Trdota medenine L63 po žarjenju. Žarjenje, kaljenje in toplotna obdelava medenine
Zaradi visoke toplotne prevodnosti se med utrjevalno toplotno obdelavo bakrovih zlitin ne pojavi problem kaljivosti. Z dimenzijami polizdelkov in izdelkov, ki se uporabljajo v praksi, so žgani.
Baker in zlitine na njegovi osnovi aktivno sodelujejo s kisikom in vodno paro pri povišanih temperaturah, vsaj intenzivneje kot aluminij in njegove zlitine.Zaradi te lastnosti se pri toplotni obdelavi polizdelkov in izdelkov iz njega pogosto uporabljajo zaščitne atmosfere. baker in njegove zlitine, medtem ko so v tehnologiji toplotne obdelave aluminija zaščitne atmosfere redke.
Žarjenje bakra in njegovih zlitin se izvaja, da se odpravijo tista odstopanja od ravnotežne strukture, ki so nastala med postopkom strjevanja ali kot posledica mehanskega delovanja ali predhodne toplotne obdelave.
Homogenizacijsko žarjenje vključuje segrevanje ingotov na najvišjo možno temperaturo, ne da bi pri tem prišlo do taljenja strukturnih komponent zlitin. Likvacijski pojavi v bakru in medenini se razvijejo neznatno, segrevanje ingotov za vročo tlačno obdelavo pa zadostuje za njihovo homogenizacijo.
Glavne bakrove zlitine, ki zahtevajo homogenizacijsko žarjenje, so kositrni broni, saj sta sestavi tekoče in trdne faze v sistemu Cu-Sn zelo različni, zato se razvije intenzivna dendritična likvacija.
Zaradi homogenizacijskega žarjenja se poveča homogenost strukture in kemične sestave ingotov. Homogenizacijsko žarjenje je eden od pogojev za pridobitev kakovostnega končnega izdelka.
Rekristalizacijsko žarjenje je ena od pogostih tehnoloških stopenj v proizvodnji bakrenih polizdelkov in zlitin na njegovi osnovi.
Temperaturo začetka rekristalizacije bakra intenzivno zvišujejo Zr, Cd, Sn, Sb, Cr, Ni, Zn, Fe, Co pa delujejo šibko. Povišanje temperature začetka rekristalizacije ob sočasni prisotnosti več elementov je neaditivno, vendar nekoliko presega prispevek najučinkoviteje delujoče primesi. V nekaterih primerih, na primer pri vnosu svinca in žvepla v baker, je skupni učinek večji od posameznih učinkov. Baker, deoksidiran s fosforjem, je v nasprotju z bakrom, ki vsebuje kisik, med žarjenjem nagnjen k močni rasti zrn.Prag rekristalizacije v prisotnosti fosforja se premakne proti višjim temperaturam.
Kritična stopnja deformacije za baker brez kisika z velikostjo zrnca reda 2*10v-2 cm po žarjenju pri 800°C 6 ur je približno 1 %. Nečistoče, kot je železo, povečajo kritično stopnjo deformacije, ki je za medenino 5-12% (slika 44).
Na rekristalizacijsko temperaturo medenine vpliva tudi predhodna obdelava, predvsem stopnja hladne deformacije in velikost zrn, ki nastanejo pri tej obdelavi. Na primer, čas pred začetkom rekristalizacije medenine L95 pri temperaturah 440 ° C je 30 minut pri stopnji hladne deformacije 30 % in 1 minuta pri stopnji deformacije 80 %.
Velikost začetnega zrna vpliva na proces kristalizacije v nasprotju s povečanjem stopnje deformacije. Na primer, v zlitini L95 z začetno velikostjo zrn 30 in 15 μm, žarjenje po 50% deformaciji pri temperaturi 440 ° C vodi do rekristalizacije po 5 oziroma 1 minuti. Hkrati velikost začetnega zrna ne vpliva na hitrost rekristalizacije, če temperatura žarjenja preseže 140 °C.
Na sl. Slika 45 prikazuje podatke o vplivu sestave α-medenin na temperaturo žarjenja (stopnja deformacije 45 %, čas žarjenja 30 min), ki zagotavlja pridobitev dane velikosti zrn. Pri enakih pogojih deformacije in žarjenja se z naraščajočo vsebnostjo cinka velikost zrn zmanjšuje, doseže minimum in nato narašča. Tako je na primer po žarjenju pri 500 °C 30 minut velikost zrn: v bakru 0,025 mm; v medenini s 15 % Zn 0,015 mm in v medenini 35 % Zn 0,035 mm. Iz slike 45 je tudi razvidno, da pri α-medeninah zrna začnejo rasti pri relativno nizkih temperaturah in rastejo do solidusnih temperatur, pri dvofaznih (α+β)- in specialnih medeninah pa pride do rasti zrn praviloma šele pri temperaturah. pri kateri ena β-faza. Na primer, pri medenini L59 se znatno povečanje zrnatosti začne pri žarjenju nad temperaturo 750 ° C.
Temperatura žarjenja medenine je izbrana približno 250-350 ° C nad temperaturo, pri kateri se začne rekristalizacija (tabela 16).
Ko bakrove zlitine, ki vsebujejo 32-39 % Zn, žarimo pri temperaturah nad prehodom α⇔α+β, se sprosti faza β, ki povzroči neenakomerno rast zrn. Takšne zlitine je priporočljivo žariti pri temperaturah, ki ne presegajo ravnotežne črte α⇔α+β sistema Cu-Zn. V zvezi s tem je treba medenino, katere sestava je blizu točke največje topnosti cinka v bakru, žariti v pečeh z visoko natančnostjo nadzora temperature in visoko enakomernostjo njegove porazdelitve po celotnem volumnu bakra.
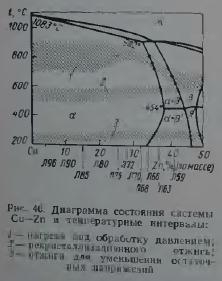
Na sl. 46 prikazuje optimalne načine žarjenja za enostavne medenine na podlagi rezultatov posplošitve tehnoloških priporočil, nabranih v domači in svetovni praksi. Obstaja težnja, da se temperatura popolnega žarjenja medenine poveča z naraščajočo vsebnostjo cinka.
Pri izbiri načinov rekristalizacijskega žarjenja za medenine je treba upoštevati, da je mogoče zlitine, ki ležijo blizu fazne meje α/α+β (slika 46), zaradi spremenljive topnosti cinka v bakru termično utrditi. Medenine, ki vsebujejo več kot 34% Zn, postanejo nagnjene k staranju (slika 47), sposobnost utrjevanja med staranjem pa se poveča s povečanjem vsebnosti cinka do 42%. Ta vrsta toplotnega utrjevanja medenine ni našla praktične uporabe. Kljub temu hitrost ohlajanja medenin tipa L63 po rekristalizacijskem žarjenju vpliva na njihove mehanske lastnosti. Pri izbiri načinov žarjenja za zmanjšanje napetosti je treba upoštevati tudi možnost razgradnje prenasičenih raztopin v α-medeninah, ki vsebujejo več kot 34 % Zn, in v α+β-medeninah. Huda hladna deformacija lahko pospeši razgradnjo prenasičenih α- in β-raztopin pri žarjenju.

Po literaturnih podatkih se temperatura, pri kateri se začne rekristalizacija medenine L63, giblje od 250 do 480 ° C. Najbolj drobnozrnata struktura v zlitini L63 nastane po žarjenju pri temperaturah 300-400 ° C. Višja je stopnja prejšnjega hladne deformacije, manjša je velikost rekristaliziranega zrna in večja trdota (slika 48) pri enakih pogojih žarjenja.
Kakovost žarjenega materiala ne določajo le njegove mehanske lastnosti, temveč tudi velikost rekristaliziranega zrna. Velikost zrn v popolnoma prekristalizirani strukturi je precej enakomerna. Če so načini rekristalizacijskega žarjenja nepravilno nastavljeni, se v strukturi jasno zaznata dve skupini zrn različnih velikosti. Ta tako imenovana dvojna struktura je še posebej nezaželena med operacijami globokega vlečenja, krivljenja ali poliranja in jedkanja izdelka.
Ko se velikost zrn poveča do določene meje, se sposobnost žigosanja medenine izboljša, vendar se kakovost površine poslabša. Na površini izdelka z velikostjo zrn nad 40 mikronov opazimo značilno hrapavost "pomarančne lupine".
Stopnje evolucije deformirane strukture so časovno bistveno podaljšane, zato se zdi mogoče s spreminjanjem časa žarjenja dobiti delno ali popolnoma rekristalizirano strukturo z drobnimi zrni. Polizdelki z nepopolno rekristalizirano strukturo in zelo majhno velikostjo zrn so odtisnjeni brez tvorbe "pomarančne lupine".
Delno žarjenje, katerega trajanje je določeno s stopnjo predhodne deformacije, se izvaja v območju 250-400 ° C. Za vzdrževanje natančnega tehnološkega režima je treba takšno žarjenje izvajati v pečeh za raztezanje, kjer je delovna temperatura in čas zadrževanja (hitrost odpiranja) sta strogo nadzorovana.
Delno žarjenje se uporablja predvsem za zmanjšanje preostalih napetosti, ki lahko povzročijo tako imenovano "sezonsko razpokanje". Ta vrsta korozije, ki je značilna za medenine, ki vsebujejo več kot 15 % Zn, je sestavljena iz postopnega razvoja medkristalnih razpok pod hkratnim vplivom napetosti (ostalih in uporabljenih) in specifičnih kemičnih reagentov (na primer raztopine in hlapi amoniaka, raztopine živosrebrove soli, moker žveplov anhidrid, različni amini itd.). Domneva se, da je občutljivost medenine na sezonsko razpokanje posledica nehomogenosti napetosti in ne njihove absolutne velikosti.
Učinkovitost žarjenja za zmanjšanje zaostalih napetosti se preverja z živosrebrnim testom. Preskusna metoda z živim srebrom omogoča kvalitativno oceno prisotnosti preostalih napetosti. Temelji na različnem obnašanju obremenjenih in nenapetih materialov, ko so izpostavljeni živosrebrovemu nitratu. Med preskusom se na obremenjenem materialu pojavijo s prostim očesom vidne vzdolžne in prečne razpoke. Pojavijo se na mestih nateznih napetosti, ki lahko povzročijo uničenje izdelka med delovanjem ali skladiščenjem zaradi korozijskega razpokanja.
Načini žarjenja medenine za zmanjšanje preostale napetosti so podani na sl. 46 in v tabeli. 16.
Potreba po toplotni obdelavi.
Toplotna obdelava jeklenih delov se izvaja v primerih, ko je potrebno bodisi povečati trdnost, trdoto, odpornost proti obrabi ali elastičnost dela ali orodja ali, nasprotno, narediti kovino mehkejšo in lažjo za obdelavo.
Glede na temperaturo ogrevanja in način naknadnega hlajenja ločimo naslednje vrste toplotne obdelave: kaljenje, popuščanje in žarjenje. V amaterski praksi lahko s spodnjo tabelo določite temperaturo vročega dela po barvi.
Toplotna barva: jeklo |
Temperatura ogrevanja "C |
Temno rjava (vidna v temi) |
530-580 |
Rjavo-rdeča |
580-650 |
Temno rdeča |
650-730 |
Temno češnjevo rdeče |
730-770 |
Češnjevo rdeče |
770-800 |
Svetlo češnjevo rdeče |
800-830 |
Svetlo rdeče |
830-900 |
Oranžna |
900-1050 |
Temno rumena |
1050-1150 |
Svetlo rumena |
1150-1250 |
Svetlo bela |
1250-1350 |
Kaljenje daje jeklenemu delu večjo trdoto in odpornost proti obrabi. Da bi to naredili, se del segreje na določeno temperaturo, drži nekaj časa, da se celotna prostornina materiala segreje, nato pa hitro ohladi v olju (konstrukcijska in orodna jekla) ali vodi (ogljikova jekla). Običajno se deli iz konstrukcijskih jekel segrejejo na 880-900 °C (svetlo rdeča žareča barva), iz instrumentalnih jekel na 750-760 °C (temno češnjevo rdeča barva), deli iz nerjavnega jekla pa na 1050 °C. -1100° C (barva temno rumena). Deli se segrevajo najprej počasi (na približno 500°C), nato pa hitro. To je potrebno za zagotovitev, da v delu ne nastanejo notranje napetosti, kar lahko privede do razpok in deformacije materiala.
V praksi popravil uporabljajo predvsem hlajenje v enem mediju (olju ali vodi), pri čemer pustijo del v njem, dokler se popolnoma ne ohladi. Vendar je ta način hlajenja neprimeren za dele s kompleksnimi oblikami, v katerih pri takem hlajenju nastajajo velike notranje napetosti. Deli kompleksne oblike se najprej ohladijo v vodi na 300-400 ° C, nato pa se hitro prenesejo v olje, kjer se pustijo, dokler se popolnoma ne ohladijo. Čas zadrževanja dela v vodi se določi s hitrostjo 1 s za vsakih 5-6 mm prečnega prereza dela. V vsakem posameznem primeru se ta čas izbere empirično glede na obliko in maso dela.
Kakovost utrjevanja je v veliki meri odvisna od količine hladilne tekočine. Pomembno je, da med postopkom hlajenja dela temperatura hladilne tekočine ostane skoraj nespremenjena, zato mora biti njegova masa 30-50-krat večja od mase kaljenega dela. Poleg tega je treba pred potopitvijo vročega dela tekočino temeljito premešati, da se njena temperatura izenači po celotni prostornini.
Med procesom hlajenja se okoli dela tvori plast plinov, ki ovirajo izmenjavo toplote med delom in hladilno tekočino. Za intenzivnejše hlajenje je treba del nenehno premikati v tekočini v vseh smereh.
Majhne dele iz nizkoogljičnega jekla (stopnje "3O", "35", "40") rahlo segrejemo, potresemo s kalijevim železovim sulfidom (rumeno krvno soljo) in ponovno postavimo na ogenj. Takoj, ko se premaz stopi, se del spusti v hladilni medij. Kalijev železov sulfid se tali pri temperaturi približno 850 °C, kar ustreza temperaturi kaljenja teh vrst jekla.
Kaljenje kaljenih delov.
Kaljenje utrjenih delov zmanjša njihovo krhkost, poveča žilavost in razbremeni notranje napetosti. Glede na temperaturo segrevanja ločimo nizko, srednje in visoko kaljenje.
Nizek dopust uporablja se predvsem pri obdelavi merilnih in rezalnih orodij. Utrjen del segrejemo na temperaturo 150-250 ° C (temperaturna barva je svetlo rumena), vzdržujemo pri tej temperaturi in nato ohladimo na zraku. Zaradi te obdelave material ob izgubi krhkosti ohrani visoko trdoto, poleg tega pa se znatno zmanjšajo notranje napetosti, ki nastanejo pri kaljenju.
Povprečen dopust uporabljajo v primerih, ko želijo dati delu vzmetne lastnosti in dovolj visoko trdnost s srednjo trdoto. Da bi to naredili, se del segreje na 300-500 ° C in nato počasi ohladi.
In končno, visok dopust izpostavljeni deli, pri katerih je treba popolnoma odstraniti vse notranje napetosti. V tem primeru je temperatura ogrevanja še višja - 500-600 ° C.
Toplotna obdelava (kaljenje in popuščanje) delov enostavnih oblik (valjev, osi, dlet, luknjačev) se pogosto izvaja naenkrat. Del, segret na visoko temperaturo, se za nekaj časa potopi v hladilno tekočino in nato odstrani. Kaljenje nastane zaradi toplote, ki ostane znotraj dela.
Majhno površino dela hitro očistimo z abrazivnim blokom in spremljamo barvo madeža na njem. Ko se pojavi barva, ki ustreza zahtevani temperaturi kaljenja (220 °C - svetlo rumena, 240 °C - temno rumena, 314 °C - svetlo modra, 330 °C - siva), se del ponovno potopi v tekočino, zdaj dokler popolnoma ohladi. Pri kaljenju majhnih delov (kot pri kaljenju) se surovec segreje in nanj položi del, ki ga je treba kaliti. V tem primeru je barva tarnanja opazna na samem delu.
Žarjenje jeklenih delov.
Za lažjo mehansko ali plastično obdelavo jeklenega dela se njegova trdota zmanjša z žarjenjem. Tako imenovano popolno žarjenje je sestavljeno iz dejstva, da se del ali obdelovanec segreje na temperaturo 900 ° C, vzdržuje na tej temperaturi nekaj časa, ki je potreben za segrevanje celotne prostornine, in nato počasi (običajno skupaj s pečjo) ) ohladimo na sobno temperaturo.
Notranje napetosti, ki nastanejo v delu med obdelavo, se odstranijo z nizkotemperaturnim žarjenjem, pri katerem se del segreje na temperaturo 500-600 ° C in nato ohladi skupaj s pečjo. Za lajšanje notranjih napetosti in rahlo zmanjšanje trdote jekla se uporablja nepopolno žarjenje - segrevanje na 750-760 ° C in kasnejše počasno (tudi skupaj s pečjo) hlajenje.
Žarjenje uporabljamo tudi, kadar je kaljenje neuspešno ali ko je treba pregreti orodje za obdelavo druge kovine (če je na primer treba pregreti bakreni sveder za vrtanje litega železa). Med žarjenjem se del segreje na temperaturo, ki je nekoliko nižja od temperature, potrebne za utrjevanje, nato pa se postopoma ohladi na zraku. Zaradi tega utrjeni del ponovno postane mehak in primeren za strojno obdelavo.
Žarjenje in kaljenje duraluminija.
Za zmanjšanje njegove trdote se izvaja žarjenje duraluminija. Del ali obdelovanec se segreje na približno 360° C, kot med kaljenjem, nekaj časa drži in nato ohladi na zraku.
Trdota žarjenega duraluminija je skoraj polovica trdote kaljenega duraluminija.
Približno temperaturo ogrevanja dela iz duraluminija lahko določite na naslednji način. Pri temperaturi 350-360° C lesni drobec, s katerim se peljemo po vroči površini dela, zogleni in pusti temno sled. Temperaturo dela lahko precej natančno določimo z majhnim (približno velikosti glave vžigalice) koščkom bakrene folije, ki ga položimo na njegovo površino. Pri temperaturi 400° C se nad folijo pojavi majhen zelenkast plamen.
Žarjeni duraluminij ima nizko trdoto, lahko ga vtisnete in upognete dvakrat brez strahu pred razpokami.
Utrjevanje. Duraluminij se lahko utrjuje. Pri strjevanju se deli iz te kovine segrejejo na 360-400 ° C, zadržijo nekaj časa, nato potopijo v vodo pri sobni temperaturi in pustijo tam, dokler se popolnoma ne ohladijo. Takoj po tem postane duraluminij mehak in prožen, zlahka upognjen in kovan. Po treh do štirih dneh pridobi povečano trdoto. Njegova trdota (in hkrati krhkost) se tako poveča, da ne prenese upogiba pod majhnim kotom.
Duraluminij pridobi največjo trdnost po staranju. Staranje pri sobni temperaturi imenujemo naravno, pri povišanih temperaturah pa umetno. Trdnost in trdota sveže kaljenega duraluminija, ki ga pustimo na sobni temperaturi, se sčasoma povečujeta in dosežeta najvišjo raven po petih do sedmih dneh. Ta proces se imenuje staranje duraluminija
Žarjenje medu in medenine.Žarjenje bakra. Baker je tudi izpostavljen toplotni obdelavi. V tem primeru je baker lahko mehkejši ali trši. Vendar se za razliko od jekla baker utrdi s počasnim ohlajanjem na zraku, baker pa postane mehak s hitrim ohlajanjem v vodi. Če bakreno žico ali cev segrejemo do rdečega (600°) nad ognjem in nato hitro potopimo v vodo, bo baker postal zelo mehak. Ko dobimo želeno obliko, lahko izdelek ponovno segrejemo na ognju na 400 ° C in pustimo, da se ohladi na zraku. Žica ali cev bo nato postala trdna.
Če je treba cev upogniti, jo tesno napolnimo s peskom, da preprečimo sploščenje in razpoke.
Žarjenje medenine poveča njeno duktilnost. Po žarjenju medenina postane mehka, se zlahka upogne, izloči in dobro raztegne. Za žarjenje se segreje na 500 ° C in pusti, da se ohladi na zraku pri sobni temperaturi.
Modrenje in "modrenje" jekla.
Modrenje. Jekleni deli po modrenju pridobijo črno ali temno modro barvo različnih odtenkov, ohranijo kovinski sijaj, na njihovi površini se tvori obstojen oksidni film; zaščita delov pred korozijo. Pred modritvijo je izdelek skrbno brušen in poliran. Njegovo površino razmastimo s pranjem v alkalijah, nato izdelek segrejemo na 60-70 ° C. Nato ga postavimo v pečico in segrejemo na 320-325 ° C. Enakomerno obarvanost površine izdelka dosežemo le ko se enakomerno segreje. Tako obdelan izdelek hitro obrišemo s krpo, namočeno v konopljino olje. Po mazanju izdelek ponovno rahlo segrejemo in obrišemo do suhega.
"Modrenje" jekla. Jeklene dele lahko daste v čudovito modro barvo. Za to naredimo dve raztopini: 140 g hiposulfita na 1 liter vode in 35 g svinčevega acetata ("svinčevega sladkorja") tudi na 1 liter vode. Pred uporabo raztopine premešamo in segrejemo do vrenja. Izdelke predhodno očistimo, poliramo do sijaja, nato potopimo v vrelo tekočino in hranimo, dokler ne dobimo želene barve. Nato del operemo v vroči vodi in posušimo, nakar ga rahlo obrišemo s krpo, navlaženo z ricinusovim ali čistim strojnim oljem. Tako obdelani deli so manj dovzetni za korozijo.
MEDENINA
Medenine so najpogostejše zlitine na osnovi bakra. Povzetek seznama standardnih medenin po GOST 15527 in njihovih tujih analogov je podan v tabeli. 1.

Diagram stanja zlitine bakra in cinka je prikazan na sl. 1

In spremembe temperature izhlapevanja, taljenja in litja zlitin bakra in cinka glede na vsebnost cinka - na sl. 2.

Sprememba normalnega modula elastičnosti zlitin bakra in cinka glede na vsebnost cinka - sl. 3.

Osnovni parametri intermetalnih faz sistemskih zlitin Cu-Zn so podane v tabeli. 2.
Pri prehodu iz neurejene β-faze v urejeno β ’-faze v določenem temperaturnem območju pride do zmanjšanja koeficienta medsebojne difuzije in hitrosti rasti faze. Aktivacijska energija medsebojne difuzije v β’-fazi narašča, v β-fazi pa pada z naraščanjem koncentracije cinka, medtem kopribližno 1,5-krat večji v fazi β' kot v fazi β. Parcialni atomski difuzijski koeficienti Zn 2-krat več kot atomov Cu v neurejeni β-fazi in skoraj sovpada z urejeno β'-fazo.
Preprosta medenina s fazno sestavo ima praktično uporabo α, α + β, β in β + γ .
Kemična sestava medenine, obdelane s pritiskom, v skladu z domačimi standardi, je podana v dodatku. 1.


PREPROSTA MEDENINA
Enostavna medenina, odvisno od fazne sestave, je razdeljena na dve vrsti: enofazna α (do 33% Zn) in dvofazni α + β (nad 33 % Zn).
V enofaznih medeninah, v katerih je vsebnost cinka blizu meje nasičenja, so včasih prisotne majhne količine β-faze kot posledica počasnih difuzijskih procesov. Vendar vključki /3-faze, opaženi v zelo majhnih količinah, nimajo opaznega vpliva na lastnosti α - medenina. Čeprav imajo te medenine dvofazno strukturo, jih je glede na fizikalne, mehanske in tehnološke lastnosti priporočljivo uvrstiti med enofazne medenine.
Tlačna obdelava navadnih medenin
Enofazni (A)medenina med vročo deformacijo je zelo občutljiva na vsebnost nečistoč, zlasti taljivih ( Bi, Pb ). Bizmut v zlitini lahko segregira vzdolž meja, tako da lahko celo njegova monoatomska plast povzroči rdečo krhkost v enofaznih medeninah z visoko vsebnostjo cinka. Obdelovalnost α - Ko je medenina vroča, se z naraščajočo vsebnostjo cinka poslabša. Hladno je enofazno medenino mogoče dobro obdelati.
Dvofazniα + β - medenine se v vročem stanju obdelujejo bolje kot enofazne zaradi prisotnosti visoke plastičnosti pri povišanih temperaturah β -faze in so manj občutljivi na nečistoče. Vendar pa so občutljivi na pogoje temperature in hitrosti hlajenja. Zaradi tega je pri vroče stisnjenih polizdelkih pogosto opaziti neenakomerno strukturo. Na primer, sprednji konec palice (trak ali cev) ima pretežno fino igličasto strukturo in visoke mehanske lastnosti, na zadnjem koncu palice pa je zaradi ohlajanja struktura zrnata in ima zmanjšane mehanske lastnosti. .
V hladnem stanju je dvofazna medenina obdelana slabše od enofazne medenine. Njihova plastičnost v hladnem stanju je odvisna od strukture. če α -faza se nahaja na glavnem ozadju kristalov β -faze v obliki tankih iglic, potem se izboljša obdelavnost dvofazne medenine v hladnem stanju.
Vpliv vsebnosti cinka v medeninah na temperaturno območje vroče tlačne obdelave je prikazan na sl. 4.

V medeninah v temperaturnem območju 200-600 ° C, odvisno od fazne sestave in vsebnosti cinka, opazimo območje zmanjšane duktilnosti.
Pri hladnem valjanju, vlečenju in globokem vtiskovanju medenine, ne glede na njihovo fazno sestavo, je prednostna struktura z velikostjo zrn, ki ne presega 0,05 mm.
Skupna stopnja hladne deformacije enostavnih medenin je določena z določeno mejo, nad katero duktilnost močno pade. Ta meja dovoljene skupne hladne deformacije, ki se z naraščajočo vsebnostjo cinka zmanjšuje, je določena za vsako znamko medenine.
Če predpostavimo največjo vročo duktilnost v homogenem območju β -fazi in pri sobni temperaturi v regiji α -fazo za 100%, potem lahko kvantitativno ocenimo obdelavnost medenine s pritiskom ( tabela. 3).

Takšne ocene obdelovalnosti kovin in zlitin po tlačnih in drugih tehnoloških značilnostih se pogosto uporabljajo v tuji praksi.
Toplotna obdelava navadnih medenin. Glavni vrsti toplotne obdelave preproste medenine sta rekristalizacijsko žarjenje in žarjenje za razbremenitev notranjih napetosti. Postopek rekristalizacije medenine je določen z vsebnostjo cinka in fazno sestavo.
Temperatura začetka rekristalizacije α -medenina se zmanjšuje z naraščajočo vsebnostjo cinka. Prekristalizacija α -faza v visoko deformirani dvofazni medenini se začne pri 300°C. V teh pogojih ostane β-faza nespremenjena in njena rekristalizacija se začne pri višji temperaturi. Zato je treba pri izbiri temperature žarjenja za pridobitev optimalne strukture upoštevati to lastnost dvofaznih medenin.
Velikost zrn enofaznih medenin je določena v skladu s standardi mikrostrukture (GOST 5362).
Pri žarjenju medeninastih polizdelkov v zračni ali oksidacijski atmosferi nastanejo na njihovi površini lise – produkti oksidacije, ki jih je med jedkanjem težko odstraniti. Zmanjšanje parcialnega tlaka kisika (vakuumsko žarjenje) preprečuje obarvanje, vendar predstavlja nevarnost razcinkanja. Zato je priporočljivo izvajati žarjenje pri minimalni temperaturi in v zaščitni atmosferi. V proizvodnih pogojih se je madežem najtežje izogniti pri medeninah, ki vsebujejo 37-40 % cinka.
Obdelovalnost preproste medenine z rezanjem. Obdelovalnost medenine z rezanjem (struženje, rezkanje, skobljanje, brušenje) je odvisna od fazne sestave medenine. Pri rezanju enofazne medenine so odrezki dolgi. Dvofazni ( A + β ) medenine so obdelane bolje kot enofazne α - medenina. Ko se vsebnost /3-faze poveča, postanejo odrezki bolj krhki in krajši. Kvantitativna ocena obdelovalnosti preproste medenine z rezanjem se določi s primerjavo z medenino LS63-3, katere obdelovalnost je 100%. Enofazni α -medenine so zelo polirane, dvofazne pa nekoliko slabše. Podana je obdelovalnost medenine z rezanjem in polirnost tabela. 4.

Spajkanje in varjenje preprostih l atuney. Navadno medenino je zelo enostavno spojiti z mehkimi spajkami. Pred mehkim spajkanjem površino očistimo bodisi z brušenjem bodisi s kislinskim jedkanjem. Za spajkanje je bolje uporabiti zlitine, ki vsebujejo 60% kositra. Vsebnost antimona v spajki zaradi njegove močne afinitete do cinka ne sme biti večja od 0,25-0,5%. Mehko spajkanje se prednostno izvaja s kloridnimi talili.
Enofazniα -medenine lahko enostavno spajamo tudi s spajkanjem s trdimi spajkami, tudi srebrnimi, dvofaznimi A + β - nekoliko slabše.
Bakreno-fosforne spajke so samofluksne, zato spajkanje medenine s temi spajkami poteka brez talil. Pri spajkanju z drugimi trdimi spajkami je treba uporabiti ustrezna talila.
Vsebnost svinca v trdih spajkah je omejena na 0,5 %.
Kvantitativna ocena spajkanja navadne medenine,%: enofazniα - medenina (mehke spajke) – 100%, enofazniα - medenina (trde spajke) – 100%, dvofazniα+ β - medenina (mehke spajke) – 100%, dvofazniα+ β - medenina (trde spajke) – 75%.
Varljivost enostavne medenine je nekoliko slabša od spajkanja. Splošna kvantitativna ocena varljivosti medenine -75% v primerjavi z bakrom brez kisika, vzetim kot 100 %. Za spajanje medenine se uporabljajo naslednje vrste varjenja: obločno z ogljikovo elektrodo, obločno s toljivo elektrodo, obločno z volframovo (netaljivo) elektrodo v zaščitnem okolju (inertni plin), obločno z toljivo elektrodo v inertnem plinsko okolje, kisik-acetilen, električni kontakt (točka), valj, zadnjica).
Vsebnost medenine 20% Zn slabo se obnese pri elektrokontaktnem varjenju, lažji - medenina s 40% Zn . Visoka vsebnost cinka v dvofaznih medeninah otežuje obločno varjenje zaradi njegovega izhlapevanja. Zato morajo dodajni materiali, ki se uporabljajo pri obločnem varjenju, vsebovati relativno majhne količine cinka. Medenine, ki vsebujejo več kot 0,5 % Pb, je običajno težko variti. Za izboljšanje omočljivosti kovine med postopkom varjenja je potrebno predgretje na temperaturo 260 ° C, zlasti za medenino z visoko vsebnostjo bakra. Varjenje medenine z ogljikovo elektrodo, ki vsebuje 15-30%, Zn , je najbolje narediti z polnilnimi palicami (žico) iz Cu zlitine + 3% Si . Za varjenje z enim prehodom se lahko uporabljajo bakrene palice (žica), legirane z majhno količino kositra; za večprehodne zvare je bolje uporabiti legirane palice Cu + 3 % Si.
Medenine, ki vsebujejo več kot 30 % Zn , lahko varimo z ogljikovo elektrodo z polnilnimi palicami (žico) iz medenine Cu + 40 % Zn oz Cu + 3 % Si . Za izboljšanje kakovosti varjenja je potrebno kovino predhodno segreti na temperaturo 210°C. Kot potrošne elektrode se uporabljajo žice ali palice iz kositrno-fosforjevega brona ali aluminijevega brona.
Obločno varjenje medenine z volframovo elektrodo v okolju inertnega plina je zapleteno zaradi sproščanja hlapov cinkovega oksida, ki zavirajo delovanje obloka. Zato je treba varjenje izvajati pri visokih hitrostih.
Varjenje s kisikom in acetilenom daje dobre rezultate. Za varjenje medenine z vsebnostjo 15-30% Zn potrebno je uporabiti polnilne palice (žico) iz zlitine Cu + 1,5 % Si. čepogoji delovanja končnih izdelkov ne povzročajo lokalne korozije (razcinkanje), lahko uporabite medenino s 40% Zn (L60). Za varjenje medenine, ki vsebuje več kot 30 % Zn kot polnilni material se uporablja zlitina Cu + 3 % Si.
Vpliv primesi na lastnosti enostavnih medenin. Nečistoče nimajo pomembnega vpliva na mehanske, fizikalne (z izjemo železa, ki pri vsebnosti > 3,0 % spremeni magnetne lastnosti medenin) in kemijske lastnosti enostavnih medenin, opazno pa vplivajo na njihove tehnološke lastnosti. Med obdelavo z vročim pritiskom so enofazne medenine še posebej občutljive na nečistoče z nizkim tališčem.
Kakovost izdelkov, pridobljenih iz medenine z globokim žigosanjem, je odvisna od čistosti zlitine, zato mora biti v enostavnih medeninah, namenjenih za globoko žigosanje, vsebnost nečistoč minimalna.
Vpliv nečistoč na kakovost medeninastih polizdelkov:
aluminij poslabša kakovost ulitka, kar povzroča penjenje v ulitkih; bizmut povzroča vročo krhkost medenine, zlasti enofazne; železo oteži proces rekristalizacije;
silicijizboljša postopke spajkanja in varjenja, poveča odpornost proti koroziji; nikelj poveča temperaturo, pri kateri se začne rekristalizacija;
svinecpovzroča vročo krhkost medenine, zlasti enofazne medenine, ki vsebujejo cink v območju 30-33%;
antimonnegativno vpliva na obdelovalnost medenine s pritiskom. Antimonovi mikroaditivi (<0,1 %) к двухфазным латуням частично локализуют коррозию, связанную с обесцинкованием;
arzenposlabša duktilnost medenin zaradi sproščanja krhkih faz pri koncentracijah nad mejo topnosti: v medeninah v trdnem stanju (>0,1%). Arzenovi dodatki v majhnih količinah (< 0,04%) предохраняют латуни от коррозионного растрескивания и обесцинкования при контакте с морской водой;
fosfor izboljšuje strukturo v ulitem stanju in preprečuje pokanje pri segrevanju, pospešuje rast zrn med rekristalizacijo; zmanjšuje korozijo, povezano z razcinkanjem; ni priporočljivo kot deoksidacijsko sredstvo za zlitine bakra in cinka;
kositerzmanjša duktilnost medenine in lahko povzroči toplotne razpoke, če je vsebnost železa > 0,05 %.
Modifikacija medenin izvedemo z vnosom v talino:
dodatki elementov, ki tvorijo ognjevzdržne spojine, ki bodo, če so strukturno skladne, služile kot kristalizacijska središča;
površinsko aktivne kovine, ki s koncentracijo na ploskvah nastajajočih kristalov upočasnijo njihovo rast.
Elementi, kot so železo, nikelj, mangan, kositer, itrij, kalcij, bor in misch metal, se uporabljajo kot modifikatorji v medeninah.
Korozijske lastnosti medenine. Medenine imajo zadovoljivo odpornost na industrijsko, morsko in podeželsko atmosfero. V zraku zbledijo. Korozivni učinek na medenine, ki vsebujejo >15% cinka, povzročajo ogljikov dioksid in halogeni.
Medenine, ki vsebujejo <15% Zn , glede na odpornost proti koroziji so blizu bakra industrijske čistosti.
Pod vplivom oksidativnih kislin medenina intenzivno korodira. Mejna koncentracija dušikove kisline, pri kateri ni opazne korozije, je 0,1 % (masni delež). Žveplova kislina deluje manj agresivno na medenino, vendar v prisotnosti oksidativnih soli K 2 SG 2 O 7 in Fe 2 (S0 4) 3stopnja korozije se poveča 200-250-krat. Med neoksidirajočimi kislinami ima klorovodikova kislina najbolj korozivni učinek.
Korozijska odpornost medenine na večino kislin, ki nimajo oksidativne sposobnosti, je zadovoljiva. Medenina je odporna tudi na razredčene vroče in hladne alkalne raztopine (z izjemo raztopin amoniaka) in hladne koncentrirane nevtralne raztopine soli. Medenina je inertna na rečno in slano vodo. V stiku z rečno vodo, ki vsebuje majhne količine žveplove kisline, ali v morski vodi navadna medenina opazno korodira. Hitrost korozije je odvisna od temperature, koncentracije, stopnje kontaminacije in hitrosti pretoka okoli kovinske površine. Medenine imajo dobro korozijsko odpornost na zemljo in so nevtralne za prehrambene izdelke. Stopnja korozije medenine v tleh se giblje od 0,0005 mm/leto (v ilovnati zemlji s pH 5,7) do 0,075 mm/leto (v pepelni zemlji s pH 7,6).
Suhi plini - fluor, brom, klor, vodikov klorid, vodikov fluorid, ogljikov dioksid, ogljikovi in dušikovi oksidi pri temperaturi 20 ° C in nižje praktično ne vplivajo na medenino, vendar v prisotnosti vlage učinek halogenov na medenini se močno poveča; žveplov dioksid povzroča korozijo medenine, če je njegova koncentracija v zraku 1 % in zračna vlaga > 70 %; Vodikov sulfid pomembno vpliva na medenino v vseh pogojih, vendar medenina vsebuje Zn > 30 % bolj odporen kot medenina z nizko vsebnostjo cinka.
Fluorirane organske spojine, kot je freon, nimajo skoraj nobenega učinka na medenino.
V vlažni nasičeni pari pri visokih hitrostih (približno 1000 m 3 / c ) opazimo luknjičasto korozijo, zato se medenina ne uporablja za pregreto paro.
Podana je korozijska odpornost medenine v različnih okoljih tabela. 5.

V rudniške vode, sploh če je Fe2(SO4 ) 3 medenina je močno korodirana. Fluoridne soli, prisotne v vodi, imajo šibek učinek na medenino, kloridne soli imajo močnejši učinek, jodidne soli pa zelo močan učinek.
Medenina je poleg splošne korozije podvržena tudi posebnim vrstam korozije: cinkanju in "sezonskemu" razpokanju.
Razcinkanje je posebna oblika korozije, pri kateri se trdna raztopina cinka raztopi v bakru in se baker elektrokemično nanese na katodna mesta. Produkte cinkove korozije je mogoče odstraniti ali obdržati v obliki oksidnega filma. Raztopina, v kateri je medenina razcinkana, običajno vsebuje več cinka kot bakra.
Zaradi razcinkanja medenina postane porozna, na površini se pojavijo rdečkasti madeži, poslabšajo se mehanske lastnosti. Razcinkanje opazimo, ko medenina pride v stik z elektroprevodnimi mediji (kisle in alkalne raztopine) in se kaže v dveh oblikah: kontinuirano in lokalno. Proces razcinkanja se stopnjuje z večanjem vsebnosti cinka, pa tudi s povišanjem temperature in prezračevanja. Enofazna medenina, ki vsebuje >15 % Zn , so izpostavljeni razcinkanju v kislih raztopinah (nitrati, sulfati, kloridi, amonijeve soli in cianidi). V dvofaznih medeninah je proces razcinkanja opazno povečan in se lahko pojavi tudi v vodnih medijih. Najbolj ranljiva jeβ faza.
Majhni dodatki arzena, fosforja in antimona delno lokalizirajo korozijo, povezano z razcinkanjem. Pred razcinkanjem ščitita predvsem arzen in antimonα -faza.
"Sezonsko" ali intergranularno razpokanje opazimo v medeninah kot posledico izpostavljenosti korozivnim sredstvom v prisotnosti nateznih napetosti. Jedka sredstva so: pare ali raztopine amoniaka, kondenzati z žveplovim dioksidom, mokri anhidrid žveplove kisline, raztopine živosrebrovih soli, razni amini, sestavine raztopin za jedkanje, mokri ogljikov dioksid. Če atmosfera vsebuje sledi amoniaka, mokrega ogljikovega dioksida, žveplovega dioksida in drugih jedkih snovi, potem pride do "sezonskega" pokanja, ko temperaturna nihanja povzročijo kondenzacijo jedkih snovi na površini delov.
Medenine, ki vsebujejo do 7% cinka, so malo občutljive na "sezonsko" razpokanje.V medeninah, ki vsebujejo od 10 do 20% cinka, medzrnate razpoke ne opazimo, če notranje natezne napetosti ne presegajo 60 MPa.Medenine, ki vsebujejo 20-30% cinka Zn , se podvržejo korozijskemu razpokanju le v hladno deformiranem stanju v vodni raztopini amoniaka. Enofazne medenine s koncentracijo cinka blizu meje nasičenosti in dvofazne medenine so najbolj nagnjene k korozijskemu razpokanju. Odporni so na sezonsko razpokanje le ob prisotnosti nateznih napetosti< 10 МПа.
Nagnjenost k korozijskemu razpokanju zlitin bakra in cinka v amoniakovi pari je prikazana na sl. 5.

Da bi preprečili korozijsko razpokanje medenine, je potrebno uporabiti nizkotemperaturno žarjenje in jih med skladiščenjem zaščititi pred oksidacijo. Za razbremenitev notranjih napetosti se izvede predrekristalizacijsko žarjenje.
Za zaščito medenine pred oksidacijo je priporočljivo, da jih pasiviramo v naslednjih okoljih: rahlo kisla vodna raztopina, ki vsebuje približno 6% kromovega anhidrida in 0,2% žveplove kisline; vodna raztopina, ki vsebuje 5 % krom in 2% kromove galune.
Medenina je zaščitena tudi z zaviralci korozije, na primer z benzotriazolom ali toluentriazolom. Benzotriazol tvori film na površini (< 5 нм), которая предохраняет латуни от коррозии в водных средах, различных атмосферах и других агентах. Коррозионные ингибиторы могут быть введены в состав лаков и защитной оберточной бумаги.
V primeru elektrokemične korozije se medenina v stiku z različnimi kovinami in zlitinami manifestira na dva načina: v nekaterih primerih kot anoda, v drugih kot katoda ( tabela 6 ).

Ko pride medenina v stik s srebrom, nikljem, bakronikljem, bakrom, aluminijevim bronom, kositrom in svincem, ne pride do elektrokemične korozije.
Pri segrevanju medenina oksidira. Hitrost oksidacije medenine eksponentno narašča z naraščajočo temperaturo in se podvoji približno vsakih 360 K. Pri temperaturah nad 770 K je izhlapevanje cinka najbolj intenzivno, če njegova koncentracija v zlitinah presega 20 %.
Sprememba nekaterih fizikalnih in mehanskih lastnosti medenine glede na vsebnost cinka je prikazana na sl. 6-9.




Podane so značilne fizikalne, mehanske in tehnološke lastnosti medenin p ril. 2, 3, 4.



Posebne medenine, tlačno obdelane
Posebne ali večkomponentne medenine so zlitine bakra in cinka kompleksne sestave, v katerih so glavni legirni elementi aluminij, železo, mangan, nikelj, mangan, nikelj, silicij, kositer in svinec. Ti elementi so običajno vneseni v medenino v takih količinah, da so popolnoma raztopljeniα inβ faze. Poleg navedenih elementov so v medenino vneseni majhni dodatki arzena, antimona in drugih elementov.
Vpliv legirnih elementov se kaže na dva načina: lastnosti faz se spremenijo (Ain/3) in njihove relativne količine, tj. meja faznih transformacij.
Za določitev meja faznih transformacij v sistemu ali "navidezne" ("fiktivne") vsebnosti bakra pri dodajanju legirnega elementa uporabite empirično enačbo:
A ’ = A *100/(100+ X *(K e-1)),
Kje a'- navidezna (fiktivna) vsebnost bakra, % (po teži); A -dejanska vsebnost bakra, % (po teži); X- vsebina tretje komponente, % (po teži); Ke- Guinierjev koeficient, ki označuje vpliv legirnega elementa na fazno sestavo (pri K e> 1, število naraščaβ '-faza).
Pomen Keza različne elemente: za Ni K uh od -1,2 do -1,4, za Co K e=-1, za Mn K e=0,5, za Fe K e=0,9, za Pb K e=1, za Sn K e=2, za Al K e=6, za Si K e od 10 do 12.
Svinčene medenine
Svinčene medenine so zlitine bakra in cinka, legirane s svincem. Diagram stanja sistema Cu - Zn - Pb predstavljeno na riž. 10.

Topnost svinca v zlitinah v trdnem stanju je zanemarljiva. V dvofaznih zlitinah bakra in cinka (ki vsebujejo Zn 40 %) topnost svinca pri 750 °C vβ -faza nekaj več kot 0,2%; Pri sobni temperaturi je svinec praktično netopen. V dvofaznih medeninah (v ravnovesju) se svinec nahaja v notranjostiα inβ -faze in delno na mejah teh faz. Ko se svinec sprosti vzdolž faznih ali zrnatih meja, opazno poslabša deformabilnost medenine v vročem stanju.
Svinec v zlitinah A + β opravlja dvojno vlogo: na eni strani se uporablja kot faza, ki pospešuje brušenje odrezkov, na drugi strani - kot mazivo, ki zmanjša koeficient trenja med rezanjem. Učinkovitost dodatkov svinca je določena z njegovo količino in strukturo zlitine, velikostjo in naravo porazdelitve delcev svinca ter velikostjo zrn. a -faza, količina in porazdelitevβ faze.
Z izboljšanjem obdelovalnosti svinec bistveno zmanjša udarno trdnost medenine, poslabša obdelovalnost, spajkanje in varjenje, polirnost in oteži galvansko površinsko obdelavo izdelkov.
Trdnostne lastnosti svinčenih medenin hitreje padajo z naraščajočo temperaturo v primerjavi s preprostimi medeninami. Natezna trdnost medenine, ki vsebuje približno 2 % svinca, pri temperaturi 600 °C je 10 MPa pri temperaturi 800 °C. - praktično enaka nič.
Glede na obdelavo končnih deformiranih polizdelkov je svinčena medenina razvrščena v tri glavne vrste: za hladno oblikovanje, za vroče žigosanje in za obdelavo na avtomatskih stružnicah.
Struktura svinec debela medenina. obdelan s hladnim pritiskom stanje, sestoji izα -faza in svinec, katerih vsebnost mora biti v mejah, ki zagotavljajo visoko obdelovalnost. Take zlitine vključujejo medenine razredov LS74-3, LS64-2, JIC 63-3 in LS63-2.
Svintsov e lat neobdelano z vročim pritiskom stanju in namenjen za vroče kovanje in žigosanje - dvofazni (α +β). Vsebnost cinka v medeninah mora biti tolikšna, da transformacija α + β na jasnoβ -faza je potekala v celoti in pri relativno nizki temperaturi.
Ocenjena vsebina β -faza je približno 20%. Vsebnost svinca od 1 do 3%. Takšne medenine vključujejo svinčene medenine znamk LS60-1, LS59-1 in LS59-3. Svintsov e latu ni. uporablja se za obdelavo na avtomatskih stružnicah in v mikrotehnologiji (t.j. za izdelavo delov, ki so zelo majhni, približno 1 mm) - dvofazni, z visoko vsebnostjo svinca; LS63-3 (nizka vsebnost/3-fazni) in LS58-3 (visoka vsebnost β -faze).
Za medenine, ki se uporabljajo v mikrotehnologiji, veljajo posebne zahteve glede enakomernosti kemične sestave, toleranc glavnih komponent in mikrostrukture (velikost in porazdelitev delcev svinca, količina in porazdelitev). β -faze, velikost zrn α -faze). Na majhnih območjih je treba zagotoviti enakomernost kemične sestave (homogenost zlitine).
Meje za optimizacijo mikrostrukture svinčenih medenin za "mikro dele" so določene z vsebino β -faza od 10 do 30%, zrnatost α -faza - od 10 do 50 mikronov s povprečnim premerom delcev svinca 1-5 mikronov.
Obdelava svinčenih medenin. Oksidi različnih elementov poslabšajo obdelovalnost svinčene medenine z rezanjem, zato je pri njihovem taljenju in litju potreben skrben nadzor nad njihovo vsebnostjo. Od nečistoč na obdelovalnost najbolj negativno vpliva železo, zato so glede njegove vsebnosti določene posebne omejitve. Ulivanje se izvaja na dva načina: v kalupe in polkontinuirano (kontinuirano) metodo. Da bi dosegli stabilnost kemične sestave, je zaželeno ulivati svinčene medenine na neprekinjen (polkontinuiran) način.
Svinec ne vpliva na temperaturo in proces kristalizacije zlitin bakra in cinka, strjuje se pri 326 °C in v primeru izločanja vzdolž meja zrn (faz) poslabša vročo deformabilnost dvofaznih zlitin.
Razponi sestave standardnih vroče in hladno obdelanih svinčenih medenin so prikazani na sl. enajst.

Pri vročem žigosanju svinčene medenine, ki vsebujejo 56-60% Cu (LS59-1) je nagnjenost k nastanku razpok določena predvsem s temperaturo deformacije. Optimalno temperaturno območje, pri katerem ne nastanejo razpoke, je precej ozko in se nahaja v temperaturnem območju, ki tvori črte na faznem diagramu Cu-Zn , razmejitev dvofaznega α + β inenofazniβ -regije
Vsebnost svinca, pa tudi nečistoče z nizkim tališčem (bizmut, antimon in drugi) ne vpliva na nagnjenost k nastanku razpok med vročim žigosanjem dvofaznih svinčenih medenin (α + β ).
Vpliv kemične sestave na rezalno in tlačno obdelovalnost svinčenih medenin je prikazan v tabeli. 7.

Svinecα -medenina se obdeluje v hladnem stanju, pod določenimi pogoji pa je možno tudi vroče stiskanje.
Glavni vrsti toplotne obdelave za svinčene medenine sta polno rekristalizacijsko žarjenje in nizkotemperaturno žarjenje za razbremenitev notranjih napetosti.
Osvinčena medenina ni tako dobra kot navadna medenina pri spajkanju, varjenju in poliranju. Za spajanje svinčene medenine ni priporočljivo uporabljati varjenja s kisikom in acetilenom, obločnega varjenja v zaščitnem plinu ali obločnega varjenja s potrošno elektrodo.
Co. odpornost svinčenih medenin proti koroziji . Svinčene medenine imajo: odlično odpornost na učinke čistih bikarbonatov, freona, fluoriranih bikarbonatnih hladilnih sredstev in lakov; dobra odpornost na industrijsko, morsko, podeželsko atmosfero, alkohol, dizelsko gorivo in suh ogljikov dioksid; zmerna odpornost na surovo nafto in ogljikovodik dioksid; slaba odpornost na amonijev hidroksid, klorovodikovo in žveplovo kislino.
Kositer yannaya la t uni
Kositer malo vpliva na spreminjanje meja faznih transformacij, vendar opazno spremeni naravo β -faze. Diagram stanja sistema Cu - Zn - Sn prikazano na riž. 12.

Dvofazne kositrne medenine imajo visoko odpornost proti koroziji v številnih okoljih. S povečano vsebnostjo kositra v medenini se pojavi nova γ faza. Faza γ je krhka komponenta, ki bistveno poslabša hladno obdelavo medenine. Videz γ -faze v dvofazni medenini (a +/3), opaženo pri zgornji vsebnosti kositra 0,5% (če vsebnost kositra presega to mejo, potem med pretvorbo β sprosti se δ-faza, ki ovije α -faza. Pojav krhkih faz omejuje legiranje medenine s kositrom. Vsebnost kositra več 2% v medeninah poslabša njihovo vročo obdelavo. Standardne kositrne medenine lahko razdelimo na dve vrsti: enofazne (α - trdna raztopina) in trifazni ( α + β + γ ).
Aluminijasta medenina
Aluminijeve medenine so zlitine bakra in cinka, v katerih je glavni legirni dodatek aluminij.
Aluminij zaradi visokega Guinierjevega koeficienta (Ke = 6) in znatne topnosti v trdnem stanju v primerjavi z drugimi elementi (razen silicija) že v majhnih količinah opazno vpliva na lastnosti medenine. Aluminijevi dodatki povečajo mehanske lastnosti in odpornost medenine proti koroziji, vendar nekoliko zmanjšajo njihovo duktilnost. Količina vnesenega aluminija je omejena na meje, nad katerimi se pojavi krhkost. γ -faza ( riž. 13).

Z vsebnostjo bakra,% (masni): 70; >/ J 65; 60 mejna vsebnost aluminija, % (masni): 6; 5 oziroma 3. V medeninah, obdelanih s pritiskom, vsebnost aluminija ne presega 4%, v litih medeninah visoke trdnosti - 7%.
Legiranje medenine se izvaja samo z aluminijem ali v določenih razmerjih z drugimi elementi (železo, nikelj, mangan in itd.).
Enofazne medenine (LA85-0,5, LA77-2) so praviloma legirane samo z aluminijem. Za lokalizacijo razcinkanja in preprečevanje korozijskega razpokanja ob stiku z morsko vodo v enofaznih aluminijevih medeninah, ki vsebujejo več kot 15 % Zn, uvedite 0,02-0,04 As (LAMsh77-2-0,05).
Presežek arzena (> 0,062 %) poslabša duktilnost medenine. Aluminij skupaj z železom (LAZH60-1-1) in nikljem (LAN59-3-2) se vnaša predvsem v dvofazne medenine.
Železo izboljša duktilnost medenine, ki vsebuje svinec, vroče zdrobi strukturo in poveča njihove mehanske lastnosti; Nikelj poveča odpornost proti koroziji. Železo in nikelj nekoliko zmanjšata duktilnost medenine, ko je hladna.
Legiranje medenine z aluminijem, nikljem in majhnimi dodatki mangana in silicija (LANKMts75-2-2,5-0,5-0,5) jih naredi disperzijsko utrjene in bistveno izboljša mehanske lastnosti, zlasti elastične lastnosti.
Enofazne aluminijeve medenine se zadovoljivo obdelujejo s pritiskom v vročem in dobro v hladnem stanju; dvofazni - dobro vroče in zadovoljivo hladno. Obdelovalnost rezanja je od 30 do 50 % (v primerjavi z medenino LS63-3).
Aluminijasta medenina se v primerjavi s svincem težje spaja s spajkami, nekoliko bolje pa se vari; po polirnosti so blizu dvofazni enostavni medenini ( zavihek l. 8).

Medenine, ki vsebujejo železo
Dodatki železa bistveno izboljšajo strukturo medenine in s tem izboljšajo mehanske lastnosti in tehnološke lastnosti. Vendar" sistem zlitin Cu - Zn - Fe redko uporabljen. Večkomponentne medenine so postale zelo razširjene.
Manganova medenina
Legiranje medenine z manganom znatno poveča njihovo odpornost proti koroziji v stiku z morsko vodo, kloridi in pregreto paro.
Sistemski diagram zlitine Cu - Zn - Mn prikazano na sl. 14.

Dodatki mangana imajo manjši vpliv na strukturo medenine. Vendar pa mangan zmanjša stabilnost urejene fazne mreže β . Ko je vsebnost Mn > 4,7 % (at.), opazimo delno neurejeno stanje v zlitini pri temperaturi kaljenja 520 °C.
Mangan najbolj ugodno vpliva na lastnosti in tehnološke lastnosti medenine v kombinaciji z drugimi legirnimi elementi (aluminij, železo, kositer, nikelj).
Silikonske medenine
Silicij v trdnem stanju je topen v medenini v znatnih količinah, vendar se njegova topnost zmanjšuje z naraščajočo vsebnostjo cinka. Območje trdne raztopine Apod vplivom silicija in cinka se močno premakne proti bakrenemu kotu (sl. 15 ) .

S povečanjem vsebnosti silicija v strukturi zlitine Cu - Zn - Si nastopi nova faza Zaheksagonalna singinija, ki je plastična pri povišanih temperaturah in za razliko od β -faza je polarizirana. Ko se temperatura zniža (pod 545 °C), pride do evtektoidne razgradnje k-faze vα + γ ".
Silikonske medenine, ki vsebujejo 20 % Zn in 4 % Si ni primeren za tlačno obdelavo zaradi nizke duktilnosti. Za pridobivanje deformiranih polizdelkov, ki vsebujejo silicijeve medenine<4% Si.
Majhni dodatki silicija izboljšajo tehnološke lastnosti medenine pri litju in vročem oblikovanju, povečajo mehanske lastnosti in lastnosti proti trenju
Nikeljmedenina
Legiranje medenine z nikljem poveča njihove mehanske lastnosti in odpornost proti koroziji. Medenine iz niklja so bolj odporne proti razcinkanju in korozijskemu razpokanju kot druge medenine.
Kot je razvidno iz faznega diagrama sistema zlitin Cu - Zn - Ni (riž. 16), ima nikelj opazen učinek na strukturo medenine, ki širi območje trdne raztopine α

Pri legiranju z nikljem lahko nekatere dvofazne medenine pretvorimo v enofazne.
Legiranje medenine L62 z nikljem v količini 2-3% (masni delež) omogoča pridobitev enofazne zlitine z drobnimi zrni, visokimi in enakomernimi mehanskimi lastnostmi ter povečano odpornostjo proti koroziji. Zahvaljujoč dodajanju niklja pri proizvodnji deformiranih polizdelkov je odpravljen pojav takšnega negativnega pojava, kot je struktura šiva.
Priporočila za izboljšanje lastnosti zlitin bakra in cinka ob upoštevanju tujih izkušenj. Na lastnosti medenine, skupaj s čistostjo začetnih sestavin zlitin, metodami in načini taljenja in litja, močno vplivajo načini njihove obdelave in priprave polnjenja.
Za zmanjšanje nastajanja poroznosti in mehurčkov v ploščah (trakovih) in trakovih iz medenine razredov L70, L68, L63 in L60: preprečite kontaminacijo polnila s fosforjem; odpadki v obliki sekancev, ki vsebujejo olje, emulzijo itd., so pred taljenjem izpostavljeni oksidativnemu žganju; dodajte bakrov oksid v talino v količini 0,1-1,0 kg na 100 kg polnjenja; bodite posebno pozorni na optimalne pogoje litja in vročega valjanja; žarite vroče valjane trakove pred hladnim valjanjem.
Za povečanje odpornosti medenine L68 in L70 na korozijsko razpokanje je treba posvetiti veliko pozornosti izbiri pogojev hladnega valjanja in žarjenja. Celotno zmanjšanje med zadnjim hladnim valjanjem mora biti več kot 50%, optimalna temperatura žarjenja je 260-280°C.
Za povečanje odpornosti dvofazne medenine na razcinkanje (in to je mogoče, če je delež β -faza v strukturi zlitine je približno 30%) je potrebno izvesti toplotno obdelavo v temperaturnem območju 400-700°C (odvisno od sestave zlitine).
Da bi preprečili razcinkanje medenine L63 in pridobili visokokakovostno površino med svetlim žarjenjem (v zvonastih in grednih pečeh), se temperatura rekristalizacijskega žarjenja vzdržuje v območju 450-470 ° C. Pri tej temperaturi v 1-4 urah dobimo trak (trak) z velikostjo zrn 0,035-0,045 mm, natezno trdnostjo 33-35 kgf / mm 2 in relativnim raztezkom 50%.
Utrjevanje kovine vam omogoča, da naredite nekaj sprememb v njeni strukturi, zaradi česar je mehkejša ali, nasprotno, trša. Pri kaljenju je veliko odvisno ne le od samega segrevanja, temveč tudi od procesa in časa ohlajanja. Proizvajalci v glavnem kalijo jeklo, s čimer je izdelek bolj vzdržljiv, po potrebi pa lahko tudi baker.
Kaljenje bakra - proizvodni proces
Baker se utrjuje z metodo žarjenja. Med toplotno obdelavo lahko baker postane mehkejši ali trši, odvisno od tega, za kaj se bo uporabljal v prihodnosti. Vendar je pomembno vedeti, da se metoda kaljenja bakra bistveno razlikuje od načina kaljenja jekla.
Baker se utrjuje s počasnim ohlajanjem na zraku. Če je treba dobiti mehkejšo strukturo, se utrjevanje izvede s hitrim hlajenjem kovine v vodi takoj po segrevanju. Če želite dobiti zelo mehko kovino, morate baker segreti do vročine (to je približno 600 °), nato pa ga spustite v vodo. Ko je izdelek prestal proces deformacije in pridobil želeno obliko, ga lahko ponovno segrejemo na 400° in nato pustimo, da se ohladi na zraku.
Obrat za kaljenje bakra
Baker se kali v posebni opremi, ki je zasnovana za ta namen. Obstaja več vrst opreme za kaljenje, vendar je danes najbolj priljubljena indukcijska oprema. Indukcijska naprava je odlična za utrjevanje bakra, kar vam omogoča, da dobite visokokakovosten izdelek. Zahvaljujoč avtomatizirani programski opremi opreme HDTV je konfigurirana z visoko natančnostjo, ki prikazuje čas segrevanja, temperaturo in način hlajenja kovine.
Če podjetje nenehno utrjuje kovinske izdelke, potem bi bilo najbolje, da bodite pozorni na poseben komplet opreme, ki je zasnovan za udobno in hitro kaljenje. Kalilni kompleks ELSIT ima vso potrebno opremo za visokofrekvenčno kaljenje. Kalilni kompleks vključuje: indukcijsko napravo, kalilnik, manipulator in hladilni modul. Če mora kupec utrjevati izdelke različnih oblik, se lahko v utrjevalni kompleks vključi komplet induktorjev različnih velikosti.
Graaver 04-03-2010 20:17
Začel bom od daleč ...
Športne medalje izdelujem že več kot deset let, vendar so vprašanja, s katerimi se nenehno srečujem, pa nikoli nisem našel končnih odgovorov nanje.. mi lahko kdo pomaga? tukaj je eden od njih..
Za povečanje duktilnosti je treba ob stiskanju medeninasti obdelovanec žariti ... in tu se zabava začne ...
Trenutno uporabljam ta recept za žarjenje medenine L63 (izveden eksperimentalno):
Segrevanje v pečici na t=560 C, držanje 1,5-2 uri, ohlajanje na zraku..
Pri enakih parametrih (blagovna znamka medenine, način vzdrževanja) so izhodni rezultati popolnoma drugačni.
V enem primeru vse "piščančke in puffs" ... medenina postane "mehka", se zlahka deformira in ima enakomerno, zrcalno gladko površino (ustreza "ogledalu" žiga).
V drugi različici se zdi, da je vse enako.. "mehko" (plastično), le tam, kjer bi moralo biti "ogledalo", se pojavi rahel, komaj opazen "celulit pomarančne kože".. zdi se malenkost, a je strašno neprijetno
Vprašanje je ...
Je že kdo naletel na podobno težavo in kako jo je rešil?
Zanima me temperatura, čas zadrževanja pri segrevanju in čas ohlajanja (metoda) ..
Tudi, ali je možno "ozdraviti" medeninaste surovce "okužene s celulitom" (nepravilno vzdrževanje)?
Z vsem spoštovanjem, Andrew.
Ress75 04-03-2010 20:47
V nakitnih tehnikah obstaja taka tehnika: imenuje se p.. (ne spomnim se več) Bistvo je ponavljajoče se žarjenje (6x) srebra itd. Kovina se začne brusiti z notranje strani izdelka in z vsakim ciklom lokalno površina izdelka nabrekne - tak puščavski relief se pojavi s pomarančno lupino. Na splošno je lepo. Potem je tu še naravno beljenje, itd. Mogoče bo kaj podobnega prišlo tukaj?
YUZON 04-03-2010 21:45
Točno cel L 63? ali pa morda PM
Graaver 04-03-2010 22:08
kvota: Ali je medenina iz iste serije ali različnih zalog?
Točno cel L 63? ali pa morda PM
zabava ena..
Včasih razrežejo tri liste (četudi predpostavimo, da so listi različni, vse blanke prinesejo v eni vrečki, to je cca 900 kosov, 300 kosov na list), žarim ... del je normalen, del je "celulit". ” (tj. ena serija po vzdrževanju je vse normalno, druga težava)..
Res je, priznam, da je čas držanja v pečici drugačen..
Težave s temperaturnimi razlikami so izključene.. pečica omogoča ohranjanje temperature "+"_"-" 1 stopinja C
Brez žarjenja ni “celulita”, je pa tudi zelo težko preriniti tak obdelovanec..
Če se je kdo srečal s tem, ali obstaja zagotovljen recept?
Biti “mehka” in brez “celulita”...?
Graaver 04-03-2010 22:19
Ali kdo ve, pod kakšnimi pogoji (ki presegajo katere parametre) se zgodi ta grda stvar?
sm posebno 04-03-2010 23:35
Morda bi "googlanje" poizvedbe o napakah pri žarjenju medenine kaj razjasnilo ...
YUZON 05-03-2010 11:53
Poskusite lahko tudi:
Dolge hitrosti zaklopa ni treba delati, glede na postopek: nalaganje pri t=600 C, segrevanje cca 1 mm/min. Ko se temperatura izenači, jo ohladimo na zraku ali z vodo.
IMHO: Ko je dolgo časa izpostavljen oksidativnemu ozračju, cink začne oksidirati in "praskati" površino.
In včasih so krivi valji za pločevino (ne morejo obvladati svojega tehničnega postopka)
Graaver 05-03-2010 14:41
Pri eksperimentiranju s t=600 C sem garantirano dobil “celulit”, čeprav je bil čas izpostavljenosti dolg..
V bližnji prihodnosti bo spet priložnost za eksperimentiranje..
Poskušal bom skrajšati čas, ko bodo kosi v pečici..
Nestor74 05-03-2010 16:39
2Graaver
Po praznikih bom preveril pri prijateljih (fantje veliko delajo s trobilom - spominki, pripomočki za podelitev), mogoče mi lahko kaj povedo, bom odpisal, če bo do takrat to vprašanje še vedno aktualno.
YUZON 05-03-2010 16:50
kvota: Poskušal bom skrajšati čas, ko bodo kosi v pečici..
Kar zadeva čas: čim manj, tem bolje. dokler se pečica vrne v normalno stanje.
Ne pošiljajte v tesni embalaži.
Boule 05-03-2010 17:28
lahko, svojih 5 kopeck: naravnost v vodo, brez izpostavljenosti zraku
Boule 05-03-2010 17:29
preprosto kaljenje bakrovih zlitin je ravno nasprotno od kaljenja jekel - poveča se duktilnost
Graaver 05-03-2010 20:12
citat: po počitnicah se bom posvetoval s prijatelji (fantje veliko delajo s trobili - spominki, pripomočki za podelitev), mogoče mi lahko kaj povedo, odpisal bom, če bo do takrat to vprašanje še vedno aktualno.
Vsak nasvet pride prav!
In praktične izkušnje so še posebej pomembne!
kvota: naložimo na 600 in preklopimo pečico na t=560.
Ne pošiljajte v tesni embalaži.
Poskusil sem s hlajenjem v vodi.. ampak spet je bila izpostavljenost surovcev v pečici precejšnja in vse v seriji je bilo čim bolj "tesno" ..
Verjetno je bil to razlog za neuspeh...
Graaver 12-03-2010 19:52
Zgodilo se je tisto kar sem najmanj pričakoval...
Zgodba je na kratko taka...
Naročil sem dve medeninasti plošči in ju poslal v proizvodnjo brez pregleda..
Izkazalo se je, da je bila ena plošča, kot je bila naročena, medenina (L63), druga pa bron (blagovna znamka neznana, ima prijeten roza odtenek).
Bron mi tehnično ne ustreza. značilnosti.
Zato se cela zabava, da ne bi zapravili, preseli na bolšji trg.
Mogoče ga bo kdo rabil?!!
Tukaj je fotografija praznih delov in "testne" medalje iz tega materiala.
Graaver 13-03-2010 09:27
Izvedel sem poskus z novo serijo ... "minimalni zahtevani" čas držanja v pečici + "ohlapno" polnjenje + hlajenje v vodi.".
Eksperiment je uspel ... "celulita" ni!
Najlepša hvala enošotorskima avtodomoma “Bul” in “YUZON” za praktične nasvete!!!
se opravičujem ker sem vsiljiva..
Ali je možno "obnoviti" medenino po neustreznem vzdrževanju?
Z vsem spoštovanjem, Andrew.
Priporočamo tudi
 Kaj je bolje za streho: ondulin ali valovita plošča
Kaj je bolje za streho: ondulin ali valovita plošča
 Valovita plošča ali ondulin - kaj je bolje izbrati?
Valovita plošča ali ondulin - kaj je bolje izbrati?
 Kako zgraditi lopo: izbira lokacije, materiali in postavitev, faze namestitve, primerjava cen
Kako zgraditi lopo: izbira lokacije, materiali in postavitev, faze namestitve, primerjava cen
 Obrobite strešne napušče z lastnimi rokami
Obrobite strešne napušče z lastnimi rokami
 Montaža strehe iz valovitih plošč po korakih Elementi strešne konstrukcije iz valovitih plošč
Montaža strehe iz valovitih plošč po korakih Elementi strešne konstrukcije iz valovitih plošč
 Kako namestiti strešni žleb
Kako namestiti strešni žleb