ; ทนต่อบรรยากาศอุตสาหกรรม ทางทะเล ชนบท แอลกอฮอล์ น้ำมันดีเซล และคาร์บอนไดออกไซด์แห้งได้ดี ความต้านทานปานกลางต่อน้ำมันดิบและไฮโดรคาร์บอนไดออกไซด์ ความต้านทานต่ำต่อแอมโมเนียมไฮดรอกไซด์กรดไฮโดรคลอริกและซัลฟิวริก
ดีบุก ญาณยา ลา ทียูนิ
ดีบุกมีผลเพียงเล็กน้อยต่อการเปลี่ยนขอบเขตของการแปลงเฟส แต่จะเปลี่ยนแปลงธรรมชาติอย่างเห็นได้ชัด β -เฟส แผนภาพสถานะระบบ Cu - Zn - Sn แสดงบน ข้าว. 12.

ทองเหลืองดีบุกแบบสองเฟสมีความต้านทานการกัดกร่อนสูงในหลายสภาพแวดล้อม เมื่อมีปริมาณดีบุกเพิ่มขึ้นในทองเหลือง เฟส γ ใหม่จะปรากฏขึ้น เฟส γ เป็นส่วนประกอบที่เปราะซึ่งทำให้ความสามารถในการขึ้นรูปเย็นของทองเหลืองลดลงอย่างมาก รูปร่าง γ - เฟสในทองเหลืองสองเฟส (ก +/3) สังเกตได้จากปริมาณดีบุกด้านบน 0,5% (หากปริมาณดีบุกเกินขีดจำกัดนี้ ให้ทำในระหว่างการเปลี่ยนแปลง β δ-เฟสถูกปล่อยออกมา ห่อหุ้มไว้ α -เฟส การปรากฏตัวของเฟสเปราะจะจำกัดโลหะผสมของทองเหลืองกับดีบุก เนื้อหาดีบุกมากขึ้น 2% ในทองเหลือง จะทำให้ความสามารถในการใช้งานที่ร้อนลดลง ทองเหลืองดีบุกมาตรฐานแบ่งได้เป็น 2 ประเภท คือ เฟสเดียว (α - สารละลายของแข็ง) และสามเฟส ( α + β + γ ).
อลูมิเนียมทองเหลือง
ทองเหลืองอะลูมิเนียมเป็นโลหะผสมทองแดง-สังกะสีซึ่งมีสารเติมแต่งโลหะผสมหลักคืออะลูมิเนียม
อะลูมิเนียม เนื่องจากมีค่าสัมประสิทธิ์ Guinier สูง (Ke = 6) และความสามารถในการละลายได้อย่างมีนัยสำคัญในสถานะของแข็งเมื่อเปรียบเทียบกับองค์ประกอบอื่น ๆ (ยกเว้นซิลิคอน) แม้ในปริมาณเล็กน้อยก็มีผลกระทบที่เห็นได้ชัดเจนต่อคุณสมบัติของทองเหลือง สารเติมแต่งอะลูมิเนียมช่วยเพิ่มคุณสมบัติทางกลและความต้านทานการกัดกร่อนของทองเหลือง แต่ก็ทำให้ความเหนียวลดลงบ้าง ปริมาณอะลูมิเนียมที่แนะนำนั้นจำกัดอยู่ที่ขีดจำกัดที่ความเปราะปรากฏด้านบน γ -เฟส ( ข้าว. 13).

มีปริมาณทองแดง % (โดยน้ำหนัก): 70; >/เจ 65; ปริมาณอะลูมิเนียมที่จำกัด 60% (โดยน้ำหนัก): 6; 5 และ 3 ตามลำดับ ในทองเหลืองที่ผ่านกระบวนการอัดความดัน ปริมาณอะลูมิเนียมจะต้องไม่เกิน 4% ในทองเหลืองที่มีความแข็งแรงสูงแบบหล่อ - 7%
โลหะผสมของทองเหลืองจะดำเนินการกับอลูมิเนียมเพียงอย่างเดียวหรือในสัดส่วนที่แน่นอนกับองค์ประกอบอื่น ๆ (เหล็ก, นิกเกิล, แมงกานีสและ ฯลฯ)
ตามกฎแล้ว ทองเหลืองเฟสเดียว (LA85-0.5, LA77-2) จะถูกผสมกับอะลูมิเนียมเพียงอย่างเดียว เพื่อจำกัดตำแหน่งของการสลายตัวของสังกะสีและป้องกันการแตกร้าวของการกัดกร่อนเมื่อสัมผัสกับน้ำทะเลในทองเหลืองอะลูมิเนียมเฟสเดียวที่มีส่วนผสมมากกว่า 15% Zn แนะนำ 0.02-0.04 As (LAMsh77-2-0.05)
สารหนูที่มากเกินไป (> 0.062%) จะทำให้ความเหนียวของทองเหลืองลดลง อลูมิเนียมร่วมกับเหล็ก (LAZH60-1-1) และนิกเกิล (LAN59-3-2) ส่วนใหญ่จะนำมาใช้เป็นทองเหลืองสองเฟส
เหล็กช่วยเพิ่มความเหนียวของทองเหลืองที่มีตะกั่ว เมื่อร้อนจะบดขยี้โครงสร้างและเพิ่มคุณสมบัติทางกล นิกเกิลช่วยเพิ่มความต้านทานการกัดกร่อน เหล็กและนิกเกิลจะช่วยลดความเหนียวของทองเหลืองเมื่อเย็นลงได้บ้าง
การผสมทองเหลืองกับอะลูมิเนียม นิกเกิล และการเติมแมงกานีสและซิลิกอนเล็กน้อย (LANKMts75-2-2.5-0.5-0.5) ทำให้มีการกระจายตัวของการแข็งตัว และปรับปรุงคุณสมบัติทางกลอย่างมีนัยสำคัญ โดยเฉพาะอย่างยิ่งลักษณะยืดหยุ่น
ทองเหลืองอะลูมิเนียมเฟสเดียวได้รับการประมวลผลอย่างน่าพอใจด้วยแรงดันในสภาวะร้อนและในสภาวะเย็น สองเฟส ดีเมื่อร้อน และพอใจเมื่อเย็น ความสามารถในการตัดเฉือนมีตั้งแต่ 30 ถึง 50% (เทียบกับทองเหลือง LS63-3)
อลูมิเนียมทองเหลืองเมื่อเปรียบเทียบกับตะกั่วนั้นบัดกรีได้ง่ายกว่า แต่มีการเชื่อมได้ดีกว่าเล็กน้อย ในแง่ของความสามารถในการขัดเงานั้นใกล้เคียงกับทองเหลืองธรรมดาสองเฟส ( แท็บล. 8).

ทองเหลืองที่มีธาตุเหล็ก
สารเติมแต่งธาตุเหล็กช่วยปรับปรุงโครงสร้างของทองเหลืองอย่างมีนัยสำคัญ ซึ่งจะช่วยปรับปรุงคุณสมบัติทางกลและลักษณะทางเทคโนโลยี อย่างไรก็ตาม"ระบบโลหะผสม Cu - Zn - Fe ไม่ค่อยได้ใช้ ทองเหลืองที่มีส่วนประกอบหลายชนิดแพร่หลายมากขึ้น
ทองเหลืองแมงกานีส
การผสมทองเหลืองกับแมงกานีสช่วยเพิ่มความต้านทานการกัดกร่อนได้อย่างมากเมื่อสัมผัสกับน้ำทะเล คลอไรด์ และไอน้ำร้อนยวดยิ่ง
แผนผังระบบโลหะผสม Cu - Zn - Mn แสดงในรูปที่. 14.

การเติมแมงกานีสมีผลกระทบเล็กน้อยต่อโครงสร้างของทองเหลือง อย่างไรก็ตามแมงกานีสจะลดความเสถียรของโครงตาข่ายเฟสที่ได้รับคำสั่ง β . เมื่อปริมาณ Mn > 4.7% (at.) จะสังเกตเห็นสถานะที่ไม่เป็นระเบียบบางส่วนในโลหะผสมที่อุณหภูมิดับที่ 520°C
แมงกานีสมีผลดีที่สุดต่อคุณสมบัติและลักษณะทางเทคโนโลยีของทองเหลืองเมื่อใช้ร่วมกับองค์ประกอบโลหะผสมอื่น ๆ (อลูมิเนียม เหล็ก ดีบุก นิกเกิล)
ทองเหลืองซิลิกอน
ซิลิคอนในสถานะของแข็งสามารถละลายได้ในทองเหลืองในปริมาณมาก แต่ความสามารถในการละลายจะลดลงตามปริมาณสังกะสีที่เพิ่มขึ้น บริเวณสารละลายที่เป็นของแข็ง กภายใต้อิทธิพลของซิลิคอนและสังกะสี มันจะเลื่อนไปทางมุมทองแดงอย่างรวดเร็ว (รูปที่ 15) ) .

ด้วยการเพิ่มปริมาณซิลิกอนในโครงสร้างโลหะผสมลูกบาศ์ก - สังกะสี - ศรี เฟสใหม่ปรากฏขึ้น ถึงsyngyny หกเหลี่ยมซึ่งเป็นพลาสติกที่อุณหภูมิสูงและไม่เหมือน β - เฟสเป็นแบบโพลาไรซ์ เมื่ออุณหภูมิลดลง (ต่ำกว่า 545°C) การสลายตัวของยูเทคตอยด์ของเฟส k จะเกิดขึ้นเป็นα + γ ".
ทองเหลืองซิลิกอนที่มี 20%สังกะสีและ 4% Si ไม่เหมาะสำหรับการบำบัดด้วยแรงดันเนื่องจากมีความเหนียวต่ำ เพื่อให้ได้ผลิตภัณฑ์กึ่งสำเร็จรูปที่มีรูปทรงผิดปกติซึ่งมีทองเหลืองซิลิกอน<4% ศรี.
การเติมซิลิคอนเล็กน้อยช่วยปรับปรุงคุณลักษณะทางเทคโนโลยีของทองเหลืองในระหว่างการหล่อและการขึ้นรูปร้อน เพิ่มคุณสมบัติทางกลและคุณสมบัติต้านการเสียดสี
นิกเกิลทองเหลือง
การผสมทองเหลืองกับนิกเกิลจะเพิ่มคุณสมบัติทางกลและความต้านทานการกัดกร่อน ทองเหลืองนิกเกิลมีความทนทานต่อการแตกร้าวจากการกัดกร่อนและการกัดกร่อนมากกว่าทองเหลืองอื่นๆ
ดังที่เห็นได้จากแผนภาพเฟสของระบบโลหะผสม Cu - Zn - Ni (ข้าว. 16) นิกเกิลมีผลอย่างเห็นได้ชัดต่อโครงสร้างของทองเหลือง โดยจะขยายขอบเขตของสารละลายที่เป็นของแข็ง α

เมื่อผสมกับนิกเกิล ทองเหลืองสองเฟสบางชนิดสามารถเปลี่ยนเป็นเฟสเดียวได้
การผสมทองเหลือง L62 กับนิกเกิลในปริมาณ 2-3% (โดยน้ำหนัก) ทำให้ได้โลหะผสมแบบเฟสเดียวที่มีเมล็ดละเอียด คุณสมบัติทางกลสูงและสม่ำเสมอและเพิ่มความต้านทานการกัดกร่อน ด้วยการเติมนิกเกิลในการผลิตผลิตภัณฑ์กึ่งสำเร็จรูปที่มีรูปร่างผิดปกติ การปรากฏตัวของปรากฏการณ์เชิงลบเช่นโครงสร้างตะเข็บจึงถูกกำจัด
คำแนะนำในการปรับปรุงคุณสมบัติของโลหะผสมทองแดง - สังกะสีโดยคำนึงถึงประสบการณ์จากต่างประเทศ คุณสมบัติของทองเหลือง ตลอดจนความบริสุทธิ์ของส่วนประกอบเริ่มต้นของโลหะผสม วิธีการและรูปแบบการหลอมและการหล่อ ได้รับอิทธิพลอย่างมากจากรูปแบบการประมวลผลและการเตรียมประจุ
เพื่อลดการเกิดรูพรุนและฟองอากาศในแผ่น (แถบ) และเทปที่ทำจากทองเหลืองเกรด L70, L68, L63 และ L60: หลีกเลี่ยงการปนเปื้อนประจุด้วยฟอสฟอรัส ของเสียในรูปของเศษที่ประกอบด้วยน้ำมัน อิมัลชัน ฯลฯ จะถูกเผาด้วยออกซิเดชันก่อนจะละลาย เพิ่มคอปเปอร์ออกไซด์ในการหลอมในปริมาณ 0.1-1.0 กิโลกรัมต่อประจุ 100 กิโลกรัม ให้ความสนใจเป็นพิเศษกับสภาวะการหล่อและการรีดร้อนที่เหมาะสมที่สุด แผ่นรีดร้อนอบอ่อนก่อนรีดเย็น
เพื่อเพิ่มความต้านทานของทองเหลือง L68 และ L70 ต่อการแตกร้าวของการกัดกร่อน จำเป็นต้องให้ความสนใจอย่างมากกับการเลือกสภาวะการรีดเย็นและการอบอ่อน การลดลงโดยรวมระหว่างการรีดเย็นครั้งสุดท้ายควรมากกว่า 50% อุณหภูมิการหลอมที่เหมาะสมที่สุดคือ 260-280°C
เพื่อเพิ่มความต้านทานของทองเหลืองสองเฟสต่อการดีซิงค์ซิฟิเคชัน (และเป็นไปได้หากสัดส่วน β -เฟสในโครงสร้างของโลหะผสมประมาณ 30%) จำเป็นต้องดำเนินการอบชุบด้วยความร้อนในช่วงอุณหภูมิ 400-700°C (ขึ้นอยู่กับองค์ประกอบของโลหะผสม)
เพื่อป้องกันการสลายสังกะสีของทองเหลือง L63 และเพื่อให้ได้พื้นผิวคุณภาพสูงในระหว่างการอบอ่อนที่สดใส (ในเตาหลอมแบบระฆังและแบบเพลา) อุณหภูมิการอบอ่อนแบบตกผลึกซ้ำจะคงไว้ภายใน 450-470°C ที่อุณหภูมินี้ ภายใน 1-4 ชั่วโมง จะได้แถบ (เทป) ที่มีขนาดเกรน 0.035-0.045 มม. ความต้านทานแรงดึง 33-35 กก./มม. 2 และการยืดตัวสัมพัทธ์ 50%
การชุบแข็งโลหะทำให้คุณสามารถเปลี่ยนแปลงโครงสร้างบางอย่างได้ ทำให้โลหะอ่อนลงหรือแข็งขึ้นในทางกลับกัน เมื่อทำการชุบแข็ง ไม่เพียงแต่ขึ้นอยู่กับความร้อนเท่านั้น แต่ยังขึ้นอยู่กับกระบวนการและเวลาในการทำความเย็นด้วย ผู้ผลิตส่วนใหญ่จะชุบแข็งเหล็ก ทำให้ผลิตภัณฑ์มีความทนทานมากขึ้น อย่างไรก็ตาม ทองแดงก็สามารถชุบแข็งได้หากจำเป็น
การชุบแข็งทองแดง--กระบวนการผลิต
ทองแดงแข็งตัวโดยใช้วิธีหลอม ในระหว่างการอบชุบด้วยความร้อน ทองแดงสามารถทำให้อ่อนลงหรือแข็งขึ้นได้ ขึ้นอยู่กับว่าจะใช้ทำอะไรในอนาคต อย่างไรก็ตาม สิ่งสำคัญคือต้องจำไว้ว่าวิธีการชุบแข็งทองแดงนั้นแตกต่างอย่างมากจากการชุบแข็งเหล็ก
ทองแดงแข็งตัวโดยการระบายความร้อนช้าๆ ในอากาศ หากจำเป็นต้องได้โครงสร้างที่นุ่มนวลกว่านี้ การชุบแข็งจะดำเนินการโดยการทำให้โลหะเย็นลงในน้ำอย่างรวดเร็วทันทีหลังการให้ความร้อน หากคุณต้องการโลหะที่อ่อนมากคุณควรให้ความร้อนทองแดงจนร้อนแดง (ประมาณ 600 °) แล้วจุ่มลงในน้ำ หลังจากที่ผลิตภัณฑ์ผ่านกระบวนการเปลี่ยนรูปและได้รูปทรงที่ต้องการแล้ว สามารถให้ความร้อนอีกครั้งที่ 400° แล้วปล่อยให้เย็นในอากาศ
โรงงานชุบแข็งทองแดง
ทองแดงชุบแข็งในอุปกรณ์พิเศษที่ออกแบบมาเพื่อจุดประสงค์นี้ อุปกรณ์ชุบแข็งมีหลายประเภท แต่อุปกรณ์เหนี่ยวนำได้รับความนิยมมากที่สุดในปัจจุบัน การติดตั้งแบบเหนี่ยวนำนั้นยอดเยี่ยมในการชุบทองแดง ทำให้ได้ผลิตภัณฑ์คุณภาพสูง ด้วยซอฟต์แวร์อัตโนมัติของอุปกรณ์ HDTV จึงมีการกำหนดค่าด้วยความแม่นยำสูง โดยระบุเวลาทำความร้อน อุณหภูมิ และวิธีการทำความเย็นโลหะ
หากบริษัททำให้ผลิตภัณฑ์โลหะแข็งตัวอย่างต่อเนื่อง ควรใส่ใจกับชุดอุปกรณ์พิเศษที่ออกแบบมาเพื่อการชุบแข็งที่สะดวกสบายและรวดเร็ว ศูนย์ชุบแข็ง ELSIT มีอุปกรณ์ที่จำเป็นทั้งหมดสำหรับการชุบแข็งความถี่สูง คอมเพล็กซ์การชุบแข็งประกอบด้วย: การติดตั้งแบบเหนี่ยวนำ เครื่องชุบแข็ง อุปกรณ์ควบคุม และโมดูลทำความเย็น หากลูกค้าต้องการทำให้ผลิตภัณฑ์ที่มีรูปร่างแตกต่างกันสามารถรวมชุดตัวเหนี่ยวนำขนาดต่างๆ ไว้ในคอมเพล็กซ์การชุบแข็งได้
กราเวอร์ 04-03-2010 20:17
ฉันจะเริ่มต้นจากแดนไกล...
ฉันทำเหรียญกีฬามามากกว่าสิบปีแล้ว แต่มีคำถามที่ฉันเจออยู่ตลอดเวลาและฉันไม่เคยพบคำตอบสุดท้ายเลย.. ใครสามารถช่วยได้บ้าง? นี่คือหนึ่งในนั้น..
เพื่อเพิ่มความเหนียวเมื่อกดชิ้นงานทองเหลืองจะต้องอบอ่อน...และความสนุกก็เริ่มต้นขึ้น...
ขณะนี้ฉันใช้สูตรนี้ในการหลอมทองเหลือง L63 (มาจากการทดลอง):
ทำความร้อนในเตาอบที่อุณหภูมิ t=560 C ค้างไว้ 1.5-2 ชั่วโมง ปล่อยให้เย็นในอากาศ..
ด้วยพารามิเตอร์เดียวกัน (ยี่ห้อของทองเหลือง โหมดการบำรุงรักษา) ผลลัพธ์ที่ได้จะแตกต่างอย่างสิ้นเชิง
ในกรณีหนึ่ง "ลูกไก่และพัฟ" ทั้งหมด ... ทองเหลืองจะ "อ่อน" เสียรูปได้ง่ายและมีพื้นผิวเรียบเหมือนกระจก (ตรงกับ "กระจก" ของตราประทับ)
อีกเวอร์ชั่นหนึ่งดูเหมือนทุกอย่างจะเหมือนเดิม.. “อ่อน” (พลาสติก) เฉพาะตรงที่ควรมี “กระจก” เท่านั้น มี “เซลลูไลท์เปลือกส้ม” เบาจนแทบสังเกตไม่เห็นปรากฏขึ้น.. ดูเหมือนเป็นเรื่องเล็ก แต่ก็เป็น ไม่พึงประสงค์อย่างยิ่ง
คำถามคือ...
มีใครประสบปัญหาที่คล้ายกันและแก้ไขได้อย่างไร?
สนใจอุณหภูมิ เวลาคงตัว เมื่อทำความร้อนและทำความเย็น (วิธี) ..
นอกจากนี้ สามารถ “รักษา” ช่องว่างทองเหลือง “ที่ติดเชื้อเซลลูไลท์” ได้หรือไม่ (การบำรุงรักษาที่ไม่ถูกต้อง)
ด้วยความเคารพ แอนดรูว์
เรส75 04-03-2010 20:47
เทคนิคการทำเครื่องประดับก็มีเทคนิคแบบนี้ เรียกว่า p.. (จำไม่ได้แล้ว) จุดคือการหลอมเงินซ้ำ (6 ครั้ง) เป็นต้น โลหะเริ่มบดจากด้านในของผลิตภัณฑ์และ ในแต่ละรอบพื้นผิวของผลิตภัณฑ์จะพองตัว - การบรรเทาทะเลทรายจะปรากฏขึ้นพร้อมกับเปลือกส้ม โดยรวมก็สวยดี แล้วก็มีการฟอกตามธรรมชาติ ฯลฯ อาจจะมีบางอย่างที่คล้ายกันออกมาที่นี่?
ยูซอน 04-03-2010 21:45
L 63 ทั้งหมดเลยเหรอ? หรือ PM ก็ได้
กราเวอร์ 04-03-2010 22:08
อ้าง: ทองเหลืองมาจากชุดเดียวกันหรือมาจากวัสดุต่างกัน?
L 63 ทั้งหมดเลยเหรอ? หรือ PM ก็ได้
ปาร์ตี้ที่หนึ่ง..
บางทีก็ตัดเป็นสามแผ่น (ถึงจะคิดว่าคนละแผ่นก็เอาช่องว่างทั้งหมดมาในถุงเดียว ประมาณ 900 แผ่น แผ่นละ 300 แผ่น) อบอ่อน... ส่วนนึงก็ปกติ ส่วนคือ “เซลลูไลท์” ” (เช่น หนึ่งชุดหลังการบำรุงรักษาเป็นเรื่องปกติ ปัญหาอื่น ๆ )
จริงครับยอมรับว่าระยะเวลาในการอบต่างกัน..
ไม่รวมปัญหาเรื่องความแตกต่างของอุณหภูมิ..เตาอบช่วยให้คุณรักษาอุณหภูมิ "+"_"-" 1 องศา C ได้
หากไม่มีการอบอ่อนจะไม่มี "เซลลูไลท์" แต่ก็ยากมากที่จะดันชิ้นงานดังกล่าวออกไป..
ถ้าใครเคยเจอแบบนี้มีสูตรรับรองมั้ยคะ?
ให้ “นุ่ม” ไร้ “เซลลูไลท์”...?
กราเวอร์ 04-03-2010 22:19
ไม่มีใครรู้ว่าภายใต้เงื่อนไขใด (เกินพารามิเตอร์ใด) สิ่งที่น่ารังเกียจนี้เกิดขึ้น?
เอสเอ็มพิเศษ 04-03-2010 23:35
บางทีคำถาม "Googling" เกี่ยวกับข้อบกพร่องในการหลอมในทองเหลืองอาจทำให้กระจ่างขึ้นได้...
ยูซอน 05-03-2010 11:53
คุณยังสามารถลอง:
ไม่จำเป็นต้องตั้งค่าความเร็วชัตเตอร์นาน ตามกระบวนการ: โหลดที่ t=600 C อุ่นเครื่องที่ประมาณ 1 มม./นาที เมื่ออุณหภูมิลดลงแล้ว ให้ทำให้เย็นในอากาศหรือด้วยน้ำ
IMHO: เมื่อสัมผัสกับบรรยากาศออกซิไดซ์เป็นเวลานาน สังกะสีจะเริ่มออกซิไดซ์และ "เกา" พื้นผิว
และบางครั้งลูกกลิ้งแผ่นงานก็ต้องถูกตำหนิ (ไม่สามารถจัดการกระบวนการทางเทคนิคได้)
กราเวอร์ 05-03-2010 14:41
เมื่อทดลองกับ t=600 C รับประกันว่าจะมี "เซลลูไลท์" แม้ว่าจะใช้เวลาในการฉายนานก็ตาม..
คงจะมีโอกาสได้ทดลองอีกครั้งในเร็วๆ นี้..
จะพยายามลดเวลาของชิ้นที่ใช้ในเตาอบ..
เนสเตอร์74 05-03-2010 16:39
2กราเวอร์
หลังจากวันหยุด ฉันจะตรวจสอบกับเพื่อน ๆ ของฉัน (พวกเขาทำงานเกี่ยวกับทองเหลืองเป็นจำนวนมาก - ของที่ระลึก, ของกระจุกกระจิกสำหรับรางวัล) บางทีพวกเขาอาจจะบอกอะไรบางอย่างกับฉันได้ ฉันจะเขียนกลับหากเมื่อถึงตอนนั้นคำถามนี้ยังคงเกี่ยวข้องอยู่
ยูซอน 05-03-2010 16:50
อ้าง: จะพยายามลดเวลาของชิ้นที่ใช้ในเตาอบ..
ในแง่ของเวลา ยิ่งน้อยก็ยิ่งดี ตราบใดที่เตาอบกลับมาเป็นปกติ
อย่าจัดส่งเป็นแพ็คแน่น
ลูกเปตอง 05-03-2010 17:28
คุณสามารถ 5 โกเปคของคุณ: ลงไปในน้ำโดยไม่ต้องสัมผัสกับอากาศ
ลูกเปตอง 05-03-2010 17:29
การชุบแข็งโลหะผสมทองแดงอย่างง่ายนั้นตรงกันข้ามกับการชุบแข็งของเหล็ก - ความเหนียวเพิ่มขึ้น
กราเวอร์ 05-03-2010 20:12
อ้าง: หลังวันหยุดฉันจะตรวจสอบกับเพื่อน ๆ ของฉัน (พวกเขาทำงานเกี่ยวกับทองเหลืองเป็นจำนวนมาก - ของที่ระลึก, ของกระจุกกระจิกที่ได้รับรางวัล) บางทีพวกเขาอาจจะบอกอะไรบางอย่างกับฉันได้ ฉันจะเขียนกลับหากเมื่อถึงเวลานั้นคำถามนี้ยังคงเกี่ยวข้อง
คำแนะนำใด ๆ ที่เกี่ยวข้อง!
และประสบการณ์เชิงปฏิบัติเป็นสิ่งสำคัญอย่างยิ่ง!
อ้าง: โหลดที่ 600 และเปลี่ยนเตาอบเป็น t=560
อย่าจัดส่งเป็นแพ็คแน่น
ฉันลองทำให้เย็นลงในน้ำ.. แต่ขอย้ำอีกครั้งว่า การเปิดรับช่องว่างในเตาอบมีความสำคัญมาก และทุกอย่างในชุดก็ "แน่น" ที่สุดเท่าที่จะเป็นไปได้..
นี่คงเป็นสาเหตุของความล้มเหลว...
กราเวอร์ 12-03-2010 19:52
สิ่งที่ฉันคาดหวังน้อยที่สุดก็เกิดขึ้น...
เรื่องสั้นมีประมาณนี้...
สั่งทองเหลืองสองแผ่นส่งไปผลิตโดยไม่ตรวจสอบ..
ปรากฎว่าแผ่นหนึ่งตามสั่งเป็นทองเหลือง (L63) และแผ่นที่สองเป็นสีบรอนซ์ (ไม่ทราบยี่ห้อมีโทนสีชมพูสวยงาม)
สีบรอนซ์ไม่เหมาะกับฉันในทางเทคนิค ลักษณะเฉพาะ.
ดังนั้นทั้งพรรคเพื่อไม่ให้เสียเปล่าจึงย้ายไปที่ตลาดนัด
อาจจะมีคนต้องการมันใช่ไหม!!
นี่คือรูปถ่ายช่องว่างและเหรียญ "ทดสอบ" ที่ทำจากวัสดุนี้
กราเวอร์ 13-03-2010 09:27
ฉันทำการทดลองกับชุดใหม่... "ขั้นต่ำที่จำเป็น" ในเตาอบ + "หลวม" โหลด + ทำให้เย็นลงในน้ำ"
ทดลองสำเร็จ...ไม่มี “เซลลูไลท์”!
ขอขอบคุณชาวเต็นท์เดี่ยว “บุล” และ “YUZON” มากสำหรับคำแนะนำที่เป็นประโยชน์!!!
ฉันขอโทษที่รบกวน..
เป็นไปได้หรือไม่ที่จะ “คืนสภาพ” ทองเหลืองหลังจากการบำรุงรักษาที่ไม่เหมาะสม?
ด้วยความเคารพ แอนดรูว์
เราก็ขอแนะนำเช่นกัน
 อะไรจะดีไปกว่าหลังคา: ออนดูลินหรือแผ่นลูกฟูก
อะไรจะดีไปกว่าหลังคา: ออนดูลินหรือแผ่นลูกฟูก
 แผ่นลูกฟูกหรือออนดูลิน – ไหนดีกว่ากัน?
แผ่นลูกฟูกหรือออนดูลิน – ไหนดีกว่ากัน?
 วิธีสร้างโรงเก็บของ: การเลือกสถานที่ วัสดุและแผนผัง ขั้นตอนการติดตั้ง การเปรียบเทียบราคา
วิธีสร้างโรงเก็บของ: การเลือกสถานที่ วัสดุและแผนผัง ขั้นตอนการติดตั้ง การเปรียบเทียบราคา
 ปิดชายคาหลังคาด้วยมือของคุณเอง
ปิดชายคาหลังคาด้วยมือของคุณเอง
 การติดตั้งหลังคาแผ่นลูกฟูกทีละขั้นตอน องค์ประกอบของโครงสร้างหลังคาที่ทำจากแผ่นลูกฟูก
การติดตั้งหลังคาแผ่นลูกฟูกทีละขั้นตอน องค์ประกอบของโครงสร้างหลังคาที่ทำจากแผ่นลูกฟูก
 วิธีการติดตั้งรางน้ำหลังคา
วิธีการติดตั้งรางน้ำหลังคา