धार बोर्ड से बाहर निकलें। चीरघर व्यवसाय के लिए उपकरणों का चुनाव
काटने की लकड़ी उद्योग में आगे उपयोग के लिए उपयुक्त गोल लकड़ी से लकड़ी प्राप्त करने के उद्देश्य से विभिन्न तकनीकों का उपयोग करके क्रियाओं का एक चक्र है। प्रक्रिया की अवधि और श्रम तीव्रता गोल लकड़ी के प्रसंस्करण की चुनी हुई विधि पर निर्भर करती है, साथ ही साथ समय भी वर्ष का।
उपकरण और उपकरण
चड्डी और बड़े आकार की शाखाएँ उत्पादन में जाती हैं। सभी सामग्री को छाल की मोटाई और उपस्थिति के अनुसार समूहों में बांटा गया है। अक्सर लकड़ी प्रसंस्करण उद्यमों में कटाई स्थल के पास कार्यशालाएँ होती हैं, जिनमें लकड़ी के प्रारंभिक प्रसंस्करण के लिए मशीनें लगाई जाती हैं।

जंगल की मैनुअल डीबार्किंग
जिस लकड़ी ने डिबार्किंग चरण पारित नहीं किया है, उसका उपयोग फर्श के निर्माण पर या संबंधित इंटीरियर में रिज बीम के रूप में, या निर्माण के दौरान सहायक उपकरण के रूप में किया जा सकता है।

औद्योगिक डीबार्किंग
यदि पेड़ का उपयोग करने के लिए एक और विकल्प की योजना है, तो काटने का कार्य किया जाता है, जिसके परिणामस्वरूप निम्नलिखित खंड होते हैं:
- बिना किनारा और अर्ध-किनारे (किसी न किसी सामग्री से फर्श, दीवारों या छत के आधार घुड़सवार होते हैं);
- धार (फर्श खत्म करने के लिए डिज़ाइन किया गया)।
कटौती एक आउटसोर्स संगठन द्वारा की जा सकती है जिसमें सभी आवश्यक उपकरण हों।

पेड़ काटने का नक्शा
आरा मानचित्र के अनुपालन से सामग्री का तर्कसंगत उपयोग सुनिश्चित किया जाता है। यह आपको कचरे के कारण लागत को कम करने की अनुमति देता है, जिसका प्रतिशत कार्ड काफी कम कर सकता है। वन प्रसंस्करण उपकरण के प्रयुक्त उपकरण और प्रकार तैयार लकड़ी की मात्रा, वांछित गुणवत्ता और आकार पर निर्भर करते हैं।

अक्सर एक गोलाकार आरी और विभिन्न मशीनों का उपयोग करते हैं:
- गोलाकार आरी आपको विभिन्न दिशाओं में सटीक कटौती करने की अनुमति देती है। पेशेवर और घरेलू उपयोग दोनों के लिए उपयुक्त, औसत से ऊपर गोल लकड़ी के व्यास के साथ पूरी तरह से मुकाबला करता है;
- जंजीर;
- छाल को साफ हटाने के लिए मशीनें;
- एक बैंड चीरघर पर काटने से घने लॉग को संसाधित करना संभव हो जाता है, इसे सबसे लोकप्रिय माना जाता है, क्योंकि आउटपुट उच्च गुणवत्ता वाली सामग्री और अपशिष्ट की एक छोटी मात्रा है;
- डिस्क मशीन: दो-किनारे वाली लकड़ी और बिना किनारों वाले बोर्डों का उत्पादन;
- एक फ्रेम चीरघर को नींव की आवश्यकता नहीं होती है, इसके उपयोग की तकनीक आपको काटने की जगह के करीब उपकरण स्थापित करने की अनुमति देती है;
- थिनर को सार्वभौमिक मशीनों द्वारा संसाधित किया जाता है, आउटपुट निम्न-श्रेणी के चाबुक से भी उच्च गुणवत्ता वाली निर्माण सामग्री देता है;
- एक बड़े वुडवर्किंग उद्यम में गोल लकड़ी को काटने के लिए आरी की सबसे बड़ी मात्रा के साथ किया जाना चाहिए, जो विशेष गुणवत्ता और सटीक आयामों में बाकी से भिन्न होता है। इस उद्देश्य के लिए, काटने के लिए विशेष लाइनें स्थापित की जाती हैं।
चीरघर में, अनुदैर्ध्य रेखा के साथ 7 मीटर लंबे और 15-80 सेमी व्यास के लॉग को काटने के कारण एक बीम और एक धार वाला बोर्ड प्राप्त होता है। गोलाकार आरी में एक या एक से अधिक डिस्क होती हैं, यह जंगल के विभिन्न व्यासों को उनकी संख्या के अनुसार संसाधित करती है।

यदि घर पर लकड़ी की थोड़ी मात्रा को संसाधित करना आवश्यक है, तो आप एक नियमित चेनसॉ का उपयोग कर सकते हैं।
लकड़ी काटना
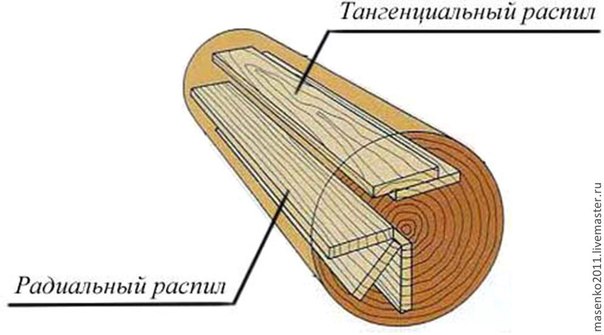
एक उपकरण चुनने से पहले, आपको लॉग के वार्षिक छल्ले पर ध्यान केंद्रित करते हुए, कट के प्रकार पर निर्णय लेने की आवश्यकता है। कई प्रकार हैं:
- रेडियल (त्रिज्या के साथ);
- स्पर्शरेखा (कटौती एक त्रिज्या के समानांतर है, वार्षिक छल्ले को छूती है);
- तंतुओं को बनाए जा रहे कट के समानांतर व्यवस्थित किया जाता है।
काटने के तरीकों में से, जो किसी विशेष मामले के लिए सबसे उपयुक्त है, उसे चुना जाता है:
- रजवाल। इस तरह से लकड़ी काटने का कार्य पर्णपाती पेड़ों के लिए एक छोटी ट्रंक मोटाई के साथ किया जाता है, इसे सबसे सरल प्रसंस्करण माना जाता है। बाहर निकलें: बिना कटे हुए तत्व और स्लैब।
- यदि कोई अन्य वुडवर्किंग मशीन है, तो समान चौड़ाई के धार वाले बोर्ड बनाने के लिए सामग्री का 65% तक काटना संभव है। सबसे पहले, एक दोधारी लकड़ी और बोर्डों को पक्षों से देखा जाता है, और फिर लकड़ी से एक निश्चित मात्रा में धारदार लकड़ी प्राप्त की जाती है।
- अधिक विशिष्ट तरीके क्षेत्र और खंड काटने का कार्य हैं। पहली विधि में तत्वों की संख्या 4 से 8 तक भिन्न होती है, और ट्रंक की मोटाई पर निर्भर करती है। पृथक्करण के बाद, तत्वों को प्रत्येक क्षेत्र से एक स्पर्शरेखा या रेडियल रेखा के साथ देखा जाता है। दूसरी विधि मध्य भाग से बीम के बाहर निकलने के साथ शुरू होती है, और बोर्ड को साइड सेगमेंट से एक स्पर्शरेखा दिशा में देखा जाता है।
- लकड़ी के व्यक्तिगत काटने के लिए, गोलाकार विधि उपयुक्त है। यह प्रत्येक आरा बोर्ड के बाद लॉग को अनुदैर्ध्य रेखा के साथ 90° तक मोड़ने पर आधारित है। यह आपको लकड़ी की गुणवत्ता की निगरानी करने और ट्रंक के प्रभावित क्षेत्रों को समय पर हटाने की अनुमति देता है।
हस्तनिर्मित: चेनसॉ आवेदन
कई चड्डी की घरेलू कटाई के लिए, ऐसा उपकरण खरीदना उचित नहीं है जिसकी लागत तैयार उत्पादों की कीमत से कई गुना अधिक हो। यदि आपके पास आवश्यक कौशल है, तो पारंपरिक चेनसॉ, या बिजली द्वारा संचालित चेन उपकरण के साथ सभी आवश्यक कार्य करना अधिक कुशल और सस्ता है। बेशक, इस तरह के काम के लिए बहुत अधिक भौतिक लागत और समय की आवश्यकता होती है, लेकिन इस मुद्दे की कीमत काफी कम हो जाती है।
बगीचे के भूखंड पर काम करने के लिए फलों के पेड़ों की छंटाई की आवश्यकता होती है, और विशेषज्ञों की सेवाओं का सहारा लिए बिना अतिरिक्त रूप से आउटबिल्डिंग के लिए सामग्री का उत्पादन करना संभव हो जाता है, इसलिए कोई भी विवेकपूर्ण मालिक एक चेनसॉ खरीदना पसंद करेगा। सबसे अधिक बार, घर के लिए कोनिफ़र काटा जाता है, और यह उपकरण उन्हें देखने का एक उत्कृष्ट काम करता है। चड्डी के लिए धन्यवाद, कट लाइनों को रेखांकित करना आसान है, जिससे काम की गति बढ़ जाती है। पेशेवर, वैसे, अक्सर एक चेनसॉ का उपयोग करते हैं, क्योंकि यह एक बिजली की तुलना में अधिक शक्तिशाली है और आप इसे कहीं भी उपयोग कर सकते हैं, भले ही साइट पर बिजली की आपूर्ति काटने या काटने का कार्य हो।

लॉग काटने पर एक चेनसॉ के साथ काम करने के लिए, आपको आरी पर नोजल के साथ-साथ आरी कट गाइड और बेस-ट्रंक फिक्सर जैसे उपकरण की आवश्यकता होगी। एक फ्रेम के रूप में नोजल उपकरण से जुड़ा हुआ है ताकि श्रृंखला और फ्रेम के बीच की दूरी को समायोजित करना संभव हो। यह तैयार लकड़ी के उत्पादन को सक्षम करने के लिए किया जाता है, मोटाई में भिन्न होता है। गाइड की भूमिका के लिए, आप या तो वांछित लंबाई की एक प्रोफ़ाइल ले सकते हैं, या पर्याप्त कठोरता के साथ एक सपाट लकड़ी का तख्ता ले सकते हैं। ट्रंक को काटने के लिए डिज़ाइन किए गए टूल के लिए एक विशेष श्रृंखला का चयन किया जाता है। बाकी हिस्सों से इसका अंतर दांतों में होता है, जो एक निश्चित कोण पर नुकीला होता है।

काम शुरू करने से पहले, न केवल सभी आवश्यक उपकरण तैयार करना आवश्यक है। भले ही ट्रंक को संसाधित करने के लिए लकड़ी की मशीन या मैनुअल डिवाइस का इरादा है, पहला कदम कटे हुए नक्शे से खुद को परिचित करना है। यह कचरे के प्रतिशत को कम करने और उपयोगी उत्पादों की उपज बढ़ाने के लिए किया जाता है।
रिपिंग करते समय आपको सबसे पहले चिंता करने की ज़रूरत है तैयार बोर्डों का एक समान घनत्व। ऐसा करने के लिए, एक सक्षम चीरघर उपकरण को लॉग के पूर्व की ओर से पश्चिम की ओर, या विपरीत दिशा में निर्देशित करता है। यह दक्षिणी भाग की तुलना में इसके उत्तरी भाग में गोल लकड़ी के अधिक घनत्व के कारण है।
अगला, स्लैब को दोनों तरफ से एक चेनसॉ के साथ इस तरह से हटा दिया जाता है जैसे कि दो-किनारे वाला बीम प्राप्त करना। यह, बदले में, काम की शुरुआत में चुनी गई आरा योजना के अनुसार देखा जाता है। आउटपुट एक अनएडेड बोर्ड देता है। यदि ट्रंक में दोषों का एक निश्चित प्रतिशत है, तो ट्रंक को समकोण या 180 ° पर मोड़ने के साथ एक गोलाकार कटौती संभव है।
तैयार सामग्री की मात्रा, कीमत में कटौती
शंकुधारी और दृढ़ लकड़ी से उपयोगी सामग्री का उत्पादन प्रतिशत के संदर्भ में भिन्न होता है। शंकुधारी पेड़ों से प्राप्त लकड़ी के लिए, निम्नलिखित संकेतक विशेषता हैं:
- बशर्ते कि ऑपरेशन एक पेशेवर द्वारा किया जाता है और एक चीरघर का उपयोग किया जाता है, तैयार लकड़ी का प्रतिशत उच्चतम (80-85%) होगा;
- धारित सामग्री, जो मशीनों द्वारा दी जाती है, औसतन 55-70%;
- चेनसॉ के साथ काम करते समय बिना बोर्ड के 30% तक कचरा निकल जाता है।
तैयार अस्वीकृत लकड़ी को ध्यान में रखे बिना आंकड़े दिए गए हैं, जिसकी मात्रा 30% तक पहुंच सकती है। हालांकि, ऐसी सामग्री का उपयोग उन उत्पादों के लिए किया जाता है जो एक निश्चित विवाह की अनुमति देते हैं।

पर्णपाती गोल लकड़ी तैयार लकड़ी का 60% और छंटनी की गई लकड़ी का लगभग 40% देती है। यह गोल लकड़ी की प्रारंभिक वक्रता के कारण है। आप प्राप्त उत्पादों की मात्रा बढ़ा सकते हैं: इसके लिए विभिन्न प्रकार की लकड़ी की मशीनों की आवश्यकता होगी। एक निश्चित प्रकार की स्थिरता लकड़ी की मात्रा को 10-20% तक बढ़ा सकती है। लकड़ी के एक घन के लिए, आपको दृढ़ लकड़ी के गोल लकड़ी के लगभग 10 क्यूब्स की आवश्यकता होगी। अतिरिक्त उपकरण स्थापित करने की कीमत तैयार जंगल की लागत का भुगतान करेगी। विशेष लाइनें अधिक मात्रा देती हैं, लेकिन उनका उपयोग केवल एक बड़े क्षेत्र पर ही करने की सलाह दी जाती है। एक पारंपरिक चीरघर में लकड़ी काटने की लकड़ी की औसत कीमत लगभग 150-180 रूबल प्रति घन मीटर बोर्ड होगी।
काटने का नक्शा
काटने का नक्शा एक लॉग से तैयार लकड़ी की इष्टतम मात्रा की गणना है। यह प्रत्येक विशिष्ट लॉग व्यास के लिए स्वतंत्र रूप से गणना की जा सकती है, या आप एक कंप्यूटर प्रोग्राम का उपयोग कर सकते हैं जो गणना की सुविधा प्रदान करता है, और जिसकी कीमत काफी सस्ती है।

या स्रोत चीरघर बनाने के लिए एक नियमित मार्गदर्शक हो सकता है। परिणाम एक तालिका है जिसे आधार के रूप में लिया जाता है। किसी भी प्रकार की लकड़ी की अधिक लकड़ी प्राप्त करने के लिए चीरघर को हमेशा अपने डेटा के लिए उन्मुख होना चाहिए।
राउंडवुड से लकड़ी की उपज दर
संयुक्त राष्ट्र यूरोपीय आयोग/एफएओ टिम्बर कमेटी रिपोर्ट ईसीई/टीआईएम/डीपी/49 विभिन्न प्रकार के वन उत्पादों में लकड़ी के रूपांतरण कारकों पर, विशेष रूप से, राउंडवुड से सावन की उपज कारक देती है। 16 राज्यों के अनुभव के आधार पर ये डेटा विश्व मानकों के रूप में लकड़ी के उद्यमों के लिए बेंचमार्क के रूप में अच्छी तरह से काम कर सकते हैं।लकड़ी सॉलिड वुड उत्पादों के एक महत्वपूर्ण हिस्से को कवर करती है। इनमें अनएज्ड, फ्रेश सॉ से लेकर एज, ड्राई, साइज और प्लांड लम्बर तक के उत्पादों की एक विस्तृत श्रृंखला शामिल है। उत्पादित उत्पादों के प्रकार का गोल लकड़ी से अंतिम आरी उत्पादों की उपज पर महत्वपूर्ण प्रभाव पड़ता है। तो एक घन मीटर गोल लकड़ी से आप 0.8 m3 बिना धार वाली लकड़ी प्राप्त कर सकते हैं और केवल 0.4 m3 सूखी धार वाली, क्रमबद्ध और समतल लकड़ी प्राप्त कर सकते हैं। इसलिए, अलग-अलग देशों को अलग-अलग श्रेणियों के सावन के लिए अपनी उपज दर प्रदान करने के लिए कहा गया था ताकि यह समझा जा सके कि राष्ट्रीय सावन की उपज दर एक-दूसरे से इतनी भिन्न क्यों हैं।
उदाहरण के लिए, जर्मनी में, 1 घन मीटर सॉफ़्टवुड के उत्पादन के लिए 1.67 m3 राउंडवुड की आवश्यकता होती है, जबकि संयुक्त राज्य अमेरिका में यह 2.04 m3 है। पहली नज़र में, अमेरिकी चीरघर जर्मनी की तुलना में कम कुशल प्रतीत हो सकता है (दिखाया गया अनुपात बताता है कि अमेरिका में समान मात्रा में लकड़ी का उत्पादन करने के लिए 22% अधिक गोल लकड़ी की आवश्यकता है)। लेकिन एक ही प्रकार की लकड़ी, जैसे कि खुरदरी और सूखी लकड़ी के उत्पादन पर करीब से नज़र डालने से पता चलता है कि इन देशों में सावन की उपज दर समान है। इसका मतलब यह है कि लकड़ी की पैदावार में अंतर विभिन्न प्रकार के तैयार उत्पादों के उत्पादन में होता है। यह स्पष्ट है कि जर्मनी अधिक खुरदरी लकड़ी का उत्पादन करता है, जबकि अमेरिका अधिक शुष्क और नियोजित लकड़ी का उत्पादन करता है।
कुछ देशों ने ध्यान दिया कि सूखे और नियोजित लकड़ी के लिए डबल वॉल्यूम माप से बचने के लिए उनके देश के लकड़ी के उत्पादन को ताजा देखा के रूप में रिपोर्ट किया गया है। यह अन्य देशों के विपरीत है, विशेष रूप से स्कैंडिनेवियाई क्षेत्र और उत्तरी अमेरिका, जहां अंतिम प्रसंस्करण के संदर्भ में सावन की मात्रा को अक्सर उद्धृत किया जाता है। यह, उदाहरण के लिए, सूखे लकड़ी के लिए 1.57 (64%) या 1.75 (57%) या नियोजित और तैयार लकड़ी के लिए 2.27 (44%) की ताजा आरी खुरदरी लकड़ी की उपज हो सकती है, जैसा कि नीचे दिए गए चित्र में दिखाया गया है।
टैग और कीवर्ड
लोप बोर्ड गोल लकड़ी के 1.5 एम3 से निकलेंगे, क्यूब से जंगल तक बॉक्स से बाहर निकलने के लिए स्किली, प्रति 1 डंठल में लकड़ी की खपत-कितने निकास?, 1cube . के आकार का, लॉग से लकड़ी का उत्पादन, बोर्ड को सुखाते समय z10 कुछ आउटपुट में कटौती करता है, स्कील्की पिदोनिव रिक्त के घन से बाहर आते हैं, एक घन गोल लकड़ी से स्केल्की बिना आकार के बोर्डों से बाहर जाने के लिए, लकड़ी उपज कैलकुलेटर, बोर्ड से बाहर निकलना घन से नहीं निकला हैपोर्टल को बढ़ावा देने के लिए इस जानकारी को सोशल मीडिया में साझा करें:
बैंड चीरघर पर लॉग कैसे काटें, इसका वर्णन पिछले लेख में किया गया था। खैर, इस लेख में हम इस बारे में बात करना चाहते हैं कि बीम में लॉग कैसे देखा जाता है।
हर कोई जानता है कि सुखाने के दौरान एक लॉग से देखा गया बीम ख़राब होने लगता है, लेकिन हर कोई नहीं जानता कि इसका क्या कारण है। बात यह है कि जब लॉग को बीम में देखा गया था, तो इसे गलत तरीके से देखा गया था। यानी इसे ऑफसेट से काटा गया था, और चूंकि इसका मध्य ऑफसेट है, लकड़ी ऑफसेट की दिशा में झुकना शुरू कर देती है।
ऐसा होने से रोकने के लिए, काटने से पहले लॉग की सही गणना करना आवश्यक है।
बार में काटने के लिए लॉग की गणना।
तो, चलो उल्लंघन करते हैं, पहले आपको यह तय करने की आवश्यकता है कि बीम किस आकार का होगा, साथ ही उस सामग्री (बोर्ड) के आयाम जो हम बीम से पहले प्राप्त करना चाहते हैं।
आइए आवश्यक लकड़ी लेकर शुरू करें, उदाहरण के लिए, 150 x 150 मिमी, बिना कटे हुए बोर्ड 25 मिमी, 30 मिमी, 40 मिमी।
उन लोगों के लिए जो नहीं जानते कि एक गैर-किनारे वाले बोर्ड का क्या अर्थ है, हम बताते हैं कि यह विभिन्न चौड़ाई का एक बोर्ड है जिसमें किनारों के साथ छाल की उपस्थिति के कारण कुछ सीमाएं नहीं होती हैं, लेकिन एक निश्चित मोटाई होती है।

इसके बाद, एक 25 मिमी, 50 मिमी धार वाला बोर्ड लें। हमें लगता है कि यहां यह स्पष्ट है कि एक धार वाला बोर्ड एक ऐसा बोर्ड होता है जिसका एक निश्चित आकार होता है, चौड़ाई और मोटाई दोनों में, और इसमें छाल नहीं होती है, या, जैसा कि वे आमतौर पर कहते हैं, बिना वेन के।

बीम गणना
हम लॉग के व्यास को मापकर गणना शुरू करेंगे, और हमारे पास है, उदाहरण के लिए, 30 सेमी। या, गणना की सुविधा के लिए, हम इसे मिलीमीटर में अनुवाद करेंगे, यह 300 मिमी होगा। चूँकि हमें 150 मिमी की बीम मिलनी चाहिए, तो हम 300 मिमी लेते हैं और 150 मिमी घटाते हैं, शेष में हमें 150 मिमी मिलता है, जो बोर्डों पर जाएगा।
300 - 150 = 150

हम प्रति स्लैब लॉग व्यास के ऊपरी और निचले किनारों से 5 मिमी घटाते हैं, अर्थात, हम शेष 150 मिमी को बोर्डों में विभाजित करते हैं, हमें 150 माइनस 5 और माइनस 5 मिलता है, शेष में हमें 140 मिमी मिलता है।
150 - 5 - 5 = 140
स्लैब को घटाते समय, लॉग की असमानता को ध्यान में रखना आवश्यक है, क्योंकि बट व्यास में शीर्ष से बड़ा है, यानी विभिन्न आकारों का स्लैब प्राप्त करना संभव है, और हमारे पास यह 25 मिमी होगा .
आइए 300 मिमी के लॉग व्यास पर वापस जाएं। शीर्ष किनारे से, जैसा कि ऊपर वर्णित है, 5 मिमी घटाएं, हमें 295 मिमी मिलता है। और इस संख्यात्मक मान में हम 25 मिमी प्लस 2 मिमी प्रति कट का स्लैब जोड़ते हैं, हमें 322 मिमी मिलता है। और यह इसके साथ है कि लॉग को बीम में देखना शुरू हो जाएगा।
300 - 5 = 295, 295 + 25 + 2 = 322

बोर्ड गणना
क्रोकर को हटा दिए जाने के बाद, हमें 140 मिमी के एक साफ अवशेष के साथ छोड़ दिया जाता है। हम इसे आधे में विभाजित करते हैं और लॉग के प्रत्येक तरफ 70 मिमी प्राप्त करते हैं।
140 / 2 = 70
हम ऊपर देखते हैं, जहां हमने लकड़ी के अलावा आवश्यक सामग्री का अनुमानित आकार निर्धारित किया है। हमारे पास 25 मिमी, 30 मिमी और 40 मिमी बोर्ड हैं। और यहाँ हम गणना शुरू करते हैं।
हम अपना 70 मिमी लेते हैं और अनुमान लगाते हैं कि कटौती को ध्यान में रखते हुए, 40 मिमी प्लस 2 मिमी हमें 42 मिमी मिलता है, 70 28 मिमी तक पर्याप्त नहीं है। खैर, यहां हमें लगता है कि यह स्पष्ट है कि अगला बोर्ड 25 मिमी, 25 मिमी प्लस 2 मिमी होगा जो हमें 27 मिमी मिलता है। इस प्रकार हमें 42 मिमी जमा 27 मिमी, 69 मिमी मिलता है।
40 + 2 = 42, 70 - 42 = 28, 25 + 2 = 27, 42 + 27= 69

सवाल उठता है कि एक और 1 मिमी कहां रखा जाए, सब कुछ बहुत सरल है। हम पहले चार कट सख्ती से आकार में बनाते हैं, और लॉग को पलटने के बाद, हम इस 1 मिमी को स्लैब पर चुरा लेते हैं। अंत में, सब कुछ हमारे हिसाब से निकलता है।
इन गणनाओं के आधार पर, हमें लॉग के केंद्र में एक गाड़ी आरी मिलती है।
सामग्री गणना काटना
धारित सामग्री प्राप्त करने के लिए, साथ ही एक बीम में एक लॉग को देखने के लिए, परिणामी बंदूक गाड़ी को 90 डिग्री से मोड़कर किया जाता है। गणना उसी क्रम में होती है जैसा ऊपर वर्णित है। लेकिन आइए तुरंत ध्यान दें, यदि हम गणना शुरू करते हैं, तो हमें 20 मिमी मिलता है, जिसकी हमें आवश्यकता नहीं है, इस तरह के आयामों की कमी के कारण।
70 - 50 = 20
इस मामले में क्या करना है, अब हम बताएंगे। जैसा कि ऊपर वर्णित है, हमारे पास प्रति स्लैब 5 मिमी है, हम इसका उपयोग करेंगे और 25 मिमी से 50 मिमी हमारी धार वाली सामग्री, साथ ही स्वाभाविक रूप से प्रति कट 2 मिमी जोड़ देंगे।
50 + 20 + 5 + 2 = 78
हमें एक 25 मिमी स्लैब और एक 50 मिमी खाली बोर्ड मिलता है, ठीक वही जो हमें चाहिए, साथ ही एक गुणवत्ता 150 x 150 लकड़ी।

सामग्री का एक अलग आकार प्राप्त करने के लिए, लापता मिलीमीटर को स्लैब पर रखना आवश्यक है, लेकिन साथ ही उन्हें दोनों तरफ समान रूप से वितरित करें।
इस प्रकार, बैंड चीरघर पर बीम में लॉग की गणना और काटने का कार्य किया जाता है। हम इस कठिन कार्य में सभी नौसिखिए चीरघरों को शुभकामनाएं देते हैं, और मुख्य बात यह है कि गणना में गलती न करें।
अक्सर एक लॉग से आयताकार खंड का बीम प्राप्त करने की आवश्यकता होती है। ऐसा करना इतना मुश्किल नहीं है।
यदि आप पहले से ही जानते हैं कि लॉग को कैसे ठीक से काटना है, तो आपके लिए एक बीम को तराशना भी मुश्किल नहीं है। एक ही समय में मुख्य बात वांछित आकार का बीम प्राप्त करने के लिए लॉग को सही ढंग से चिह्नित करना है।
हम पहले से ही लॉग को तैयार करने पर एक लेख में दो किनारों में एक लॉग काटने पर विचार कर चुके हैं।
आइए अब देखते हैं लॉग से आयताकार या चौकोर बीम कैसे उकेरें.
एक आयताकार बीम प्राप्त करने के लिए एक लॉग को चिह्नित करना
अंकन करते समय, आपको सावधान रहना चाहिए और ध्यान रखना चाहिए कि बट और शीर्ष भागों का व्यास अलग है। इसलिए, छोटे व्यास के साथ अंत से अंकन शुरू करना सबसे अच्छा है।
लॉग को किसी भी तरह से एंकर करें, जैसा कि लॉग तैयार करने के लेख में वर्णित है।
 एक वृत्त बनाएं, फिर उसके व्यास को वृत्त के शीर्ष बिंदु को नीचे वाले से जोड़ने वाली एक ऊर्ध्वाधर रेखा के रूप में चिह्नित करें। काम के लिए, कठोर धातु के सिरों के साथ एक विशेष बढ़ईगीरी कंपास का उपयोग करें।
एक वृत्त बनाएं, फिर उसके व्यास को वृत्त के शीर्ष बिंदु को नीचे वाले से जोड़ने वाली एक ऊर्ध्वाधर रेखा के रूप में चिह्नित करें। काम के लिए, कठोर धातु के सिरों के साथ एक विशेष बढ़ईगीरी कंपास का उपयोग करें।
परिणामी व्यास को तीन बराबर खंडों में विभाजित किया जाना चाहिए और उनके सिरों के माध्यम से लंबवत खींचे जाने चाहिए ताकि वे सर्कल के साथ छेड़छाड़ करें।
उसके बाद, एक आयत बनाने के लिए चौराहे के बिंदुओं को वृत्त से जोड़ दें।
सबसे अनुकूल पक्षानुपात 5:7 है, यानी 10:14, 15:25, 20:28, आदि। - ये लाभदायक वर्ग होंगे।
एक वर्गाकार बीम प्राप्त करने के लिए एक लॉग को चिह्नित करना
कुछ मामलों में, एक वर्ग बार प्राप्त करना आवश्यक है। इस मामले में, सर्कल को एक दूसरे के लंबवत दो व्यास से विभाजित किया जाता है, जिसके बाद सर्कल के साथ व्यास के चौराहे के बिंदु सीधी रेखाओं से जुड़े होते हैं।
आयताकार और वर्गाकार बीम प्राप्त करने के लिए लॉग के सिरों को चिह्नित करने के लिए सभी बुनियादी संचालन नीचे दिए गए चित्र में दिखाए गए हैं।

लॉग से बीम काटने के लिए बुनियादी संचालन
पहले केंद्रीय अक्ष (व्यास) की रूपरेखा तैयार करें।

फिर ऊपर वर्णित अनुसार लॉग के सिरों को चिह्नित करें।
उसके बाद, एक चॉक्ड कॉर्ड की मदद से सिरों से चिह्नित लॉग के साथ, फुटपाथ की रेखाओं को रेखांकित किया जाता है।

ऐसा करने के लिए, कॉर्ड को कुल्हाड़ी से बने कुंडी में लॉग के किनारों के साथ तय किया जाता है, ताकि कॉर्ड खिंच जाए। उसके बाद, रस्सी को धनुष की तरह थोड़ा पीछे खींच लिया जाता है, और छोड़ दिया जाता है। एक लॉग को मारते हुए, कॉर्ड एक रेखा छोड़ देता है। इस लाइन का इस्तेमाल कटिंग के लिए किया जाएगा।

सबसे पहले, कटे हुए किनारे पर, 20-40 सेंटीमीटर के बाद, कुल्हाड़ी के साथ पायदान बनाए जाते हैं, कुछ मिलीमीटर काटने की रेखा तक नहीं पहुंचते हैं।

उसके बाद, एक कुल्हाड़ी के साथ एक मोटा कट बनाया जाता है, लकड़ी की मुख्य परत को हटाकर, पायदान से आगे बढ़ते हुए। जब हटाई जा रही लकड़ी की मुख्य परत को हटा दिया जाता है, तो तराशी जाने वाली सतह को या तो कुल्हाड़ी के साफ-सुथरे प्रहार से या कतरनी से साफ किया जाता है।

आज, लकड़ी को शायद ही कभी कुल्हाड़ी से लकड़ियों से काटा जाता है। ऐसा करने के लिए, मिलिंग और कैंटर लाइनें हैं जो औद्योगिक पैमाने पर लकड़ी का उत्पादन करती हैं। हालांकि, स्नान करते समय, आपके पास ऐसी स्थिति हो सकती है जहां आपको लॉग के एक या अधिक किनारों पर एक सपाट सतह बनाने की आवश्यकता होती है। इसलिए, आपको लॉग से बीम काटने या 1-2 किनारों के लिए लॉग स्केल करने के लिए बुनियादी तकनीकों को जानने की जरूरत है।
स्नान के निर्माण में, हाथ से चलने वाले बिजली और गैसोलीन उपकरण वर्तमान में व्यापक रूप से उपयोग किए जाते हैं। यदि आप एक चेनसॉ के साथ एक विमान बनाते हैं, तो संचालन का क्रम समान होगा - अंकन, कटे हुए किनारे के साथ निशान, लकड़ी की एक परत को हटाना, और उसके बाद ही कुल्हाड़ी या एक के साथ काटने की रेखा को ठीक करना इलेक्ट्रिक प्लानर।
अब आप जानते हैं कि लॉग कैसे काटना है लॉग से बीम कैसे उकेरें. अन्य लेखों में, हम बात करेंगे कि बीम या लॉग में एक खांचे को ठीक से कैसे बनाया जाए, एक पेड़ को सही तरीके से कैसे देखा जाए, बोर्ड और बीम की योजना कैसे बनाई जाए।
नवीनतम प्रकाशन:
यहां तक कि ठीक से बिछाए गए ईंट ओवन को भी समय के साथ मरम्मत की आवश्यकता होती है। उच्च तापमान, कर्षण का उल्लंघन, चिनाई को यांत्रिक क्षति - यह सब उन दोषों की उपस्थिति की ओर जाता है जिन्हें समाप्त करने की आवश्यकता होती है। आखिरकार, अच्छा कर्षण और दीवारों में दरार की अनुपस्थिति - ...
नमस्कार प्रिय पाठकों और ब्लॉग के ग्राहकों, एंड्री नोक आपके संपर्क में है! आज मैं आपको गोल लकड़ी काटने पर लकड़ी की उपज के बारे में बताऊंगा।
यह पैरामीटर सबसे महत्वपूर्ण संकेतकों में से एक है। वन काटने की दक्षता इस सूचक पर निर्भर करती है। कई शुरुआती गलती से मानते हैं कि यह अनुपात जितना अधिक होगा, उतना ही बेहतर होगा।
वास्तव में, हमेशा ऐसा नहीं होता है, ज्यादातर विशेषज्ञ इसके बारे में जानते हैं, लेकिन चुप हैं। मैं एक बार फिर दोहराता हूं - प्रति घन मीटर लकड़ी के उत्पादन का उच्च प्रतिशत हमेशा अच्छा नहीं होता है।
मैंने विस्तार से वर्णन किया कि मेरी पुस्तक "एक आधुनिक उद्यम में चीरघर का संगठन" में ऐसा क्यों है, लेकिन पाठकों के लिए मैं लेख के अंत में इस मुद्दे पर थोड़ा पर्दा खोलूंगा।
यह वास्तव में एक अनूठी ई-पुस्तक है, निश्चित रूप से रूस में ऐसी कोई पुस्तक नहीं है :-)!!! यह बड़े पैमाने पर उत्पादन में एक प्रौद्योगिकीविद् के रूप में व्यक्तिगत अनुभव द्वारा प्राप्त की गई विशाल जानकारी प्रदान करता है।

गोल लकड़ी का प्रतिशत
सूत्र के अनुसार गणना:
कोउट \u003d वपिल / वब्र
कहाँ पे प्रति,% - लकड़ी उत्पादन का प्रतिशत।
वपिलो, एम 3 - प्राप्त लकड़ी की मात्रा। परिकलित:
वीपिल = एल*एच*बी*एन1+एल*एच*बी*एन2 + ...
- जहां एल तैयार लकड़ी की नाममात्र लंबाई है;
- एच - बोर्ड की मोटाई;
- बी - बोर्ड की चौड़ाई;
- n प्रत्येक आकार के बोर्डों की संख्या है।
वब्रू, एम 3 - लॉग का आयतन जिससे लकड़ी प्राप्त की जाती है। यह घन क्षमता से निर्धारित होता है, जो संभव है।
उत्पादन में लकड़ी के उपयोगी प्रतिशत की गणना जंगल के प्रत्येक व्यास और प्रत्येक काटने की तकनीक के लिए की जाती है।
उपयोगी प्रतिशत लकड़ी के व्यास पर क्यों निर्भर करता है?
यह बहुत आसान है, लकड़ी पाने के लिए जितनी कम कटौती होगी, प्रतिशत उतना ही अधिक होगा। बेशक, यह उपयोगी उपयोग पर भी निर्भर करता है, लेकिन एक बार फिर मैं कहूंगा कि यह बहुत महत्वपूर्ण है कि एक बोर्ड प्राप्त करने के लिए आपको कितने आरी की लागत आती है। एक नियम के रूप में, छोटे छोटे बोर्डों को एक छोटे जंगल से देखा जाता है, और लकड़ी, एक मोटी बोर्ड को बड़ी लकड़ी से देखा जाता है।
लकड़ी के उत्पादन में उद्यम में विशेष रूप से अच्छा प्रदर्शन, इसमें अच्छे क्यूबचर संकेतक हैं, काटने की गति अधिकतम है (क्योंकि कम देखा गया है) और काटने का उपकरण न्यूनतम लेता है।
खपत दर के साथ अनुमानित व्यास नीचे दिए गए हैं:
- 12 - 16 सेमी - आउटपुट 45 - 50%;
- 18 - 22 - औसत 52%
- 24 - 26 - लगभग 57%;
- 28 - 40 - यह एक लॉग फ़ॉरेस्ट है और बीम प्राप्त करते समय इस पर सबसे अच्छे संकेतकों का उपयोग किया जाता है - 66%;
- 42 - 60 - इस श्रेणी में लकड़ी से निकलने वाले बोर्डों के प्रतिशत में कमी होती है। चूंकि इस लकड़ी से पहले से ही इतने बड़े बोर्ड और बीम प्राप्त नहीं होते हैं, और इसलिए आरी के साथ कटौती की संख्या कई गुना अधिक हो जाती है।

ये खपत दरें सांकेतिक हैं और इस तरह की लकड़ी प्राप्त करने के लिए मान्य हैं:
- 25*150*6,0;
- 35*150*6,0;
- 50*150*6,0;
- 180*180*6,0;
- 200*200*6,0.
उपकरण के प्रकार के अनुसार, इन मानकों को एक बैंड चीरघर, चीरघर के फ्रेम और गोलाकार आरा उपकरण पर अपनाया जा सकता है।
अनुपात बढ़ाने के तरीके
तकनीकी तरकीबें हैं, जिनके बारे में मैंने आंशिक रूप से बात की थी। लेकिन जैसा कि वे कहते हैं, दोहराव सीखने की जननी है, यहाँ उनमें से कुछ हैं:
- छोटी व्यावसायिक इमारती लकड़ी का उपयोग;
- इसके बारे में विशेष कार्यक्रमों का उपयोग। संक्षेप में, हम कह सकते हैं कि लॉग से प्राप्त बोर्डों की इष्टतम लागत का पता लगाने के लिए आपको प्रोग्राम का उपयोग करने की आवश्यकता है। एक ओर, एक उच्च उपयोगी उपज का अर्थ है एक बड़ी घन क्षमता, और दूसरी ओर, एक उच्च आंकड़ा का अर्थ है कम गुणवत्ता वाली लकड़ी की बड़ी मात्रा प्राप्त करना।
- डबल-स्पिंडल सर्कुलर आरी के कारण पतले आरी ब्लेड का उपयोग, स्टेलाइट सोल्डरिंग का उपयोग।
- व्यास, नस्लों, दोषों द्वारा उपयोग करें।
और अब सब कुछ के बारे में अधिक विस्तार से। लकड़ी जितनी छोटी होगी, लकड़ी का प्रतिशत उतना ही अधिक होगा। यूरोप में, वे इस बात से अच्छी तरह वाकिफ हैं और इसलिए वहां कटिंग लाइनों की गणना 1.5 - 2 मीटर की जाती है। हमारी आरी मिलें केवल 4 मीटर लट्ठे ही काट सकती हैं।
कार्यक्रमों की मदद से, हमने उत्पादन में प्रत्येक मौसम के लिए अपनी डिलीवरी की गणना की, मांग की अवधि (गर्मी, शरद ऋतु) के दौरान कम गुणवत्ता वाली लकड़ी की मात्रा में वृद्धि, और उनकी बढ़ती मांग की अवधि के दौरान उच्च ग्रेड की मात्रा में वृद्धि की। (सर्दी, वसंत का हिस्सा)।
सर्वोत्तम विशेषताओं वाले आरा ब्लेड के उपयोग के बारे में, मुझे लगता है कि सब कुछ स्पष्ट है। परिणामी काटने के उपकरण की गुणवत्ता की निगरानी करना भी आवश्यक है। फ्रेम और गोलाकार आरी पर, आपको सभी सोल्डरिंग, प्रत्येक सीज़न के लिए शार्पनिंग एंगल और दोनों प्रकार की आरी पर रोलिंग की उपस्थिति की लगातार निगरानी करने की आवश्यकता होती है।
छँटाई लॉग को व्यास, दोषों और दोषों से अलग करने की अनुमति देती है। उदाहरण के लिए, कोर में सड़ांध के साथ, फिर लॉग को सॉर्ट किया जाता है और लकड़ी में देखा जाता है, बजाय एक बार में बदल दिया जाता है। या इसके विपरीत, यदि सैपवुड सड़ा हुआ है, लेकिन मध्य भाग से एक बार निकलता है, और लॉग एक बार है - हम इसे एक बार में काटने के लिए सॉर्ट करते हैं। इसी तरह, आपको नीलेपन और वक्रता के संदर्भ में सोचने की जरूरत है।
किस्म द्वारा अनुमानित उपज
किस्मों के मामले में, स्थिति काफी दिलचस्प है। यह पता चला है कि प्रीमियम उत्पादों के उत्पादन का प्रतिशत निम्नलिखित कारकों पर निर्भर करता है:
- गोल लकड़ी से लकड़ी प्राप्त करने का गुणांक। ग्रेड सीधे नहीं, बल्कि परोक्ष रूप से निर्भर करता है। तथ्य यह है कि किसी प्रकार के सुनहरे माध्य के बाद, हमें एक घन मीटर से जितने अधिक बोर्ड मिलते हैं, उतनी ही अधिक निम्न-श्रेणी की लकड़ी की मात्रा कम होती है;
- व्यास जितना बड़ा होगा, उच्च गुणवत्ता वाले बोर्ड प्राप्त करने की संभावना उतनी ही अधिक होगी;
- लकड़ी के दोषों की उपस्थिति, जैसे वक्रता, सड़ांध, नीला और अन्य, वे जितने छोटे होते हैं, उच्च गुणवत्ता वाले बोर्ड प्राप्त करने का प्रतिशत उतना ही अधिक होता है;
- तैयार उत्पाद जितना छोटा होगा, उच्च गुणवत्ता वाला बोर्ड प्राप्त करने का प्रतिशत उतना ही अधिक होगा।
और अब आइए लगभग व्यास से अनुमान लगाएं कि प्राप्त बोर्डों की कुल मात्रा से प्रथम श्रेणी की लकड़ी प्राप्त करने का प्रतिशत। ऐसा करने के लिए, मैंने सब कुछ एक छोटी सी मेज के रूप में बनाया।
तालिका 1 - गोल लकड़ी को देखते समय बोर्डों का उत्पादन
लकड़ी के उत्पादन का प्रतिशत काटने की तकनीक पर कैसे निर्भर करता है
व्यास, ग्रेड, दोष (वक्रता) और लंबाई के अलावा, बोर्ड आउटपुट का प्रतिशत लकड़ी काटने की तकनीक और उपकरणों के प्रकार पर निर्भर करता है।
काटने की तकनीक दो प्रकार की होती है:
- व्यक्तिगत काटने, उपयोगी उत्पादन का प्रतिशत 75% तक पहुंचता है;
- समूह काटने, अन्य मापदंडों के आधार पर, उपयोगी उपज भी 70% तक पहुंच सकती है।
और काटने का कार्य के लिए उपकरण निम्नलिखित हो सकते हैं:
- बैंड चीरघर, वे लकड़ी की न्यूनतम खपत दरों के साथ आरा उत्पादों का उत्पादन करते हैं;
- लॉग को देखते समय टायर की चीरघर एक अधिक खपत के साथ लकड़ी का उत्पादन करती है, क्योंकि श्रृंखला रिबन की तुलना में बहुत मोटी होती है।
- . इस प्रकार के उपकरणों पर पतली लकड़ी को संसाधित करने के लिए पर्याप्त सुविधाजनक नहीं है। इसलिए, इसे मुख्य रूप से 20 - 22 सेमी के व्यास से देखा जाता है;
- मिलिंग लाइनें। इस प्रकार के उपकरणों का एक व्यक्ति में अन्य तकनीकों पर एक फायदा और नुकसान होता है। वह केवल छांटी हुई लकड़ी देखता है;
- व्यक्तिगत कटौती के अनुसार परिपत्र काटने का उपकरण कटौती - गुणवत्ता और मात्रा दोनों में परिणामी सामग्री के लिए यह एक बड़ा प्लस है।
संबंधित वीडियो
और अब मैं जवाब दूंगा कि उच्च उपज हमेशा अच्छी क्यों नहीं होती है, लेकिन बहुत अधिक दरों पर सब कुछ सरल होता है, वेन के साथ बोर्डों की संख्या बढ़ जाती है।
यह निम्न-श्रेणी की लकड़ी निकलती है और एक निश्चित बिंदु पर लॉग से इसकी कुल लागत गुणवत्ता सामग्री की लागत से कम हो जाती है।
हां, और निम्न-गुणवत्ता वाली सामग्री का कार्यान्वयन अधिक कठिन हो सकता है।
गुड लक और फिर मिलते हैं, एंड्री नोक आपके साथ था।
लकड़ी के घर का आधार एक लॉग हाउस है, जो तैयार लॉग या लकड़ी से इकट्ठा किया गया एक बॉक्स है। कट-आउट "ताले" के साथ कोनों में एक-दूसरे से जुड़े लॉग, क्षैतिज पंक्तियों में रखे जाते हैं, जिनमें से प्रत्येक को "मुकुट" कहा जाता है। कटिंग को संरचना के वजन का समर्थन करने में सक्षम होने के लिए, लॉग उत्पादन तकनीक का कड़ाई से पालन किया जाना चाहिए। लॉग से एक लॉग हाउस को इकट्ठा करते समय संपर्क तत्वों के सबसे मजबूत फिट को सुनिश्चित करना बिल्डरों का मुख्य कार्य है।
विभिन्न प्रकार के जॉइनिंग लॉग की बुनियादी बारीकियों और विशेषताओं को जानने से आपको सही चुनाव करने में मदद मिलेगी। लॉग हाउस को बार और लॉग से काटने की तकनीक कोनों की व्यवस्था करने के तरीके में भिन्न होती है, अन्यथा नियम समान होते हैं।
लकड़ी के घर की उपस्थिति इस बात पर निर्भर करती है कि लॉग हाउस को कैसे काटा जाता है - अवशेषों के साथ या बिना। यदि लॉग हाउस में पूरी तरह से फिट सिरों वाले कोने हैं, तो इसे "बिना अवशेष" तरीके से मोड़ा जाता है, ऐसे लॉक के प्रकार को "पंजे में" कहा जाता है। यदि लॉग दीवार से बाहर निकलते हैं, तो विधि "शेष के साथ" है (रूस में इसे "ओब्लो में" कहा जाता है), महल का प्रकार "कटोरा" है।
एक लॉग से लॉग केबिन काटने का मुख्य उपकरण एक कुल्हाड़ी (बढ़ईगीरी या adze) है। कुल्हाड़ी के साथ काम करते समय, काटने की प्रक्रिया के दौरान खुलने वाले लकड़ी के छल्ले जाम हो जाते हैं, जो कुछ हद तक इसे बाहरी कारकों के प्रभाव से बचाता है।
चेनसॉ का उपयोग करते समय, लॉग हाउस में लॉग का साइड कट चिकना होता है, लकड़ी के छिद्र खुल जाते हैं और वायुमंडलीय घटनाओं के लिए सुलभ हो जाते हैं, जिससे तेजी से क्षय होता है। लॉग हाउस "पंजा में" अधिक समय तक चलेगा यदि इसे म्यान किया जाए।
दोनों प्रकार के लॉक - दोनों "कटोरा" और "पंजा" - के अलग-अलग विकल्प हैं।
लॉग केबिन "एक कटोरी में"(शेष के साथ)
एक साधारण कटोरालॉग हाउस के निचले मुकुट में काटा। इस तरह के कटोरे का डिज़ाइन एक अनुदैर्ध्य खांचा होता है जिसमें अर्धवृत्ताकार खंड होता है।
तल पर एक कट कट के साथ "कटोरा" लॉक, जिसे कोने के जोड़ की ताकत सुनिश्चित करने और लॉग हाउस को सील करने के लिए डिज़ाइन किया गया है।
कैसल "कुर्द्युक"निचले मुकुट के लॉग में एक स्पाइक कट होता है, जिसे ऊपरी लॉग में बने खांचे में डाला जाता है। इस प्रकार का ताला काटना मुश्किल है, लेकिन सबसे विश्वसनीय है।
इसे शीर्ष पर स्थित एक लॉग में काट दिया जाता है, और, जैसा कि यह था, नीचे वाले को "स्लैम" करता है - इसलिए नाम "एक अकवार में"।
महल "ओखलोप" में कई किस्में हैं, जो "कटोरे" के समान तत्वों पर आधारित हैं: कंघी और मोटी पूंछ। उनके उपयोग के विकल्पों के आधार पर, तालों को "कंघी के साथ फ्लैप", "एक मोटी पूंछ (कांटा) के साथ फ्लैप" और "एक शिखा और एक मोटी पूंछ (कांटा) के साथ फ्लैप" कहा जाता है।
उनका उपयोग, एक नियम के रूप में, घरेलू उद्देश्यों के लिए भवनों के निर्माण में किया जाता है, क्योंकि आवासीय भवन के लिए कनेक्शन घनत्व अपर्याप्त है। यह एक जटिल ताला है, जिसे दो लॉग (ऊपरी और निचले) में काटा जाता है, इसलिए इसे डबल कहा जाता है। महल की केवल दो किस्में हैं: एक साधारण "ओख्रीप" और "ओक्रीप एक मोटी पूंछ (कांटा) के साथ"।
लॉग केबिन के ताले "पंजा में" (कोई अवशेष नहीं)
बिना ट्रेस के लॉग केबिन ऐसी इमारतें कहलाती हैं, जिनके लट्ठों के सिरे दीवारों के स्तर पर होते हैं। इस मामले में लॉग या बीम "पंजा" प्रकार के ताले से जुड़े होते हैं। ये कनेक्शन बड़ी ताकत और अच्छे थर्मल इन्सुलेशन में भिन्न नहीं होते हैं। वर्ष के किसी भी समय आराम से रहने के लिए, इस तरह के लॉग हाउस को बाहर से देखना चाहिए।
एक पंजा में कनेक्शन: 1-सीधे एक पायदान के साथ पंजा; 2-तिरछा पंजा (डोवेल); एक पायदान के साथ 3-तिरछा पंजा
"पंजा" सीधा, तिरछा ("डोवेल") और एक पायदान (नाली) के साथ तिरछा हो सकता है।
अन्य प्रकार के लॉग केबिन ताले
मुख्य प्रकार के लॉग केबिन और महल ऊपर वर्णित किए गए हैं। उनके अलावा, लकड़ी के घर बनाने के कई अन्य तरीके हैं जिनकी उत्पत्ति और विशेषताएं अलग-अलग हैं।
हुक काटना
हुक फ़ेलिंग लॉग के कोणीय कनेक्शन की एक जटिल जटिल संरचनात्मक विधि है, जो कि बढ़ी हुई ताकत की विशेषता है। इस प्रकार के बन्धन की दो किस्में हैं।
पहले मामले में, कटोरी को लॉग की मोटाई के ½ तक काट दिया जाता है। लट्ठों के सिरों पर एक प्रकार का हुक मिलता है, जिससे लट्ठे जुड़े होते हैं। ऐसा कनेक्शन कोने की पूर्ण वायुरोधीता की गारंटी देता है।
हुक कनेक्शन: 1-दीवारों को अंदर से गोल किया जाता है; 2 - अंदर की दीवारें सम हैं।
दूसरे विकल्प की एक विशिष्ट विशेषता यह है कि, एक तरफ लट्ठों को काटने के कारण, भवन के अंदर की दीवारें चिकनी होती हैं। इसके लिए धन्यवाद, कमरे के उपयोगी क्षेत्र में काफी वृद्धि हुई है।
फिनिश लॉग हाउस
फिनिश कटोरा (फिनिश नाली)
फिनिश तकनीक के अनुसार घर काटना रूसी "कटोरे" के समान है। अंतर इंटरवेंशनल ग्रूव की त्रिज्या (यह कटोरे की त्रिज्या से कम होना चाहिए) और इसके विन्यास में है। फ़िनिश खांचे में तल पर दो "स्पाइक्स" होते हैं, और खांचे शीर्ष पर बने होते हैं। नतीजतन, मुकुट एक दूसरे के खिलाफ अच्छी तरह से फिट होते हैं, दीवारों का उड़ना कम हो जाता है। mezhventsovy सीलेंट पूरी तरह से खांचे में है, और इसके बाहर नहीं है, और नमी के संपर्क में नहीं है, जिससे लकड़ी को नुकसान होता है।
स्वीडिशताला
स्वीडिश केबिन अन्य सभी से मौलिक रूप से अलग है, सबसे पहले, इसकी उपस्थिति से - सौंदर्य और बहुत रचनात्मक। षट्भुज - यह लॉग के सिरों का आकार है। कटोरा, क्रमशः, गोल नहीं है, बल्कि एक ट्रेपोजॉइड के आकार का है। स्वीडिश लॉग हाउस काटना बहुत श्रमसाध्य है, इसलिए यह तब किया जाता है जब सुंदर असामान्य कोनों की आवश्यकता होती है।
नॉर्वेजियन लॉगिंग स्कैंडिनेवियाई देशों - फिनलैंड, स्वीडन, नॉर्वे में व्यापक रूप से उपयोग की जाने वाली तकनीक है। इसलिए, "नार्वेजियन" और "स्कैंडिनेवियाई" फेलिंग नाम समान हैं।
कैरिज (सेमी-बीम) - एक निर्माण सामग्री जिससे नॉर्वेजियन फ्रेम बनाया जाता है। गाड़ी एक मोटी चीड़ की सूंड है जो दोनों तरफ खुदी हुई है। कॉर्नर कनेक्शन "नॉर्वेजियन कैसल" या "कैरिज हाउस" लकड़ी के घरों के निर्माण के लिए सबसे विश्वसनीय तकनीकों में से एक है।
स्कैंडिनेवियाई महल की एक विशिष्ट विशेषता इसकी पच्चर के आकार का खंड है। एक कील के रूप में एक कील, ऊपरी लॉग में कट, लॉग हाउस को इकट्ठा करते समय, निचले लॉग में बने खांचे में "सेट डाउन" होता है। बाहर से, डिजाइन एक काठी जैसा दिखता है।
स्कैंडिनेवियाई शैली में लकड़ी का घर स्मारकीय और साफ-सुथरा दिखता है। मोटे लॉग से मुकुटों की संख्या कम हो जाती है, इसलिए लॉग हाउस में "ठंडे पुल" काफी कम होते हैं।
कमरे के अंदर की चिकनी दीवारें स्कैंडिनेवियाई घर के इंटीरियर को बहुत स्टाइलिश बनाती हैं।
कैनेडियन लॉग केबिनों की कटाई स्कैंडिनेवियाई के समान एक तकनीक है: कोने का कनेक्शन नॉर्वेजियन लॉक की तरह एक पच्चर के आकार का स्पाइक के साथ बनाया जाता है। गोल लॉग का उपयोग किया जाता है, जिसमें एक ट्रेपोजॉइडल कप काटा जाता है। बिछाने के दौरान इन्सुलेशन तुरंत काट दिया जाता है ताकि पानी उसमें न जाए। परिणाम अंतराल और दरारों के बिना दीवारें हैं जो एक ठोस सरणी की तरह दिखती हैं।
कैनेडियन फ़ेलिंग का एक सरलीकृत संस्करण "काठी में" फ़ेलिंग है। इसके लिए एक स्पाइक और एक खांचे की अनुपस्थिति (इस प्रकार की कटिंग की एक विशिष्ट विशेषता) के कारण, कोने की जकड़न काफी कम हो जाती है, जो फ्रेम को अल्पकालिक बनाती है।
लॉग हाउस "टू द पोल" ("ज़बीर को")
लकड़ी के निर्माण की यह प्राचीन तकनीक आज शायद ही कभी उपयोग की जाती है। इस तरह, उपयोगिता भवनों के लिए लॉग केबिन काट दिए गए। इस प्रकार के लॉग हाउस के उपकरण का सिद्धांत सभी पारंपरिक लोगों से मौलिक रूप से अलग है। सिरों पर स्पाइक्स के साथ लॉग को कटे हुए खांचे के साथ खड़ी खोदी गई पोस्टों के बीच रखा जाता है। एक लॉग हाउस "एक पोल में" बनाने के लिए बिल्डरों के अधिक समय और विशेष कौशल की आवश्यकता नहीं होती है।
इसलिए, हमने लॉग से केबिन बनाने की सुविधाओं की जांच की। लॉग के अलावा, लकड़ी के आवास निर्माण - लकड़ी में एक अन्य प्रकार की लकड़ी का उपयोग किया जाता है। लकड़ी से बने घरों के साथ-साथ लॉग हाउस में लॉग हाउस बेस होता है, लेकिन कोने के जोड़ थोड़े अलग तरीके से बनाए जाते हैं।
लकड़ी से लॉग केबिन
एक बार से लॉग केबिन काटते समय कोने के जोड़ों के प्रकारों का वर्गीकरण लॉग केबिन के समान होता है। एक बार से एक लॉग हाउस शेष ("एक कटोरे में") और शेष के बिना ("एक पंजा में") हो सकता है, ताले के समान नाम होते हैं: "ओकेरीप में", "एक मोटी पूंछ में", "में आधा पेड़ ”। एकमात्र नाम जिसका उपयोग नहीं किया जा सकता है वह है "ओब्लो में": बीम का एक आयताकार आकार होता है और इसमें एक गोल (उड़ा हुआ) कट बनाना संभव नहीं है।
हालांकि, कोने में कटौती के तरीके हैं जो इस प्रकार की निर्माण सामग्री के लिए अद्वितीय हैं - "स्पाइक्स पर" (कट्टरपंथी या प्लग-इन)।
लॉग हाउस (अवशेष के साथ या बिना) में बीम के कनेक्शन को डॉकिंग कहा जाता है। डॉकिंग के मुख्य तरीकों पर विचार करें।
बाकी के साथ डॉकिंग लकड़ी
"आधे पेड़ में"
कनेक्शन "आधे पेड़ में"
डॉकिंग की इस विधि (सबसे सरल) में बीम की गहराई से आधी मोटाई के एक आयताकार खांचे को काटना शामिल है - इसलिए नाम।
"पूंछ में"
एक अतिरिक्त स्पाइक सलाखों का एक मजबूत और विश्वसनीय डॉकिंग प्रदान करता है। इस प्रकार के कनेक्शन के गुणवत्ता निष्पादन के लिए उच्च स्तर के कौशल वाले बढ़ई की आवश्यकता होती है।
"ओखरिप"
एक कनेक्शन जिसमें मुख्य कार्य जम्पर की चौड़ाई की सही गणना करना है। बीम के साथ काम करते समय, इसकी मानक ज्यामिति के कारण, एक टेम्पलेट का उपयोग करके कटिंग की जा सकती है (लॉग के साथ काम करने के विपरीत)। त्रुटि रहित काटने का कार्य कार्य के एक महत्वपूर्ण त्वरण में योगदान देता है।
अवशेष के बिना कोने में लकड़ी डॉकिंग
एक ट्रेस के बिना एक बार से घरों और स्नान के निर्माण में, ताले के प्रकार "आधे पेड़ में" (समांतर किनारों के साथ), और "एक पंजा में" (एक ट्रेपोजॉइड के आकार के किनारों के साथ) पारंपरिक हैं। दूसरे प्रकार का कनेक्शन थोड़ा अधिक जटिल है, लेकिन यह ड्राफ्ट से कोने की अधिक सुरक्षा की गारंटी देता है।
बीम कनेक्शन: ए - आधे पेड़ में, बी - एक पंजे में
नुकीले कनेक्शन (एक गर्म कोने में)
बीम को देखने की इस पद्धति के साथ, खांचे में डाली गई एक स्पाइक कोने को हवा के बंद होने के कारण ठंड और उड़ने से बचाती है। लकड़ी का कनेक्शन "एक गर्म कोने में" अपने आप में दरारों की अनुपस्थिति की गारंटी देता है, और एक प्रभावी जोड़ जूट के साथ सभी जोड़ों का छिद्रण है।
रूस में बीम में शामिल होने के लिए "गर्म कोने में" काटना सबसे अधिक इस्तेमाल किया जाने वाला तरीका है।
सीधे स्पाइक
एक गर्म कोने में कनेक्शन - सीधे स्पाइक
बीम की लंबाई के बराबर दीवार वाली इमारतों के निर्माण में एक सीधी स्पाइक का उपयोग किया जाता है। लॉग हाउस को काटते समय, यह ध्यान में रखा जाना चाहिए कि खांचे का आकार स्पाइक के आकार से निर्धारित होता है, अर्थात संतुलन बनाए रखना आवश्यक है। यदि स्पाइक बड़ा है, तो क्रमशः नाली भी समान होनी चाहिए। बहुत गहरा खांचा बीम को कमजोर कर सकता है, जो कनेक्शन की ताकत को प्रभावित करेगा, इसलिए गिरने से पहले सावधानीपूर्वक गणना की जानी चाहिए।
एक ठीक से डिज़ाइन किया गया कोना हवा और अन्य भारों का अच्छी तरह से विरोध करता है।
बीम से लॉग हाउस के संकोचन की एकरूपता कोने में बीम के कमजोर हिस्से के संरक्षण की गारंटी देती है।
आधी दोस्ती
एक गर्म कोने में कनेक्शन - आधा डोवेटेल
इस प्रकार के लॉक की एक विशिष्ट विशेषता एक शंकु के आकार के साथ 5 सेमी चौड़ा एक स्पाइक है। शंकु सुरक्षित रूप से सलाखों को रखता है, जो फ्रेम को अधिक टिकाऊ बनाता है। टेनन आकार की सीमा निर्धारित की जाती है ताकि संकोचन प्रक्रिया के दौरान, जिस बीम में नाली बनाई जाती है वह दरार न करे।
किसी विशेषज्ञ के लिए आधा डोवेल स्टड बनाना विशेष रूप से मुश्किल नहीं है। काम को गति देने के लिए, आप एक टेम्पलेट का उपयोग कर सकते हैं। इस तरह के कनेक्शन का उपयोग तब किया जाता है जब दीवार की लंबाई बीम की लंबाई से अधिक हो जाती है।
त्रिकोणीय आकार के कोने की स्पाइक का उपयोग बहुत कम किया जाता है, क्योंकि गाँठ कम टिकाऊ होती है, हालाँकि इसमें स्लॉट्स नहीं होते हैं। कोने के स्पाइक को देखने की तकनीक ऊपर बताए गए लोगों से अलग नहीं है। एक बिल्डर जो एक चेनसॉ के साथ कुशल है, उसे इस तरह का कनेक्शन प्राप्त करने के लिए केवल अपने टायर को थोड़ा मोड़ने की जरूरत है।
फ़्रेम-बीम तकनीक
यह तकनीक एक लॉग केबिन को "एक पोस्ट में" ("एक बाड़ के लिए") गिराने की उपरोक्त वर्णित विधि के समान है।
फ्रेम खांचे के साथ ऊर्ध्वाधर रैक है। सिरों पर वांछित आकार के तैयार स्पाइक्स के साथ सलाखों को एक दूसरे के ऊपर रखा जाता है। खांचे में डाली गई स्पाइक्स कोनों को वायुरोधी और विश्वसनीय बनाती हैं। चूंकि संयुक्त स्वयं दिखाई नहीं दे रहा है, इसलिए संरचना बहुत साफ दिखती है।
सभी स्पाइक्स के लिए एकल टेम्प्लेट का उपयोग लॉग हाउस बनाने के समय और इसकी स्थापना में आसानी के लिए एक महत्वपूर्ण लाभ देता है।
लॉग हाउस फिक्सिंग
लॉग केबिन के निर्माण में एक बहुत ही महत्वपूर्ण बिंदु, दोनों लॉग और लकड़ी, एक दूसरे के लिए तत्वों का बन्धन है। इस प्रक्रिया की आवश्यकता को बहुत सरलता से समझाया गया है: पेड़ समय के साथ सूख जाता है, जिसके परिणामस्वरूप लॉग और बीम आकार बदल सकते हैं या घूम सकते हैं। अलग-अलग दिशाओं में फेंके गए लॉग क्राउन एक सुखद दृश्य नहीं हैं। खैर, ऐसी इमारत में रहना (इसे घर कहना पहले से ही मुश्किल है) पर बिल्कुल भी चर्चा नहीं की जा सकती।
क्या एकत्र किया जाता है
बन्धन तत्व धातु और लकड़ी हैं।
यह तुरंत ध्यान दिया जाना चाहिए कि लकड़ी के लॉग हाउस निर्माण में नाखूनों का उपयोग नहीं किया जाता है! केवल गैर-सुखाने वाली चिपके हुए टुकड़े टुकड़े वाली लकड़ी को धातु के स्टड के साथ बांधा जा सकता है।
अन्य सभी मामलों में, फ्रेम को लकड़ी के फास्टनरों - डॉवेल और डॉवेल पर इकट्ठा किया जाता है।
इस दृष्टिकोण को इस तथ्य से तर्क दिया जाता है कि लकड़ी को सुखाने से धातु के स्टड पर "लटका" जाएगा जो आकार में नहीं बदलते हैं, जिसके परिणामस्वरूप मुकुट के बीच बड़े अंतराल दिखाई देते हैं।
जर्मन में "नागेल" का मतलब कील होता है। व्यवहार में, यह एक गोल, त्रिकोणीय या चौकोर लंबी पट्टी होती है। लकड़ी के आवास निर्माण में, गोल डॉवेल का उपयोग किया जाता है। स्क्वायर और त्रिकोणीय दहेज निष्पादन में अधिक जटिल होते हैं, इसलिए उन्हें कम बार उपयोग किया जाता है।
25-30 मिमी के व्यास वाले बार्स को 1-2 मिमी कम व्यास वाले ड्रिल किए गए छेदों में अंकित किया जाता है। डॉवल्स के निर्माण के लिए दृढ़ लकड़ी ली जाती है - स्प्रूस, ओक या सन्टी। इस प्रकार के फास्टनर के लिए कुछ आवश्यकताएं हैं - लकड़ी की नमी की मात्रा 12% से अधिक नहीं है, गांठों या अन्य दोषों की अनुपस्थिति, एंटीसेप्टिक उपचार अनिवार्य है। इन मानकों का अनुपालन पूरे ढांचे की मजबूती की गारंटी देता है।
डॉवेल की लंबाई बीम के क्रॉस सेक्शन पर निर्भर करती है। लंबाई की गणना करने का सूत्र बहुत सरल है: तीन बार (मुकुट) की ऊंचाई 0.8 से गुणा की जाती है।
लकड़ी के डॉवेल पर लॉग हाउस की असेंबली निम्नलिखित क्रम में की जाती है: सबसे पहले, निचले 2-3 मुकुटों को बन्धन किया जाता है, फिर शीर्ष पर रखी गई दो पंक्तियों को ऊपरी बीम से जोड़ा जाता है या पहले बंडल से लॉग किया जाता है। इस तरह के एल्गोरिदम को लॉग हाउस की असेंबली के अंत तक बनाए रखा जाता है, यानी पूर्ण "चढ़ाई" तक।
लॉग हाउस के लिए डॉवेल की व्यवस्था इस तरह से की जाती है: निचले बंडल में, पहला डॉवेल लॉग के बीच में किनारे (अंत) से 200-600 मिलीमीटर की दूरी पर स्थापित किया जाता है, अगला - बाद में 1.5-2 मीटर। दूसरे गुच्छा में, पिनों को पहले से स्थापित लोगों के सापेक्ष एक बिसात पैटर्न में अंकित किया जाता है। बिसात के आदेश का पालन करना बहुत महत्वपूर्ण है - डॉवेल एक दूसरे पर नहीं गिरना चाहिए!
पिन के लिए छेद बार की लंबाई से थोड़ी अधिक गहराई तक ड्रिल किए जाते हैं - संकोचन के दौरान, लॉग या बार को जगह में "बैठना" चाहिए, और माउंट पर लटका नहीं होना चाहिए।
डॉवेल के साथ काम करते समय अनुभवी कारीगर छोटी-छोटी तरकीबों का इस्तेमाल करते हैं। उदाहरण के लिए, छिद्रों की गहराई को समान बनाने के लिए, ड्रिल पर मास्किंग टेप या रंगीन विद्युत टेप के साथ एक टाई बनाई जाती है, जो नेविगेट करने में मदद करती है। या वे खांचे में बार के सुचारू प्रवेश के लिए मशीन के तेल (वर्क आउट) का उपयोग करते हैं - अतिरिक्त वार से लकड़ी में दरार आ सकती है। ड्राइविंग के दौरान डॉवेल पर प्रभाव के प्रयासों और सख्ती से लंबवत दिशा को नियंत्रित किया जाना चाहिए।
असली पिन महंगे हैं। लेकिन बिक्री पर विभिन्न लकड़ी हैं जिनसे उन्हें बनाया जा सकता है। सबसे अधिक बजट विकल्प दोषों के बिना एक सूखा "कुलीन" बोर्ड है, वांछित आकार के सलाखों में कटौती और कटौती।
एक उपयुक्त विकल्प एक उपयुक्त व्यास (मोप्स या रेक के लिए) की तैयार कटिंग है - आपको बस गांठों को हटाने और आवश्यक लंबाई के टुकड़ों में काटने की जरूरत है।
डॉवेल्स
डॉवल्स डॉवेल का एक एनालॉग हैं। लेकिन डॉवेल के आयाम ऐसे हैं कि वे केवल कुछ लॉग (मुकुट) को जकड़ सकते हैं। नीचे और ऊपर दोनों लॉग में अतिरिक्त छेद ड्रिलिंग में समय लगता है और एक निश्चित मात्रा में सटीकता होती है। डॉवेल पर मुकुट लगाना काफी कठिन काम है। इन कारणों से, लॉग या लकड़ी से डॉवेल पर लॉग केबिन की असेंबली एक अलोकप्रिय विधि है।
लॉग हाउस की डिज़ाइन सुविधाएँ
लकड़ी के आवास निर्माण की तकनीकों की निर्माण सामग्री - लकड़ी के विशिष्ट गुणों से जुड़ी अपनी विशेषताएं हैं। संकोचन, संकोचन, बाहरी वातावरण के संपर्क में - ये संकेतक केवल लकड़ी के ढांचे में निहित हैं। इसलिए, निर्माण के दौरान, विशेष तकनीकों का उपयोग किया जाता है, जिसके उपयोग के बिना एक दूसरे के ऊपर ढेर किए गए लॉग लॉग हाउस (एक घर का आधार) नहीं होंगे।
तैयार लॉग ए - प्रतिपूरक कट, बी - चंद्र नाली
अनुदैर्ध्य खांचे
लॉग हाउस को इस तरह से काटा जाना चाहिए कि दीवारों में कोई गैप न हो। इसके लिए अनुदैर्ध्य खांचे काटने की आवश्यकता होती है।
खांचे की चौड़ाई उस जलवायु परिस्थितियों पर निर्भर करती है जिसमें आवासीय भवन बनाया जा रहा है। शून्य से 30 डिग्री नीचे तक पहुंचने वाले शीतकालीन तापमान भयानक नहीं होते हैं यदि इसकी चौड़ाई 12 सेंटीमीटर से अधिक हो। यदि ठंढ 40 डिग्री और नीचे तक पहुंच जाती है, तो नाली 14 सेमी चौड़ी होनी चाहिए।
एक अर्धवृत्ताकार खांचा, जिसे "चंद्र" भी कहा जाता है, लॉग के तल पर पूरी लंबाई के साथ काटा जाता है। चूंकि लॉग शीर्ष पर रखा गया है, बारिश और बर्फ का पानी इंटरवेंशनल स्पेस में प्रवेश नहीं कर सकता है।
चंद्र खांचे की त्रिज्या लॉग के फिट की गुणवत्ता को प्रभावित करती है: इसका छोटा आकार (लॉग की तुलना में) आपको परिणामी स्थान में इन्सुलेशन की एक परत बिछाने की अनुमति देता है, जिसके उभरे हुए किनारों को नमी से संरक्षित किया जाना चाहिए। मामले में जब खांचे का व्यास लॉग के व्यास के बराबर होता है, तो मुकुट के बीच अंतराल बनते हैं। तथ्य यह है कि, लॉग के असमान संकोचन के परिणामस्वरूप, मुकुट सही जगह पर नहीं बैठ सकते हैं ताकि संयुक्त को सील कर दिया जाए। ऐसी दीवारों को अनिवार्य इन्सुलेशन की आवश्यकता होती है।
मुआवजे में कटौती
यह डिज़ाइन सुविधा लॉग हाउस में लॉग को नमी के प्रभाव में दिखाई देने वाली दरारों के गठन से बचाती है। लकड़ी एक प्राकृतिक सामग्री है जो इसके प्रभाव के लिए अतिसंवेदनशील है।
मुआवजे (या अनलोडिंग) कटौती को सौंपा गया कार्य दरारों की संख्या को कम करना है, और उन लोगों को देना है जो एक ही दिशा में दिखाई देते हैं।
प्रोपाइल करें - सबसे कठिन ऑपरेशनों में से एक - केवल अनुभव वाला विशेषज्ञ ही हो सकता है। यह लगभग एक जौहरी का काम है, क्योंकि कटौती को एक निश्चित गहराई (व्यास के 1/3 से अधिक नहीं) और लॉग की पूरी लंबाई में ताले को छुए बिना बनाया जाना चाहिए। जरा सी चूक होने पर कट घर में ठंडक का वाहक बन सकता है।
निष्कर्ष
एक बार या लॉग से लॉग हाउस बनाने के लिए उपयुक्त विधि चुनना मुश्किल नहीं है, अगर आपको इस बात का स्पष्ट विचार है कि आपको किस तरह का घर चाहिए - सर्दी या गर्मी, बड़ा या छोटा। किसी भी मामले में, यदि सब कुछ नियमों के अनुसार और गलतियों के बिना किया जाता है, तो यह बिल्कुल अनूठी इमारत होगी, क्योंकि एक पेड़ प्रकृति का एक सच्चा उपहार है!
लकड़ी पृथ्वी पर सबसे आम निर्माण सामग्री में से एक है, जो सदियों से चली आ रही है। मकान, स्नानागार, चर्च लकड़ी से बनाए जाते हैं, कुलीन कॉटेज और अस्थायी इमारतें खड़ी की जाती हैं। लकड़ी की सर्वव्यापकता और उपलब्धता इस सामग्री को डेवलपर्स की नज़र में बढ़ा हुआ आकर्षण प्रदान करती है।
हमारे पोर्टल ने पहले ही विस्तार से बताया है, और। हम अपने द्वारा शुरू किए गए लेखों की श्रृंखला को जारी रखते हैं।
तो, हमारी सामग्री से आप सीखेंगे:
- गर्म और आरामदायक लॉग कैसे बनाएं।
- आवश्यक दीवार मोटाई की गणना कैसे करें।
- खांचे की चौड़ाई चुनते समय आपको किन विशेषताओं पर ध्यान देने की आवश्यकता है।
- कटिंग कितने प्रकार की होती है।
- लॉग हाउस का निर्माण शुरू करने से पहले आपको किन बारीकियों को जानना चाहिए।
लॉग हाउस की दीवारों की मोटाई और लॉग के व्यास की गणना
क्या यह लकड़ी के घर में गर्म होगा यदि लॉग का व्यास 25, 30, 35 या अधिक सेमी है। यह मुख्य प्रश्नों में से एक है कि कोई भी डेवलपर जो डिबार्ड या गोलाकार लॉग से घर बनाना चाहता है, उसे खुद से पूछना चाहिए। सहमत हूं कि यह अनुचित है यदि यह बाद में पता चलता है कि कठोर सर्दियों में आराम से जीवित रहने के लिए दीवारों की मोटाई पर्याप्त नहीं है। घर को बाहर या अंदर से इन्सुलेट करना भी एक विकल्प नहीं है: लॉग के सभी सौंदर्यशास्त्र गायब हो जाएंगे। यह लॉग हाउस को गहन रूप से गर्म करने और ऊर्जा लागत बढ़ाने या निवास के क्षेत्र के संबंध में दीवारों की पर्याप्त मोटाई की पूर्व-गणना करने के लिए बनी हुई है।
हमारे पिछले लेखों में, हमने पहले ही एक पत्थर के घर के बारे में विस्तार से वर्णन किया है। पहली नज़र में, ऐसा लगता है कि लॉग हाउस के लिए गणना करना आसान है - आपको अपने निवास क्षेत्र में दीवारों (आर) के आवश्यक सामान्यीकृत थर्मल प्रतिरोध का पता लगाने की आवश्यकता है। ऐसा करने के लिए, हमें यह डेटा इंटरनेट पर मिलता है। उदाहरण के लिए, सरलीकृत गणना के लिए(मॉस्को और मॉस्को क्षेत्र के लिए) हम R = 3.0 (m² * ° С) / W लेते हैं।
अब हमें एक निश्चित व्यास के लट्ठे से बनी दीवार के उष्मा प्रतिरोध का वास्तविक मान ज्ञात करना है। उसके बाद, हम यह पता लगाने में सक्षम होंगे (गणना के आधार पर) कि क्या गर्मी हस्तांतरण प्रतिरोध मानकों को पूरा करता है। ऐसा करने के लिए, निम्न सूत्र का उपयोग करें:
आर = डी / λ, जहां:
डी सामग्री की मोटाई है;
λ - सामग्री W/(m·°C) की तापीय चालकता का गुणांक।
यह वह जगह है जहां पहला नुकसान होता है। लकड़ी की तापीय चालकता का गुणांक (λ) निम्न तालिका में प्रस्तुत किया गया है:

जैसा कि आप देख सकते हैं, इसमें तीन मान हैं। कौन सा लेना है, और "सामान्य" और "गीली" स्थितियों का क्या अर्थ है?

हर्मीस-स्ज़ू फोरमहाउस उपयोगकर्ता
सामग्री (इन्सुलेशन सहित) की तापीय चालकता का गुणांक काफी हद तक इसकी आर्द्रता पर निर्भर करता है। और सामग्री की परिचालन आर्द्रता जलवायु क्षेत्र और कमरे के उपयोग के तरीके पर निर्भर करती है।
उदाहरण के लिए, चीड़ और स्प्रूस की तापीय चालकता (शुष्क अवस्था में) तंतुओं में (लकड़ी के घर से तापीय ऊर्जा लॉग के पार जाती है) ) 0.09 डब्ल्यू/(एम डिग्री सेल्सियस) है। सामान्य परिचालन स्थितियों (ए) के तहत और एक आर्द्र क्षेत्र (बी) में संचालन के दौरान, सामग्री की तापीय चालकता बढ़ जाती है और 0.14-0.18 डब्ल्यू / (एम डिग्री सेल्सियस) हो जाती है।
यदि सामग्री जलभराव है, तो इसकी तापीय चालकता का गुणांक बढ़ जाता है, और संरचना का तापीय प्रतिरोध कम हो जाता है। इसीलिए, अनुमानित गणना के लिएआइए निम्नलिखित मान लें: दीवारों की सामग्री पाइन है, सामग्री की थर्मल चालकता का गुणांक (सामान्य परिचालन स्थितियों के तहत औसत मूल्य) 0.15 डब्ल्यू/(एम डिग्री सेल्सियस) है।

सबसे अधिक बार, सामग्री और हीटर की तापीय चालकता का गुणांक शुष्क अवस्था में इंगित किया जाता है, अर्थात। प्रयोगशाला परीक्षणों से प्राप्त किया गया जो वास्तविक परिचालन स्थितियों से भिन्न होता है। स्वतंत्र गणना करते समय इसे याद रखना चाहिए।
तो, हमने पेड़ की तापीय चालकता के गुणांक का पता लगाया। यह उस दीवार की मोटाई चुनने के लिए बनी हुई है जिसके लिए आप गणना करना चाहते हैं। और यहाँ दूसरा नुकसान है। लॉग एक दूसरे के ऊपर ढेर कर रहे हैं, अर्थात्। एक नाली है। इसके अलावा, लॉग के व्यास (डी) के आधार पर, ग्राहक की आवश्यकताओं, खांचे की चौड़ाई (एच) में परिवर्तन होता है, और इसलिए लॉग की मोटाई के संबंध में इस नोड की वास्तविक चौड़ाई। यह संबंध निम्नलिखित आकृति में दिखाया गया है।

यह देखा जा सकता है कि लॉग के समान व्यास के साथ, लॉग के जंक्शन की डिज़ाइन सुविधाओं के आधार पर, खांचे की चौड़ाई भिन्न हो सकती है। इसलिए, उपरोक्त सूत्र में केवल चयनित लॉग की मोटाई को प्रतिस्थापित करना असंभव है। हमें कुछ सामान्य भाजक की आवश्यकता है जो गणना के लिए उपयोग किया जा सकता है। इस समस्या को हल करने के लिए, हम अपने पोर्टल के उपयोगकर्ता के अनुभव का उपयोग उपनाम के साथ करेंगे ज़ालेत्चिक.

ज़ालेत्चिक फोरमहाउस उपयोगकर्ता
मैं एक लॉग हाउस में रहना चाहता हूं। साइट पर कोई गैस नहीं है, और इसकी उम्मीद नहीं है। निवास का क्षेत्र - मास्को क्षेत्र। इसका मतलब है कि हीटिंग लागत को कम करने का मुद्दा गंभीर है। मैं डीजल से चलने वाले बॉयलर से घर को गर्म करने जा रहा हूं। इन इनपुट डेटा ने मुझे लॉग हाउस के थर्मोफिजिकल गुणों का अध्ययन करने के लिए मजबूर किया।

प्रथम ज़ालेत्चिकसंलग्न संरचना की मोटाई के औसत मूल्य की गणना करके थर्मल विशेषताओं की गणना की। यह दृष्टिकोण पूरी तरह से सही नहीं था, क्योंकि। गर्मी के नुकसान को दीवार की मोटाई के सीधे आनुपातिक माना जाता था। FORUMHOUSE उपयोगकर्ताओं के साथ विचार-मंथन और संचार के परिणामस्वरूप, ज़ालेत्चिकबेहतर गणना की।

एक लॉग हाउस की दीवारों की तापीय चालकता की सही गणना के लिए, मैंने लकड़ी से बने एक लॉग हाउस की मोटाई की गणना की, जिसमें एक निश्चित व्यास (डी) के लॉग से बने लॉग हाउस के समान थर्मल इन्सुलेशन गुण होते हैं। .
लेख के दायरे से परे गणनाओं का विवरण, जो विषय में पाया जा सकता है, हम तुरंत प्राप्त गुणांक पर आगे बढ़ेंगे जो हमें गणना के लिए आवश्यक है।
ε (H/D .) के विभिन्न मानों के लिए लॉग व्यास के लिए नाली मोटाई का अनुपात) μ के संगत मान (हेफ़*डी बीम की मोटाई और लॉग के व्यास का अनुपातएक ही गर्मी हस्तांतरण गुण होने)। परिणामों को एक तालिका में संक्षेपित किया गया है।
स्पष्टता के लिए, निम्नलिखित उदाहरण पर विचार करें। मान लीजिए कि लॉग हाउस के निर्माण में प्रयुक्त लॉग का व्यास 45 सेमी है। खांचे की चौड़ाई 23 सेमी है। इसलिए: ε = 23/45 = 0.5। अब हम तालिका में प्राप्त आकृति के अनुरूप μ का मान पाते हैं। यह 0.83 है। अगला, हम लॉग के व्यास के संबंध में लकड़ी से बनी दीवार की मोटाई पाते हैं, जिसमें समान गर्मी-संचालन गुण होते हैं: 0.83 * 45 = 37.4 सेमी। मीटर में बदलें - 0.374 मीटर।
आर = डी/λ, जहां:
डी सामग्री की मोटाई है;
λ - सामग्री W/(m·°C) की तापीय चालकता का गुणांक। हमारे संस्करण में, पाइन लॉग 0.15 डब्ल्यू/(एम डिग्री सेल्सियस) हैं।
आर = 0.374/0.15 = 2.49 (एम²*°С)/डब्ल्यू
या, आप इस सूत्र का उपयोग कर सकते हैं:
आर = μD/λ, जहां:
μ - गुणांक, ऊपर दी गई तालिका से लिया गया;
डी - मीटर में लॉग व्यास;
λ लकड़ी की तापीय चालकता का गुणांक है।
आर \u003d 0.83 * 0.45 / 0.15 \u003d 2.49 (एम² * डिग्री सेल्सियस) / डब्ल्यू

दीवारों की गर्मी प्रतिरोध को निर्धारित करने वाले कारकों में से एक लॉग का व्यास और लकड़ी का प्रकार है।
पहले हमने संकेत दिया था कि मॉस्को और मॉस्को क्षेत्र के लिए R = 3.0 (m²*°С)/W. प्राप्त परिणाम के आधार पर, पाइन लॉग से बनी दीवारों के लिए, आर = 2.49 (एम² * डिग्री सेल्सियस) / डब्ल्यू। वे। दीवार गर्मी प्रतिरोध के विनियमित मूल्य तक नहीं पहुंचती है। आप लॉग का व्यास बढ़ा सकते हैं या दूसरी लकड़ी चुन सकते हैं - देवदार पाइन। इस सामग्री की तापीय चालकता गुणांक (लॉग व्यास और नाली की चौड़ाई को अपरिवर्तित छोड़ दें) 0.095-0.10 W/(m °C) है।
हम गणना करते हैं।
आर \u003d 0.83 * 0.45 / 0.10 \u003d 3.74 (एम² * डिग्री सेल्सियस) / डब्ल्यू
यही है, वास्तविक गर्मी हस्तांतरण प्रतिरोध का मानदंड पार हो गया है।
आप दूसरे तरीके से जा सकते हैं और अनुपात से लॉग के आवश्यक व्यास का पता लगाने के लिए एक अलग सूत्र का उपयोग कर सकते हैं: खांचे की चौड़ाई लॉग के व्यास का आधा है।
डी = आरटीपी*λ/0.83, जहां:
आरटीपी - दीवार के विनियमित थर्मल प्रतिरोध;
λ लकड़ी की तापीय चालकता का गुणांक है;
हम पाइन के लिए गणना करते हैं।
डी \u003d 3.0 * 0.15 / 0.83 \u003d 0.54 मीटर।
इस तकनीक का उपयोग करना और विभिन्न मूल्यों के साथ "खेलना" - लॉग के व्यास को बदलना, खांचे की चौड़ाई, लकड़ी - आप एक स्वतंत्र गणना कर सकते हैं और एक लॉग हाउस की दीवार की इष्टतम मोटाई चुन सकते हैं।

मेरे परदादा और दादा लॉग केबिन, लॉगिंग और वुडवर्किंग के निर्माण में विशेषज्ञ थे। उनसे मैंने लॉग व्यास के 1/2...2/3 की आवश्यक नाली चौड़ाई के बारे में सीखा।

इसके अलावा, एक लॉग दीवार की थर्मल दक्षता न केवल खांचे की चौड़ाई से प्रभावित होती है, बल्कि लॉग के प्रोफाइल से भी प्रभावित होती है - इसका क्रॉस सेक्शन: गोल या तथाकथित। अर्ध-लॉग, दोनों तरफ उकेरा गया - बंदूक की गाड़ी। लकड़ी काटने से, हम दीवार की गर्मी प्रतिरोध को कम करते हैं, क्योंकि। दीवार में लॉग अपने सभी अनुभागों के साथ काम करता है।

बेशक परिणाम यह सरलीकृत गणनासांकेतिक। घर में सबसे ज्यादा गर्मी का नुकसानखिड़कियों, वेंटिलेशन सिस्टम, छत और नींव के माध्यम से होता है। वे। एक गर्म लकड़ी का घर एक संतुलित प्रणाली है जहां सभी नोड्स निकट सहयोग में काम करते हैं और एक दूसरे के अनुरूप होते हैं। 0.4-0.5 मीटर के व्यास के साथ लॉग से दीवारें बनाने और एक विस्तृत नाली चुनने का कोई मतलब नहीं है, अगर घर दरारों से उड़ा है, एक कोने जम जाते हैं.
लॉग केबिन विशेषताएं
लॉग हाउस को काटने के लिए सबसे अच्छा विकल्प चुनने के लिए और इस तरह इसे गर्म करने के लिए, आपको यह समझने की जरूरत है कि काटने के लिए कौन से विकल्प मौजूद हैं और वे एक दूसरे से कैसे भिन्न हैं। पहले आपको कटिंग और क्राउन जैसी अवधारणाओं को परिभाषित करने की आवश्यकता है।

एक कट एक लॉग हाउस के विभिन्न लकड़ी के हिस्सों को एक दूसरे से जोड़ता है।

उचित कटिंग के साथ, लोड को लॉग के बीच समान रूप से पुनर्वितरित किया जाता है। ऐसा करने के लिए, संपर्क में आने वाले सभी हिस्सों को एक दूसरे के खिलाफ अच्छी तरह से फिट होना चाहिए। साथ ही इन जगहों पर नमी जमा नहीं होनी चाहिए, जिससे समय के साथ लकड़ी सड़ सकती है।
मुकुट- यह एक लॉग हाउस है, जिसमें क्षैतिज तल में रखे चार लॉग होते हैं। कोनों पर, मुकुट एक पायदान से जुड़ा हुआ है। घर बनाने की प्रक्रिया में, मुकुट एक दूसरे के ऊपर रखे जाते हैं - एक दीवार प्राप्त होती है।

यह याद रखना चाहिए कि मुकुट की संख्या लॉग के व्यास और खांचे की चौड़ाई पर निर्भर करती है, जो सामग्री की खपत को प्रभावित करती है, और इसलिए लॉग हाउस की अंतिम कीमत और थर्मल गुण। उदाहरण के लिए, 25 सेमी और 40 सेमी के व्यास के साथ एक लॉग से 3 मीटर ऊंची दीवार बनाने के लिए, अलग-अलग संख्या में मुकुट की आवश्यकता होगी। बड़े व्यास के लॉग से घर बनाते समय, कटिंग, लॉक और इंटरवेंशनल जोड़ों की संख्या कम हो जाती है। वे। ऐसे स्थान जिन्हें बाद में उड़ाया जा सकता है, जिससे गर्मी का नुकसान होगा।

लॉग हाउस के लिए लॉग चुनते समय, लॉग के व्यास, इसकी लागत (सामग्री की कीमत) और ऐसे लॉग के साथ काम करने की कीमत के बीच संतुलन बनाना आवश्यक है।
कारीगरों के लिए बड़े व्यास के लॉग के साथ काम करना शारीरिक रूप से अधिक कठिन होता है। इसके लिए विशेष उपकरण - एक क्रेन के उपयोग की भी आवश्यकता हो सकती है।
इसके अलावा, जब एक निर्माण सामग्री के रूप में एक डिबार्ड लॉग चुनते हैं, तो हम इस तरह के पैरामीटर को टेंपर के रूप में याद करते हैं।
बच निकलना- बट और शीर्ष के व्यास के अनुपात में लॉग की मोटाई में अंतर। एक डिबार्ड लॉग, जो गोल लॉग के विपरीत, मशीन प्रसंस्करण से नहीं गुजरा है, पूरी तरह से सम नहीं हो सकता है। इसका निचला हिस्सा (विशेष रूप से एक बड़ी लॉग लंबाई के साथ) हमेशा ऊपर से मोटा होता है। दीवार को चिकना बनाने के लिए, कटा हुआ घर बनाते समय, शिल्पकार, मुकुट बिछाते समय, विभिन्न मोटाई के वैकल्पिक लॉग करते हैं।

काटने को आमतौर पर दो प्रकारों में विभाजित किया जाता है:
- कोई अवशेष नहीं (पंजे में)।
- बाकी के साथ (कटोरे में)।
बिना ट्रेस के काटनाया एक साफ कोने में, सामग्री की पूरी लंबाई का अधिकतम उपयोग शामिल है।

इस तरह की कटाई के साथ, एक समकोण प्राप्त होता है, जो घर के उपयोगी क्षेत्र को बढ़ाता है और लॉग की खपत को कम करता है। लेकिन, व्यावहारिक अनुभव के आधार पर, हम कह सकते हैं कि इस प्रकार का कोण जमने का खतरा होता है। इससे बचने के लिए, पुराने दिनों में, "पंजे में" काटे गए घर के कोनों को ओवरहेड बोर्ड से ढक दिया जाता था, या, वैकल्पिक रूप से, घर को बाद में ईंटों से ढंक दिया जाता था। इसने ठंड और उड़ने वाले कोनों को रोका।

अवशेषों के साथ काटना- अधिक महंगा, लेकिन अधिक गर्मी-कुशल विकल्प भी। इसलिये लॉग के सिरे घर के कोनों पर निकलते हैं, यह नोड उड़ने, बारिश और ठंड से अधिक सुरक्षित है।

इस लेख से सभी प्रकार की विभिन्न प्रकार की कटाई को छोड़कर, हम तीन मुख्य प्रकार की कटाई की प्रमुख विशेषताओं पर ध्यान केंद्रित करेंगे। यह:
- रूसी कटाई;
- कनाडा की कटाई;
- नॉर्वेजियन फेलिंग।
हमारे देश में, पारंपरिक रूप से लकड़ी के घर गोल लट्ठों से बनाए जाते हैं। लॉग के साथ एक अर्धवृत्ताकार खांचा बनाया गया है। कोने का ताला कटोरे में "ओब्लो" को काटकर बनाया गया है। नाम "रिक्त" शब्द से आया है, अर्थात। गोल। कटोरे को ऊपर या नीचे रखा जा सकता है।

यदि कटोरा नीचे की ओर स्थित है (कटोरे को एक तह में काटकर), तो इस तरह के कनेक्शन को अधिक नमी प्रतिरोधी माना जाता है, और लॉग को बेहतर ढंग से संरक्षित किया जाता है।

इस प्रकार की कटाई को चुनते समय, एक बारीकियों को ध्यान में रखा जाना चाहिए।

रूसी कटाई का मुख्य नुकसान यह है कि लॉग असमान रूप से तंतुओं के साथ और बाहर सूख जाते हैं। नतीजतन, संकोचन के बाद, लॉग हाउस में लॉग पर्याप्त रूप से नहीं बैठते हैं।
लॉग के व्यास में कमी के साथ, कनेक्टिंग कटोरे का आकार बदल जाता है। कटोरे खुलते हैं और अर्धवृत्ताकार से अंडाकार हो जाते हैं। दरारें दिखाई देती हैं। नतीजतन, लॉग हाउस को फिर से बंद करना पड़ता है। इसके अलावा, खुला इन्सुलेशन प्रतिकूल वायुमंडलीय घटनाओं के संपर्क में है। यह पानी से संतृप्त है, और लॉग सड़ने लग सकते हैं।

यह नुकसान फिनिश में बने लॉग हाउस से रहित है। सिद्धांत रूसी फ़ेलिंग के समान है, सिवाय इसके कि इस संस्करण में इंटरवेंशनल ग्रूव एक छोटे त्रिज्या (अंडाकार) के साथ बनाया गया है। इस प्रकार, ऊपरी लॉग केवल किनारों (अंडरकट) पर निचले लॉग पर टिकी हुई है।

नतीजतन, जब लॉग सिकुड़ते हैं, तो इंटरवेंशनल ग्रूव के किनारे नहीं खुलते हैं, लॉग कसकर बैठते हैं, कोई दरार नहीं होती है, और इन्सुलेशन हवा और बारिश से प्रभावित नहीं होता है।
चीरघर उत्पादन की आर्थिक दक्षता काफी हद तक कच्चे माल के उपयोग की डिग्री पर निर्भर करती है। उत्पादन में प्रयुक्त उपकरण, इष्टतम वितरण के अनुसार लॉग की तर्कसंगत कटाई, काटने की सक्षम योजना संसाधनों के कुशल उपयोग और तदनुसार, उच्च उत्पाद गुणवत्ता निर्धारित करती है।
आरी कच्चे माल को काटने की मुख्य योजनाएँ
लॉग काटने के तरीके और योजनाएं सीधे उत्पादों की गुणवत्ता और आकार, कच्चे माल की विशेषताओं और उपयोग किए जाने वाले उपकरणों के प्रकार की आवश्यकताओं पर निर्भर करती हैं।
लॉग देखने की मुख्य विधियाँ
ए - वैडल; बी - एक बार के साथ; बी '- दो सलाखों की प्राप्ति के साथ; बी "- वडल बार; इन - सेक्टर; में '- क्षेत्र को रेडियल बोर्डों में देखना; में "- स्पर्शरेखा बोर्डों पर; जी - खंड; जी '- गोलमाल खंड; जी "- बीम-खंड; डी - परिपत्र; 1 - बिना कटे हुए बोर्ड; 2 - धार वाले बोर्ड; 3 - रेल; 4- बार; 5 - क्षेत्रों के रूप में लॉग के हिस्से; 6 - खंडों के रूप में लॉग के हिस्से; 7 - एक तरफा धार वाले बोर्ड
काटने के लट्ठे चप्पूएक या एक से अधिक काटने वाले औजारों द्वारा समानांतर विमानों के साथ इसके विभाजन में शामिल हैं। यह योजना आपको वार्षिक परतों के सापेक्ष परतों की विभिन्न व्यवस्था के साथ बिना किनारे वाले बोर्ड प्राप्त करने की अनुमति देती है। विधि तर्कसंगत है जब लॉग को 18 सेंटीमीटर व्यास तक काटते हैं और ट्रंक वक्रता वाले आरी के लिए (अक्सर बर्च कच्चे माल को काटने के मामलों में उपयोग किया जाता है, जिसमें 70% मामलों में सरल या जटिल वक्रता होती है)।
बेतरतीब ढंग से काटने के बाद प्राप्त किए गए बिना कटे हुए बोर्डों को किनारे वाले बोर्डों में संसाधित किया जाता है या बिना कटे हुए रूप में रिक्त स्थान में काटने के लिए स्थानांतरित किया जाता है।
इस घटना में कि तैयार उत्पादों की प्रमुख मात्रा में क्रॉस-अनुभागीय आयाम स्थापित होना चाहिए, काटने की विधि का उपयोग किया जाता है। बार के साथ. इस योजना का उपयोग सामान्य प्रयोजन लकड़ी के उत्पादन में बड़े व्यास के लॉग काटने के लिए भी किया जाता है।
दो पासों में बहु-आरी उपकरणों पर एक बार के साथ काटने का कार्य किया जाता है। उसी समय, पहले चरण में, आवश्यक बोर्ड की चौड़ाई के बराबर मोटाई के साथ गोल लकड़ी से बार प्राप्त किए जाते हैं। फिर इन सलाखों को मोटाई में आवश्यक आयामों के बोर्डों में विभाजित किया जाता है।
बड़े आकार की लकीरें काटने के लिए इनका उपयोग किया जाता है खंड और क्षेत्रतरीके। यह ध्यान दिया जाना चाहिए कि ये योजनाएं विशिष्ट हैं और स्पर्शरेखा और रेडियल लकड़ी के उत्पादन के लिए विशेष प्रकार के उत्पादन में उपयोग की जाती हैं।
आंतरिक सड़ांध के साथ बड़े लॉग और लॉग की व्यक्तिगत कटाई की जाती है एक गोलाकार तरीके से.
मिलिंग द्वारा गोल लकड़ी का प्रसंस्करण
इस विधि को आरा के साथ मिलाकर मिलिंग द्वारा आरी कच्चे माल के खंड का निर्माण किया जाता है। इस मामले में, तीन मुख्य कटिंग योजनाओं का उपयोग किया जाता है:
- पहले नोड पर एक दोधारी बीम प्राप्त करना;
- हेड मशीन पर बिना धार वाले बोर्ड और दोधारी लकड़ी प्राप्त करना;
- एक ही उपकरण पर बोर्डों के विकास के साथ धारित लकड़ी के क्रॉस-सेक्शनल आयामों के अनुरूप आयामों के साथ एक प्रोफ़ाइल बार प्राप्त करना।
दोधारी लकड़ी लकड़ी को बोर्डों में विभाजित करके धारदार लकड़ी के आगे उत्पादन के लिए एक अर्ध-तैयार उत्पाद है।

मिलिंग द्वारा लॉग काटने की मुख्य विधियाँ
ए - हेड मशीन पर दो-किनारे वाली बीम प्राप्त करना; बी - दो-किनारे वाले बीम और बिना किनारे वाले बोर्ड प्राप्त करना; सी - प्रोफाइल बार प्राप्त करना; जी - लंबी धार वाली लकड़ी प्राप्त करना; ई - विभिन्न लंबाई की धारदार लकड़ी प्राप्त करना; ई - विभिन्न लंबाई और चौड़ाई की धारदार लकड़ी प्राप्त करना; 1 - लकड़ी का क्षेत्र; 2 - धार वाली लकड़ी; 3 - घुंघराले लकड़ी; 4 - दोधारी लकड़ी; 5- बिना कटा हुआ लकड़ी
गोल लकड़ी काटने के लिए सेटिंग की अवधारणा
एक सेट आरा फ्रेम में स्थापित आरी, क्लैम्पिंग और इंटर-आरा स्पेसर का एक सेट है जो निर्दिष्ट मोटाई मापदंडों के साथ आरी सामग्री प्राप्त करने के लिए है।
दूसरे शब्दों में, डिलीवरी एक समान गुणवत्ता और आकार के सॉमिल कच्चे माल (लॉग) को निर्दिष्ट मानकों और गुणवत्ता के उत्पादों में देखने के लिए एक योजना-योजना है।
जब एक वैडल में देखा जाता है, तो सेटिंग को एक डिजिटल श्रृंखला द्वारा कार्यान्वित किया जाता है, जो कि आरा बोर्डों की मोटाई मिलीमीटर में दिखाती है:
19-19-32-32-19-19.
संख्याओं की इस श्रृंखला का अर्थ है कि लॉग के मध्य भाग से 32 मिमी मोटी दो बोर्ड काटे जाते हैं, और 19 मिमी मोटे चार बोर्ड साइड के हिस्सों से काटे जाते हैं।
उदाहरण के लिए, एक बार के साथ तोड़ते समय, सेटिंग को संख्याओं की दो पंक्तियों में लिखा जाता है, एक लॉग (पहला पास) और एक बीम (दूसरा पास) देखने के लिए:
19-19-150-19-19 (पहला पास);
19-32-40-40-32-19 (दूसरा पास)।
पिछले उदाहरण की तरह, इन नंबरों का मतलब है कि पहली पंक्ति की हेड मशीन पर, जिस पर लॉग को देखा जाता है, 150 मिमी की मोटाई के साथ एक बीम प्राप्त होता है और तदनुसार, 19 मिमी प्रत्येक के चार अनएडेड बोर्ड (दो पर) प्रत्येक तरफ), और दूसरी पंक्तियों की मशीन पर, परिणामी लकड़ी को 40, 32 और 19 मिमी की मोटाई के साथ बोर्डों में देखा जाता है।
एकल-आरी मशीनों पर लॉग को देखते समय, सेटिंग काटने के क्रम को निर्धारित करती है।
डिलीवरी तैयार करना
सेट की तैयारी का मतलब अनिवार्य रूप से मोटाई के संदर्भ में बोर्डों के इष्टतम आयामों और अनुपात को निर्धारित करना है, जो लॉग के क्रॉस-सेक्शनल व्यास के तर्कसंगत उपयोग को सुनिश्चित करता है।
डिलीवरी को संकलित करने के लिए बुनियादी नियम:
- पोस्टवी सममित होना चाहिए;
- एक सेट में ऐसे बोर्ड नहीं होने चाहिए जिनकी मोटाई 5 मिमी से कम हो;
- क्रॉस-सेक्शन के मामले में सबसे बड़ी लकड़ी के साथ सेट तैयार करना शुरू करें;
- लॉग की धुरी से परिधि तक बोर्डों की मोटाई के आयाम घटने चाहिए;
- चीरघर के फ्रेम पर कच्चे माल को काटते समय सेट के किनारे पर दो से अधिक पतले (16, 19 मिमी) बोर्डों को काटने की व्यवस्था न करें;
- बोर्ड की मोटाई के आयामों के अनुसार विनिर्देश में अग्रणी बोर्डों की चौड़ाई के अनुसार पहले पास पर लकड़ी की ऊंचाई चुनें;
- लकड़ी का चेहरा, दूसरे पास में देखा गया, समान मोटाई के बोर्डों में देखा गया;
- विनिर्देशों को निर्दिष्ट किए बिना लकड़ी के लिए डिलीवरी संकलित करते समय, सारणीबद्ध या ग्राफिकल विधियों का उपयोग करें;
- जब एक बार के साथ विधि का उपयोग करके देखा जाता है, तो लॉग के शीर्ष व्यास के अनुपात (0.06-0.08) से बार की मोटाई निर्धारित करें - डी;
- सेटिंग लॉग के व्यास के अधिकतम कवरेज के मान से अधिक नहीं होनी चाहिए;
- के अनुसार केंद्रीय बोर्डों की सबसे छोटी मोटाई निर्धारित करें यह तालिका:

असाइनमेंट तैयार करने की ग्राफिकल विधि
विशिष्ट क्रॉस-सेक्शनल आयामों (विनिर्देशों के रूप में कार्यों के बिना) को निर्दिष्ट किए बिना GOST के अनुसार एक तर्कसंगत वितरण तैयार करना संभव है - विशेष रेखांकन का उपयोग करना।

पीपी के अनुसार लकड़ी की सीमित मोटाई के ग्राफ का उपयोग करने का एक उदाहरण। अक्सेनोव
एब्सिस्सा अक्ष पर सीमित मोटाई निर्धारित करने के लिए, सेट की धुरी से आवश्यक बोर्ड के सेट के चेहरे के आंतरिक भाग तक की दूरी को प्लॉट किया जाता है। फिर एक ऊर्ध्वाधर रेखा तब तक खींची जाती है जब तक कि यह एक झुकी हुई रेखा के साथ प्रतिच्छेद न कर दे जो किसी दिए गए व्यास से मेल खाती है, और परिणामी प्रतिच्छेदन बिंदु को समन्वय अक्ष पर ले जाया जाता है।

जी.जी. के अनुसार इष्टतम लकड़ी की मोटाई का ग्राफ। टिटकोव
आउटपुट पर गोल लॉग से लकड़ी का एक उच्च प्रतिशत प्राप्त करने के लिए, कई अलग-अलग तकनीकों का उपयोग किया जाता है, जिसमें क्रियाओं के कुछ चक्र शामिल हैं। गोल लकड़ी काटने का समय और प्रक्रिया की श्रम तीव्रता चुनी हुई प्रसंस्करण विधि, काम की जगह, मौसम के आधार पर भिन्न होती है। तो, कुछ उद्यम लॉगिंग के स्थान के पास कच्चे माल के प्राथमिक प्रसंस्करण के लिए दुकानें बनाते हैं और इस पर बचत करते हैं।
न केवल चड्डी संसाधित होती है, बल्कि बड़ी शाखाएं भी होती हैं। राउंडवुड को आकार और छाल के आधार पर छांटा जाता है। जो चड्डी छँटाई में सफल नहीं हुई हैं, उनका उपयोग भविष्य में किसी न किसी काम (मचान का उत्पादन, आदि) के लिए किया जाता है। आपूर्तिकर्ता से कच्चे माल को स्वीकार करते समय, न केवल घन क्षमता की जाँच की जाती है, बल्कि क्षति, सड़ांध, समुद्री मील की उपस्थिति - ऐसी सामग्री तकनीकी विशिष्टताओं को पूरा नहीं करती है। लकड़ी में खामियां आउटपुट पर तैयार उत्पादों के प्रतिशत को कम करती हैं, और गांठें उपकरण को नुकसान पहुंचा सकती हैं।
काटने से पहले, चड्डी को अक्सर हटा दिया जाता है (एक विशेष मशीन पर छाल को हटाना) - यह प्रक्रिया वैकल्पिक है, लेकिन किफायती मानी जाती है:
- छाल में फंसे कंकड़ और रेत की अनुपस्थिति के कारण, समय से पहले पहनने से आरी को संरक्षित किया जाता है;
- चिप सामग्री की गुणवत्ता में सुधार;
- कुछ उद्यम प्रसंस्करण के लिए बिना छाल वाले लॉग से स्लैब स्वीकार नहीं करते हैं;
- इलेक्ट्रॉनिक्स की मदद से जंगल को छांटते समय परिणामों की त्रुटि कम हो जाती है।

लकड़ी काटने के प्रकार

सबसे पहले, आपको कट के प्रकार पर निर्णय लेने की आवश्यकता है - उनमें से कई हैं। स्पर्शरेखा - कट स्पर्शरेखा से विकास के छल्ले तक जाता है, सतह को छल्ले, मेहराब के रूप में पैटर्न के साथ प्राप्त किया जाता है। इस तरह से प्राप्त बोर्ड सस्ते होते हैं, लेकिन उनमें सिकुड़न और सूजन का प्रतिशत अधिक होता है।
रेडियल - त्रिज्या के साथ एक कट, वार्षिक छल्ले के लंबवत, पैटर्न एक समान है, बोर्ड का आउटपुट छोटा है, लेकिन यह उच्च गुणवत्ता और अधिक ताकत का है।
ग्राम्य - किसी भी कोण पर किया गया दोष, गांठें, सैपवुड आदि दिखाई देते हैं।
काटने के तरीके
प्रत्येक विशिष्ट मामले के लिए, एक काटने की विधि का चयन किया जाता है।
Vrazval - सबसे किफायती, लगभग कोई अपशिष्ट नहीं, तैयार लकड़ी का एक उच्च प्रतिशत। आउटपुट अनएडेड बोर्ड और दो स्लैब हैं।
एक बार के साथ - पहले उन्हें दो-किनारे वाली पट्टी, बिना कटे हुए बोर्ड, दो स्लैब मिलते हैं। फिर बीम को किनारे वाले बोर्डों में कटे हुए आरी के लंबवत देखा जाता है, किनारों के साथ दो बिना कटे हुए बोर्ड और दो स्लैब प्राप्त होते हैं।

सेक्टर - पहले, लॉग को 4-8 सेक्टरों में देखा जाता है, और फिर उनमें से प्रत्येक को रेडियल या स्पर्शरेखा सामग्री में देखा जाता है। कभी-कभी केंद्र में कई बिना कटे हुए बोर्ड देखे जाते हैं।
स्प्लिट-सेगमेंट - इस तरह के कट के साथ, ट्रंक के केंद्र में दो या दो से अधिक बिना कटे हुए बोर्ड काटे जाते हैं, और किनारों पर एक तरफा बोर्डों को खंडों से देखा जाता है।
बीम-खंड - ब्रेक-सेगमेंट के समान, केवल लॉग के बीच में एक दो-किनारे वाली बीम काटा जाता है, जिसे बाद में किनारों वाले बोर्डों में देखा जाता है। लकड़ी की उपज अधिक होती है।
वृत्ताकार - एक या एक से अधिक बिना कटे हुए बोर्डों को काटने के बाद, लॉग 90 0 हो जाता है और अगले बोर्ड को काट दिया जाता है। इस विधि का उपयोग तब किया जाता है जब केंद्र में हृदय गलन से बड़ा लट्ठा प्रभावित होता है। इसकी मदद से स्वस्थ लकड़ी को निम्न गुणवत्ता वाली लकड़ी से अलग किया जाता है।
समुच्चय - उच्च गुणवत्ता वाली लकड़ी के साथ मिलिंग टूल्स और सर्कुलर आरी के उपयोग से, आउटपुट पर (स्लैब और स्लैट्स के बजाय) तकनीकी चिप्स प्राप्त होते हैं। जंगल का ऐसा जटिल प्रसंस्करण कच्चे माल और श्रम लागत के तर्कसंगत उपयोग की अनुमति देता है। यह तैयार लकड़ी का बेकार उत्पादन करता है।
आवश्यक उपकरण

उपकरणों का चुनाव नियोजित तैयार उत्पाद की मात्रा, उसकी गुणवत्ता और उत्पादों के आकार पर निर्भर करता है। सबसे अधिक बार, कट एक गोलाकार आरी के साथ किया जाता है। उत्पादन के कुछ चरणों में, विशेष मशीनों के उपयोग की आवश्यकता होती है।
परिपत्र देखा किसी भी दिशा में सटीक कटौती करता है, पेशेवर और घरेलू उपयोग के लिए उपयुक्त किसी भी आकार के लॉग के साथ पूरी तरह से मुकाबला करता है।
इसका उपयोग घरेलू उपयोग के लिए किया जाता है जब थोड़ी मात्रा में लकड़ी तैयार करना आवश्यक होता है। महंगे उपकरण खरीदने की तुलना में चेनसॉ के साथ अधिक कठिन काम करना आसान है। इसे केवल एक विशेष नोजल, ट्रंक और कटिंग गाइड के लिए एक जुड़नार की आवश्यकता होगी।
छाल हटाने की मशीनें। वे काफी महंगे हैं, लेकिन एक उद्यम में नियमित उपयोग के साथ जहां बड़ी मात्रा में काम किया जाता है, वे जल्दी से अपने लिए भुगतान करते हैं। उनका उपयोग करना आवश्यक नहीं है, लेकिन यह वांछनीय है, क्योंकि ऐसा करने से उत्पादन प्रक्रिया में कई आर्थिक लाभ और सुविधाएं प्राप्त की जा सकती हैं।
और आपको इसकी भी आवश्यकता होगी:
- डिस्क मशीन - बाहर निकलने पर जंगल से बिना छीले सामग्री प्राप्त करने के लिए।
- बैंड चीरघर उच्च गुणवत्ता वाली लकड़ी और कम प्रतिशत कचरे का उत्पादन करता है।
- फ़्रेम चीरघर - एक नींव की आवश्यकता नहीं है और इसे सीधे लॉगिंग साइटों में स्थापित किया जा सकता है।
- यूनिवर्सल मशीनें निम्न-श्रेणी की लकड़ी से भी उच्च गुणवत्ता वाली सामग्री का उत्पादन करने में सक्षम हैं।




अल्ट्रा-सटीक और उच्च-गुणवत्ता वाले उत्पादों को प्राप्त करने के लिए, बड़े पैमाने पर उत्पादन वाले उद्यमों में आधुनिक उपकरणों के पूरे परिसर स्थापित किए जाते हैं, और लकड़ी की कटाई किसी भी जटिलता से की जाती है।
काटने का तकनीकी नक्शा
एक लॉग से तैयार लकड़ी प्राप्त करने के इष्टतम प्रतिशत की गणना करने के लिए, जंगल को काटने का नक्शा तैयार किया जाता है। ये गणना स्वतंत्र रूप से या एक विशेष कंप्यूटर प्रोग्राम का उपयोग करके की जा सकती है। ऐसी जानकारी अभी भी सामान्य निर्देशिका में प्राप्त की जा सकती है, जिसमें चीरघर के बारे में जानकारी होती है।
काटने का नक्शा आपको यह निर्धारित करने की अनुमति देता है कि आउटपुट पर कितने तैयार उत्पाद होंगे, कितने प्रतिशत कचरे का पुनर्नवीनीकरण किया जाएगा। इन आंकड़ों के आधार पर, आप उत्पादन की अंतिम लागत निर्धारित कर सकते हैं। परिणाम काफी हद तक जंगल के प्रकार पर निर्भर कर सकता है। लकड़ी की उपज बढ़ाने के कुछ उपाय हैं।
लकड़ी के उत्पादन का प्रतिशत उपयोग के लिए तैयार, प्रयोग करने योग्य लकड़ी है। अपशिष्ट - एमडीएफ, चिपबोर्ड, फाइबरबोर्ड के उत्पादन के लिए कच्चा माल। ये वॉल्यूम पेड़ के व्यास, निर्मित ठोस लकड़ी के उत्पादों के प्रकार और काटने के विकल्प पर निर्भर करेंगे।
गोल लकड़ी का प्रतिशत
लकड़ी के प्रत्येक घन मीटर, एक महंगे प्राकृतिक कच्चे माल की सटीक गणना, प्रत्येक लकड़ी के उद्यम में महत्वपूर्ण है। गोल लकड़ी के घन मीटर की गणना कई तरीकों से की जाती है।

परिवहन की मात्रा से। प्रत्येक प्रकार के परिवहन के लिए, जंगल की अपनी घन क्षमता की गणना और स्थापना की जाती है। उदाहरण के लिए, एक वैगन में 70.5 घन मीटर गोल लकड़ी होती है। फिर तीन वैगनों में यह 22.5 क्यूबिक मीटर होगा। गिनती की यह विधि कच्चे माल की स्वीकृति को गति देती है, यह बड़ी मात्रा में आने वाले कार्गो के साथ विशेष रूप से महत्वपूर्ण है। लेकिन साथ ही, इस तरह से गणना के परिणामों में एक बड़ी त्रुटि है।
एक ट्रंक की मात्रा के लिए गणना। यदि पूरे लॉगिंग में एक ही आकार के लकड़ी होते हैं, तो एक की मात्रा की गणना करके, आप उन सभी को गिन सकते हैं और एक की घन क्षमता से गुणा कर सकते हैं। यह विधि अधिक सटीक है, लेकिन इसमें बहुत समय लगता है और माल प्राप्त करने के लिए अधिक श्रमिकों को आकर्षित करना पड़ता है।
मापने के फ्रेम के साथ स्वचालित सिस्टम। ये माप मनुष्यों द्वारा लिए गए मापों की तुलना में सटीकता का उच्च प्रतिशत देते हैं। जब लॉग मापने वाले फ्रेम से गुजरते हैं, तो ट्रंक के सभी मोटाई और वक्रता और यहां तक कि गांठों को भी ध्यान में रखा जाता है। इस मामले में, आप तुरंत चड्डी को सॉर्ट कर सकते हैं।
एक कारक द्वारा मात्रा को गुणा करके गणना की एक विधि। स्टैक की ऊंचाई, चौड़ाई, लंबाई को एक कारक से मापा और गुणा किया जाता है। यह गणना तेज़ है, लेकिन सटीकता के कम प्रतिशत के साथ। इसका उपयोग तब किया जाता है जब घन मीटर की संख्या निर्धारित करना अत्यावश्यक हो।

काटने की तकनीक पर अंतिम उपज प्रतिशत की निर्भरता
तैयार लकड़ी की उपज बढ़ाने के लिए, काटने की प्रक्रिया को स्वयं अनुकूलित करना आवश्यक है। वक्रता, क्षति या अन्य दोष वाले वर्कपीस के साथ काम करते समय यह विशेष रूप से सच है:

- सबसे पहले, आपको केवल उच्च गुणवत्ता वाली लकड़ी का चयन करने और उत्पादन में लगाने की आवश्यकता है।
- फिर सिरों (सड़ांध, दरारें) पर क्षति के साथ चड्डी का चयन करें और इन स्थानों को ट्रिम करें।
- सड़े हुए कोर के साथ ट्रंक के एक हिस्से के साथ, इसे हटाने के लिए आवश्यक है, और शेष लकड़ी को लकड़ी में काट लें। वे छोटे होंगे, लेकिन बेहतर गुणवत्ता वाले होंगे।
- और एक उच्च-गुणवत्ता वाला बोर्ड प्राप्त करने के लिए, सर्कुलर कट विधि उपयुक्त है।
- बड़े व्यास के साथ लकड़ी काटने पर उपज का उच्च प्रतिशत।
आउटपुट लॉग की गुणवत्ता, लकड़ी के प्रकार, प्रयुक्त उपकरण पर भी निर्भर करता है। नए उच्च-गुणवत्ता वाले, अच्छी तरह से ट्यून किए गए उपकरण आपको लगभग बिना नुकसान के चड्डी को संसाधित करने की अनुमति देते हैं।
यदि पहले से विशेष उपाय किए जाएं तो जंगल काटने की दक्षता बढ़ाई जा सकती है। ऐसा करने के लिए, आपको डिजिटल कार्यक्रमों का उपयोग करके सटीक गणना करने की आवश्यकता है। यदि यह मैन्युअल रूप से किया जाता है, तो आउटपुट में विवाह का प्रतिशत अधिक होगा। यह पहले से ही ध्यान में रखा जाना चाहिए कि शंकुधारी जंगलों से लकड़ी का अधिक प्रतिशत प्राप्त होता है। क्योंकि उनकी सूंड सम, बड़ी, सड़ने की संभावना कम होती है और इसलिए लगभग बिना शादी के। पर्णपाती से, एक बड़ी मात्रा को अक्सर त्याग दिया जाता है।
लकड़ी के तर्कसंगत उपयोग के लिए, छोटे लॉग लेना बेहतर है। लेकिन घरेलू उत्पादन में, आमतौर पर 4 मीटर या उससे अधिक की लंबाई वाली चड्डी को काटने के लिए लिया जाता है। उनकी वक्रता के कारण, उत्पादन विवाह का एक बड़ा प्रतिशत है।
हम भी अनुशंसा करते हैं
 मानव जाति के इतिहास में सबसे लंबा युद्ध: इतिहास, रोचक तथ्य युद्धों की उत्पत्ति के सिद्धांत
मानव जाति के इतिहास में सबसे लंबा युद्ध: इतिहास, रोचक तथ्य युद्धों की उत्पत्ति के सिद्धांत
 कैंडीज चबाना रोशेन क्रेजी बी
कैंडीज चबाना रोशेन क्रेजी बी
 पिकोडी: सभी छूट एक ही स्थान पर!
पिकोडी: सभी छूट एक ही स्थान पर!
 एक लेखाकार के लिए नौकरियों के विशेष मूल्यांकन के बारे में क्या जानना महत्वपूर्ण है?
एक लेखाकार के लिए नौकरियों के विशेष मूल्यांकन के बारे में क्या जानना महत्वपूर्ण है?
 पी \ 'यूएसएसआर में पंचवर्षीय योजनाएं यूएसएसआर की सभी पंचवर्षीय योजनाएं
पी \ 'यूएसएसआर में पंचवर्षीय योजनाएं यूएसएसआर की सभी पंचवर्षीय योजनाएं
 घिरे लेनिनग्राद से डरावने आंकड़े
घिरे लेनिनग्राद से डरावने आंकड़े