Сверлильный станок — назначение, классификация. Сверлильный станок
На станине (колонне) 1 станка (рис. 6.4) размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу - штурвалом 5. Контроль глубины обработки производят по лимбу 6. В нише размещают электрооборудование и противовес. В некоторых моделях для электрооборудования предусмотрен шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхнюю плоскость используют для установки заготовок. Иногда внутренние полости фундаментной плиты являются резервуаром для СОЖ. Стол станка служит для закрепления заготовки. Он может быть подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Стол монтируют на направляющих станины или изготовляют в виде тумбы, установленной на фундаментной плите.
Рис. 6.4. Вертикально-сверлильный станок модели 2Н125:
1 - колонна (станина); 2 - двигатель; 3 - сверлильная головка; 4 - рукоятки переключения коробок скоростей и подач; 5 - штурвал ручной подачи; 6 - лимб контроля глубины обработки; 7 - шпиндель; 8 - сопло охлаждения; 9 - стол; 10 - рукоятка подъема стола; 11 - фундаментная плита; 12 - шкаф электрооборудования
Охлаждающая жидкость подается электронасосом по шлангу 8. Смазывание узлов сверлильной головки также производят с помощью насоса. Остальные узлы смазывают вручную.
Сверлильная головка (рис. 6.5) представляет собой чугунную отливку, в которой смонтированы коробки скоростей и подач, шпиндель и другие механизмы. Коробка скоростей включает в себя двух- и трехвенцовый блоки зубчатых колес, которые переключают с помощью рукоятки 15 и сообщают шпинделю различные угловые скорости. Это выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Например, шпиндель станка модели 2Н135 имеет двенадцать ступеней частоты вращения (от 31,5 до 1400 мин -1), обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16. Коробку скоростей крепят к сверлильной головке 4 сверху.
![]()
Рис. 6.5. Сверлильная головка:
а - общий вид; б - кинематическая схема; 1 - коробка скоростей; 2 - коробка подач; 3 - рукоятка; 4 - корпус головки; 5 - штурвал; 6 - механизм; 7 - реечная передача; 8 - шпиндель для одного или нескольких инструментов; 9 - гильза; 10 - панель управления автоматизированным станком; 11 - кнопочная станция управления универсальным станком; 12 - механизм установки глубины обработки; 13 - механизм ускоренного перемещения шпинделя; 14 - электропривод ускоренного перемещения шпинделя; 15 - рукоятка; 16 - двухскоростной электродвигатель; 17 - обойма; 18 - кулачок; 19 - кожух; Мф - муфта
Шпиндель станка получает вращение от шлицевой передачи, входящей в коробку скоростей 1, что позволяет шпинделю одновременно вращаться и перемещаться в осевом направлении совместно с гильзой. Осевые нагрузки, возникающие при сверлении, воспринимаются подшипниками, смонтированными в гильзе шпинделя.
Коробка подач 2 обеспечивает девять подач в диапазоне 0,1...1,2 мм/об. Переключение подач осуществляется рукояткой 3. Коробка подач получает вращение от вала VIII коробки скоростей, связанного со шпинделем постоянной передачей с зубчатыми колесами z = 34 и z’= 60.
Передача движения от штурвала 5 механизма 6 через реечную передачу 7 непосредственно на гильзу 9 шпинделя 8 осуществляется при включенной муфте Мф. На рисунке показан шпиндель станка с установленной на нем четырехшпиндельной головкой.
Для извлечения инструмента из конуса шпинделя применяют специальный механизм, состоящий из выбивного кулачка 18, обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, продолжая уходить вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Конец кулачка упирается в остановившуюся обойму, кулачок поворачивается и выдавливает инструмент из конуса шпинделя.
Станки снабжают устройствами для автоматического выключения механической подачи при достижении заданной глубины обработки. Глубина обработки устанавливается с помощью механизма 12, смонтированного на левой стороне головки. Механизм приводится в действие зубчатой парой и имеет диск с кулачками для установки глубины сверления и автоматического выключения с реверсом, а также лимб для визуального отсчета.
Затраты времени на вспомогательные ходы сокращаются благодаря механизму 13 ускоренного перемещения шпинделя с электроприводом 14. Управление универсальным станком осуществляется с помощью кнопочной станции 77, а автоматизированным станком - панели 10.
Контрольные вопросы
- Расскажите об основных узлах вертикально-сверлильного станка.
- Покажите на рис. 6.5, б кинематические цепи вращения шпинделя и движения его подачи.
МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ОМСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕСИТЕТ ПУТЕЙ СООБЩЕНИЯ
(ОмГУПС(ОмИИТ))
Кафедра ТТМ и РПС
ТЕМАТИЧЕСКИЙ ОТЧЁТ
ПО УЧЕБНОЙ ПРАКТИКЕ
9.1. Основные части и узлы вертикально-сверлильного станка.
9.2. Классификация слесарных молотков и их назначение, требования к эксплуатации.
Выполнил: Кузьмин Владислав Викторович,
студент ЭМФ, группа 42-Г
Проверил: Доцент кафедры ТТМ и РПС
Белан Д.Ю.
УДК 621.94; 683.3
Р Е Ф Е Р А Т
Отчёт: 14 с., 9 рис.
зенкование
ценкование
шестерня
объектом исследования являются основные части и узлы вертикально-сверлильного станка, а также слесарные молотки, их квалификация и назначение.
Цель работы: детально изучить устройство вертикально-сверлильного станка, его основные части и узлы, порядок пользования и правило подготовки к использованию;
детально изучить классификацию слесарных молотков и их назначение, порядок пользования и правило подготовки к использованию;
уяснить и соблюдать правила техники безопасности при выполнении слесарных работ.
Результаты работы: получить первичные навыки использования вертикально-сверлильных станков и слесарных молотков;
закрепить на практике знания, полученные на теоретических занятиях;
строго соблюдать правила техники безопасности при работе со слесарным инструментом и оборудованием.
Введение................................................................................................................. 4
1. Основные части и узлы вертикально-сверлильного станка……………...... 5
1.1. Стационарное оборудование для сверления……………………………… 5
1.2. Сверлильный настольный станок…………………………………………. 6
1.3. Вертикально-сверлильный станок………………….................................... 7
2. Классификация слесарных молотков и их назначение, требования к эксплуатации………………………………………….......................................... 8
2.1. Виды молотков……………………………………………………………... 8
2.2. Разделение по функциональному назначению………………………….. 11
Заключение............................................................................................................ 13
Список использованной литературы.................................................................. 14
ВВЕДЕНИЕ
Прежде чем приступить к изучению вопросов темы реферата, предлагаю ознакомиться с такими понятиями как слесарь и его профессиональные функции, и слесарные работы, чтобы понять на сколько важна данная профессия, для осознания всей её сущности, ну и, разумеется, чтобы ответить на вопросы темы реферата.
Слесарь - специалист по обслуживанию механического оборудования и/или его наладки, с применением слесарного инструмента на производстве или в быту.
Профессиональные функции – выполняет такие основные виды слесарных работ как: сборка, разметка, замена или реставрация механизмов, рубка металла, опиловка металла, гибка металла, нарезание резьбы метчиком или плашкой (вручную), притирка, шабрение, сборочные работы, и др.
Слесарные работы – это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках. Особое развитие слесарное ремесло получило после Великой Октябрьской социалистической революции. Наши учёные, инженеры, техники и рабочие много сделали, чтобы заменить тяжелый, малопроизводительный ручной труд работой механизмом машин. С появлением металлорежущих станков и их совершенствованием постепенно сокращалась роль и доля ручного труда, который стал заменяться трудом строгальщиков, токарей, фрезеровщиков, шлифовщиков и др. Но одной из ведущих остаётся профессия слесаря. По-прежнему ценится труд слесаря-мастера, от которого требуется умение выполнять все виды ручной обработки металлов.
Таким образом, мы видим, что профессия слесаря очень важна и по сей день, но и в тоже время очень опасная, т.к. некоторые виды слесарных работ выполняются вручную, поэтому необходимо соблюдать правила техники безопасности.
1. Основные части и узлы вертикально-сверлильного станка
1.1. Стационарное оборудование для сверления
Стационарным называется оборудование, находящееся на постоянном месте, при этом обрабатываемая заготовка доставляется к нему. К стационарному оборудованию относятся настольные, вертикальные и радиальные станки.
Настольный сверлильный станок (рис. 1) отличается большим разнообразием конструкций, однако принцип их действия и область применения примерно одинаковы.
а) общий вид; б) узел привода
1 – стол; 2,8,10 – рукоятки; 3 – трехкулачковый патрон; 4 – шпиндель;
5 – хомутик; 6 – лимб; 7 – кожух; 9 – электрический двигатель; 11 – головка;
12 – колонна; 13,15,24 – шарикоподшипники; 14 – стакан; 16,22 – шкивы;
17 – переходная втулка; 18 – муфта; 19 – фланец; 20 – винт; 21 – упорная шайба; 23 – шестерня; 25 – нониус
Рисунок 1 – Настольный сверлильный станок
1.2. Сверлильный настольный станок
В качестве примера рассмотрим быстроходный сверлильный настольный станок высокой точности с микрометрической подачей инструмента, предназначенный для сверления отверстий диаметром от 0,3 до 4,0 мм.
Основными несущими узлами сверлильного настольного станка являются стол 1 и колонна 12, которая крепится к столу болтами. По колонне перемещается в вертикальном направлении головка 11. Перемещение головки осуществляется при помощи винта 20, приводимого в движение рукояткой 8. На хоботе головки установлен электродвигатель 9, на валу которого закреплен четырехступенчатый шкив 22. К корпусу головки при помощи винтов прикреплен фланец 19 с отверстием для винта 20. На фланце установлена упорная шайба 21, ограничивающая подъем и опускание головки по колонне. В передней части головки выполнено отверстие, в котором перемещается стакан 14. Внутри стакана, в шарикоподшипниках 13 и 24 установлен шпиндель 4, а на нем – трехкулачковый сверлильный патрон 3. Шпиндель соединен со шлицевой переходной втулкой 17, на которой установлен и закреплен при помощи винтов шкив 16. Переходная втулка вращается в подшипниках 15, запрессованных в муфту 18, соединенную с головкой при помощи винтов. Шкивы 16 и 22 соединены между собой клиновыми ремнями. Частота вращения шпинделя изменяется в зависимости от установки ремней на шкивах. Клиноременная передача закрыта кожухом 7. На конический хвостовик шпинделя устанавливается трехкулачковый патрон 3. Подача стакана 14 со шпинделем, патроном и сверлом осуществляется поворотом рукоятки 2, соединенной с валиком шестерни 23. При повороте рукоятки шестерня, входящая в зацепление с зубчатой рейкой стакана, опускает его со шпинделем и сверлом на заданную глубину. Хомутик 5 на валике рукоятки 2 ограничивает глубину сверления. Более точная подача сверла при сверлении отверстий в деталях осуществляется по шкале лимба 6 и нониусу 25. Закрепление головки станка при ее подъеме и опускании осуществляют при помощи рукоятки 10.
Вертикально-сверлильные станки являются основным и наиболее распространенным типом сверлильных станков, применяемым для обработки отверстий в деталях сравнительно небольшого размера. Эти станки позволяют выполнять следующие виды работ: сверление, рассверливание, зенкерование, зенкование, цекование и развертывание. Круг этих операций можно существенно расширить, применяя специальный инструмент.
Станок мод. SB 501/1 (рис. 7.1) предназначен для сверления, рассверливания, зенкерования и развёртывания отверстий в различных деталях, а также для торцевания и нарезания резьбы машинными метчиками.
Рис. 7.1. Настольный вертикально-сверлильный станок мод. SB 501/1:
1 - опорная плита, 2 – сверлильный стол, 3 - защитный кожух, 4 - сверлильный патрон, 5 - шпиндель, 6 - корпус, 7 - крышка, 8 - коробка передач, 9 - двигатель, 10 - рукоятка, 11 - стойка, 12 - винт зажима стола.
На станке мод. SB 501/1обрабатывают детали сравнительно небольших размеров и веса. Станок представляет собой опорную плиту 1 со стойкой 11 , по которой передвигается и устанавливается на нужной высоте поворотный сверлильный стол 2 . Станок имеет ременную коробку передач 8 , которая расположена в верхней части корпуса и закрывается крышкой 7 . К корпусу шпиндельной бабки прикреплён двигатель 9 . Режущий инструмент закрепляется в патроне 4 , который крепится на шпинделе 5 . При помощи рукоятки 10 осуществляется вертикальное перемещение шпинделя. Для включения станка предназначен выключатель зелёного цвета, для выключения – красного цвета. Вращательный момент с вала двигателя передаётся через коробку передач шпинделю.
Шпиндель 5 вращается (главное движение В 1 ) с частотой 277-2440 об/мин холостого хода. Обрабатываемая заготовка устанавливается на сверлильном столе 2, имеющем установочные вертикальное П 1 и вращательные В 2 перемещения вокруг стойки станка и В 3 вокруг оси перпендикулярной оси стойки 11 . Фиксация стола осуществляется винтом зажима 12 . Движение подачи П 2 осуществляется рычажным устройством при нажиме пальца на рукоятку 10.
Технические характеристики станка представлены в табл.7.1.
Таблица 7.1 - Технические характеристики станка:
Назначение, устройство и принцип работы устройства сверлильного
Устройство сверлильное с приводом предназначено для сверления отверстий в заготовках из древесины и других материалов в бытовых условиях. Электропривод по своим характеристикам относится к бытовым электрическим приборам с классом защиты II по ГОСТ 27570.0.-87.
Основные технические характеристики устройства приведены в таблице 7.2
Таблица 7.2 – Технические характеристики сверлильного устройства
|
Диаметр сверла, мм | |
|
Ряд номинальных частот вращения шпинделя, мин -1 | |
|
Напряжение переменного однофазного тока частотой 50 Гц номинальное, В | |
|
Мощность полезная, Вт | |
|
Мощность потребляемая номинальная, Вт | |
|
Режим работы повторно-кратковременный работа, мин пауза, мин | |
|
Шпиндель с резьбой | |
|
Диапазон расстояний от оси посадочного места род электропривод до оси стойки, мм Без переустановки С переустановкой | |
|
Диапазон расстояний от верхней плоскости посадочного места род электропривод до основания, мм Без штанги Со штангой | |
|
Рабочая глубина сверления, мм, не более | |
|
Габаритные размеры, мм, не более | |
|
Масса, кг, не более |
Сверлильное устройство (рис.7.2) состоит из основания, электропривода и механизмов вертикального и горизонтального перемещений. К основанию 1, на котором могут быть установлены тиски или закреплена обрабатываемая деталь, при помощи винтов крепится вертикальная рейка 2, которая несет на себе кронштейн 9 с траверсой 3. На траверсе установлен электропривод 4 с редуктором, который заканчивается шпинделем 5. На шпиндель наворачивается сверлильный патрон 6.
Электропривод имеет возможность перемещаться по траверсе в горизонтальном направлении за счет реечной передачи с помощью рукоятки 7, величина перемещения отсчитывается по лимбу отсчетного устройства 8. После позиционирования оси шпинделя в нужном положении, его необходимо зафиксировать на траверсе вращением ручки 9.
Механизм вертикального перемещения представляет собой прямозубую реечную передачу, зубчатое колесо которого вместе с кронштейном 9 перемещается по рейке 2, при повороте рукоятки 10. Величина перемещения отсчитывается по лимбу отсчетного устройства 11.
В отверстие кронштейна 9 проходит регулировочный стержень в сборе 12, связанный с хомутом 13, который служит для фиксации глубины сверления и вместе с пружиной 14 для возврата траверсы в верхнее положение. Фиксация кронштейна 9 и хомута 13 на рейке 2 производится рукояткой 15 и гайкой 16. От поворота кронштейна 9 вокруг рейки 2 предотвращают шпонки.
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи - вертикальное перемещение шпинделя. Заготовку обычно устанавливают на стол станка или на фундаментную плиту, если она имеет большие габаритные размеры. Соосность отверстий заготовки и шпинделя достигается перемещением заготовки.
На станине (колонне) 1 станка (рис. 6.4) размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу - штурвалом 5. Контроль глубины обработки производят по лимбу 6. В нише размещают электрооборудование и противовес. В некоторых моделях для электрооборудования предусмотрен шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхнюю плоскость используют для установки заготовок. Иногда внутренние полости фундаментной плиты являются резервуаром для СОЖ. Стол станка служит для закрепления заготовки. Он может быть подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Стол монтируют на направляющих станины или изготовляют в виде тумбы, установленной на фундаментной плите.
Охлаждающая жидкость подается электронасосом по шлангу 8. Смазывание узлов сверлильной головки также производят с помощью насоса. Остальные узлы смазывают вручную.

Сверлильная головка (рис. 6.5) представляет собой чугунную отливку, в которой смонтированы коробки скоростей и подач, шпиндель и другие механизмы. Коробка скоростей включает в себя двух- и трехвенцовый блоки зубчатых колес, которые переключают с помощью рукоятки 15 и сообщают шпинделю различные угловые скорости. Это выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Например, шпиндель станка модели 2Н135 имеет двенадцать ступеней частоты вращения (от 31,5 до 1400 мин -1), обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16. Коробку скоростей крепят к сверлильной головке 4 сверху.
Шпиндель станка получает вращение от шлицевой передачи, входящей в коробку скоростей 1, что позволяет шпинделю одновременно вращаться и перемещаться в осевом направлении совместно с гильзой. Осевые нагрузки, возникающие при сверлении, воспринимаются подшипниками, смонтированными в гильзе шпинделя.
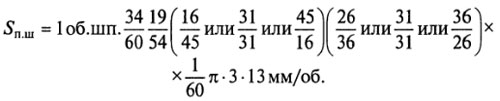
Уравнение кинематической цепи вращения шпинделя
Коробка подач 2 обеспечивает девять подач в диапазоне 0,1... ... 1,2 мм/об. Переключение подач осуществляется рукояткой 3. Коробка подач получает вращение от вала VIII коробки скоростей, связанного со шпинделем постоянной передачей с зубчатыми колесами z = 34 и z = 60.
Уравнение кинематической цепи движения подачи шпинделя
Передача движения от штурвала 5 механизма 6 через реечную передачу 7 непосредственно на гильзу 9 шпинделя 8 осуществляется при включенной муфте Мф. На рисунке показан шпиндель станка с установленной на нем четырехшпиндельной головкой.
Для извлечения инструмента из конуса шпинделя применяют специальный механизм, состоящий из выбивного кулачка 18, обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, продолжая уходить вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Конец кулачка упирается в остановившуюся обойму, кулачок поворачивается и выдавливает инструмент из конуса шпинделя.
Станки снабжают устройствами для автоматического выключения механической подачи при достижении заданной глубины обработки. Глубина обработки устанавливается с помощью механизма 12, смонтированного на левой стороне головки. Механизм приводится в действие зубчатой парой и имеет диск с кулачками для установки глубины сверления и автоматического выключения с реверсом, а также лимб для визуального отсчета.
Затраты времени на вспомогательные ходы сокращаются благодаря механизму 13 ускоренного перемещения шпинделя с электроприводом 14. Управление универсальным станком осуществляется с помощью кнопочной станции 11, а автоматизированным станком - панели 10.
Удобно и быстро высверливать отверстия на сверлильном станке. Сверлильный станок относится к технологическим машинам. Технологические машины предназначены для обработки различных материалов. Как и всякая технологическая машина, сверлильный станок состоит из трех главных частей: двигателя, передаточного механизма и исполнительного механизма (рис. 139).
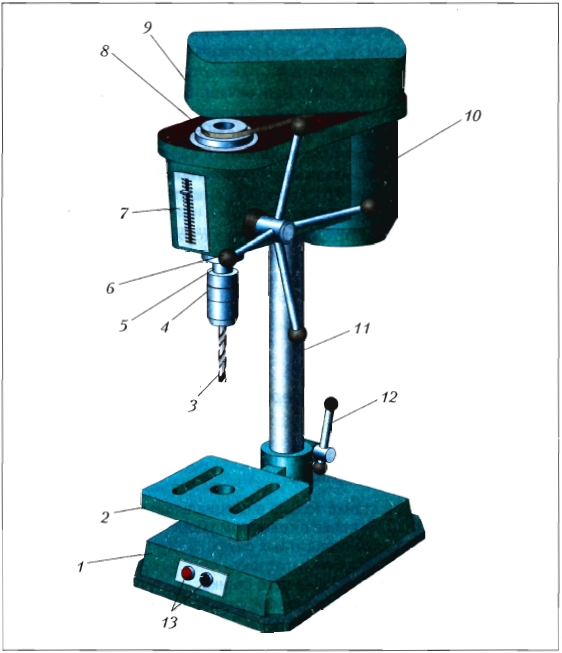
Рис. 139. Сверлильный станок: 1 - основание (станина); 2 - рабочий стол; 3 - сверло; 4 - патрон; 5 - рабочий вал; 6 - рукоятка подачи сверла; 7 - шкала глубины сверления; 8 - шкив с ремнем; 9 - защитный кожух; 10 - электродвигатель; 11 - колонна; 12 - стопор; 13 - пусковые кнопки
Приступая к работе на станке, его осматривают и проверяют исправность. В патрон вставляют и специальным ключом крепят сверло нужного диаметра. Сверло должно быть зажато в патроне прямо, без перекоса. На рабочем столе крепят заготовку, на которой размечен центр будущего отверстия. Кнопкой «Пуск» включают электродвигатель, который посредством ременной передачи вращает рабочий орган (шпиндель с патроном и сверлом). Поворотом рукоятки шпиндель (рабочий вал) со сверлом подается на заготовку. Глубина сверления отсчитывается по шкале с момента начала сверления. После высверливания отверстия сверло поднимают. Станок выключают.
Крупные заготовки при сверлении удерживают левой рукой, а мелкие - в плоскогубцах или тисках.
На предприятиях на сверлильных станках работают сверловщики, или операторы станков ЧПУ (числового программного управления).
Практическая работа № 42
Изучение устройства сверлильного станка и работа на нем
Правила безопасной работы
- Работайте на станке только в специальной одежде: комбинезоне или халате, а также в головном уборе.
- Сверлите только в защитных очках.
- Надежно закрепляйте заготовку.
- Не отходите от работающего станка.
- Убирайте стружку щеткой при остановленном станке.
Порядок выполнения работы
- Изучите конструкцию сверлильного станка.
- Раскройте принцип его работы.
- Закрепите сверло в патроне.
- Разметьте, накерните и закрепите заготовку в тисках.
- Включите станок и просверлите отверстие.
- Выключите станок и щеткой соберите стружку в совок.
Новые понятия
Сверлильный станок у технологическая машина, конструкция, части станка (двигатель, передаточный механизм, исполнительный механизм), сверловщик, оператор станка ЧПУ.
Контрольные вопросы
- Покажите двигатель, передаточный механизм и рабочий орган сверлильного станка.
- Из чего состоит и для чего служит передаточный механизм?
- Что служит исполнительным механизмом сверлильного станка?
- Как фиксировать заготовки при сверлении: маленькие, большие, короткие, длинные?
- Почему сверлильный станок имеет несколько рукояток подачи сверла?
- Перечислите правила безопасной работы на сверлильном станке.





