Plaša universāla frēzmašīna FU450MRApUG
Nosūtiet savu labo darbu zināšanu bāzē ir vienkārši. Izmantojiet zemāk esošo veidlapu
Studenti, maģistranti, jaunie zinātnieki, kuri izmanto zināšanu bāzi savās studijās un darbā, būs jums ļoti pateicīgi.
Publicēts http://www.allbest.ru/
Ievads
1. Vispārīgā daļa
1.1 Darbnīcas mērķis un ierīces
2. Speciālā daļa
2.1. Universālās konsoles frēzēšanas mašīnas 6E80Sh mērķis un ierīce
2.3. Universālās konsoles frēzēšanas mašīnas modeļa 6E80Sh eļļošana
3. Ražošanas organizācija
3.1 Tehniskā dokumentācija priekš kapitālais remonts konsoles frēzēšanas universālās mašīnas modelis 6E80Sh
3.2. Paziņojums palīgiekārtas, armatūra un instrumenti konsoles frēzēšanas universālās mašīnas modeļa 6E80Sh kapitālajam remontam
4. Saimnieciskā daļa
4.1. Laika ierobežojumi universālās konsoles frēzēšanas mašīnas modeļa 6E80Sh kapitālajam remontam
4.2 Tarifu likmes veikalā
5. Pasākumi drošības un ugunsdzēsības aprīkojumam
5.1 Darba aizsardzība objektā
5.2. Drošība
5.3. Rūpnieciskā sanitārija
5.4. Ugunsdrošība
5.5. Vides aizsardzība
Bibliogrāfija
Ievads
ArcelorMittal ir lielākais tērauda uzņēmums pasaulē, kas 2008. gada beigās kontrolēja 10% pasaules tērauda tirgus. Reģistrēts Luksemburgā.
Tas tika izveidots 2006. gadā, apvienojoties Luksemburgā bāzētajam Arcelor un Indian Mittal Steel, kas pieder Indijas uzņēmējam Lakšmijam Mittalam.
Pēc apvienošanās uzņēmuma ražošanas jauda sastādīja 120 miljonus tonnu gadā. Par attīstības mērķi tika paziņots nākamo piecu gadu laikā palielināt jaudu līdz 150 miljoniem tonnu. Ekonomiskā krīze noveda pie iesākto projektu atlikšanas no 2011.–2012. gadam uz 2014. gadu.
Akciju sabiedrība "ArcelorMittal Temirtau" ir lielākais uzņēmums Kazahstānas Republikas kalnrūpniecības un metalurģijas nozare un ir integrēts ieguves un metalurģijas komplekss ar savu ogļu, dzelzsrūdas un enerģijas bāzi.
ArcelorMittal Temirtau AS ietver:
Tērauda nodaļa;
Ogļu departaments;
dzelzsrūdas nodaļa.
AS "ArcelorMittal Temirtau" specializējas plakano un garo izstrādājumu ražošanā, tajā skaitā ar polimēru, cinku un alumīnija pārklājums, kā arī ražo aglomerātu, dzelzsrūdas un ogļu koncentrātu, koksu, čugunu, tēraudu, tostarp nepārtraukti lietās plātnes, sloksnes, sloksnes, elektrometinātas caurules un saistītie domnu un koksa rūpniecības produkti.
ArcelorMittal Temirtau AS ir sociāli orientēts uzņēmums. Uzņēmuma bilancē ir atpūtas nami, sanatorijas, bērni vasaras nometnes atpūta, sporta iespējas un medicīnas iestādēm. Uzņēmums ir piegādātājs komunālie pakalpojumi(karsts un auksts ūdens, apkure, elektrība) Temirtau iedzīvotājiem.
konsoles tehnoloģiskā frēzmašīna
1. Vispārīgā daļa
1.1 Darbnīcas mērķis un iekārtojums
Veikala pase Nr.31
Darbnīcu projektēja Gipromez Karagandas filiāle 1957. gadā, to uzbūvēja un 1970. gada septembrī ekspluatācijā nodeva trests Kazmetallurgstroy (bez administratīvās ēkas).
Darbnīca bija paredzēta saķepināšanas, tērauda ražošanas un lietuvju iekārtu remonta veikšanai. 1971. gada oktobrī darbnīca tika reorganizēta saistībā ar neatkarīgas TsRMO-1 strukturālās apakšvienības izveidi.
TsRMO-2 ir paredzēts tērauda kausēšanas ceha iekārtu remontam, rezerves daļu, domnu tueru, pārveidotāju lāpstiņu galvu ražošanai un restaurācijai, tērauda liešanas kausu bloķēšanas stieņu ražošanai un restaurācijai.
Darbnīca sastāv no divām remonta sekcijām (martens un pārveidotājs) un remonta un mehāniskās darbnīcas.
Darbnīca atrodas 96 metrus garā un 18 metrus platā divu zonu ēkā ar kopējo platību 3460 kvadrātmetri.
Preču pārvadāšana cehā notiek ar trīs elektriskiem paceļamiem celtņiem ar celtspēju 5 tonnas, diviem celtņiem ar celtspēju 15/3 tonnas, elektriskiem ratiņiem ar celtspēju 10 tonnas, diviem elektromobiļiem un diviem. elektriskie iekrāvēji.
Ārējo kravu apgrozījumu veic ar dzelzceļa un autotransportu.
Veikalam ir trīs ieejas no autoceļiem un dzelzceļa pievedceļš 18 m garumā.Visas veikala ieejas ir aprīkotas ar gaisa aizkariem.
Darbnīcu apsilda 5 STD-300 agregāti.
Projekts paredz:
1. Produktu izņemšana no 1 kopējais laukums cehos - 0,68 t/gadā
2. Produktu izvešana no vienas galvenās mašīnas - 88,5 t / gadā
3. Produkcijas saražotā produkcija uz vienu mašīnu operatoru - 54,5 tonnas / gadā
4. Produkcijas izlaide uz vienu strādnieku - 22,6 tonnas / gadā.
Ražošanas jauda
|
Vārds |
Ikgadējais izlaidums |
||||
|
Pēc projekta |
Faktiski no 1972. gada 1. janvāra |
||||
|
Rezerves daļu apstrāde |
|||||
|
Atkārtoti labojamo rezerves daļu apstrāde |
|||||
|
Apstrādes pieturas stieņi |
|||||
|
Tuyere remonts |
|||||
|
Remonta un uzstādīšanas darbi |
TEHNOLOĢISKAIS PROCESS.
Rezerves daļu apstrādes tehnoloģiskais process ir individuāls un maza mēroga. Liešana, kalumi un šķērsmetāls rezerves daļu ražošanai nonāk cehā no OTS noliktavām un galvenā mehāniķa nodaļas sagādes cehiem. Remonta tehnoloģija sastāv no agregātu montāžas un pārskatīšanas remonta sagatavošanas laikā, agregātu, atsevišķu detaļu nomaiņas un agregātu pārskatīšanas remonta laikā.
Darbnīcā paredzēts strādāt divās maiņās, maiņas ilgums 8,25 stundas ar piecu dienu darba nedēļu ar divām brīvdienām.
1.2. Mērķis un kopsavilkums tehniskās specifikācijas galvenais aprīkojums
JOMU UN REMONTA UN MEHĀNISKĀS DARBNĪCAS RAKSTUROJUMS.
Martena iekārtu remonta laukums - veic iekārtu plānveida profilaktiskos remontdarbus saskaņā ar apstiprinātajiem grafikiem martena, ugunsizturīgo un kompozīciju sagatavošanas cehos.
Vietne atrodas martena veikala telpās.
Sadaļā ir 7 brigādes (60 cilvēki) remontmontieru, elektrisko un gāzes metinātāju un griezēju.
Pārveidotāju ceha iekārtu remonta laukums - veic iekārtu plānveida profilaktiskos remontdarbus saskaņā ar apstiprinātajiem grafikiem pārveidotāju un pāļu dzīšanas cehos.
Vietne atrodas pārveidotāju ceha galvenās ēkas iebūvētajā telpā 60. zonā, pie 23. atzīmes.
Objektā ir 7 brigādes (62 cilvēki) remonta montieri, elektriskie un gāzes metinātāji un griezēji.
Remonts un mehāniskā darbnīca.
Atrodas ceha ražošanas ēkā. Remonta un mehāniskajā darbnīcā ietilpst:
A) mehāniskā nodaļa;
B) atslēdznieku un montāžas nodaļa;
C) kalšanas un metināšanas un sagādes nodaļa;
D) bloķēšanas stieņu ražošanas un restaurācijas nodaļa;
D) elektromehāniskais serviss.
Mehāniskais nodalījums ir paredzēts rezerves daļu mehāniskai apstrādei. Tas atrodas span AB 48 kvadrātmetru platībā. Nodaļā uzstādīts darbgaldu skaits, vadoties pēc vienas tonnas produkcijas apstrādes sarežģītības - 90 darbstundas.
Atslēdznieku un montāžas nodaļa paredzēta rūpnīcas tērauda kausēšanas cehu iekārtu bloku montāžai un pārstrādei. Departaments atrodas span AB un BV zonā 972. Nodaļu veido 2 atslēdznieku brigādes (10 cilvēki).
Kaltu-metināšanas un sagādes daļa paredzēta sīkkalumu un instrumentu sagatavju izgatavošanai, sagatavju griešanai no dažāda profila velmējumiem un martena un konverteru cehu vara tueru izgatavošanai. Nodaļa ar metāla noliktavu atrodas AB līcī 648.laukumā.
Stopstieņu ražošanas un restaurācijas nodaļa ir paredzēta tērauda liešanas kausu stopstieņu ražošanai. Darbi tiek veikti uz ražošanas līnijas ar jaudu 1600 tonnas bloķēšanas stieņu gadā.
Šobrīd tiek pārskatīts nodaļas projekts, lai pilnveidotu stopu rugāju izgatavošanas tehnoloģisko procesu.
Elektromehāniskais serviss paredzēts plānveida profilaktiskā remonta veikšanai un mehāniskās darbnīcas iekārtu bojājumu novēršanai. Serviss atrodas BV līcī iebūvētā telpā 180 kvadrātmetru platībā. Servisā strādā 4 elektriķi un 6 atslēdznieki.
Materiālu noliktava atrodas BV līcī iebūvētā telpā 24 kvadrātmetru platībā. Noliktava paredzēta materiāli tehnisko līdzekļu uzglabāšanai. Darbi pie preču transportēšanas noliktavā tiek veikti manuāli.
Rezerves daļu noliktava atrodas BV robežās 24.zonā, iežogota metāla sieta. Noliktavu apkalpo elektriskais iekrāvējs ar celtspēju 5 tonnas.
VEIKALA BAROŠANAS APGĀDE.
Darbnīcas elektroapgāde tiek veikta no 12 apakšstacijām ar 10 kilovoltu kabeli. Darbnīcā uzstādīts pazeminošs transformators 1000 kVA, 10/0,4 kV.
Ģenerālis Elektroenerģija darbnīcas - 660 kW.
Ieskaitot jaudu - 440 kW;
celtnis - 184 kW;
elektriskā krāsns - 8 kW;
elektriskā metināšana - 28 kW.
Darbnīcu iekšējie tīkli ir pieslēgti NTP 0,4 kV, elektroinstalācija tiek veikta caurulēs ar APR tipa vadu. Uz visiem dēļiem ir uzstādītas A3124 un A3131 tipa ShR un ShchU automāti.
Apgaismojumu darbnīcā izgatavo GE-50 lampas 87 lampu apjomā. Armatūras kopējā elektriskā jauda ir 43,5 kW.
Intrashop tīkli
|
Vārds |
Ievietojiet atrašanās vietu |
Intrashop tīkls |
||||
|
diametrs mm |
numuru |
|||||
|
gāzes vads |
Vispārējā augu šoseja |
|||||
|
Skābekļa cauruļvads |
||||||
|
Tvaika cauruļvads |
||||||
|
Saspiesta gaisa cauruļvads |
||||||
|
Karstā ūdens cauruļvads |
||||||
|
Mājsaimniecības dzeramā ūdens apgāde |
||||||
|
Apstrādes ūdens cauruļvads |
AUTOMOTO TRANSPORTS
Veikala un ražotnes iekšējiem transportēšanai darbnīcā ir 2 elektriskie autokrāvēji EP-301 ar universālo dakšu rokturi ar celtspēju 3 tonnas un 2 elektromobiļi EK-2 ar celtspēju 2 tonnas.
SANITĀRIE UN MĀJSAIMNIECĪBAS APSTĀKĻI.
Tiek celta ceha administratīvā ēka. Remonta un montāžas brigādes personāls uz laiku atrodas martena un pārveidotāju ceha administratīvajā ēkā.
Iekārtas tehniskie parametri
|
Nosaukums, tips, modelis, ražotājs |
Tehniskās specifikācijas |
|||
|
MEHĀNISKAIS NODALĪJUMS |
||||
|
Konsole- frēzmašīna 6M12P (Gorkijas darbgaldu rūpnīca) |
Attālums no vārpstas deguna līdz galdam: Mazākais - 30 mm; Lielākais ir 400 mm. Galda darba virsmas izmērs ir 1250×320 mm. Lielākās tabulas kustības: Gareniski - 700 mm; Šķērsvirziena - 260 mm; Vertikāli - 370 mm. Vārpstas iekšējais konuss - B 3 Lielākais vārpstas galvas griešanās leņķis ir ±45°. Lielākā vārpstas aksiālā kustība ir 70 mm. Vārpstas ātruma ierobežojumi 31.5h1600 apgr./min. |
|||
|
Plaša universāla konsoles frēzmašīna 6M82Sh |
Galda darba virsmas izmēri - 125x320 mm. Stieņa diametrs - 32 mm; 50 mm. Vārpstu skaits - 2. Vārpstas konuss: Horizontāli - Nr.3. Rotējošs un uzlikts uz galvām - Nr.2. Vārpstas ātruma ierobežojumi: Horizontāli 31,5h1600 apgr./min; Grozāma galva 90-1400 apgr./min. Galda garenvirziena un šķērsvirziena padeves robežas: 25h1250 mm/min. Galda vertikālās padeves robežas ir 8,3-416,6 mm. Galda gareniskais gājiens ir 700 mm. Galda šķērsvirziena garums ir 240 m. Galda vertikālais kurss - 420 mm. Frēzgalvas rotācija galda šķērsplaknē - 45-90°. Maksimālais apstrādājamās detaļas svars - 250 kg. |
|||
|
Hidroficēta šķērsēvele 7M37 (Gomeļas darbgaldu rūpnīca) |
Slīdņa gājiens - 150x100 mm. Galda izmēri - 560x1000 mm Lielākais attālums starp galda plakni un slīdni ir 500 mm. Vislielākā galda horizontālā kustība - 800 mm. Slīdņa ātruma ierobežojumi ir 3h48 m/min. Lielākais griešanas ragavas griešanās leņķis ir ±60°. |
|||
|
Hidroficēta rievu mašīna 7M430 (Gomeļas darbgaldu rūpnīca). |
Frēzes gājiens - 320 mm Galda pagriešana - 360° Galda diametrs - 700 mm Maksimālais brauciens ar galdu: Gareniski - 600 mm Krusts - 300 mm. Kutera ātruma ierobežojumi ir 3h24 m/min. |
|||
|
Gareniskā ēvele 7210 (Minskas darbgaldu rūpnīca) |
Attālums starp galda virsmu un šķērsstieni ir 1000 mm. Attālums starp statīviem - 1100 mm Galda izmēri: 3000x900 mm. Galda ceļojuma garums: Lielākais - 3200 mm; Mazākais ir 700 mm. Suportu skaits: Uz šķērsstieņa - 2; Uz plaukta - 1. Suportu horizontālā kustība pa šķērsstieni - 1500 mm. Vertikālā balsta kustība uz statīva - 900 mm. Galda darba kursa ātrums - 4h90 m/min. Galda atpakaļgaitas ātrums - 12h90 m/min. |
|||
|
Karuseļmašīna 1531 (Krasnodaras darbgaldu rūpnīca). |
Priekšējās plāksnes diametrs - 1150 mm Priekšējās plāksnes apgriezieni - 6,3h315 apgr./min. Vertikālā suporta slīpuma leņķis ir ±45°. Vertikālā atbalsta pacēlāja augstums ir 550 mm. kustēties šķērssuports- 630 mm Suporta padeve - 0,05x12,5 mm / apgr. |
|||
|
Horizontālā urbšanas iekārta 2620V (Sverdlova vārdā nosauktā Ļeņingradas darbgaldu apvienība). |
Vārpstas diametrs - 90 mm. Vārpstas apgriezieni - 12,5h2000 apgr./min. Priekšējās plāksnes rotācijas ātrumi - 8h200 apgr./min. Vārpstas iekšējais konuss ir Morze Nr.5. Galda darba virsmas izmēri - 1120x1300 mm. Maksimālais ceļojumu skaits: Galvas statņa vertikāle - 1000 mm; Vārpstas garums - 710 mm; Galda šķērsām - 1000 mm; Galds gareniski - 1090 mm; Priekšējās plāksnes atbalsta radiāls - 170 mm. Lielākais urbuma diametrs: Vārpsta - 330 mm; Suports - 600mm. |
|||
|
Radiālā urbjmašīna 2H55 (Odesas darbgaldu rūpnīca). |
Lielākais urbuma diametrs ir 50 mm. Morzes konuss - Nr.5. Lielākā vārpstas aksiālā kustība ir 350 mm. Vārpstas pārkare - 410h1600 mm. Vārpstas apgriezieni - 20-2000 apgr./min |
|||
|
Skrūvju griešanas virpa 1E61M (Iževskas darbgaldu rūpnīca) |
Centru augstums ir 170 mm. Atvere vārpstā ir 32 mm. Virs suporta - 183 mm; Virs gultas - 320 mm. |
|||
|
Skrūvju griešanas virpa 1K62 (Efremova darbgaldu rūpnīca, Maskava) |
Centru augstums ir 215 mm. Vārpstas caurums - 38 mm Lielākais sagataves diametrs: Virs suporta - 260 mm; Virs gultas - 400 mm. |
|||
|
Skrūvju griešanas virpa 1625 (Efremova darbgaldu rūpnīca, Maskava) |
Attālums starp centriem - 1400 mm. Centru augstums ir 215 mm. Vārpstas urbums - 47 mm. Lielākais sagataves diametrs: Virs suporta - 260 mm; Virs gultas - 400 mm. |
|||
|
Skrūvju griešanas virpa 1A616 (Kuibiševas darbgaldu rūpnīca). |
Attālums starp centriem - 710 mm. Centru augstums ir 170 mm. Atvere vārpstā ir 32 mm. Lielākais sagataves diametrs: Virs suporta - 188 mm; Virs gultas - 320 mm. |
|||
|
Skrūvju griešanas virpa 163 (Tbilisi darbgaldu rūpnīca) |
Attālums starp centriem - 1400 mm. Centru augstums ir 265 mm. Vārpstas urbums - 65 mm. Lielākais sagataves diametrs: Virs suporta - 350 mm; Virs gultas - 630 mm. |
|||
|
Skrūvju griešanas virpa 9H14S3 (Tbilisi darbgaldu rūpnīca) |
Attālums starp centriem - 710 mm. Centru augstums ir 265 mm. Vārpstas urbums - 65 mm. Lielākais sagataves diametrs: Virs suporta - 350 mm; Virs gultas - 630 mm. |
|||
|
Skrūvju griešanas virpa 165 (Rjazaņas darbgaldu rūpnīca) |
Attālums starp centriem - 2800h5000 mm. Centru augstums ir 500 mm. Atvere vārpstā ir 80 mm. Lielākais sagataves diametrs: Virs suporta - 650 mm; Virs gultas - 1000 mm. Vārpstas ātrums - 5h500 apgr./min. |
|||
|
Apļveida slīpmašīna ZA164A (Komunāras rūpnīca, Lubny, Poltavas apgabals) |
Attālums starp centriem - 2800 mm. Izstrādājuma lielākais diametrs ir 400 mm. Produkta maksimālais svars ir 250 kg. Lielākā apļa izmēri: Ārējais diametrs - 750 mm; Iekšējais diametrs - 40 mm; Platums - 70 mm. |
|||
|
MONTĀŽA UN MONTĀŽA NODAĻA. |
||||
|
Horizontālā hidrauliskā prese P983 (Odesas preses rūpnīca). |
Spēks - 315 t. Šķidruma spiediens tīklā - 200 kg/cm². Lielākais virzuļa gājiens ir 850 mm. Presētā izstrādājuma maksimālais diametrs ir 1500 mm. Darba šķidrums ir eļļa. Attālums no virzuļa gala līdz kustīgās vilces sijas galam: Maksimums - 2900 mm; Minimums - 900 mm; Darba garums - 2500 mm. |
|||
|
Vienas kolonnas hidrauliskā prese P6320 (Orenburgas Metalist rūpnīca). |
Spēks - 10 t. Šķidruma spiediens tīklā - 160 kg/cm². Gājiens - 400 mm. Galda izmēri - 380x500 mm. |
|||
|
Pīlinga un slīpēšanas mašīna ZM-634 (Jalal-Abad remonta rūpnīca) |
Apļu skaits - 2 Apļa izmēri - 400x40x203 mm Vārpstas apgriezieni - 1420 apgr./min. Attālums starp centriem - 700 mm Centra augstums - 830 mm |
|||
|
Vertikālā urbjmašīna 2A135 (Iekārta nosaukta pēc Ļeņina, Sterlitomak). |
Maksimālais urbuma diametrs ir 35 mm. Vārpstas konuss - Morze Nr.4. Vārpstas ass atkāpe - 300 mm. Vārpstas gājiens - 225 mm. Galvas gājiens - 200 mm. Vārpstas apgriezieni - 68-1100 apgr./min. Padeves diapazons - 0,12h1,6 mm / apgr. |
|||
|
Kalšanas un metināšanas un sagādes nodaļa. |
||||
|
Pneimatiskais kalšanas āmurs М415А (Voroņežas rūpnīca KPO). |
Barošanas daļu svars ir 400 kg. Sitienu skaits minūtē - 130 Barošanas daļu efektīvā kinētiskā enerģija ir 950 gm. Attālums no sievietes ass līdz gultai - 520 mm. Attālums no uzbrucēja spoguļa līdz sievietei ir 530 . Spoguļa izmēri - 265x100 mm. Optimāla sagataves kaltā daļa: Kvadrāts - 100 mm; Apaļš - 115 mm. |
|||
|
Griešanas zāģis 872 (Kaļiņina vārdā nosauktā Krasnodaras eksperimentālā rūpnīca). |
Zāģa rāmja gājiena garums - 140x180 mm. Asmens garums - 450 mm Zāģa rāmja gājienu skaits minūtē - 85-110. |
|||
|
Frēzēšanas un griešanas mašīna 8V66 (Minskas darbgaldu rūpnīca) |
Zāģa asmens apgriezienu skaits min. - 3.3h25.5 Zāģa asmens diametrs - 710 mm. Griešanas ātrums - 7,4h57 m/min. Lielākais griežamās sagataves diametrs ir 230 mm. |
|||
|
Metināšanas pārveidotājs PSO-300 |
Pašreizējie regulējuma ierobežojumi: |
|||
|
Metināšanas transformators TD-500 (rūpnīcas pastkaste M-5293) |
||||
|
Kaluma kalums |
Izgatavota darbnīcā. |
|||
|
Apkures kameras krāsns |
Kurtuves platība ir 0,66 m². Degviela: koksa krāsns gāze. |
|||
|
ELEKTROMEHĀNISKAIS SERVISS. |
||||
|
Vertikālā urbjmašīna 2A125 (Mehāniskā rūpnīca, Kabanje ciems, Luhanskas apgabals). |
Lielākais urbuma diametrs ir 25 mm. Vārpstas gājiens - 200 mm. Vārpstas apgr./min - 165h2130. Vislielākā galda kustība - 400 mm. Galda izmēri - 350x400 mm. |
|||
|
Pīlinga un slīpēšanas mašīna 3M-634 (Mukačevas rūpnīca nosaukta Kirova vārdā) |
Apļu skaits - 2. Apļu izmēri - 400×40×203 mm. Vārpstas apgriezieni min. - 700h1400. |
|||
|
Virsmas slīpēšanas mašīna 372B (Maskavas darbgaldu rūpnīca). |
Apstrādājamo detaļu izmēri - 1000x300x400 mm. Galda izmēri - 1000×300 mm. Apļa augstums - 40 mm. Apļa diametrs: Ārējais - 250h350 mm; Iekšējais - 127 m. |
|||
|
Universālā slīpmašīna 3659A (Vitebskas slīpmašīnu rūpnīca). |
Asināto urbju, cinkeru diametrs ir 80 mm. Asināšanas leņķi - 70°h140°. Asinātā instrumenta spalvu skaits ir līdz 12. Slīpēšanas disks: Ārējais diametrs - 200 mm; Iekšējais - 32 m; Augstums līdz - 70 mm. Apļa apgriezienu skaits min. - 1850. gads |
Pārkraušanas aprīkojums
|
Nosaukums, Nr., ražotājs |
Uzstādīšanas vieta |
Tehniskās specifikācijas |
|||
|
Tilta elektriskais celtnis Nr.1 (Mehāniskā rūpnīca, apmetne Novobureiska, Habarovskas apgabals). |
Kalšanas nodaļa Mehāniskā nodaļa. Aizbāžņu stieņu ražošanas nodaļa |
Kravnesība - 5 tonnas. Tilta garums ir 16,5 m. Kustības ātrums: Celtnis - 73,5 m / min; Rati - 38 m/min; Pacelšana - 10 m/min. Pacelšanas augstums - 8 m. |
|||
|
Tilta elektriskais celtnis Nr.3 (Mašīnbūves rūpnīca, Uzlovajas stacija, Tulas apgabals). |
Montāžas un montāžas nodaļa |
Kravnesība - 15/3 t. Tilta garums ir 16,5 m. Kustības ātrums: Celtnis - 49 m/min; Rati - 18 m/min; Galvenais pacēlājs - 2,2 m/min; Papildu pacelšana - 9,7 m / min. pacelšanas augstums: Galvenais - 8,5 m; Palīgs - 8,5 m. |
|||
|
Tilta elektriskais celtnis Nr.4 (PTO rūpnīca, Aleksandrija, Kirovogradas apgabals). |
Montāžas un montāžas nodaļa |
Kravnesība - 15/3 t. Tilta garums ir 16,5 m. Kustības ātrums: Celtnis - 75,3 m / min; Rati - 34,5 m / min; Galvenais pacēlājs - 8 m/min; Papildu pacelšana - 19,2 m / min. pacelšanas augstums: Galvenais - 8 m; Palīgs - 8 m. |
|||
|
Ratiņi elektriski (Dņepropetrovskas metalurģijas iekārtu rūpnīca). |
Starp laidumiem asīs 4-5 |
Kravnesība - 10t; Sliežu ceļš - 1000 mm; Ratiņu pamatne - 1600 mm. Platformas izmērs - 2630×1650 mm. Braukšanas ātrums - 40 m/min. Piedziņa no MTK-11-V elektromotora, Jauda 2,2 kW, 885 apgr./min. Pogu vadība. |
2. Speciālā daļa
2.1. Universālās konsoles frēzēšanas mašīnas modeļa 6E80Sh mērķis un ierīce
Attēls 2.1.1. Konsoles frēzēšanas universālās mašīnas modelis 6E80Sh
Shirokouniversalny konsoles frēzēšana horizontāla mašīna 6E80SH ir paredzēts detaļu frēzēšanas un dažu veidu urbšanas darbu veikšanai mazi izmēri no melnajiem un krāsainajiem metāliem un plastmasām.
Tiek izmantoti vienas un partijas ražošanas apstākļos. Mašīnu tehniskie parametri ļauj pilnībā izmantot ātrgaitas tērauda instrumentu iespējas, kā arī instrumentus, kas aprīkoti ar karbīda ieliktņiem.
Grozāmā frēzēšanas galviņa ar ievelkamu spalvu ļauj frēzēt sagatavju slīpas virsmas. Sadalošās galvas, rotējošā galda, skrūvspīles izmantošana paplašina mašīnas tehniskās iespējas.
Mašīnas darbojas pēc frēzēšanas principa ar rotējošu fiksētu griezēju, kas fiksēts horizontālā vai vertikālā vārpstā. Kā darba vai uzstādīšanas kustības tiek izmantotas galda (X-koordināta), slaida (Y-koordināta), konsoles (Z-koordināta) kustības.
CNC iekārtu izmantošana ļauj apstrādāt detaļas atbilstoši programmai automātiskajā režīmā.
Dizaina iezīmes:
Plaukts ir pamatvienība, uz kuras ir uzstādītas visas pārējās vienības un mehānismi. Plaukts ir stingri savienots ar plāksni (pamatni). Uz mašīnas stumbra ir uzstādīta vertikāla vārpstas galva, un pie stumbra vadotnēm ir piestiprināti balstiekārtas kronšteini darbam ar gariem stieņiem.
Horizontālās vārpstas pārnesumkārba ir uzstādīta uz statīva. Vertikālo vārpstu darbina elektromotors, kas novietots uz galvas.
Konsoles aizmugurējā siena ir izgatavota kā dīgļu astes vadotnes. Ragavas pārvietojas šķērsvirzienā uz konsole, un tām ir vadotnes galdam. Pie galda ir pievienota gareniskās padeves skrūve. Darbs iespējams gan ar saistīto, gan ar pretfrēzēšanas metodi.
Mašīnas sastāvs:
Mehānisms galda vertikālās kustības pārslēgšanai, slidkalniņš, galds, dzesēšanas sistēma, elektriskais skapis, mehānismi galda šķērseniskās kustības pārslēgšanai, gulta, padeves kaste, padeves pārslēgšanas mehānisms, horizontālās vārpstas ātruma pārslēgšanas mehānisms, pārnesumkārba un vārpstas, stumbrs ar vārpstas galvu, aizsargierīce, mehānisms vertikālās vārpstas griešanās ātruma pārslēgšanai, piekare, konsole.
Iekārtas un iekārtas un tās galveno daļu darbība.
Vadības ierīces un to mērķis:
Manuāla vertikālā maisītā galda rokturis
Spararats manuālai kamanu šķērseniskajai kustībai
Vertikālās padeves aktivizēšanas svira
Tārps pretdarbības paraugu ņemšanai uz garenvirziena skrūves
Spararats manuāla kustība tabula
Galda skava
Pārslēgt "Apgaismojums"
Vārpstas piedurknes skavas rokturis
Dzesēšanas vārsts
Strāvas slēdža rokturis
Tabulas ātrās pārvietošanas poga
Sākt poga
Avārijas poga "Apturēt".
Slīdošā skavas rokturis
Šķērspadeves ieslēgšanas svira
Konsoles skavas rokturis
Padeves motora slēdzis
Dzesēšanas sūkņa slēdzis
Horizontālais vārpstas griešanās virziena slēdzis
Uzspied pogu
Vertikālais vārpstas griešanās virziena slēdzis
Horizontālā vārpstas pārslēgšanas svira
Horizontālā vārpstas pārnesumu svira
Manuāla bagāžnieka kustība
Bagāžnieka skava uz rāmja
Frēzēšanas galviņas piestiprināšana pie stumbra
Tārps, griežot frēzēšanas galvu galda garenplaknē
Tārpu virpošanas galviņas frēzēšana galda šķērsplaknē
Vertikālais vārpstas pārslēgšanas rokturis
Vertikālā vārpstas skriemeļa pārslēgšanas poga
Vertikālais vārpstas pārnesumu selektors
Rokturis vertikālās vārpstas uzmavas pārvietošanai
Svira gareniskajai padevei
Ātrumu pārslēgšanas rokturis
Padeves pārslēgšanas svira
Skrūves mašīnas ragavu nostiprināšanai 6T80
Apturēšanas poga
Kinemātiskā shēma.
Vārpstas tiek darbinātas ar elektromotoriem, izmantojot ķīļsiksnas transmisiju.
Vārpstām ir 12 dažādi ātrumi, kas iegūti, pārvietojot zobratu blokus pa šķeltajām vārpstām. Padeves vads tiek izvadīts no elektromotora caur sakabi, no vārpstas IX līdz padeves kārbai. Pārvietojot zobratu blokus, padeves kārba nodrošina 18 dažādas padeves, kas tiek pārraidītas uz konsoles XUI vārpstu un pēc tam, ieslēdzot atbilstošo izciļņu sajūgu, uz gareniskās, šķērseniskās un vertikālās kustības skrūvēm.
Paātrinātās kustības tiek veiktas no elektromotora caur vārpstām IX, X, KhP, XU, elektromagnētisko un skrējiena sajūgu uz konsoles vārpstu CL.
Gareniskās, šķērseniskās, vertikālās padeves iekļaušanu un apgriešanu veic ar abpusējiem izciļņu sajūgiem.
Gulta ir pamatnes daļa mašīna, uz kuras ir uzstādītas visas pārējās sastāvdaļas un mehānismi. Gultas statīvs ir stingri savienots ar plāksni (pamatni), kas ir dzesēšanas šķidruma rezervuārs.
Uz mašīnas 6E80Sh stumbra ir uzstādīta vertikāla vārpstas galva, un pie stumbra vadotnēm ir piestiprināti balstiekārtas kronšteini darbam ar gariem serdeņiem. Balstiekārtām ir rites gultnis un slīdgultnis. Mašīnu pakaramie nav savstarpēji aizvietojami; lai uzstādītu pakaramos, pagrieziet galvu uz augšu.
Horizontālās vārpstas pārnesumkārba ir uzstādīta rāmī. Savienojums ar elektromotoru tiek veikts, izmantojot ķīļsiksnas transmisiju. Pārbaude un piekļuve ātrumkārbai - caur ātrumpārslēgšanas bloka logu gultas neapstrādātajā pusē. Mašīnas vertikālās vārpstas piedziņa tiek veikta no elektromotora, kas novietots uz galvas, izmantojot ķīļsiksnas piedziņu, rullīšu sajūgu un pārnesumkārbu.
Vārpsta ir uzstādīta bīdāmā uzmavā. Mašīnas 6E80Sh vārpstas galva ir piestiprināta pie stumbra caur skavu, un to var pagriezt galda šķērsvirzienā un garenvirzienā. Padeves piedziņa atrodas konsolē. Priekšā konsoles apakšējā daļā iebūvēts atloku elektromotors, padeves kaste ar padeves pārslēgšanas mehānismu un galda vertikālās kustības ieslēgšanas mehānisms uzstādīts konsoles kreisajā pusē, labajā pusē. - mehānisms galda šķērseniskās kustības ieslēgšanai. Astoņpadsmit ātrumu padeves kārbai ir ātras kustības ķēde ar drošības sajūgu, kas novērš padeves piedziņas bojājumu iespējamību pārslodzes laikā.
Uz vienas vārpstas ar drošības sajūgu ir uzstādīts elektromagnētiskais sajūgs un pārgājiena sajūgs. Ātro galda kustību ieslēgšana tiek veikta ar pogu. Padeves pārslēgšanas mehānisms sastāv no izciļņa rokturiem ar profila rievām, zaru un svirām pārnesumu pārslēgšanai.
Padeves kastes pārnesumu pārslēgšana notiek, kad ekstremitāte griežas ap asi un ass griežas ar rokturi.
Galda vertikālo un šķērsenisko mehānisko kustību iekļaušana tiek veikta ar rokturiem.Rokturu kustības virziens ir mnemoniski saistīts ar galda kustības virzienu.
Galda manuāla vertikālā kustība tiek veikta ar rokturi, šķērsvirzienā - ar spararatu.
Konsoles aizmugurējā siena ir izgatavota kā dīgļu astes vadotnes.
Konsoles augšdaļā ir taisnstūra sliedes, pa kurām pārvietojas ragavas.
Ragavas pārvietojas šķērsvirzienā uz konsole, un tām ir vadotnes galdam.
Pie galda ir pievienota gareniskās padeves skrūve. Ragavās ir konusveida zobrati, kas griež skrūvi, rokturi un mehānisms gareniskās padeves ieslēgšanai.
Strādājot ar kāpšanas frēzēšanu, pagriežot tārpu, tiek nodrošināta atstarpes starp vadošās skrūves un uzgriežņu vītnēm.
Strādājot ar pretfrēzēšanas metodi, vadošā skrūve ļoti nolietojas. Tāpēc, ja mašīna ilgu laiku tiek veikts viens darbs, jāmaina skrūves darba laukums.
Lai veiktu šķērspadevi, tiek izmantots kronšteins ar uzgriezni, kas ir piestiprināts pie slaida korpusa un savienots ar konsoles skrūvi.
Mašīnas pamattehniskie dati un raksturlielumi.
Galda darba virsmas izmēri (garums x platums), mm 200 x 800
Tabulas T veida slotu skaits 3
Galda lielākā kustība, mm
gareniski 560
šķērsvirziena 220
Attālums no horizontālās vārpstas ass līdz galda darba virsmai, mm
vismaz 0
lielākais 400
Attālums no vertikālās vārpstas gala līdz galda darba virsmai, mm
vismaz 15
lielākais 400
Vārpstas galvas griešanās leņķis, krusa
tabulas garenplaknē ± 45
galda šķērsplaknē (līdz rāmim) 30
galda šķērsplaknē (no gultas) 45
Vārpstas galvas uzmavas gājiens, mm 70
Vārpstas apgriezienu skaits (horizontāli/vertikāli) 12
Vārpstas ātruma ierobežojumi, min -1
horizontāli 50-2240
vertikāle 56-2500
Galda maiņu skaits 18
Tabulas padeves ierobežojumi, mm/min
garenvirziena un šķērsvirziena 20-1000
vertikāli 10-500
Galda ātras kustības ātrums, m/min
garenvirziena un šķērsvirziena 3.35
vertikāle 1.7
Galda kustības zaru dalīšanas cena, mm
gareniski un šķērsvirzienā 0,05
vertikāle 0,02
Vertikālās vārpstas uzmavas kustības daļas dalīšanas cena, mm 0,05
Iekārtas kopējie izmēri (garums x platums x augstums), mm 1600x1875x2080
Mašīnas svars (ar elektroiekārtām), kg 1430
Instruments, ko izmanto apstrādē.
Horizontālās frēzēšanas konsoles mašīna 6T80Sh izceļas ar konsoles klātbūtni un vārpstas horizontālo stāvokli, apstrādājot cilindriskus, leņķiskos un formas griezējus plakanām un formas virsmām, kas izgatavotas no sagataves. dažādi materiāli. Var lietot arī sejas un gala dzirnavas.
Plakņu apstrādē tiek izmantoti cilindriskie griezēji. Šie griezēji var būt ar taisniem un spirālveida zobiem. Frēzes ar spirālveida zobiem darbojas vienmērīgi; tos plaši izmanto ražošanā. Taisni griezēji tiek izmantoti tikai šaurām virsmām, kur spirālveida griezēju priekšrocības griešanas procesu īpaši neietekmē. Darbinot cilindriskus griezējus ar spirālveida zobiem, rodas aksiālie spēki, kas ar zoba slīpuma leņķi OMEGA = 30 -: - 45 * sasniedz ievērojamu vērtību. Tāpēc tiek izmantoti cilindriski dubultgriezēji, kuros spirālveida griešanas zobiem ir atšķirīgs slīpuma virziens. Tas ļauj līdzsvarot aksiālos spēkus, kas iedarbojas uz frēzēm griešanas procesā. Frēžu savienojuma vietā viena griezēja griešanas malas pārklājas ar otra griezēja malām. Cilindriskie griezēji ir izgatavoti no ātrgaitas tērauda, kā arī ir aprīkoti ar karbīda ieliktņiem, plakaniem un spirālveida.
Leņķa frēzes tiek izmantotas stūra rievu un slīpu plakņu frēzēšanai. Viena leņķa griezējiem ir griešanas malas atrodas uz koniskās virsmas un gala. Divu leņķu griezējiem ir griešanas malas, kas atrodas uz divām blakus esošām koniskām virsmām.
Leņķa frēzes tiek plaši izmantotas instrumentu rūpniecībā dažādu instrumentu skaidu rievu frēzēšanai. Strādājot ar viena leņķa griezējiem, rodas aksiālie griešanas spēki, jo sagataves metāla griešana galvenokārt tiek veikta ar griešanas malām, kas atrodas uz koniskas virsmas. Divu leņķu frēzēs aksiālie spēki, kas rodas no divu blakus esošo zoba leņķisko malu darbības, zināmā mērā kompensē viens otru, un, strādājot simetriskiem divu leņķu griezējiem, tie ir savstarpēji līdzsvaroti. Tāpēc dubultleņķa griezēji strādā vienmērīgāk. Maza izmēra leņķa frēzes ir izgatavotas gala frēzes ar cilindrisku vai konusveida kātu.
Formas frēzes tiek plaši izmantotas dažādu formu virsmu apstrādē. Formēto frēžu izmantošanas priekšrocības ir īpaši izteiktas, apstrādājot sagataves ar lielu frēzējamo virsmu garuma un platuma attiecību. Īsas formas virsmas lielražošanā vislabāk var apstrādāt ar caurumošanu. Atbilstoši zobu konstrukcijai formas griezēji ir sadalīti griezējos ar atzveltnēm un griezējus ar smailiem (asiem) zobiem.
Gala frēzes tiek plaši izmantotas plakņu apstrādē uz vertikālām frēzmašīnām. To ass ir iestatīta perpendikulāri detaļas apstrādātajai plaknei. Atšķirībā no cilindriskām frēzēm, kur visi griešanas šķautņu punkti ir profilēti un veido apstrādāto virsmu, fasādes frēzēs profilē tikai zobu griešanas malu augšdaļas. Gala griešanas malas ir palīgierīces. galvenais darbs griešana tiek veikta ar sānu griešanas malām, kas atrodas uz ārējās virsmas.
Gala frēzes tiek izmantotas dziļu rievu apstrādei kontūru padziļinājumu korpusa daļās, dzegas, savstarpēji perpendikulāras plaknes. Gala frēzes mašīnas vārpstā ir montētas ar konisku vai cilindrisku kātu. Šajās dzirnavās galveno griešanas darbu veic galvenās griešanas malas, kas atrodas uz cilindriskās virsmas, un papildu gala griešanas malas attīra tikai rievas apakšējo daļu. Šādus griezējus parasti izgatavo ar spirālveida vai slīpiem zobiem. Zobu slīpuma leņķis sasniedz 30--45 *. Gala frēžu diametrs ir izvēlēts mazāks (līdz 0,1 mm) no rievas platuma, jo frēzēšanas laikā rieva tiek salauzta.
Gala frēzes tiek montētas ar adaptera atloku. Stiebrs vārpstas konusā ir nostiprināts ar ramrodu. Uz stieņa kakliņa ir uzlikts adaptera atloks un griezējs, kas tiek piestiprināts ar skrūvi. Frēzes ar rievu atslēgai urbumā ir uzmontētas uz serdeņa ar plecu, kurā ir rievas vārpstas smailēm.
Virsmas un gala frēzes ar Morzes konusveida kātu tiek montētas vārpstas konusā, izmantojot adaptera uzmavu.
griezēji liels diametrs, kura galā ir cilindrisks padziļinājums, rievas un četri caurumi, tiek uzlikti tieši uz vārpstas galvas un piestiprināti ar skrūvēm.
Uzstādot instrumentu, jāatceras, ka apstrādes precizitāti un instrumenta izturību negatīvi ietekmē tā nolaišanās. Tāpēc ir nepieciešams uzraudzīt kvalitāti griezējinstruments, serdeņi un starpgredzeni.
2.2. Konsolfrēzēšanas universālās mašīnas modeļa 6E80Sh kapitālā remonta tehnoloģiskais process
Mašīnas pārbaude:
1. Mašīnas ārējā pārbaude (bez demontāžas, lai noteiktu defektus) mašīnas stāvokļa un darbības kopumā un pa mezgliem;
2. Galvenās kustības un padeves piedziņas mehānismu stāvokļa pārbaude un pārbaude;
3. Galda vadošo skrūvju spraugu regulēšana;
4. Vārpstas gultņu regulēšana;
5.Ātrumu un padeves pārslēgšanas mehānismu darbības pārbaude;
6. Izciļņu sajūgu un padeves un paātrinātā kursa berzes sajūga ieslēgšanas mehānismu regulēšana;
7. Galda, ragavu, konsoles un bagāžnieka ķīļu regulēšana;
8. Vadlīniju apskate, niķu un skrāpējumu tīrīšana;
9. Brīvo stiprinājumu pievilkšana;
10. Ierobežojošo izciļņu pareizas darbības pārbaude;
11.Dzesēšanas un eļļošanas sistēmu stāvokļa pārbaude un nelieli remontdarbi;
12. Aizsargierīču stāvokļa pārbaude un remonts;
13. To detaļu identifikācija, kuras jāmaina nākamā remonta laikā (sākot no otrā nelielā remonta);
Mazo mašīnu remonts:
1.Daļēja mezglu demontāža;
2. Visu mezglu skalošana;
3. rites gultņu regulēšana vai nomaiņa;
4. Zobu zobu, krekeru un pārslēgšanas dakšu atstarpju un robu tīrīšana;
5. Ātrā sajūga berzes disku nomaiņa un pievienošana (sākot no otrā remonta);
6.Ķīļu un līstes asināšana un tīrīšana;
7. Svinskrūvju tīrīšana un nolietoto uzgriežņu nomaiņa;
8. Vadlīniju un galda darba virsmas noskrāpējumu un skrāpējumu tīrīšana;
9.Nolietoto un salūzušo stiprinājumu nomaiņa
10. Ātrumu un padeves ieslēgšanās mehānismu pārbaude un regulēšana;
11.Eļļošanas un dzesēšanas sistēmu remonts;
12. Mašīnas pārbaude tukšgaitā, trokšņa, apsildīšanas un sagataves precizitātes pārbaude.
Vidēja izmēra mašīnu remonts:
1. Mašīnas mezglu demontāža;
2. Visu mezglu skalošana;
3. Izjaukto mezglu detaļu pārbaude;
4. Izziņas defektu apkopošana;
5. Vārpstas gultņu regulēšana vai nomaiņa;
6. Sašķelto vārpstu nomaiņa vai atjaunošana;
7.Nolietoto bukses un gultņu nomaiņa;
8.Disku un ātrās kustības berzes sajūga fiksatora detaļu nomaiņa;
9.Nolietoto zobratu nomaiņa;
10. Nodilušo skrūvju un uzgriežņu atjaunošana vai nomaiņa;
11.Regulēšanas ķīļu asināšana vai nomaiņa;
12. Sūkņu un eļļošanas un dzesēšanas sistēmu armatūras remonts;
13. Korekcija, nokasot vai slīpējot vadotņu virsmas, ja to nodilums pārsniedz pieļaujamo;
14. Iekārtas ārējo virsmu krāsošana;
15. Mašīnas iedarbināšana tukšgaitā (visos apgriezienos un padevēs) ar trokšņa un apkures pārbaudi;
16. Mašīnas precizitātes un stingrības pārbaude saskaņā ar GOST 17734--72.
Mašīnas kapitālais remonts:
Kapitālais remonts tiek veikts, pilnībā izjaucot visas mašīnas sastāvdaļas, pamatojoties uz kuras rezultātiem bez kļūmēm tiek sastādīta bojāta tāmes lapa. Remonta rezultātā ir jāatjauno vai jānomaina visas mašīnas nolietotās detaļas un detaļas, kā arī jāatjauno tās sākotnējā precizitāte, stingrība un jauda. Šāda veida remonta darbu raksturu un apjomu konkrētiem ekspluatācijas apstākļiem nosaka vienota profilaktiskās apkopes sistēma.
2.3. Vertikālās frēzmašīnas ar šķērsgaldu un DRO modeli 65A80F13 eļļošana
Eļļošanas sistēma.
Eļļošanas sistēma sastāv no 2 neatkarīgām sistēmām:
Centralizēta eļļošana;
Periodiskā eļļošanas sistēma.
Mašīnas centralizētā eļļošanas sistēma.
Centralizētā eļļošanas sistēma ir paredzēta galvenās piedziņas eļļošanai, priekšējo vārpstas gultņu un jaudas dzesēšanai periodiska sistēma smērvielas.
Smērvielas no sūknēšanas iekārta NP, kas atrodas mašīnas hidrauliskās stacijas eļļošanas nodalījumā, caur sieta filtru F2 dosies atdzesēt vārpstu. Oriģinālais drosele DR1 ir savienots paralēli pie izplūdes plūsmas no vārpstas, kas kalpo, lai pielāgotu smērvielas daudzumu, kas tiek piegādāts galvenās piedziņas eļļošanai un virknē droseles DR2,
atrodas stacijā, regulējot smērvielas plūsmas ātrumu vārpstas dzesēšanai.
Eļļošanas sistēma tiek noregulēta šādi:
Noņemiet skrūvi drošības ventilis KP;
Aizveriet droseļvārstu DR2;
Ieslēdziet sūkņu staciju;
Iestatiet spiedienu uz 0,2 MPa;
iestatiet spiediena slēdzi RD uz šo spiedienu;
Iestatiet spiedienu uz 0,35 ... 0,4 MPa;
Atveriet droseļvārstu DR2, nodrošinot stacijā spiedienu 0,3 MPa.
Droseles vārsts DR1 montāžas un darbības laikā netiek regulēts.
Periodiskā eļļošanas sistēma.
Periodiskā eļļošanas sistēma ir paredzēta vadotņu, lodīšu skrūvju ar balstiem, visu 3 koordinātu (galds, slidkalniņš, galvas balsts) eļļošanai.
Sistēma ietver:
Vienas līnijas sūknis periodiska darbība ar hidraulisko piedziņu H;
Padevēji P1, P2, P3, P4, ko izmanto smērvielas dozēšanai punktos;
Drošības vārsts KP1;
Robežslēdzis VK, kas kalpo padevēja darbības kontrolei;
Vadības ierīce PU, ko izmanto, lai ar iepriekš noteiktiem intervāliem ieslēgtu sadalītāju P4, kas kontrolē sūkni H.
Eļļošanas sistēma darbojas šādi.
Ar iepriekš noteiktiem laika intervāliem vadības un uzraudzības ierīce izdod komandu, lai ieslēgtu spoli P4, kas kontrolē sūkni H un sāk skaitīt eļļošanas cikla ilgumu.
Instrumentu panelī iedegas balta lampiņa "Eļļošana". No sūkņa smērviela nonāk centrālajā padevējā P1 un no tā uz nākamajiem padevējiem P2, P3, P4 un eļļošanas punktiem.
Pēc tam, kad P1 padevējs ir pabeidzis pilnu ciklu, vadības ierīces ķēde saņem signālu no VK gala slēdža. Šajā laikā VK stienis veic 1 turp un atpakaļ kustību. Vadības ierīce pēc signāla saņemšanas no VC izdod komandu izslēgt P4 spoli un sūkni H. Eļļošanas cikls ir beidzies, iedegas zaļā Pauzes lampiņa. Ja kontroles laikā, uz kuru ir iestatīta vadības ierīce, netiek saņemts signāls par cikla beigām, ierīces vadības panelī iedegas sarkanā lampiņa “Avārija”.
Eļļošanas sistēmas darbība.
Mašīnas sākotnējās palaišanas reizē vai pēc ilgstošas darba pārtraukuma sistēma ir jāatgaiso.
Izmantojot vadības ierīces lietošanas instrukciju, iestatiet vadības laiku vismaz uz 30 sekundēm, pauzes laiku uz 8-10 sekundēm.
Sūknēšana ražot apmēram trīs stundas.
Pārbaudiet, vai eļļa nenokļūst eļļošanas vietās.
Pēc sūknēšanas iestatiet pauzes laiku starp sūkņu ieslēgšanu uz 20 minūtēm.
Pārmērīgas vai nepietiekamas eļļošanas gadījumā pauzes laiku var mainīt, izmantojot vadības ierīci.
Apkope un iespējamās kļūdas sistēmas darbībā skatīt “Mašīnas komplektācijā iekļautās eļļošanas sistēmas, vadības ierīces, vienas līnijas sūkņa un vienas līnijas padevēju pases.
Darbības laikā katru dienu jāpārbauda:
Eļļas līmenis eļļošanas stacijas tvertnē;
Līdzīgi dokumenti
Plaša pielietojuma konsoles frēzmašīnas 6M82Sh, 6M83Sh darbība. Galvenā informācija, tehniskie pamatdati un raksturlielumi, drošības pasākumi ekspluatācijas un apkopes laikā. Mašīnas sastāvs, uzstādīšanas, sagatavošanas un sākotnējās palaišanas procedūra.
kontroles darbs, pievienots 01.08.2010
Torņa virpas 1V340F30 ierīce un darbības princips. Remonta grafika izstrāde, mašīnas mehānismu demontāžas un tās detaļu remonta tehnoloģiskie procesi, iekārtu montāža. Materiālu izmaksu aprēķins iekārtu kapitālajam remontam.
diplomdarbs, pievienots 26.03.2010
Vārpstas rotācijas kustības piedziņas izstrāde un konsoles-vertikālās frēzmašīnas vārpstas mezgla uzbūve. Mašīnas galvenās kustības piedziņas kinemātiskais un jaudas aprēķins. Montāžas mezgla izstrādes projekts un vārpstas montāžas projekts.
kursa darbs, pievienots 16.05.2014
Plaša pielietojuma frēzmašīnas darbības princips. Vārpstu, zobratu, vārpstu pārnesumkārbas kinemātiskais aprēķins. Slodžu un spriegumu noteikšana. Tārpu izgatavošanas tehnoloģiskā procesa izstrāde. Griešanas režīmu aprēķins.
diplomdarbs, pievienots 14.04.2013
Horizontālās frēzmašīnas modeļa 6P80G tehniskie parametri un tā apjoms. Iekārtas galveno sastāvdaļu, mehānismu un vadības ierīču iecelšana. Mašīnas kinemātika un darbības principi. Piedziņas kinemātiskā aprēķina precizitātes novērtējums.
kursa darbs, pievienots 26.01.2013
Horizontālās frēzmašīnas mērķis un tehniskie parametri. Rotācijas frekvenču zīmēšana. Dzinēja izvēle un piedziņas jaudas aprēķins. Zobu skaita un griezes momentu noteikšana uz vārpstām. Montāžas eļļošanas sistēmas apraksts.
kursa darbs, pievienots 14.07.2012
Plaša pielietojuma frēzmašīnas pamatmodeļa analīze, modernizācijas pamatojums. Galvenās kustības piedziņas kinemātiskais aprēķins. Funkcionālā diagramma CNC. Pozicionēšanas cikla izstrāde. Detaļu un piedziņas mehānismu jaudas un citi aprēķini.
diplomdarbs, pievienots 19.05.2011
Mehāniskās ceha elektromehāniskās iekārtas. Frēzmašīnas tehnoloģiskais process. Kinemātiskā shēma un tās apraksts. Armatūras aprēķins un izvēle. Vadības sistēmu elektroiekārtas. VFD-B pieslēguma shēma, tās tehniskā darbība.
kursa darbs, pievienots 01.06.2012
Velmēšanas mašīnas mērķis, darbības joma un klasifikācija. Mizotāji ar gumijotiem ruļļiem, darba tehnoloģiskie rādītāji. Piekares shēma Dec. Mašīnas ierīce: tehnoloģiskais process automašīnā aprīkojuma tehniskie parametri.
kursa darbs, pievienots 06.05.2015
Plaša pielietojuma frēzmašīnu konstrukciju pārskats. Mašīnas modeļa 6P82Sh mērķis, mezglu izvietojums un izkārtojuma iezīmes. Tehnoloģiskās operācijas veikts uz tā. Griešanas režīma parametru aprēķins tipiskām apstrādes operācijām.
IEVADS
Mūsdienu rūpniecības uzņēmumu iekārtām ir diezgan augsti aprēķinātie uzticamības rādītāji. Taču ekspluatācijas laikā dažādu faktoru, apstākļu un darbības režīmu ietekmē iekārtas sākotnējais stāvoklis nepārtraukti pasliktinās, samazinās to darbības drošums un palielinās atteices iespējamība. Iekārtas uzticamība ir atkarīga ne tikai no tā izgatavošanas kvalitātes, bet arī no zinātniski pamatotas darbības, pareizas apkopes un savlaicīga remonta. Ekspluatācijas procesa pamatā ir secīgas darbības stāvokļu maiņas, rezerves, remonta, apkopes, uzglabāšanas utt.
Pašlaik rūpniecībā, lai veiktu ražošanas darbību un uzturētu iekārtu tehnisko stāvokli atbilstoši normatīvās un tehniskās dokumentācijas prasībām, tiek izmantota profilaktiskās apkopes sistēma ( PPR). Galvenais PPR sistēmas tehniskais un ekonomiskais kritērijs ir minimālais iekārtu dīkstāves laiks, pamatojoties uz stingru remonta ciklu regulēšanu. Saskaņā ar šo kritēriju darba biežums un apjoms apkope un remontu nosaka standarta standarti, kas iepriekš noteikti visiem aprīkojuma veidiem. Šī pieeja novērš aprīkojuma progresīvu nodilumu un samazina tā atteices pēkšņumu. PPR sistēma ļauj sagatavot ilgu laiku pārvaldāmu un prognozējamu remonta programmu: pēc remontdarbu veidiem, iekārtu veidiem, uzņēmumiem un nozares kopumā. Remonta ciklu noturība ļauj veikt ražošanas procesa plānošanu ilgtermiņā, kā arī prognozēt materiālos, finanšu un darbaspēka resursus, nepieciešamos kapitālieguldījumus remonta ražošanas bāzes attīstībā. Tas vienkāršo profilaktisko pasākumu plānošanu, ļauj iepriekš sagatavoties remontdarbiem, veikt tos pēc iespējas īsākā laikā, uzlabo remontdarbu kvalitāti un galu galā paaugstina ražošanas procesa uzticamību. Tādējādi PPR sistēma ir izstrādāta, lai nodrošinātu rūpniecisko iekārtu uzticamību stingras centralizētas plānošanas un vadības apstākļos.
1. Kursa projekta sākotnējie dati
Mašīnas modelis 6T80Sh
Izdošanas gads līdz 1967. gadam.
Remonta cikla sākums 01.2000 (pēc kapitālā remonta)
Atslēdznieka darbs vienā maiņā.
2. Mašīnas tehniskais apraksts.
2.1 Mašīnas mērķis un darbības joma.
Horizontālās frēzēšanas konsoles mašīna ar paaugstinātas precizitātes modeļa 6T80SH vertikālo rotējošo vārpstu ir paredzēta dažādu konfigurāciju tērauda, čuguna un krāsaino metālu detaļu plakņu apstrādei ar cilindriskām, diskveida un sejas griezējām. Mašīnā ir ērti frēzēt plaknes, galus, slīpas, rievas uz sīkām dažādu konfigurāciju detaļām, kas izgatavotas no tērauda, čuguna, krāsainajiem metāliem un plastmasas.
2.2 Mašīnas sastāvs.
Galda vertikālo kustību pārslēgšanas mehānisms, slidkalniņš, galds, dzesēšanas sistēma, elektrības skapis, galda šķērsvirziena kustību pārslēgšanas mehānismi, gulta, padeves kaste, padeves pārslēgšanas mehānisms, horizontālās vārpstas ātruma pārslēgšanas mehānisms, pārnesumkārba un vārpsta, bagāžnieks ar vārpstas galvu, drošības ierīce, mehānisms vertikālās vārpstas, balstiekārtas, konsoles griešanās ātruma pārslēgšanai.
2.3 Mašīnas un tās galveno daļu ierīces un darbība.
Vadības ierīces un to mērķis:
- Manuāla vertikālā maisītā galda rokturis
Spararats manuālai kamanu šķērseniskajai kustībai
Vertikālās padeves aktivizēšanas svira
Tārps pretdarbības paraugu ņemšanai uz garenvirziena skrūves
Rokas ritenis galda manuālai pārvietošanai
Galda skava
Pārslēgt "Apgaismojums"
Vārpstas piedurknes skavas rokturis
Dzesēšanas vārsts
Strāvas slēdža rokturis
Tabulas ātrās pārvietošanas poga
Sākt poga
Avārijas poga "Apturēt".
Slīdošā skavas rokturis
Šķērspadeves ieslēgšanas svira
Konsoles skavas rokturis
Padeves motora slēdzis
Dzesēšanas sūkņa slēdzis
Horizontālais vārpstas griešanās virziena slēdzis
Uzspied pogu
Vertikālais vārpstas griešanās virziena slēdzis
Horizontālā vārpstas pārslēgšanas svira
Horizontālā vārpstas pārnesumu svira
Manuāla bagāžnieka kustība
Bagāžnieka skava uz rāmja
Frēzēšanas galviņas piestiprināšana pie stumbra
Tārps, griežot frēzēšanas galvu galda garenplaknē
Tārpu virpošanas galviņas frēzēšana galda šķērsplaknē
Vertikālais vārpstas pārslēgšanas rokturis
Vertikālā vārpstas skriemeļa pārslēgšanas poga
Vertikālais vārpstas pārnesumu selektors
Rokturis vertikālās vārpstas uzmavas pārvietošanai
Svira gareniskajai padevei
Ātrumu pārslēgšanas rokturis
Padeves pārslēgšanas svira
Skrūves mašīnas ragavu nostiprināšanai 6T80
Apturēšanas poga
Vārpstas tiek darbinātas ar elektromotoriem, izmantojot ķīļsiksnas transmisiju.
Vārpstām ir 12 dažādi ātrumi, kas iegūti, pārvietojot zobratu blokus pa šķeltajām vārpstām.
Padeves vads tiek izvadīts no elektromotora caur sakabi, no vārpstas IX līdz padeves kārbai. Pārvietojot zobratu blokus, padeves kārba nodrošina 18 dažādas padeves, kas tiek pārraidītas uz konsoles XUI vārpstu un pēc tam, ieslēdzot atbilstošo izciļņu sajūgu, uz gareniskās, šķērseniskās un vertikālās kustības skrūvēm.
Paātrinātās kustības tiek veiktas no elektromotora caur vārpstām IX, X, KhP, XU, elektromagnētisko un skrējiena sajūgu uz konsoles vārpstu CL.
Gareniskās, šķērseniskās, vertikālās padeves iekļaušanu un apgriešanu veic ar abpusējiem izciļņu sajūgiem.
2.1. att. Kinemātiskā diagramma.
Gulta ir mašīnas pamata daļa, uz kuras ir uzstādītas visas pārējās sastāvdaļas un mehānismi. Gultas statīvs ir stingri savienots ar plāksni (pamatni), kas ir dzesēšanas šķidruma rezervuārs.
Vertikāla vārpstas galva ir uzstādīta uz 6T80Sh mašīnas stumbra, un piekares kronšteini ir piestiprināti pie stumbra vadotnēm.
darbam ar gariem stieņiem. Balstiekārtām ir rites gultnis un slīdgultnis. Mašīnu pakaramie nav savstarpēji aizvietojami; lai uzstādītu pakaramos, pagrieziet galvu uz augšu.
Horizontālās vārpstas pārnesumkārba ir uzstādīta rāmī. Savienojums ar elektromotoru tiek veikts, izmantojot ķīļsiksnas transmisiju. Pārbaude un piekļuve ātrumkārbai - caur ātrumpārslēgšanas bloka logu gultas neapstrādātajā pusē.
Mašīnas vertikālās vārpstas piedziņa tiek veikta no elektromotora, kas novietots uz galvas, izmantojot ķīļsiksnas piedziņu, rullīšu sajūgu un pārnesumkārbu.
Vārpsta ir uzstādīta bīdāmā uzmavā. Mašīnas 6T80Sh vārpstas galva ir piestiprināta pie stumbra caur skavu, un to var pagriezt galda šķērsvirzienā un garenvirzienā.
Padeves piedziņa atrodas konsolē. Priekšā konsoles apakšējā daļā iebūvēts atloku elektromotors, padeves kaste ar padeves pārslēgšanas mehānismu un galda vertikālās kustības ieslēgšanas mehānisms uzstādīts konsoles kreisajā pusē, labajā pusē. - mehānisms galda šķērseniskās kustības ieslēgšanai.
Astoņpadsmit ātrumu padeves kārbai ir ātras kustības ķēde ar drošības sajūgu, kas novērš padeves piedziņas bojājumu iespējamību pārslodzes laikā.
Uz vienas vārpstas ar drošības sajūgu ir uzstādīts elektromagnētiskais sajūgs un pārgājiena sajūgs. Ātro galda kustību ieslēgšana tiek veikta ar pogu. Padeves pārslēgšanas mehānisms sastāv no izciļņa rokturiem ar profila rievām, zaru un svirām pārnesumu pārslēgšanai.
Padeves kastes pārnesumu pārslēgšana notiek, kad ekstremitāte griežas ap asi un ass griežas ar rokturi.
Galda vertikālo un šķērsenisko mehānisko kustību iekļaušana tiek veikta ar rokturiem.Rokturu kustības virziens ir mnemoniski saistīts ar galda kustības virzienu.
Galda manuāla vertikālā kustība tiek veikta ar rokturi, šķērsvirzienā - ar spararatu.
Konsoles aizmugurējā siena ir izgatavota kā dīgļu astes vadotnes.
Konsoles augšdaļā ir taisnstūra sliedes, pa kurām pārvietojas ragavas.
Ragavas pārvietojas šķērsvirzienā uz konsole, un tām ir vadotnes galdam.
Pie galda ir pievienota gareniskās padeves skrūve. Ragavās ir konusveida zobrati, kas griež skrūvi, rokturi un mehānisms gareniskās padeves ieslēgšanai.
Strādājot ar kāpšanas frēzēšanu, pagriežot tārpu, tiek nodrošināta atstarpes starp vadošās skrūves un uzgriežņu vītnēm.
Strādājot ar pretfrēzēšanas metodi, vadošā skrūve ļoti nolietojas. Tāpēc, ja ar mašīnu ilgstoši tiek veikts viens darbs, skrūvju darba zona ir jāmaina.
Lai veiktu šķērspadevi, tiek izmantots kronšteins ar uzgriezni, kas ir piestiprināts pie slaida korpusa un savienots ar konsoles skrūvi.
3. Mašīnas galvenie tehniskie dati un raksturlielumi.
Galda darba virsmas izmēri (garums x platums), mm 200 x 800
Tabulas T veida slotu skaits 3
Galda lielākā kustība, mm
gareniski 560
šķērsvirziena 220
Attālums no horizontālās vārpstas ass līdz galda darba virsmai, mm
vismaz 0
lielākais 400
Attālums no vertikālās vārpstas gala līdz galda darba virsmai, mm
vismaz 15
lielākais 400
Vārpstas galvas griešanās leņķis, krusa
tabulas garenplaknē ± 45
galda šķērsplaknē (līdz rāmim) 30
galda šķērsplaknē (no gultas) 45
Vārpstas galvas uzmavas gājiens, mm 70
Vārpstas apgriezienu skaits (horizontāli/vertikāli) 12
Vārpstas ātruma ierobežojumi, min -1
horizontāli 50-2240
vertikāle 56-2500
Galda maiņu skaits 18
Tabulas padeves ierobežojumi, mm/min
garenvirziena un šķērsvirziena 20-1000
vertikāli 10-500
Galda ātras kustības ātrums, m/min
garenvirziena un šķērsvirziena 3.35
vertikāle 1.7
Galda kustības zaru dalīšanas cena, mm
gareniski un šķērsvirzienā 0,05
vertikāle 0,02
Vertikālās vārpstas uzmavas kustības daļas dalīšanas cena, mm 0,05
Iekārtas kopējie izmēri (garums x platums x augstums), mm 1600x1875x2080
Mašīnas svars (ar elektroiekārtām), kg 1430
4. Instruments, ko izmanto apstrādē uz iekārtas.
Horizontālās frēzēšanas konsoles mašīna 6T80Sh izceļas ar konsoles klātbūtni un vārpstas horizontālo stāvokli, apstrādājot dažādu materiālu sagatavju plakanu un formas virsmu cilindriskus, leņķiskos un formas frēzes. Var izmantot arī gala frēzes un gala frēzes.
Plakņu apstrādē tiek izmantoti cilindriskie griezēji. Šie griezēji var būt ar taisniem un spirālveida zobiem. Frēzes ar spirālveida zobiem darbojas vienmērīgi; tos plaši izmanto ražošanā. Taisni griezēji tiek izmantoti tikai šaurām virsmām, kur spirālveida griezēju priekšrocības griešanas procesu īpaši neietekmē. Darbinot cilindriskus griezējus ar spirālveida zobiem, rodas aksiālie spēki, kas ar zoba slīpuma leņķi OMEGA = 30 -: - 45 * sasniedz ievērojamu vērtību. Tāpēc tiek izmantoti cilindriski dubultgriezēji, kuros spirālveida griešanas zobiem ir atšķirīgs slīpuma virziens. Tas ļauj līdzsvarot aksiālos spēkus, kas iedarbojas uz frēzēm griešanas procesā. Frēžu savienojuma vietā viena griezēja griešanas malas pārklājas ar otra griezēja malām. Cilindriskie griezēji ir izgatavoti no ātrgaitas tērauda, kā arī ir aprīkoti ar karbīda ieliktņiem, plakaniem un spirālveida.
Leņķa frēzes tiek izmantotas stūra rievu un slīpu plakņu frēzēšanai. Viena leņķa griezējiem ir griešanas malas, kas atrodas uz koniskās virsmas un gala virsmas. Divu leņķu griezējiem ir griešanas malas, kas atrodas uz divām blakus esošām koniskām virsmām. Leņķa frēzes tiek plaši izmantotas instrumentu rūpniecībā dažādu instrumentu skaidu rievu frēzēšanai. Strādājot ar viena leņķa griezējiem, rodas aksiālie griešanas spēki, jo sagataves metāla griešana galvenokārt tiek veikta ar griešanas malām, kas atrodas uz koniskas virsmas. Divu leņķu frēzēs aksiālie spēki, kas rodas no divu blakus esošo zoba leņķisko malu darbības, zināmā mērā kompensē viens otru, un, strādājot simetriskiem divu leņķu griezējiem, tie ir savstarpēji līdzsvaroti. Tāpēc dubultleņķa griezēji strādā vienmērīgāk. Maza izmēra leņķa frēzes ir izgatavotas gala frēzes ar cilindrisku vai konusveida kātu.
Formas frēzes tiek plaši izmantotas dažādu formu virsmu apstrādē. Formēto frēžu izmantošanas priekšrocības ir īpaši izteiktas, apstrādājot sagataves ar lielu frēzējamo virsmu garuma un platuma attiecību. Īsas formas virsmas lielražošanā vislabāk var apstrādāt ar caurumošanu. Atbilstoši zobu konstrukcijai formas griezēji ir sadalīti griezējos ar atzveltnēm un griezējus ar smailiem (asiem) zobiem.
Gala frēzes tiek plaši izmantotas plakņu apstrādē uz vertikālām frēzmašīnām. To ass ir iestatīta perpendikulāri detaļas apstrādātajai plaknei. Atšķirībā no cilindriskām frēzēm, kur visi griešanas šķautņu punkti ir profilēti un veido apstrādāto virsmu, fasādes frēzēs profilē tikai zobu griešanas malu augšdaļas. Gala griešanas malas ir palīgierīces. Galveno griešanas darbu veic sānu griešanas malas, kas atrodas uz ārējās virsmas.
Gala frēzes tiek izmantotas dziļu rievu apstrādei kontūru padziļinājumu korpusa daļās, dzegas, savstarpēji perpendikulāras plaknes. Gala frēzes mašīnas vārpstā ir montētas ar konisku vai cilindrisku kātu. Šajās dzirnavās galveno griešanas darbu veic galvenās griešanas malas, kas atrodas uz cilindriskās virsmas, un papildu gala griešanas malas attīra tikai rievas apakšējo daļu. Šādus griezējus parasti izgatavo ar spirālveida vai slīpiem zobiem. Zobu slīpuma leņķis sasniedz 30-45 *. Gala frēžu diametrs ir izvēlēts mazāks (līdz 0,1 mm) no rievas platuma, jo frēzēšanas laikā rieva tiek salauzta.
Gala frēzes tiek montētas ar adaptera atloku. Stiebrs vārpstas konusā ir nostiprināts ar ramrodu. Uz stieņa kakliņa ir uzlikts adaptera atloks un griezējs, kas tiek piestiprināts ar skrūvi. Frēzes ar rievu atslēgai urbumā ir uzmontētas uz serdeņa ar plecu, kurā ir rievas vārpstas smailēm.
Virsmas un gala frēzes ar Morzes konusveida kātu tiek montētas vārpstas konusā, izmantojot adaptera uzmavu.
Liela diametra frēzes ar cilindrisku iegriezumu galā, rievām un četriem caurumiem tiek uzliktas tieši uz vārpstas galvas un piestiprinātas ar skrūvēm.
Uzstādot instrumentu, jāatceras, ka apstrādes precizitāti un instrumenta izturību negatīvi ietekmē tā nolaišanās. Tāpēc ir jāuzrauga griezējinstrumenta, serdeņu un starpgredzenu kvalitāte.
5. Attīstība PPR sistēmas un mašīnu apkope
5.1 Iekārtas PPR sistēmas pamatnoteikumi
Plānotā profilaktiskā apkope jāsaprot kā organizatorisku un tehniskie pasākumi kuru mērķis ir atjaunot mašīnu veiktspēju.
Plānotās profilaktiskās apkopes (PPR) sistēma nosaka katras vienības profilaktisko pārbaužu un plānoto remontu veikšanu pēc tam, kad ir nostrādāts noteikts stundu skaits.
Pārbaužu un plānoto remontdarbu biežumu un pārmaiņus nosaka iekārtas raksturlielumi, tā mērķis un ekspluatācijas apstākļi.
PPR sistēma nodrošina šādus iekārtu apkopes darbus:
- kapitālā remonta apkopi, tostarp noteikumu ievērošanas uzraudzību iekārtu darbība, īpaši vadības mehānismi, aizsargi un smērvielas;
savlaicīga nelielu bojājumu novēršana; mehānismu regulēšana.
apskate, lai pārbaudītu iekārtas stāvokli, novērstu nelielas kļūdas un noteiktu apjomu sagatavošanās darbi kas jāveic nākamās plānotās apkopes laikā.
Pārbaudes starp plānotajiem iekārtu remontdarbiem tiek veiktas pēc mēneša plāna atslēdznieki-remontētāji;
5.2. Mašīnas remonta cikla uzbūve
Mašīnai 6T80Sh, ražota pirms 1967. gada. Remonta cikla struktūra izskatīsies šādi:
Kur K ir kapitālais remonts; M - neliels remonts; C - vidējais remonts; Ak, pārbaudes.
Šajā ciklā ietilpst: kapitālais remonts - 1, vidējais - 2, mazais - 6, pārbaudes - 9.
5.3 Remonta cikla biežuma un kapitālā remonta perioda vērtības aprēķins.
Remonta cikla ilgums darbgaldi nosaka katrai iekārtai noteiktā standarta darbības laika reizinājums.
T r.c. \u003d 24000 K om K mi K līdz K in K pie K km, (1)
T r.c. \u003d 24000 1 1 1 0,5 1 1 \u003d 12000 n/h.
Kur: 24 000 h ir standarta koeficients, kas raksturo metāla griešanas iekārtu remonta cikla ilgumu;
K ohm - koeficients, ņemot vērā apstrādājamo materiālu, K ohm \u003d 1
K mi - koeficients, ņemot vērā izmantotā instrumenta materiālu, K mi \u003d 1
Кto ir koeficients, ņemot vērā iekārtas precizitātes klasi, Кto =1
K in - koeficients, ņemot vērā iekārtas vecumu K in \u003d 0,5
K y - koeficients, ņemot vērā iekārtas darbības apstākļus, K y \u003d 1
K km - koeficients, ņemot vērā aprīkojuma masas kategoriju K km = 1
Lai noteiktu remonta cikla ilgumu gados, ir jānosaka faktiskais iekārtas ekspluatācijas laika gada fonds, izmantojot šādu formulu:
(2)
kur: Fn ir nominālais iekārtu darbības laika fonds gadā, Fn = 2070 h;
? - iekārtu ekspluatācijas laika zuduma procentuālais daudzums remontam un apkopei (2%).
Remonta cikla ilgums gados:
(3)
Lai noteiktu kapitālā remonta un starppārbaužu periodu ilgumu, ir nepieciešama remonta cikla struktūra:
K-O-M 1 -O-M 2 -O-C 1 -O-M 3 - O-M 4 -O-C 2 -O-M 5 -O-M 6 -O-K,
Kapitālā remonta perioda ilgumu nosaka pēc formulas:
(4)
kur n s, - daudzums vidējais remonts, n s \u003d 2
n m - nelielu remontdarbu skaits, n m \u003d 6
Pārbaudes perioda ilgumu nosaka pēc formulas:
(5)
kur n o - pārbaužu skaits, n o \u003d 9
5.4 Remonta grafika izstrāde.
| Iekārtas nosaukums | Modelis, aprīkojuma veids | Remonta sarežģītības grupa | Kapitālā remonta periods, mēneši | Maiņu darbs | Pēdējā renovācija | Darba veids un darba intensitāte pa mēnešiem | ||||||||||||
| datums | Skatīt | es | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | |||||
| Horizontālā frēzēšana konsoles |
6T80 Sh | 7/3 | 8 | 1 | XII | UZ | PAR | M | PAR | |||||||||
5.5. Mehānisko un elektrisko detaļu plānveida remontdarbu darbietilpības aprēķins.
Iekārtas mehāniskās daļas remonta cikla remontdarbu sarežģītība, h:
(6)
–
- darba standarti
mazie, vidējie un lielākie remonti uz mehāniskās daļas remonta sarežģītības vienību, tm = 6; tc. m = 9; t k.m =50
Iekārtas elektriskās daļas remonta cikla remontdarbu sarežģītība, h:
(7)
kur 1,05 ir koeficients, kas ņem vērā darbaspēka intensitātes rezervi neparedzētiem remontdarbiem;
–
iekārtas mehāniskās daļas kopējā apkope;
- darba standarti
mazie, vidējie un lielākie remonti uz elektriskās daļas remonta sarežģītības vienību, t m = 1,5; tc. m = 0; t k.m = 12,5
Kopējā remontdarbu darbietilpība
(8)
5.6. Remonta ilguma aprēķins un remonta brigādes sastāvs
Faktiskais laika fonds uzņēmumā
(9)
Saskaņā ar ražošanas kalendāru 2011. gadam nominālais laika fonds ir 2037 stundas.
F d - faktiskais gada laika fonds vienam darbiniekam, F d \u003d 2037 stundas;
?– pamatotu iemeslu dēļ zaudēta darba laika procents (15%)
Strādnieku skaits
(10)
kur N ir strādnieku skaits,
T r.gen. - kapitālā remonta kopējā sarežģītība;
k n - ražošanas standartu plānotais izpildes koeficients, kn = 1,2.
(11)
(12)
Mašīnas modeļa 6T80SH remontam nepieciešams: 1 mehāniķis (5 kategorijas), 1 elektriķis (5 kategorijas).
SECINĀJUMS
Šajā kursa darbs tika prezentēts horizontālās frēzēšanas konsoles 6T80Sh tehniskais apraksts. Tika izskatīti jautājumi par remonta servisa organizēšanu uzņēmumā, jautājumi par sagatavošanu PPR grafiks, noteiktai mašīnai tiek noteikta remontdarbu darbietilpība, remonta cikls, kapitālā remonta periods un kapitālā remonta periods.
LITERATŪRA
utt.................
Visizplatītākās ir konsoles frēzmašīnas. Konsoļu frēzmašīnu galds ar slīdni atrodas uz konsoles un pārvietojas trīs virzienos: gareniski, šķērsvirzienā un vertikāli.
Konsoles frēzmašīnas iedala horizontālajā frēzēšanā (ar fiksētu galdu), universālajā frēzēšanā (ar rotējošo galdu), vertikālajā frēzēšanā un universālajā. Uz vertikālo frēzmašīnu bāzes, kopēšanas frēzmašīnas, mašīnas ar programmas vadība un utt.
Konsoļu frēzmašīnas ir paredzētas dažādu frēzēšanas darbi cilindriskas, diska, sejas, leņķa, gala, formas un citas frēzes vienreizējās un masveida ražošanas apstākļos. Tie var frēzēt dažādus atbilstoša izmēra sagataves (atkarībā no galda darba zonas lieluma) no tērauda, čuguna, krāsainajiem metāliem, plastmasas un citiem materiāliem. Universālajās frēzmašīnās ar rotējošo galdu, izmantojot dalīšanas galviņu, var izfrēzēt spirālveida rievas uz griezējinstrumentiem (urbjiem, rīvmetējiem u.c.) un citām detaļām, kā arī griezt zobratu un spirālveida cilindrisko zobratu zobus. Plaša pielietojuma mašīnas ir paredzētas dažādu frēzēšanas, urbšanas un vienkāršu urbšanas darbu veikšanai, galvenokārt vienreizējās ražošanas apstākļos (eksperimentālajās, instrumentu, remontdarbnīcās utt.).
Tabulā ir norādītas galvenā parametra vērtības - tabulas platums atkarībā no mašīnas izmēra (skaita).
Maza izmēra konsoļu frēzmašīnas ar galda platumu 160 mm
Šīs iekārtas ir paredzētas mazu sagatavju, galvenokārt no krāsainajiem metāliem un sakausējumiem, plastmasas apstrādei un tērauda un čuguna sagatavju frēzēšanai. Automatizētās iekārtas ļauj apstrādāt atbilstoši noteiktajam ciklam.
Konsoļu frēzmašīnas Nr.0 ar galda platumu 200 mm
Iekārtas ir paredzētas nelielu sagatavju frēzēšanai no tērauda, čuguna, krāsainajiem metāliem un sakausējumiem, plastmasas. Tie tiek ražoti Viļņas darbgaldu rūpnīcā "Žalgiris" trīs galvenajās versijās: horizontālie modeļi 6M80G, universālie modeļi 6M80 un vertikālie modeļi 6M10. Uz šo modeļu bāzes rūpnīca ražo universālās (modeļi 6P80Sh), kopēšanas (modeļi 6P10K) un darbināmās automatizētās iekārtas.
Konsoļu frēzmašīnas Nr.1 ar galda platumu 250 mm
Iekārtas ražo Dmitrovas frēzmašīnu rūpnīca (DZFS). Rūpnīcā tiek ražotas šādu modeļu P sērijas mašīnas: 6R81G - horizontālā frēzēšana, 6R81 - universālā frēzēšana, 6R11 - vertikālā frēzēšana un 6R81Sh - plaša pielietojuma. Visi šie mašīnu modeļi ir unificēti (pārnesumkārba, padeves kārba, atpakaļgaitas kārba, konsole, ātrumkārbas pārslēgšanas mehānisms utt.). Dažas grupas atšķiras galvenokārt ar ķermeņa daļām (galdiem, gultām utt.). Iepriekš rūpnīca ražoja H sērijas konsoļu frēzmašīnas: 6N81G, 6N81 un 6N11.
Mašīnu kinemātiskā shēma
Uz att. 115 parādīta mašīnu 6R81G un 6R81 kinemātiskā diagramma. Vertikālās frēzmašīnas 6P11 kinemātiskā diagramma atšķiras no 6P81G un 6P81 mašīnu kinemātiskās diagrammas vārpstas vertikālajā izvietojumā.
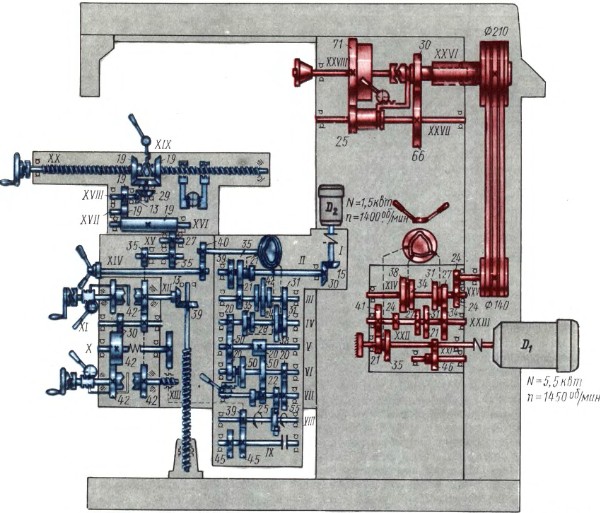
Rīsi. 115. Konsoļu frēzmašīnu modeļu 6P81 un 6P81G kinemātiskā diagramma
Galvenās kustības ķēde. No 5,5 kW elektromotora ar ātrumu 1450 apgr./min kustība caur puscietu savienojumu (vārpsta XXII) tiek pārraidīta uz vārpstu XXIII ar divu iespējas raidījumi: 35:27 vai 21:41. Nākotnē zobrata numurs kinemātiskajā diagrammā vienmēr nozīmē tā zobu skaitu. Tādējādi vārpsta XXIII var saņemt divus dažādus ātrumus.
Jāņem vērā, ka ar nemainīgu moduli zobratu kohēzijas teorētiskais nosacījums ir tāds, ka savienoto riteņu pāru zobu skaita summai jābūt nemainīgai.
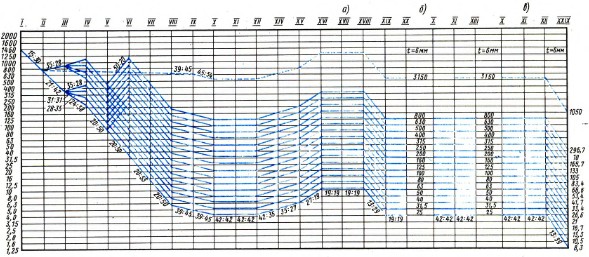
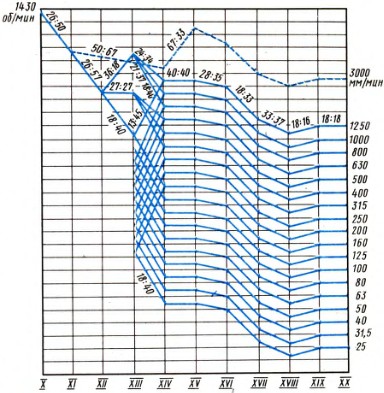
Lielākai skaidrībai un skaidrībai mēs analizēsim galvenās kustības kinemātisko ķēdi vienlaikus pēc kinemātiskās shēmas (115. att.) un pēc vārpstas apgriezienu skaita tā sauktās strukturālās diagrammas (režģa) (116. att.). Attēlā parādīts. 116 apgriezienu režģis vizuāli attēlo ne tikai visus mehānisma vārpstu apgriezienus minūtē, bet arī pārnesumus, caur kuriem tiek iegūts katrs no šiem skaitļiem. Diagrammā vienādā attālumā viena no otras ir novilktas 7 vertikālas līnijas atbilstoši pārnesumkārbas rullīšu skaitam (vārpstas XXII-XXVII, sk. 116. att.), kā arī horizontālās līnijas. Attālumi starp vertikālajām un horizontālajām līnijām ir atkarīgi no izvēlētās skalas.
![]()
Rīsi. 116. Modeļu 6P81, 6P81G un 6P11 darbgaldu apgriezienu grafiks
Vertikālo un horizontālās līnijas vertikāli atbilst apgriezienu skaitam (uz jebkuras starpvārpstas), kas norādīts ar skaitlisko vērtību uz vārpstas (vārpsta XXVIII). No vārpstas XXIII uz vārpstu XXIV kustība tiek pārraidīta pa vienu no četriem zobratu pāriem: 34:27, 31:31, 27:34 vai 24:38 (sk. 115. un 116. att.). Šeit arī saķeres nosacījums (11) ir apmierināts ar precizitāti viens: visiem četriem pāriem zobrata zobu skaitļu summa ir attiecīgi 61 vai 62 (ar nemainīgu moduli m - 2,5 mm).
Ir viegli redzēt, ka, ja no vārpstas ar n dažādiem ātrumiem kustība tiek pārnesta uz nākamo vārpstu m variantos (m = 2, 3, 4 utt.), tad šīs vārpstas dažādu ātrumu skaits būs vienāds uz produktu mn, ti, tas dubultojas, trīskāršojas utt. Tātad mūsu gadījumā vārpstai XXIII ir divi ātrumi un kustība uz vārpstu XXIV tiek pārraidīta ar četriem dažādas iespējas. Tāpēc vārpstai XXIV ir astoņi (2 4) dažādi ātrumi (sk. 115. un 116. att.).
Apgriezienu skaitliskās vērtības var noteikt pietiekami precīzi un saskaņā ar grafiku (sk. 116. att.). No vārpstas XXIV uz vārpstu XXV kustība tiek pārraidīta pa zobratiem 24:24. No vārpstas XXV uz vārpstu XXVI kustība tiek pārraidīta ar ķīļsiksnas transmisijas palīdzību ar pārnesumu attiecību 2:3. Kad ir ieslēgts sajūgs, kas savieno vārpstu XXVI ar vārpstu (vārpsta XXVIII), ir iespējams pārraidīt augstākās vērtības vārpstas apgriezienu skaits (1600, 1250, 1000, 800, 630, 500, 400, 315 apgr./min.). Kustību no vārpstas XXVI uz vārpstu var pārsūtīt, izmantojot uzskaiti, no vārpstas XXVI uz vārpstu XXVII ar pārnesumu 30:66 un no XVII vārpstas uz vārpstu XVIII (vārpstu) ar pārnesumu 25:71. Ātrgaitas pārnesumu attiecība ir aptuveni 1/6, t.i., pārslēgšanās darbojas kā pārslēgšana uz leju. Tādējādi vārpstai ir astoņi lielākie ātrumi, strādājot bez uzskaites, un astoņi mazākie skaitļi apgriezieni (250, 200, 160, 125, 100, 80, 63 un 50 apgr./min.), t.i., tikai sešpadsmit dažādi skaitļi revolūcijas.
Tieši no kinemātiskās diagrammas vai struktūras diagrammas varat uzrakstīt kinemātisko ķēžu vienādojumus, lai noteiktu visus sešpadsmit vārpstas ātruma soļus. Lai noteiktu maksimālo vārpstas apgriezienu skaitu, ir jāizvēlas pārnesumi ar lielāko pārnesumu skaitu no dažādām pārnesumu iespējām no vienas vārpstas uz otru un jānosaka minimālais apgriezienu skaits - ar mazāko.
Mainiet vārpstas griešanās virzienu, apgriežot motoru.
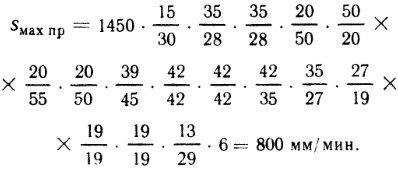
Barības ķēde. Padeves mehānismus darbina 1,5 kW atloka elektromotors, kas ar puscieto savienojumu tieši savienots ar vārpstu I. Padeves kaste sastāv no 9 vārpstām (I-IX). Uz att. 117 parāda padeves kastes piedziņas grafiku. Saskaņā ar konstrukcijas režģi (117. att.) un kinemātisko diagrammu (sk. 115. att.) ir viegli redzēt, ka iekārta var iegūt vairākas padeves pa ģeometrisku sēriju ar saucēju (φ \u003d 1,26 diapazonā 25-800 mm/min gareniskā šķērsstieņa padevei un diapazonā no 8,3 līdz 266,7 mm/min vertikālām padevēm.
Rīsi. 117.
Kinemātiskās ķēdes vienādojums lielākajai gareniskajai padevei (sk. 115. un 117. att.),
Tāpat, saskaņā ar padeves kastes piedziņas grafiku, jūs varat viegli uzrakstīt visus pārējos kinemātisko ķēžu vienādojumus garenvirziena, šķērsvirziena un vertikālai padevei.
Darba kustība no padeves kastes tiek pārsūtīta uz atpakaļgaitas kārbu, izmantojot darba gājiena pārvades sajūgu. Reverso kārbu izmanto, lai pārveidotu griezes momentus, kas ņemti no padeves kārbas izejas vārpstas, atbilstošā darba kustībā (garenvirzienā, šķērsvirzienā un vertikālā) divos savstarpēji pretējos virzienos. Uz ieejas vārpstas X ir uzstādīts lodveida drošības sajūgs, kas noregulēts tā, lai pārraidītu maksimālo griezes momentu. Vārpsta XIII ir šķērspadeves skrūve. Vārpstu XII un XIII galos ir rokturis un rokrats manuālai kustībai šķērsvirzienā un vertikālā virzienā.
Ātras galda, šķērsslīdēšanas un konsoles kustības. Šīs kustības tiek veiktas pa kinemātiskajām ķēdēm, kas parādītas attēlā. 117 punktēta līnija. Ātrā traversa garenvirziena un šķērsvirziena padevei ir 3150 mm/min, bet vertikālajai trīs reizes mazāka - 1050 mm/min.
Konsoļu frēzmašīnas Nr.2 ar galda platumu 320 mm un Nr.3 ar galda platumu 400 mm
Šīs mašīnas tiek ražotas Gorkijas frēzmašīnu rūpnīcā (GZFS). Rūpnīcā tiek ražotas šādu modeļu mašīnas: 6R82G un 6R83G - horizontālās frēzmašīnas; 6P82 un 6P83 - universāla frēzēšana; 6P12 un 6P13 - vertikālā frēzēšana; 6R12B un 6R13B - vertikālā frēzēšana, ātrgaitas; 6R82Sh un 6R83Sh - plašs universāls.
"P" sērijas konsoļu frēzmašīnas ir modernāki modeļi, salīdzinot ar iepriekš ražotajām "M" sērijas mašīnām. Jaunajiem modeļiem ir augsta stingrība un vibrācijas pretestība, kas savukārt palielina griezējinstrumenta izturību un darba ražīgumu. Spalvas skavas dizains ir pārveidots un nodrošina drošs stiprinājums un aizsargā spalvu no aksiālās kustības, nodrošinot stabilu vārpstas ass stāvokli. Paaugstināta darbgaldu elektroiekārtu uzticamība, izvietojot iekārtas izolētās elektroniskās nišās un uzlabojot elektrisko piedziņu elektroinstalāciju mašīnā. Jaunajos modeļos konsoles vadotņu un “galda ragavas” vienības eļļošana tiek veikta centralizēti no virzuļa sūkņa. Pateicoties efektīvai eļļošanai, tiek palielināta šo komponentu izturība, ilgāk tiek saglabāta mašīnas sākotnējā precizitāte un samazināts tās apkopes laiks. Svinskrūves gultņos tiek izmantoti lodīšu gultņi, nevis ātri nolietojas čuguna bukses, ir uzlabota gultņu eļļošana. Galda galā ir ieviests aizsargvairogs, lai aizsargātu galda vadotnes no šķembām, kad galds tiek pārvietots vistālāk pa kreisi.
"R" sērijas mašīnu tehnoloģiskās iespējas ir paplašinātas, palielinot galda garenvirziena gājienu par 100 mm. Lai precīzāk iestatītu galdu noteiktā pozīcijā, tiek izmantots jauns ekstremitāšu stiprinājums. "P" sērijas darbgaldiem ir ideālas formas, kas atbilst mūsdienu tehniskās estētikas prasībām.
Šo mašīnu modeļu galvenās sastāvdaļas ir vienotas.
Lai atvieglotu pārvaldību un samazinātu papildu laika izmaksas, papildus apstrādes cikla automatizācijai Gorkijas frēzmašīnu rūpnīcas "M" un "R" sērijas mašīnās, tiek nodrošināts: dublēts (priekšpusē un virspusē). mašīnas kreisā puse) vārpstas un galda padeves apgriezienu skaita maiņa ar viena roktura un selektīviem mehānismiem, kas ļauj iestatīt nepieciešamo apgriezienu skaitu vai padevi, pagriežot skalu, neizejot starpsoļus; kontrole automātiskas kustības galds no rokturiem, kura griešanās virziens sakrīt ar galda kustības virzienu; iedarbiniet, apturiet vārpstu un ieslēdziet ātras kustības, izmantojot pogas; vārpstas bremzēšana ar līdzstrāvu; ātras galda kustības garenvirzienā, šķērsvirzienā un vertikālā virzienā.
Mašīnu kinemātiskā shēma
Uz att. 118 parādīta kinemātiskā diagramma, un att. 119 ir vārpstas apgriezienu skaita grafiks, kas izskaidro konsoles frēzmašīnu 6P12 un 6P13 galvenās kustības mehānisma uzbūvi.

Rīsi. 118. Darbgaldu modeļu 6P12 un 6P13 kinemātiskā diagramma

Rīsi. 119. Darbgaldu 6P12 un 6P13 apgriezienu skaita grafiks
Mašīnu 6R82G, 6R82, 6R83G un 6R83 pārnesumkārba atšķiras tikai ar vārpstas horizontālo izvietojumu, un padeves kārba ir tāda pati ar mašīnām 6R12 un 6R13. Universālo konsoles frēzmašīnu 6P82Sh un 6P83Sh horizontālās vārpstas pārnesumkārba, kā arī to padeves kārba ir pilnībā vienota.
Galvenās kustības ķēde mašīnas 6P12 un 6P13. No elektromotora ar jaudu 7,5 kW 6P12 mašīnai un (10 kW 6P13 mašīnai) caur elastīgo savienojumu kustība tiek pārnesta uz vārpstu F un no vārpstas I uz vārpstu II caur zobratu 27:53 . Uz II vārpstas ir trīskāršs zobratu bloks, ar kuru iespējams pārnest rotāciju uz III vārpstu ar trim dažādiem ātrumiem pa zobratiem 22:32, 16:38 un 19:35. No III vārpstas uz IV kustību var pārsūtīt arī trīs dažādos pārnesumu variantos: 38:26, 27:37, 17:46. Tāpēc vārpstai IV ir deviņi dažādi apgriezienu skaitļi (3x3 = 9). V vārpsta savu piedziņu saņem no IV vārpstas, izmantojot dubulto pārnesumu komplektu, izmantojot 82:38 un 19:69 pārnesumus. Tātad V vārpstai ir 18 dažādi ātrumi (9x2=18). No vārpstas V kustība tiek pārnesta uz vārpstu VI ar konusveida zobratu 30:30, bet no VI vārpstas uz vārpstu VII - caur zobratu 54:54. Saskaņā ar grafiku (sk. 119. att.) var uzrakstīt kinemātiskās ķēdes vienādojumu jebkuram no 18 ātrumiem. Tātad, piemēram, par lielākais skaits vārpstas ātrums izskatīsies šādi:
Barības ķēdes. Padeves piedziņa tiek veikta no atsevišķa atloka motora ar jaudu 2,2 kW mašīnai 6P12 un 3 kW 6P13 iekārtai. Saskaņā ar mašīnu kinemātisko diagrammu (sk. 118. att.) un padeves grafiku (120. att.), mēs analizēsim kinemātiskās padeves ķēdes.
Rīsi. 120. Modeļu 6P12 un 6P13 darbgaldu garenpadeves piedziņas grafiks
Caur zobratu 26:50 rotāciju saņem vārpsta XI, pēc tam pa zobratu 26:57 - vārpsta XII. Uz vārpstas XII ir trīskāršs kustīgs zobratu bloks, kas informē XIII vārpstu par trim griešanās ātrumiem pa zobratu: 36:18, 27:27 un 18:36. Uz XIV vārpstas ir trīskāršs kustīgs bloks, ar kura palīdzību var pārsūtīt kustību no XIII vārpstas uz XIV vārpstu arī trīs pārnesumu opcijās 24:34, 21:37 un 18:40. Tāpēc vārpstai XIV ir deviņi dažādi apgriezienu skaitļi (3 x 3 = 9). Kad kustīgais zobrats 40 ar izciļņiem galā tiek pārvietots pa labi un ir ieslēgts ar sajūgu M 1, kas ir stingri savienots ar vārpstu XIV, griešanās no vārpstas XIV uz vārpstu XV tiek pārsūtīta tieši. Ja zobrats 40 ir savienots ar zobratu 18 (kā parādīts diagrammā), tādējādi ieslēdzot sajūgu M 1, tad kustība uz vārpstas XIV tiks pārraidīta caur releju. Bust šeit darbojas kā pārslēgšana uz leju. Tādējādi konsoļu frēzmašīnu 6R82G, 6R82, 6R12, 6R12B, 6R13, 6R13B, 6R82Sh un 6R83Sh padeves kastē ir 18 dažādas padeves: deviņas, strādājot bez uzskaites, un deviņas, strādājot ar uzskaiti. No vārpstas XIV uz vārpstu XV kustība tiek pārraidīta caur 40:40 pārnesumu. No platā zobrata 40, kas uzstādīts uz vārpstas XV, drošības sajūgs M p ar ieslēgtu izciļņa sajūgu M 2 kustība tiek pārsūtīta uz vārpstu XV un no tās uz vārpstu XVI ar zobrata 28 palīdzību: 35. No XVI vārpstas līdz XVII vārpstai kustība tiek pārraidīta caur pārnesumu 18:33. No XVII vārpstas ir iespējams pārnest visus ātrumus uz gareniskās, šķērseniskās un vertikālās padeves vadošajām skrūvēm. Tātad gareniskā padeve tiek veikta saskaņā ar šādu ķēdi: no XVII vārpstas līdz XVIII vārpstai ar zobratu 33:37, no XVIII vārpstas līdz XIX vārpstai - caur konusveida zobratu pāri 18:16, un no vārpstas XIX uz vārpstu XX - arī garenpadeves vadošā skrūve ir caur 18:18 konisko zobratu pāri.
Ātras galda kustības visos virzienos tiek veiktas ar ieslēgtu berzes sajūgu M 3 un tiek veiktas pa kinemātisko ķēdi, kas parādīta attēlā. 120 punktēta līnija. Kā redzams no att. 118, rotācija no padeves motora tiek pārsūtīta uz XV vārpstu pa zobratiem 26:50, 50:67 un 67:33 un tālāk pa darba padeves kinemātiskajām ķēdēm.
Mašīnu iestatīšana automātiskajiem darba cikliem
"M" un "P" sērijas konsoļu frēzmašīnām galda garenvirziena kustību var kontrolēt ar pusautomātiskajiem vai automātiskajiem cikliem. Vienreizējās ražošanas apstākļos gareniskās padeves un galda ātrās kustības kontrole tiek veikta manuāli. Sērijveida ražošanā šīs iekārtas var iestatīt pusautomātiskiem (lecošajiem) un automātiskajiem (svārsta) apstrādes cikliem. Šim nolūkam galda sānu T veida spraugā noteiktā secībā un noteiktā attālumā viens no otra ir uzstādīti izciļņi (skat. 39. att.), kas īstajos brīžos iedarbojas uz zobratu ātrās un. galda un uz gareniskās padeves pārslēgšanas roktura darba kustības, nodrošinot mašīnas darbību atbilstoši noteiktajam ciklam.
Tabulu var konfigurēt šādiem automātiskiem cikliem:
- pusautomātiska intermitējoša: a) ātri pa labi - padeve pa labi - ātri atpakaļ (pa kreisi) - apstāšanās utt. (121. att.); b) ātri pa kreisi - padeve pa kreisi - ātri atpakaļ (pa labi) - stop utt (122. att.), t.i., tiek iegūts tāds pats galda kustību cikls, bet tikai uz kreiso pusi;
- automātiskais svārsta cikls: ātri pa labi - padeve pa labi - ātri pa kreisi - padeve pa kreisi - ātri pa labi utt (123. att.).
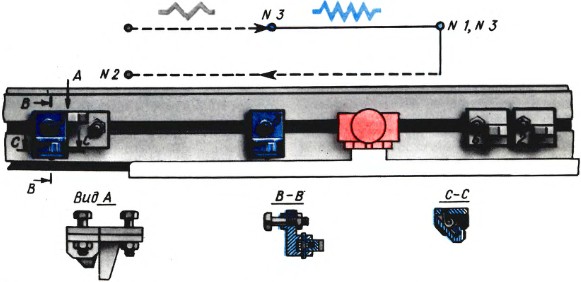
Rīsi. 121. Izciļņu iestatīšana ar vienpusēju pusautomātisko ciklu pa labi

Rīsi. 122. Izciļņu iestatīšana ar vienpusēju pusautomātisko ciklu pa kreisi
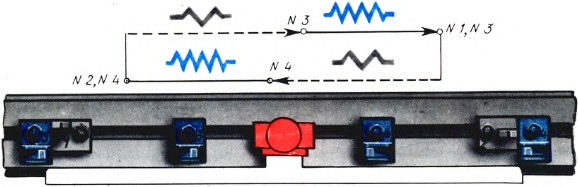
Rīsi. 123. Izciļņu iestatīšana ar svārsta ciklu
Lai uzstādītu mašīnu priekš automātiska darbība, nepieciešams:
- atvienojiet iekārtu no tīkla ar ievades slēdzi "ieslēgts - izslēgts";
- ielieciet slēdžus galda un darba gareniskās kustības manuālai vai automātiskai kontrolei apaļais galds pozīcijā "Automātiskā vadība";
- ieslēdziet mašīnu ar ievades slēdzi "Ieslēgts - Izslēgts":
- uzstādiet izciļņus atkarībā no pieņemtā cikla.
Iestatot automātisko darbību, jāpatur prātā, ka pārslēgšanās no padeves uz ātro gājienu vai no ātras kustības uz padevi ir iespējama jebkurā gājiena punktā un jebkurā kustības virzienā, un to ierobežo tikai izciļņu iestatīšanas iespēja. šobrīd.
Slēdzis galda manuālai vai automātiskai garenvirziena kustībai tiek iestatīts neitrālā pozīcijā, garengājiena rokturus nospiežot ar skrūvgriezi līdz apstājas un pagriežot fiksētā pozīcijā "Automātiskā vadība".
Galda kustības apturēšanu pa labi vai pa kreisi veic izciļņi Nr.5 vai 6, kas iedarbojas uz gareniskā gājiena roktura izvirzījumiem. Spīles Nr.1 un 2 nekad nedrīkst izņemt no iekārtas, jo tās ierobežo galējās pozīcijas tabula.
Pārslēgšanos no padeves uz lielu ātrumu vai no liela ātruma uz padevi (kad galds pārvietojas pa labi vai pa kreisi) veic izciļņi Nr.3 un 4, kas iedarbojas uz ķēdes ratu.
Labās un kreisās puses izciļņi atšķiras tikai ar sviras stāvokli. Ja nepieciešams, sviru var pārvietot uz otru pusi.
Strādājot ar manuālo vadību, izciļņus Nr.3 un 4 ieteicams noņemt vai pārkārtot uz galda nestrādājošo daļu, lai pasargātu mehānismu no lieka nodiluma.
Vienlaicīgi frēzējot sagatavju komplektu, kurā apstrādājamās virsmas atrodas ievērojamā attālumā viena no otras, iekārtu var konfigurēt tā, lai tā strādātu labās vai kreisās padeves lēciena ciklā.
Atbilstoši apstrādājamo virsmu novietojumam mašīnas galds saņems vai nu ātras, vai lēnas kustības saskaņā ar shēmu: ātri pa labi (vai pa kreisi) - padeve pa labi (vai pa kreisi) - ātri pa labi ( vai pa kreisi) utt. - ātri atpakaļ - stop.
Plkst automātiskais svārsta cikls apstrādājamās detaļas tiek uzstādītas pārmaiņus uz labā puse galds, tad pa kreisi. Apstrādājot sagatavi, kas uzstādīta vienā galda pusē, otrā pusē, strādnieks noņem apstrādāto detaļu un uzstāda jauna tukša. Mašīnas galds šajā gadījumā nepārtraukti veic slēgtu kustību ciklu: ātri pa labi - padeve pa labi - ātri pa kreisi - padeve pa kreisi - ātri pa labi utt.
Kad galds darbojas automātiskā ciklā, ir jāpatur prātā sekojošais: cikls tiek ieslēgts, kad vārpsta tiek ieslēgta ar garenvirziena gājiena rokturi sagataves padeves virzienā; roktura iestatīšana pozīcijā "Stop" (neitrālā) ļauj ieslēgt padevi vai ātro kustību visos gadījumos neatkarīgi no mašīnas iestatījuma automātiskajam ciklam vai manuālai vadībai, izņemot brīdi, kad ķēdes rats tiek pagriezts ar cam. Šajā brīdī tabulu var apturēt, tikai izmantojot pogas Apturēt. Pirms galda ieslēgšanas pēc šādas apstāšanās ir jāpārbauda, vai ķēdes rats ir fiksēts.
Automātiskā cikla apstākļos pogas "Ātrā tabula" nedarbojas.
Konsoļu frēzmašīnas Nr.4 ar galda platumu 500 mm
Uļjanovskas smago darbgaldu rūpnīca ražo konsoles frēzmašīnas: horizontālo frēzmašīnu modeli 6N84G un vertikālo frēzmašīnu modeli 6N14. Iekārtām ir bezpakāpju padeves piedziņa garenvirzienā, šķērsvirzienā un vertikālā virzienā no elektromotora līdzstrāva ar magnētiskajiem pastiprinātājiem. Mašīnas var konfigurēt automātiskajiem un pusautomātiskajiem darba cikliem.
Mēs arī iesakām
 Komutācijas barošanas avots: remonts un uzlabošana
Komutācijas barošanas avots: remonts un uzlabošana
 Gaismas tālvadības pults
Gaismas tālvadības pults
 Peldēšanas nodarbības pirmsskolas vecuma bērniem
Peldēšanas nodarbības pirmsskolas vecuma bērniem
 Piezīmes meistaram - mājas sadzīves signalizācija
Piezīmes meistaram - mājas sadzīves signalizācija
 Pulksteņa propelleris uz Atmega8
Pulksteņa propelleris uz Atmega8
 Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas
Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas