Apmales dēļa izeja. Iekārtas izvēle kokzāģētavu biznesam
Koksnes zāģēšana ir darbību cikls, kurā tiek izmantotas dažādas tehnoloģijas, kuru mērķis ir iegūt zāģmateriālus no apaļajiem kokmateriāliem, kas piemēroti turpmākai izmantošanai rūpniecībā.Procesa ilgums un darbietilpība ir atkarīga no izvēlētās apaļo kokmateriālu apstrādes metodes, kā arī no zāģmateriālu apstrādes laika. gadā.
Instruments un aprīkojums
Ražošanā nonāk stumbri un liela izmēra zari. Viss materiāls ir sadalīts grupās pēc mizas biezuma un klātbūtnes. Nereti kokapstrādes uzņēmumos pie mežizstrādes vietas ir darbnīcas, kurās tiek uzstādītas iekārtas pirmatnējai koksnes apstrādei.

Meža mizošana ar rokām
Koksne, kas nav izturējusi mizošanas stadiju, var tikt izmantota grīdu konstrukcijā vai kā kores sijas atbilstošajā interjerā, vai kā atbalsta ierīce būvniecības laikā.

Rūpnieciskā mizošana
Ja tiek plānota cita koka izmantošanas iespēja, tiek veikta zāģēšana, kā rezultātā tiek iegūti šādi segmenti:
- bez malām un pusmalām (neapstrādāts materiāls, no kura tiek montētas grīdas, sienu vai griestu pamatnes);
- apmale (paredzēts grīdas seguma apdarei).
Griešanu var veikt ārpakalpojuma organizācija, kurai ir visi nepieciešamie instrumenti.

Koku zāģēšanas karte
Materiāla racionālu izmantošanu nodrošina zāģēšanas kartes ievērošana. Tas ļauj samazināt izmaksas, kas saistītas ar atkritumiem, kuru procentuālo daļu karte var ievērojami samazināt. Izmantotie instrumenti un meža apstrādes iekārtu veidi ir atkarīgi no gatavā zāģmateriāla apjoma, vēlamās kvalitātes un izmēra.

Visbiežāk izmanto ripzāģi un dažādas mašīnas:
- ripzāģis ļauj veikt precīzus dažādu virzienu griezumus. Piemērots gan profesionālai, gan mājas lietošanai, lieliski tiek galā ar apaļkoku diametru virs vidējā;
- motorzāģis;
- mašīnas tīrai mizas noņemšanai;
- zāģēšana lentzāģētavā ļauj apstrādāt blīvus baļķus, to uzskata par vispopulārāko, jo tiek iegūts augstas kvalitātes materiāls un neliels atkritumu daudzums;
- diska mašīna: divu šķautņu kokmateriālu un neapstrādātu dēļu ražošana;
- karkasa kokzāģētavai nav nepieciešams pamats, tehnoloģija ar tās izmantošanu ļauj uzstādīt aprīkojumu tiešā griešanas vietas tuvumā;
- šķīdinātājs tiek apstrādāts ar universālām mašīnām, izlaide dod augstas kvalitātes būvmateriālus pat no zemas kvalitātes pātagas;
- apaļo kokmateriālu zāģēšana lielā kokapstrādes uzņēmumā jāveic ar lielāko zāģmateriālu daudzumu, kas atšķiras no pārējiem ar īpašu kvalitāti un precīziem izmēriem. Šim nolūkam tiek uzstādītas īpašas līnijas zāģēšanai.
Kokzāģētavā baļķi līdz 7 m garumā un 15-80 cm diametrā garenlīniju griežot, iegūst baļķi un šķautņu dēli. Ripzāģim ir viens vai vairāki diski, tas apstrādā dažādu diametru mežu pēc to skaita.

Ja mājās ir nepieciešams apstrādāt nelielu daudzumu koksnes, tad varat izmantot parasto motorzāģi.
koka griešana
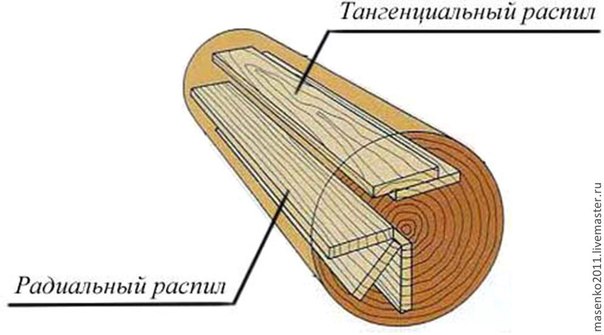
Pirms instrumenta izvēles jums ir jāizlemj par griezuma veidu, koncentrējoties uz baļķa gada gredzeniem. Ir vairāki veidi:
- radiāls (gar rādiusu);
- tangenciāls (griezums ir paralēls vienam rādiusam, pieskaras gada gredzeniem);
- šķiedras ir izvietotas paralēli veiktajam griezumam.
No griešanas metodēm tiek izvēlēta tā, kas ir vispiemērotākā konkrētajam gadījumam:
- Razval. Koksnes zāģēšana šādā veidā tiek veikta lapu kokiem ar nelielu stumbra biezumu, to uzskata par vienkāršāko apstrādi. Izeja: neapstrādāti elementi un plātnes.
- Ja ir cita kokapstrādes mašīna, tad iespējams sagriezt līdz 65% materiāla, lai izgatavotu tāda paša platuma šķautnes dēļus. Vispirms no sāniem tiek izzāģēts divmalu zāģmateriāls un dēļi, un pēc tam no kokmateriāliem tiek iegūts noteikts daudzums šķautņu zāģmateriālu.
- Specifiskākas metodes ir sektoru un segmentu zāģēšana. Elementu skaits pirmajā metodē svārstās no 4 līdz 8 un ir atkarīgs no stumbra biezuma. Pēc atdalīšanas elementi tiek izzāģēti no katra sektora pa tangenciālu vai radiālu līniju. Otrā metode sākas ar sijas izeju no centrālās daļas, un dēļi tiek zāģēti no sānu segmentiem tangenciālā virzienā.
- Individuālai koka zāģēšanai ir piemērota apļveida metode. Tā pamatā ir baļķa pagriešana pa garenvirziena līniju par 90° pēc katras zāģētas dēļa. Tas ļauj uzraudzīt koksnes kvalitāti un savlaicīgi noņemt skartās stumbra vietas.
Roku darbs: motorzāģa pielietojums
Vairāku stumbru griešanai mājās nav ieteicams iegādāties instrumentu, kura izmaksas vairākas reizes pārsniedz gatavās produkcijas cenu. Ja jums ir nepieciešamās prasmes, tad efektīvāk un lētāk ir veikt visus nepieciešamos darbus ar parasto motorzāģi vai ar elektrību darbināmu ķēdes aprīkojumu. Protams, šāds darbs prasa daudz vairāk fizisko izmaksu un laika, taču emisijas cena ir ievērojami samazināta.
Darbs dārza gabalā prasa augļu koku atzarošanu, kā arī kļūst iespējams papildus izgatavot materiālu saimniecības ēkām, neizmantojot speciālistu pakalpojumus, tāpēc ikviens saprātīgs īpašnieks vēlētos iegādāties motorzāģi. Visbiežāk skuju koki tiek novākti mājām, un šis rīks lieliski zāģē tos. Pateicoties vienmērīgajiem stumbriem, ir vieglāk iezīmēt griezuma līnijas, kas palielina darba ātrumu. Profesionāļi, starp citu, visbiežāk izmanto motorzāģi, jo tas ir jaudīgāks par elektrisko un to var izmantot jebkur, neatkarīgi no tā, vai objektā notiek barošanas bloku griešana vai zāģēšana.

Lai strādātu ar motorzāģi baļķu griešanai, jums būs nepieciešama tāda ierīce kā zāģa sprausla, kā arī zāģa griezuma vadotnes un pamatnes stumbra fiksatori. Rāmja formas sprausla ir piestiprināta pie instrumenta tā, lai būtu iespējams regulēt attālumu starp ķēdi un pašu rāmi. Tas tiek darīts, lai nodrošinātu gatavu dažāda biezuma zāģmateriālu izlaidi. Vadītāja lomai varat ņemt vai nu vajadzīgā garuma profilu, vai plakanu koka dēli ar pietiekamu stingrību. Instrumentam ir izvēlēta īpaša ķēde, kas paredzēta stumbra griešanai. Tā atšķirība no pārējām ir zobos, kas asināti noteiktā leņķī.

Pirms darba uzsākšanas ir nepieciešams ne tikai sagatavot visus nepieciešamos instrumentus. Neatkarīgi no tā, vai stumbra apstrādei ir paredzēta kokapstrādes mašīna vai manuāla ierīce, vispirms ir jāiepazīstas ar griezuma karti. Tas tiek darīts, lai samazinātu atkritumu procentuālo daudzumu un palielinātu derīgo produktu ražu.
Pirmā lieta, par ko jāuztraucas, raustot, ir gatavo dēļu vienmērīgs blīvums. Lai to izdarītu, kompetents zāģētājs virza instrumentu no baļķa austrumu puses uz rietumiem vai pretējā virzienā. Tas ir saistīts ar lielāku apaļo kokmateriālu blīvumu tās ziemeļu daļā nekā dienvidu daļā.
Tālāk plāksne tiek noņemta no abām pusēm ar motorzāģi tā, lai iegūtu divu šķautņu siju. To savukārt zāģē saskaņā ar darba sākumā izvēlēto zāģēšanas shēmu. Izvade dod neapstrādātu dēli. Ja bagāžniekā ir noteikts defektu procents, tad ir iespējams apļveida griezums ar stumbra pagriešanos taisnā leņķī vai 180 °.
Gatavā materiāla daudzums, samazināta cena
Noderīgā materiāla izlaide no skujkoku un cietkoksnes atšķiras procentos. Zāģmateriāliem, kas iegūti no skujkoku kokiem, ir raksturīgi šādi rādītāji:
- ar nosacījumu, ka darbību veic profesionālis un tiek izmantota kokzāģētava, gatavās koksnes procentuālais daudzums būs visaugstākais (80-85%);
- griezīgs materiāls, ko dod mašīnas, vidēji 55-70%;
- neapstrādāts dēlis, strādājot ar motorzāģi, atstāj līdz 30% atkritumu.
Skaitļi ir doti, neņemot vērā gatavo izbrāķēto koksni, kuras daudzums var sasniegt 30%. Tomēr šāds materiāls tiek izmantots izstrādājumiem, kas pieļauj noteiktu laulību.

Lapu koku apaļkoki dod 60% no gatavās neapmalotas koksnes un aptuveni 40% no apgrieztās koksnes. Tas ir saistīts ar apaļo kokmateriālu sākotnējo izliekumu. Jūs varat palielināt saņemto produktu daudzumu: tam būs nepieciešamas dažāda veida kokapstrādes mašīnas. Noteikta veida armatūra var palielināt zāģmateriālu daudzumu par 10-20%. Vienam zāģmateriālu kubam jums būs nepieciešami apmēram 10 kubi cietkoksnes apaļkoku. Papildu aprīkojuma uzstādīšanas cena atmaksās gatavā meža izmaksas. Speciālās līnijas piešķir lielāku apjomu, taču to lietošana ir ieteicama tikai lielā platībā. Vidējā koksnes zāģēšanas cena parastajā kokzāģētavā būs aptuveni 150-180 rubļu par kubikmetru dēļu.
zāģēšanas karte
Zāģēšanas karte ir optimālā gatavā zāģmateriālu daudzuma aprēķins no viena baļķa. To var aprēķināt neatkarīgi katram konkrētajam baļķa diametram, vai arī var izmantot datorprogrammu, kas ievērojami atvieglo aprēķinu un kuras cena ir diezgan pieņemama.

Vai arī avots var būt regulārs zāģēšanas ceļvedis. Rezultāts ir tabula, kas tiek ņemta par pamatu. Kokzāģētavai vienmēr jābūt orientētai uz tās datiem, lai iegūtu vairāk jebkuras koksnes zāģmateriālu.
Ražas likmes zāģmateriāliem no apaļkoksnes
ANO Eiropas Komisijas/FAO Koksnes komitejas ziņojumā ECE/TIM/DP/49 par koksnes pārrēķina koeficientiem dažāda veida meža produktos īpaši norādīti zāģmateriālu ražības koeficienti no apaļkoksnes. Šie dati, kas balstīti uz 16 valstu pieredzi, var kalpot par etaloniem kokapstrādes uzņēmumiem kā pasaules standartiem.Zāģmateriāli aptver ievērojamu daļu zāģēto masīvkoka izstrādājumu. Tajos ietilpst plašs produktu klāsts, sākot no neapmalotiem, svaigi zāģētiem līdz malotiem, sausiem, pēc izmēra un ēvelētiem zāģmateriāliem. Ražotās produkcijas veids būtiski ietekmē apaļo kokmateriālu gala zāģmateriālu iznākumu. Tātad no viena kubikmetra apaļkoku var iegūt 0,8 m3 neapmalotu zāģmateriālu un tikai 0,4 m3 sausu malu, šķirotu un ēvelētu zāģmateriālu. Tāpēc dažādām valstīm tika lūgts norādīt savas ražas likmes dažādām zāģmateriālu kategorijām, lai saprastu, kāpēc valstu zāģmateriālu ražas rādītāji tik ļoti atšķiras savā starpā.
Piemēram, Vācijā, lai saražotu 1 m3 zāģētas skujkoku koksnes, nepieciešami 1,67 m3 apaļkoku, bet ASV tie ir 2,04 m3. No pirmā acu uzmetiena ASV kokzāģētava var šķist mazāk efektīva nekā Vācijā (rādītā attiecība liecina, ka tāda paša daudzuma zāģmateriālu ražošanai ASV ir nepieciešams par 22% vairāk apaļkoku). Taču, rūpīgāk aplūkojot viena veida zāģmateriālu, piemēram, raupjas un sausas zāģmateriālu, ražošanu, atklājas, ka zāģmateriālu ražas rādītāji šajās valstīs ir līdzīgi. Tas nozīmē, ka atšķirības zāģmateriālu iznākumos ir dažāda veida gatavās produkcijas izlaidē. Ir skaidrs, ka Vācija ražo vairāk neapstrādātu zāģmateriālu, bet ASV vairāk sausu un ēvelētu zāģmateriālu.
Dažas valstis atzīmē, ka to valsts zāģmateriālu ražošana tiek ziņots kā svaigi zāģēta, lai izvairītos no dubultas apjoma mērījumiem sausiem un ēvelētiem zāģmateriāliem. Tas ir pretstatā citām valstīm, īpaši Skandināvijas reģionam un Ziemeļamerikas valstīm, kur zāģmateriālu apjomi visbiežāk tiek kotēti gala pārstrādes izteiksmē. Tā, piemēram, var iegūt svaigi zāģētu neapstrādātu zāģmateriālu ražu 1,57 (64%) vai 1,75 (57%) sausam zāģmateriālam vai 2,27 (44%) ēvelētam un gatavam zāģmateriālam, kā parādīts zemāk esošajā diagrammā.
Tagi un atslēgvārdi
cilpu dēļi iznāks no 1,5 m3 apaļo kokmateriālu, skilki izkļūt no kastes no kuba uz mežu, zāģmateriālu patēriņš uz 1 kāta gabalu-cik izeju?, Veidots no 1 kuba, zāģmateriālu izlaide no baļķa, Žāvējot dēļus z10, kam ir samazināta izlaide, skilki piddoniv iznāk no sagataves kuba, Skіlki no viena kuba apaļo kokmateriālu, lai izietu no neveidotiem dēļiem, zāģmateriālu ienesīguma kalkulators, dēļa izeja nav nogriezta no kubaDalies ar šo informāciju sociālajos medijos, lai reklamētu portālu:
Kā zāģēt baļķi lentzāģētavā, tika aprakstīts iepriekšējā rakstā. Nu, šajā rakstā mēs vēlamies runāt par to, kā notiek baļķa zāģēšana sijā.
Ikviens zina, ka žāvēšanas laikā no baļķa izzāģēta sija sāk deformēties, taču ne visi zina, kas to izraisa. Lieta tāda, ka zāģējot baļķi brusā, tas tika sazāģēts nepareizi. Tas ir, tas tika nogriezts ar nobīdi, un, tā kā tā vidusdaļa ir nobīdīta, kokmateriāli sāk liecties nobīdes virzienā.
Lai tas nenotiktu, pirms zāģēšanas ir nepieciešams veikt pareizu baļķa aprēķinu.
Baļķa aprēķins zāģēšanai stieņā.
Tātad, pārkāpsim, vispirms jāizlemj, kāda izmēra būs sija, kā arī materiāla (dēļu) izmēri, kurus mēs vēlamies iegūt pirms sijas.
Sāksim ar nepieciešamo kokmateriālu, piemēram, 150 x 150 mm, neapstrādātu dēli 25 mm, 30 mm, 40 mm.
Tiem, kas nezina, ko nozīmē dēlis bez malām, paskaidrojam, ka šis ir dažāda platuma dēlis, kuram nav noteiktas robežas mizas klātbūtnes dēļ gar malām, bet ir noteikts biezums.

Pēc tam paņemiet dēli ar 25 mm, 50 mm malu. Mēs domājam, ka šeit ir skaidrs, ka šķautņu dēlis ir dēlis, kuram ir noteikts izmērs gan platumā, gan biezumā un kuram nav mizas vai, kā mēdz teikt, bez izliekuma.

Sijas aprēķins
Mēs sāksim aprēķinu, izmērot baļķa diametru, un mums tas ir, piemēram, 30 cm. Vai arī aprēķinu ērtībai mēs to pārtulkosim milimetros, tas būs 300 mm. Tā kā mums vajadzētu iegūt 150 mm staru, tad ņemam 300 mm un atņemam 150 mm, pārējā daļā iegūstam 150 mm, kas nonāks dēļiem.
300 - 150 = 150

No baļķa diametra augšējās un apakšējās malas mēs atņemam 5 mm uz plāksni, tas ir, atlikušos 150 mm sadalīsim dēļos, iegūstam 150 mīnus 5 un mīnus 5, pārējā daļā mēs iegūstam 140 mm.
150 - 5 - 5 = 140
Atņemot plāksni, ir jāņem vērā baļķa nelīdzenumi, jo dibens diametrā ir lielāks par augšējo daļu, tas ir, ir iespējams iegūt dažāda izmēra plāksni, un mums tas būs 25 mm .
Atgriezīsimies pie baļķa diametra 300 mm. No augšējās malas, kā aprakstīts iepriekš, atņemiet 5 mm, mēs iegūstam 295 mm. Un šai skaitliskajai vērtībai mēs pievienojam plāksni 25 mm plus 2 mm vienā griezumā, mēs iegūstam 322 mm. Un tieši ar to sāksies baļķa zāģēšana brusā.
300 - 5 = 295, 295 + 25 + 2 = 322

Dēļu aprēķins
Pēc krokera noņemšanas mums paliek tīrs atlikums 140 mm. Mēs to sadalām uz pusēm un iegūstam 70 mm katrā baļķa pusē.
140 / 2 = 70
Mēs skatāmies augstāk, kur papildus kokmateriāliem noteicām aptuveno vajadzīgā materiāla izmēru. Mums ir 25 mm, 30 mm un 40 mm dēļi. Un šeit mēs sākam aprēķinu.
Mēs ņemam savus 70 mm un aplēsim, ņemot vērā griezumu, 40 mm plus 2 mm mēs iegūstam 42 mm, līdz 70 28 mm nepietiek. Nu, šeit mēs domājam, ka ir skaidrs, ka nākamais dēlis būs 25 mm, 25 mm plus 2 mm mēs iegūstam 27 mm. Tādējādi mēs iegūstam 42 mm plus 27 mm, 69 mm.
40 + 2 = 42, 70 - 42 = 28, 25 + 2 = 27, 42 + 27= 69

Rodas jautājums, kur likt vēl 1 mm, viss ir ļoti vienkārši. Mēs veicam pirmos četrus griezumus stingri pēc izmēra, un pēc baļķa apgriešanas mēs nozogam šo 1 mm uz plātnes. Galu galā viss iznāk pēc mūsu aprēķiniem.
Pamatojoties uz šiem aprēķiniem, iegūstam baļķa centrā sazāģētu ratiņu.
Griešanas materiāla aprēķins
Lai iegūtu šķautņu materiālu, kā arī tālāku baļķa sazāģēšanu sijā, to veic, pagriežot iegūto pistoles karieti par 90 grādiem. Aprēķins notiek tādā pašā secībā, kā aprakstīts iepriekš. Bet nekavējoties pievērsīsim uzmanību, ja mēs sākam aprēķinu, mēs iegūstam 20 mm, kas mums nav vajadzīgi, jo trūkst šādu izmēru.
70 - 50 = 20
Ko darīt šajā gadījumā, mēs tagad paskaidrosim. Kā aprakstīts iepriekš, mums ir 5 mm katrai plāksnei, mēs to izmantosim un pievienosim 25 mm līdz 50 mm no mūsu apmales materiāla, kā arī, protams, 2 mm katram griezumam.
50 + 20 + 5 + 2 = 78
Mēs iegūstam 25 mm plāksni un 50 mm tukšu plāksni, tieši to, kas mums bija vajadzīgs, kā arī kvalitatīvu 150 x 150 kokmateriālu.

Lai iegūtu cita izmēra materiālu, uz plātnes ir jāuzliek trūkstošie milimetri, bet tajā pašā laikā tie vienmērīgi jāsadala uz abām pusēm.
Tādējādi tiek veikts baļķa aprēķins un zāģēšana sijā lentzāģētavā. Novēlam veiksmi visiem iesācējiem zāģētājiem šajā grūtajā uzdevumā, un galvenais ir nekļūdīties aprēķinos.
Bieži vien ir nepieciešams iegūt taisnstūra sekcijas siju no baļķa. To izdarīt nav tik grūti.
Ja jūs jau zināt, kā pareizi cirst baļķus, tad arī baļķu grebšana jums nav grūta. Galvenais tajā pašā laikā ir pareizi marķēt baļķi, lai iegūtu vēlamā izmēra staru.
Mēs jau esam apsvēruši baļķa sagriešanu divās malās rakstā par baļķu sagatavošanu.
Paskatīsimies tagad kā no baļķa izgrebt taisnstūrveida vai kvadrātveida siju.
Baļķa marķēšana, lai iegūtu taisnstūra staru
Marķējot, jābūt uzmanīgiem un jāņem vērā, ka dibena un augšējo daļu diametrs ir atšķirīgs. Tāpēc vislabāk ir sākt marķēšanu no gala ar mazāku diametru.
Noenkurojiet baļķi jebkurā sev tīkamā veidā, kā aprakstīts rakstā par baļķu sagatavošanu.
 Uzzīmējiet apli, pēc tam atzīmējiet tā diametru vertikālas līnijas veidā, kas savieno apļa augšējo punktu ar apakšējo punktu. Darbam izmantojiet īpašu galdniecības kompasu ar rūdītiem metāla galiem.
Uzzīmējiet apli, pēc tam atzīmējiet tā diametru vertikālas līnijas veidā, kas savieno apļa augšējo punktu ar apakšējo punktu. Darbam izmantojiet īpašu galdniecības kompasu ar rūdītiem metāla galiem.
Iegūtais diametrs jāsadala trīs vienādos segmentos un caur to galiem jāizvelk perpendikulu tā, lai tie krustotos ar apli.
Pēc tam savienojiet krustošanās punktus ar apli, lai izveidotu taisnstūri.
Vislabvēlīgākā malu attiecība ir 5:7, tas ir, 10:14, 15:25, 20:28 utt. - tās būs ienesīgas sadaļas.
Baļķa marķēšana, lai iegūtu kvadrātveida staru
Dažos gadījumos ir nepieciešams iegūt kvadrātveida stieni. Šajā gadījumā apli dala ar diviem diametriem, kas ir perpendikulāri viens otram, pēc tam diametru krustošanās punktus ar apli savieno ar taisnām līnijām.
Visas pamatdarbības baļķu galu marķēšanai, lai iegūtu taisnstūra un kvadrātveida siju, ir parādītas zemāk esošajā attēlā.

Pamatoperācijas sijas izgriešanai no baļķa
Vispirms iezīmējiet centrālo asi (diametru).

Pēc tam atzīmējiet baļķu galus, kā aprakstīts iepriekš.
Pēc tam pa baļķi, kas ar krīta auklas palīdzību iezīmēts no galiem, iezīmē bruģa līnijas.

Lai to izdarītu, aukla tiek nostiprināta gar baļķa malām fiksatoros, kas izgatavoti ar cirvi, lai aukla būtu izstiepta. Pēc tam aukla tiek nedaudz atvilkta, piemēram, loka aukla, un atbrīvota. Sitot pa baļķi, aukla atstāj līniju. Šī līnija tiks izmantota griešanai.

Pirmkārt, cirstajā pusē pēc 20-40 centimetriem ar cirvi tiek izveidoti iegriezumi, nesasniedzot ciršanas līniju dažus milimetrus.

Pēc tam ar cirvi tiek veikts rupjš griezums, noņemot galveno koka slāni, virzoties no iecirtuma uz iecirtumu. Noņemot galveno noņemamās koksnes kārtu, apzāģējamo virsmu notīra vai nu ar kārtīgiem cirvja sitieniem, vai ar cirpēju.

Mūsdienās kokmateriālus baļķos ar cirvi izcirta reti. Lai to izdarītu, ir frēzēšanas un laukumu līnijas, kas ražo kokmateriālus rūpnieciskā mērogā. Taču, būvējot vannu, var rasties situācija, ka vienā vai vairākās baļķa malās ir jāizgreb līdzena virsma. Tāpēc jums ir jāzina pamatmetodes, kā izgrebt no baļķa baļķi vai mērogot baļķi 1-2 malām.
Vannas konstrukcijā pašlaik plaši tiek izmantoti rokas elektriskie un benzīna instrumenti. Ja plakni veido ar motorzāģi, tad darbību secība būs tāda pati - marķēšana, iegriezumi gar izcirsto pusi, rupja koka slāņa noņemšana un tikai tad precīza noregulēšana uz griešanas līniju ar cirvi vai elektriskā ēvele.
Tagad jūs zināt, kā cirst baļķi kā no baļķa izgrebt siju. Citos rakstos mēs runāsim par to, kā pareizi izveidot rievu brusā vai baļķī, kā pareizi zāģēt koku, kā plānot dēļus un sijas.
Jaunākās publikācijas:
Pat pareizi izkārtotai ķieģeļu krāsnij laika gaitā ir nepieciešams remonts. Augsta temperatūra, vilces pārkāpums, mūra mehāniski bojājumi - tas viss noved pie defektu parādīšanās, kas ir jānovērš. Galu galā laba saķere un plaisu trūkums sienās - ...
Sveiki, dārgie emuāra lasītāji un abonenti, Andrejs Noaks sazinās ar jums! Šodien pastāstīšu par zāģmateriālu ražu, zāģējot apaļkoku.
Šis parametrs ir viens no svarīgākajiem rādītājiem. No šī rādītāja ir atkarīga meža zāģēšanas efektivitāte. Daudzi iesācēji kļūdaini uzskata, ka jo augstāka šī attiecība, jo labāk.
Patiesībā tas ne vienmēr tā ir, lielākā daļa ekspertu par to zina, bet klusē. Es atkārtoju vēlreiz - augsts zāģmateriālu izlaides procents uz kubikmetru koksnes ne vienmēr ir labs.
Kāpēc tas tā ir, es detalizēti aprakstīju savā grāmatā “Zāģēšanas organizēšana modernā uzņēmumā”, bet lasītājiem es nedaudz pavēršu priekškaru par šo jautājumu raksta beigās.
Šī tiešām ir unikāla e-grāmata, Krievijā tādu noteikti nav :-)!!! Tā sniedz vienkārši kolosālu informāciju, kas iegūta personīgajā pieredzē kā tehnologs lielapjoma ražošanā.

Apaļo kokmateriālu procentuālais daudzums
Aprēķināts pēc formulas:
Kout \u003d Vpil / Vbr
Kur UZ, % - zāģmateriālu izlaides procents.
Vpil, m3 - iegūto zāģmateriālu apjoms. Aprēķināts:
Vpil = L*H*B*n1+L*H*B*n2 + ...
- kur L ir gatavā zāģmateriāla nominālais garums;
- H - dēļa biezums;
- B - dēļa platums;
- n ir katra izmēra dēļu skaits.
Vbr, m3 - baļķa tilpums, no kura iegūst zāģmateriālus. To nosaka kubatūra, kas ir iespējama.
Ražošanā izmantojamo zāģmateriālu procentuālais daudzums tiek aprēķināts katram meža diametram un katrai zāģēšanas tehnoloģijai.
Kāpēc lietderīgā procentuālā daļa ir atkarīga no zāģmateriālu diametra?
Tas ir ļoti vienkārši, jo mazāk zāģējumu, lai iegūtu koksni, jo lielāks procents. Protams, tas ir atkarīgs arī no lietderīgās izmantošanas, bet vēlreiz atkārtošu, ka ir ļoti svarīgi, cik daudz zāģu jūs maksājat, lai iegūtu dēli. Parasti no maza meža tiek zāģēti mazi mazi dēļi, un no liela koka tiek zāģēti kokmateriāli, biezs dēlis.
Īpaši labs sniegums uzņēmumā kokmateriālu ražošanā, tam ir labi kubatūras rādītāji, zāģēšanas ātrums ir maksimāls (jo ir mazāk zāģu) un griezējinstruments aizņem minimālu.
Tālāk ir norādīti aptuvenie diametri ar patēriņa rādītājiem:
- 12 - 16 cm - izlaide 45 - 50%;
- 18–22 — vidēji 52%
- 24 - 26 - apmēram 57%;
- 28 - 40 - tas ir baļķu mežs un uz tā tiek izmantoti labākie rādītāji, saņemot staru - 66%;
- 42 - 60 - šajā diapazonā ir samazinājies to dēļu procentuālais daudzums, kas iznāk no koka. Tā kā no šīs koksnes jau tiek iegūti ne tik lieli dēļi un sijas, un tāpēc griezumu skaits ar zāģi kļūst daudzkārt lielāks.

Šie patēriņa rādītāji ir orientējoši un ir derīgi, lai iegūtu tādus zāģmateriālus kā:
- 25*150*6,0;
- 35*150*6,0;
- 50*150*6,0;
- 180*180*6,0;
- 200*200*6,0.
Atkarībā no aprīkojuma veida šos standartus var piemērot lentzāģētavām, kokzāģētavu rāmjiem un ripzāģu iekārtām.
Veidi, kā palielināt attiecību
Ir tehnoloģiski triki, par kuriem es daļēji runāju. Bet, kā saka, atkārtošana ir mācīšanās māte, šeit ir daži no tiem:
- Īsāku komerciālo kokmateriālu izmantošana;
- Specializētu programmu izmantošana par to. Īsāk sakot, mēs varam teikt, ka jums ir jāizmanto programma, lai atrastu optimālās izmaksas no baļķa iegūtajiem dēļiem. No vienas puses, liela lietderīgā raža nozīmē lielu kubatūru, bet, no otras puses, augsts rādītājs nozīmē lielāka apjoma nekvalitatīvas koksnes iegūšanu.
- Plānāka zāģa asmens izmantošana dubultās vārpstas ripzāģu dēļ, stelīta lodēšanas izmantošana.
- Izmanto pēc diametriem, šķirnēm, defektiem.
Un tagad sīkāk par visu. Jo īsāka koksne, jo lielāka procentuālā daļa zāģmateriālu. Eiropā viņi to labi zina, un tāpēc tur griešanas līnijas tiek aprēķinātas 1,5 - 2 metrus. Mūsu kokzāģētavas var zāģēt tikai 4 metrus garus baļķus.
Ar programmu palīdzību mēs aprēķinājām piegādes katrai ražošanas sezonai, palielinot nekvalitatīvās koksnes apjomu pieprasījuma periodā (vasara, rudens), bet palielinot augstāko šķirņu apjomu pieaugošā pieprasījuma periodā pēc tām. (ziema, daļa pavasara).
Par zāģa asmens ar vislabākajām īpašībām izmantošanu, manuprāt, viss ir skaidrs. Ir arī jāuzrauga iegūto griezējinstrumentu kvalitāte. Rāmja un ripzāģiem jums pastāvīgi jāuzrauga visu lodēšanas, asināšanas leņķu klātbūtne katrai sezonai un velmēšana uz abu veidu zāģiem.
Šķirošana ļauj atdalīt baļķus pēc diametra, trūkumiem un defektiem. Piemēram, ar puvi serdē, tad baļķi šķiro un sazāģē zāģmateriālos, nevis pārvērš par stieni. Vai otrādi, ja aplievas ir sapuvušas, bet no centrālās daļas iznāk brusa, un baļķis ir baļķis - šķirojam zāģēšanai brusā. Tāpat jums ir jādomā par zilumu un izliekumu.
Aptuvenā raža pēc šķirnes
Runājot par šķirnēm, situācija ir diezgan interesanta. Izrādās, ka augstākās kvalitātes produktu produkcijas procentuālais daudzums ir atkarīgs no šādiem faktoriem:
- Zāģmateriālu iegūšanas koeficients no apaļkokiem. Atzīme nav atkarīga tieši, bet netieši. Fakts ir tāds, ka pēc kaut kāda zelta vidusceļa, jo vairāk dēļu mēs iegūstam no kubikmetra, jo lielāks ir zemas kvalitātes koksnes daudzums ar velni;
- Jo lielāks diametrs, jo lielāka iespēja iegūt kvalitatīvāku plāksni;
- Koksnes defektu klātbūtne, piemēram, izliekums, puve, zils un citi, jo mazāki tie ir, jo augstāks ir augstas kvalitātes dēļa iegūšanas procents;
- Jo īsāks ir gatavais produkts, jo augstāks ir augstas kvalitātes plātnes iegūšanas procents.
Un tagad aptuveni pēc diametra novērtēsim pirmās klases zāģmateriālu iegūšanas procentuālo daudzumu no kopējā saņemto dēļu apjoma. Lai to izdarītu, es visu izveidoju neliela galda formā.
1. tabula - dēļu izlaide, zāģējot apaļkoku
Kā zāģmateriālu ražošanas procentuālais daudzums ir atkarīgs no zāģēšanas tehnoloģijas
Papildus diametram, pakāpei, defektiem (izliekumam) un garumam dēļu izlaides procentuālais daudzums ir atkarīgs no koksnes zāģēšanas tehnoloģijas un aprīkojuma veida.
Ir divu veidu zāģēšanas tehnoloģijas:
- Individuālā griešana, lietderīgās produkcijas procentuālais daudzums tuvojas 75%;
- Grupas griešana atkarībā no citiem parametriem lietderīgā raža var sasniegt arī 70%.
Un zāģēšanas aprīkojums var būt šāds:
- Lentkokzāģētavas, tās ražo zāģmateriālus ar minimāliem koksnes patēriņa rādītājiem;
- Riepu kokzāģētavas ražo zāģmateriālus ar pārvērtētu patēriņu, zāģējot baļķus, jo ķēde ir daudz biezāka nekā lentes.
- . Šāda veida iekārtās nav pietiekami ērti apstrādāt plānu koksni. Tāpēc zāģē galvenokārt no 20 - 22 cm diametra;
- Frēzēšanas līnijas. Šāda veida iekārtām ir priekšrocības un trūkumi vienā cilvēkā salīdzinājumā ar citām tehnoloģijām. Viņš zāģē tikai šķirotu koksni;
- Ripzāģēšanas iekārtas griež pēc individuāliem griezumiem - tas ir liels pluss iegūtajiem materiāliem gan kvalitātē, gan kvantitātē.
Saistītie video
Un tagad es atbildēšu, kāpēc augsta raža ne vienmēr ir laba, bet viss ir vienkārši ar ļoti augstām likmēm, palielinās dēļu skaits ar novājēšanu.
Izrādās zemas kvalitātes zāģmateriāli un to kopējās izmaksas no baļķa noteiktā brīdī kļūst zemākas par kvalitatīvu materiālu izmaksām.
Jā, un zemas kvalitātes materiāla ieviešana var būt grūtāka.
Lai veicas un tiekamies atkal, Andrejs Noaks bija ar jums.
Koka mājas pamatā ir guļbūve, kas ir no sagatavotiem baļķiem vai kokmateriāliem samontēta kaste. Baļķi, kas stūros piestiprināti viens ar otru ar izgrieztām "slēdzenēm", tiek sakrauti horizontālās rindās, no kurām katra tiek saukta par "vainagu". Lai atgriezumi spētu izturēt konstrukcijas svaru, stingri jāievēro baļķu ražošanas tehnoloģija. Nodrošināt visciešāko saskares elementu piegulšanu ir būvnieku galvenais uzdevums, montējot guļbūvi no baļķa.
Zinot dažādu veidu baļķu savienošanas pamatnianses un iezīmes, varēsiet izdarīt pareizo izvēli. Guļbūves griešanas tehnoloģija no stieņa un baļķiem atšķiras ar stūru izvietojumu, pretējā gadījumā noteikumi ir vienādi.
Koka mājas izskats ir atkarīgs no tā, kā guļbūve tiek nozāģēta - ar vai bez atlikumiem. Ja guļbūvei ir stūri ar perfekti pieguļošiem galiem, tad tā ir salocīta “bez atlikuma”, šādas slēdzenes veidu sauc par “ķepā”. Ja baļķi izvirzīti ārpus sienas, metode ir “ar atlikumu” (Krievijā to sauc par “oblo”), pils tips ir “bļoda”.
Galvenais rīks guļbūvju griešanai no baļķa ir cirvis (galdniecība vai adze). Strādājot ar cirvi, griešanas procesā atveramie koka gredzeni ir iesprūduši, kas zināmā mērā pasargā to no ārējo faktoru ietekmes.
Lietojot motorzāģi, baļķu sānu griezums guļbūvē ir gluds, koksnes poras atveras un kļūst pieejamas atmosfēras parādībām, kas izraisa strauju sabrukšanu. Guļbūve "ķepā" kalpos ilgāk, ja tā būs apšūta.
Abiem slēdzenes veidiem - gan "bļoda", gan "ķepa" - ir dažādas iespējas.
Guļbūve "bļodā"(ar atlikumu)
Vienkārša bļoda nocirsts guļbūves apakšējā vainagā. Šādas bļodas dizains ir gareniska rieva ar pusapaļu sekciju.
Slēdzene “bļoda” ar izciļņu apakšā, kas paredzēta stūra savienojuma stiprības nodrošināšanai un guļbūves hermetizēšanai.
Pils "Kurdyuk" apakšējā vainaga baļķī ir iegriezta smaile, kas tiek ievietota augšējā baļķī izveidotajā rievā. Šāda veida slēdzenes ir grūti sagriezt, taču tās ir visuzticamākās.
tas tiek nozāģēts baļķī, kas atrodas augšpusē, un it kā “aizsit” apakšējo - no tā izriet nosaukums “spārnē”.
Pilij "in okhlop" ir vairākas šķirnes, kuru pamatā ir tie paši elementi kā "bļodā": ķemme un tauku aste. Atkarībā no to izmantošanas iespējām slēdzenes sauc par "atloku ar ķemmi", "atloku ar resnu asti (ērkšķi)" un "atloku ar cekulu un resno asti (ērkšķi)".
Tos parasti izmanto mājsaimniecības ēku celtniecībā, jo pieslēguma blīvums dzīvojamai ēkai ir nepietiekams. Šī ir sarežģīta slēdzene, kas sagriezta divos baļķos (augšējā un apakšējā), tāpēc to sauc par dubultu. Ir tikai divas pils šķirnes: vienkārša "okhryap" un "okryap ar resnu asti (ērkšķi)".
Guļbūvju slēdzenes "ķepā" (bez atliekām)
Par guļbūves bez pēdām sauc tādas ēkas, kuru baļķu gali atrodas sienu līmenī. Baļķi vai sijas šajā gadījumā ir savienotas ar "ķepas" tipa slēdzenēm. Šie savienojumi neatšķiras ar lielu izturību un labu siltumizolāciju. Lai ērti uzturētos jebkurā gadalaikā, šādai guļbūvei jābūt vērstai no ārpuses.
Savienojums ķepā: 1-taisna ķepa ar iecirtumu; 2-slīpa ķepa (balžu aste); 3 slīpa ķepa ar iecirtumu
“Ķepa” var būt taisna, slīpa (“balodes aste”) un slīpa ar iecirtumu (rievu).
Cita veida guļbūves slēdzenes
Galvenie guļbūvju un piļu veidi ir aprakstīti iepriekš. Papildus tiem ir liels skaits citu veidu, kā būvēt koka mājas, kurām ir atšķirīga izcelsme un īpašības.
Āķa griešana
Āķu ciršana ir diezgan sarežģīta baļķu leņķiskā savienojuma konstrukcijas metode, ko raksturo paaugstināta izturība. Šim stiprinājuma veidam ir divas šķirnes.
Pirmajā gadījumā bļodu nogriež līdz ½ baļķa biezuma. Baļķu galos tiek iegūts sava veida āķis, ar kuru tiek sasaistīti baļķi. Šāds savienojums garantē stūra absolūtu vēja necaurlaidību.
Āķa savienojums: 1-sienas ir noapaļotas iekšpusē; 2 - sienas iekšpusē ir līdzenas.
Otrā varianta īpatnība ir tāda, ka, pateicoties vienā pusē izcirstajiem baļķiem, ēkas iekšpusē esošās sienas ir gludas. Pateicoties tam, ievērojami palielinās telpas lietderīgā platība.
Somu guļbūves māja
Somu bļoda (somu rieva)
Mājas griešana pēc somu tehnoloģijām ir līdzīga krievu "bļodai". Atšķirība ir intervences rievas rādiusā (tam jābūt mazākam par bļodas rādiusu) un tā konfigurācijā. Somu rievai apakšā ir divas “smailes”, bet augšpusē ir izveidotas rievas. Rezultātā vainagi cieši pieguļ viens otram, samazinās sienu pūšana. Mezhventsovy hermētiķis pilnībā atrodas rievā, nevis ārpus tās, un nav pakļauts mitrumam, kas izraisa koka bojājumus.
zviedrupils
Zviedru kabīne principiāli atšķiras no visām pārējām, pirmkārt, ar savu izskatu - estētisku un ļoti radošu. Sešstūris - tā ir baļķu galu forma. Bļoda, attiecīgi, nav apaļa, bet gan trapecveida formā. Zviedru guļbūves zāģēšana ir ļoti darbietilpīga, tāpēc to dara, kad ir vajadzīgi skaisti neparasti stūri.
Norvēģijas mežizstrāde ir tehnoloģija, ko plaši izmanto Skandināvijas valstīs – Somijā, Zviedrijā, Norvēģijā. Tāpēc nosaukumi "Norvēģijas" un "Skandināvijas" cirte ir identiski.
Kariete (pusstaru) - būvmateriāls, no kura izgatavots norvēģu rāmis. Kariete ir resns priedes stumbrs, kas izcirsts no abām pusēm. Stūra savienojums "Norvēģijas pils" jeb "ratu māja" ir viena no uzticamākajām tehnoloģijām koka māju celtniecībā.
Skandināvu pils īpatnība ir tās ķīļveida sekcija. Augšējā baļķī iezāģēta smaile ķīļa formā, montējot guļbūvi, "iesēžas" apakšējā baļķī izveidotajā rievā. No ārpuses dizains izskatās kā segli.
Koka māja skandināvu stilā izskatās monumentāli un glīti. Resnie baļķi samazina vainagu skaitu, tāpēc guļbūvē ir ievērojami mazāk “aukstuma tiltu”.
Gludās sienas telpā padara skandināvu mājas interjeru ļoti stilīgu.
Kanādas guļbūvju ciršana ir skandināvu tehnoloģijai līdzīga tehnoloģija: stūra savienojums tiek veidots kā norvēģu slēdzene ar ķīļveida smaili. Izmantoti apaļie baļķi, kuros iezāģēts trapecveida kauss. Ieklājot izolāciju nekavējoties nogriež, lai tajā neiekļūtu ūdens. Rezultāts ir sienas bez spraugām un plaisām, kas izskatās kā ciets masīvs.
Kanādas cirtes vienkāršota versija ir cirte "seglos". Tā kā tai nav tapas un rievas (šāda veida griešanas īpatnība), stūra blīvums ir ievērojami samazināts, kas padara rāmi īslaicīgu.
Guļbaļķu māja "līdz stabam" ("uz zabiru")
Šo seno koka būvniecības tehnoloģiju mūsdienās izmanto reti. Tādā veidā saimniecības ēkām tika izcirstas guļbūves. Šāda veida guļbūves ierīces darbības princips būtiski atšķiras no visiem tradicionālajiem. Baļķi ar tapas galos sakrauti starp vertikāli izraktiem stabiem ar izgrieztām rievām. Guļbūves izgatavošana “stabā” neprasa daudz laika un īpašas celtnieku prasmes.
Tātad, mēs pārbaudījām guļbūves no baļķiem izgatavošanas iespējas. Papildus baļķiem koka māju celtniecībā tiek izmantots vēl viens zāģmateriālu veids - kokmateriāli. Mājām, kas izgatavotas no kokmateriāliem, kā arī guļbaļķu mājām ir guļbūves pamatne, bet stūru savienojumi tiek veidoti nedaudz savādāk.
Guļbūves no kokmateriāliem
Stūra savienojumu veidu klasifikācija, griežot guļbūves no stieņa, ir tāda pati kā guļbūves. Guļbūve no bāra var būt ar atlikumu (“bļodā”) un bez atlikuma (“ķepā”), slēdzenēm ir vienādi nosaukumi: “okryap”, “resnajā astē”, “iekšā”. puse koka”. Vienīgais nosaukums, ko nevar izmantot, ir “in the oblo”: sijai ir taisnstūra forma un tajā nav iespējams veikt noapaļotu (pūstu) griezumu.
Tomēr ir stūru griezumu metodes, kas ir raksturīgas tikai šāda veida būvmateriāliem - “uz smailēm” (radikāls vai spraudnis).
Siju savienojumu guļbūvē (ar vai bez atlikumiem) sauc par dokošanu. Apsveriet galvenās dokstacijas metodes.
Docking kokmateriālu ar pārējo
"Puskokā"
Savienojums "puskokā"
Šī dokstacijas metode (vienkāršākā) ietver taisnstūra rievas izgriešanu pusi no sijas biezuma - no tā izriet arī nosaukums.
"Astē"
Papildu smaile nodrošina spēcīgu un uzticamu stieņu dokstaciju. Šāda veida savienojumu kvalitatīvai izpildei ir nepieciešami galdnieki ar augstu prasmju līmeni.
"Ohryap"
Savienojums, kurā galvenais uzdevums ir pareizi aprēķināt džempera platumu. Strādājot ar siju, tā standarta ģeometrijas dēļ griešanu var veikt, izmantojot veidni (atšķirībā no darba ar baļķi). Zāģēšana bez kļūdām ievērojami paātrina darbu.
Kokmateriālu nostiprināšana stūrī bez atlikumiem
Māju un vannu celtniecībā no kokmateriāliem bez pēdām tradicionālie slēdzeņu veidi ir "puskoka" (ar vienmērīgām paralēlām malām) un "ķepā" (ar malām, kurām ir trapecveida forma). Otrs savienojuma veids ir nedaudz sarežģītāks, taču tas garantē lielāku stūra aizsardzību no caurvēja.
Sijas savienojums: a - puskokā, b - ķepā
Savienojumi ar radzēm (siltā stūrī)
Izmantojot šo sijas zāģēšanas metodi, rievā ievietotā smaile aizsargā stūri no sasalšanas un izpūšanas, ko izraisa gaisa bloķēšana. Kokmateriālu savienojums "siltā stūrī" pats par sevi garantē plaisu neesamību, un efektīvs papildinājums ir visu savienojumu caurumošana ar džutu.
Griešana "siltā stūrī" ir Krievijā visbiežāk izmantotā siju savienošanas metode.
taisna smaile
Savienojums siltā stūrī - taisna smaile
Taisna smaile tiek izmantota ēku celtniecībā ar sienu, kas vienāda ar sijas garumu. Griežot guļbūvi, jāpatur prātā, ka rievas izmēru nosaka smailes izmērs, tas ir, ir nepieciešams saglabāt līdzsvaru. Ja smaile ir liela, tad attiecīgi arī gropei jābūt tādai pašai. Pārāk dziļa rieva var vājināt siju, kas ietekmēs savienojuma stiprību, tāpēc pirms ciršanas ir jāveic rūpīgi aprēķini.
Pareizi izstrādāts stūris labi iztur vēju un citas slodzes.
Guļbūves saraušanās viendabīgums no sijas garantē sijas vājās daļas saglabāšanos stūrī.
puse baložu astes
Savienojums siltā stūrī - puse baložu astes
Šāda veida slēdzenes atšķirīgā iezīme ir līdz 5 cm plata smaile, kurai ir konusa forma. Konuss droši notur stieņus, kas padara rāmi izturīgāku. Tapa izmēra ierobežojums ir noteikts tā, lai saraušanās procesā sija, kurā ir izveidota rieva, neplaisātu.
Speciālistam nav īpaši grūti izgatavot puslodes astes radzi. Lai paātrinātu darbu, varat izmantot veidni. Šāds savienojums tiek izmantots, ja sienas garums pārsniedz kokmateriālu garumu.
Trīsstūra formas stūra smaile tiek izmantota diezgan reti, jo mezgls ir mazāk izturīgs, lai gan tajā nav cauruļu. Stūra tapas zāģēšanas tehnoloģija neatšķiras no iepriekš minētajām. Būvniekam, kurš ir prasmīgs darbā ar motorzāģi, ir tikai nedaudz jāpagriež riepa, lai iegūtu šādu savienojumu.
Rāmja-siju tehnoloģija
Šī tehnoloģija ir līdzīga iepriekš aprakstītajai guļbūves ciršanas metodei "stabā" ("līdz žogam").
Rāmis ir vertikāli statīvi ar rievām. Stieņi ar gataviem vēlamās formas tapas galos tiek sakrauti vienu virs otra. Rievās ievietotās tapas padara stūrus hermētiskus un uzticamus. Tā kā pats savienojums nav redzams, struktūrai ir ļoti glīts izskats.
Viena veidnes izmantošana visām smailēm dod ievērojamas priekšrocības guļbūves izgatavošanas laikā un tās uzstādīšanas vienkāršībā.
Guļbūvju labošana
Ļoti svarīgs punkts guļbūvju, gan baļķu, gan zāģmateriālu, būvniecībā ir elementu stiprināšana vienam pie otra. Šīs procedūras nepieciešamība tiek izskaidrota ļoti vienkārši: koks ar laiku izžūst, kā rezultātā baļķi un sijas var mainīt formu vai apgriezties. Dažādos virzienos izmestie baļķu vainagi nav patīkams skats. Nu, par dzīvošanu šādā ēkā (par māju jau grūti nosaukt) vispār nevar runāt.
Kas tiek savākti
Stiprinājuma elementi ir metāla un koka.
Uzreiz jāatzīmē, ka koka guļbūves celtniecībā naglas neizmanto! Ar metāla kniedēm var nostiprināt tikai nežūstošu līmēto kokmateriālu.
Visos citos gadījumos rāmis tiek montēts uz koka stiprinājumiem - dībeļiem un dībeļiem.
Šo pieeju argumentē fakts, ka žāvējot koksni, tas vienkārši “uzkarās” uz metāla kniedēm, kuru izmērs nemainās, kā rezultātā starp vainagiem parādās lielas spraugas.
"Nagel" vācu valodā nozīmē nagla. Praksē tas ir apaļš, trīsstūrveida vai kvadrātveida garš stienis. Koka korpusu konstrukcijā tiek izmantoti apaļie dībeļi. Kvadrātveida un trīsstūrveida dībeļi ir sarežģītāki izpildījumā, tāpēc tos izmanto retāk.
Stieņi ar diametru 25-30 mm tiek kalti urbumos, kuru diametrs ir par 1-2 mm mazāks. Dībeļu ražošanai tiek ņemta cietkoksne - egle, ozols vai bērzs. Šim stiprinājuma veidam ir noteiktas prasības - koksnes mitruma saturs nav lielāks par 12%, mezglu vai citu defektu neesamība, apstrāde ar antiseptiķiem ir obligāta. Atbilstība šiem standartiem garantē visas konstrukcijas izturību.
Dībeļa garums ir atkarīgs no sijas šķērsgriezuma. Garuma aprēķināšanas formula ir ļoti vienkārša: trīs stieņu (kronu) augstums tiek reizināts ar 0,8.
Guļbūves montāža uz koka dībeļiem tiek veikta šādā secībā: vispirms nostiprina apakšējos 2-3 vainagus, pēc tam divas virsū uzliktās rindas piestiprina pie augšējās sijas vai baļķa no pirmā saišķa. Šāds algoritms tiek uzturēts līdz guļbūves montāžas beigām, tas ir, līdz pilnam "kāpumam".
Guļbūves dībeļu izvietojums tiek veikts šādi: apakšējā saišķī pirmais dībelis tiek uzstādīts baļķa vidū 200-600 milimetru attālumā no malas (gala), nākamais - pēc. 1,5-2 metri. Otrajā grupā tapas ir āmurētas šaha galdiņa veidā attiecībā pret jau uzstādītajām. Ļoti svarīgi ir ievērot šaha galdiņa secību – dībeļi nedrīkst krist viens uz otra!
Caurumi tapām tiek urbti dziļumā, kas ir nedaudz lielāks par stieņa garumu - saraušanās laikā baļķim vai stienim vajadzētu “nosēsties” vietā, nevis karāties uz stiprinājuma.
Pieredzējuši meistari, strādājot ar dībeļiem, izmanto nelielus trikus. Piemēram, lai urbumu dziļums būtu vienāds, uz urbja tiek izveidota saite ar maskēšanas lenti vai krāsainu elektrisko lenti, kas palīdz orientēties. Vai arī viņi izmanto mašīnu eļļu (treniņu), lai vienmērīgi iekļūtu stieņā rievā - papildu sitieni var izraisīt koksnes plaisāšanu. Braukšanas laikā jākontrolē pūles un stingri vertikālais trieciena virziens uz dībeli.
Īstas tapas ir dārgas. Bet pārdošanā ir dažādi zāģmateriāli, no kuriem tos var izgatavot. Budžeta variants ir sauss "elites" dēlis bez defektiem, sazāģēts un sagriezts vēlamā izmēra stieņos.
Piemērota alternatīva ir gatavie piemērota diametra spraudeņi (mopiem vai grābekļiem) - tikai jānoņem mezgli un jāsagriež vajadzīgā garuma gabaliņos.
Dībeļi
Dībeļi ir dībeļu analogi. Bet dībeļu izmēri ir tādi, ka var nostiprināt tikai pāris baļķus (kroņus). Papildu caurumu urbšana gan apakšējā, gan augšējā baļķos prasa laiku un zināmu precizitāti. Kroņu uzstādīšana uz dībeļiem ir diezgan smags darbs. Šo iemeslu dēļ guļbūvju montāža no baļķa vai kokmateriāliem uz dībeļiem ir nepopulāra metode.
Guļbūves dizaina iezīmes
Koka mājokļu būvniecības tehnoloģijām ir savas īpašības, kas saistītas ar būvmateriāla - koka - specifiskajām īpašībām. Saraušanās, saraušanās, ārējās vides iedarbība - šie rādītāji ir raksturīgi tikai koka konstrukcijām. Tāpēc būvniecības laikā tiek izmantota īpaša tehnika, bez kuras izmantošanas viens uz otra sakrauti baļķi nebūs guļbūve (mājas pamats).
Sagatavots baļķis a - kompensācijas griezums, b - mēness rieva
Gareniskās rievas
Guļbūve jāzāģē tā, lai sienās nebūtu spraugu. Tam nepieciešams izgriezt gareniskās rievas.
Rievas platums ir atkarīgs no klimatiskajiem apstākļiem, kādos tiek būvēta dzīvojamā ēka. Ziemas temperatūra, sasniedzot 30 ° zem nulles, nav briesmīga, ja tās platums ir lielāks par 12 centimetriem. Ja sals sasniedz 40 grādu atzīmi un zemāk, rievai jābūt 14 cm platai.
Baļķa apakšā visā garumā tiek nogriezta pusapaļa rieva, ko sauc arī par "mēness". Tā kā baļķis ir uzlikts virsū, lietus un sniega ūdens nevar iekļūt intervences telpā.
Mēness rievas rādiuss ietekmē baļķu piemērotības kvalitāti: tā mazāks izmērs (salīdzinot ar pašu baļķi) ļauj iegūtajā telpā ieklāt izolācijas slāni, kura izvirzītās malas ir jāaizsargā no mitruma. Gadījumā, ja rievas diametrs ir vienāds ar baļķa diametru, starp vainagiem veidojas spraugas. Fakts ir tāds, ka baļķu nevienmērīgas saraušanās rezultātā vainagi nevar novietoties pareizajā vietā, lai savienojums būtu noslēgts. Šādām sienām nepieciešama obligāta izolācija.
Kompensācijas samazinājums
Šī dizaina iezīme pasargā baļķus guļbūvē no plaisu veidošanās, kas parādās mitruma ietekmē. Koksne ir dabisks materiāls, kas ir ļoti jutīgs pret tā ietekmi.
Kompensācijas (vai izkraušanas) griezuma uzdevums ir samazināt plaisu skaitu un dot tām vienu virzienu, kas radušās.
Veikt propil - vienu no visgrūtākajām operācijām - var tikai speciālists ar pieredzi. Tas ir gandrīz juveliera darbs, jo griešana jāveic noteiktā dziļumā (ne vairāk kā 1/3 no diametra) un visā baļķa garumā, nepieskaroties slēdzenēm. Ja tiek pieļauta mazākā kļūda, griezums var kļūt par aukstuma vadītāju mājā.
Secinājums
Nav grūti izvēlēties piemērotu metodi guļbūves izgatavošanai no stieņa vai baļķa, ja ir skaidrs priekšstats par to, kāda māja jums ir nepieciešama - ziemas vai vasaras, liela vai maza. Jebkurā gadījumā, ja viss tiks izdarīts pēc noteikumiem un bez kļūdām, tā būs absolūti unikāla būve, jo koks ir patiesa dabas dāvana!
Koksne ir viens no visizplatītākajiem būvmateriāliem uz zemes, un tas ir gadsimtiem sens. No koka tiek celtas mājas, pirtis, baznīcas, tiek celtas elitāras kotedžas un pagaidu ēkas. Koksnes visuresamība un pieejamība nodrošina šim materiālam palielinātu pievilcību izstrādātāju acīs.
Mūsu portāls jau detalizēti stāstīja, un. Turpinām iesākto rakstu sēriju.
Tātad, no mūsu materiāla jūs uzzināsit:
- Kā veidot siltus un ērtus baļķus.
- Kā aprēķināt nepieciešamo sienas biezumu.
- Kādām funkcijām jums jāpievērš uzmanība, izvēloties rievas platumu.
- Kādi ir griešanas veidi.
- Kādas ir nianses, kas jāzina pirms guļbūves būvniecības uzsākšanas.
Guļbūves sienu biezuma un baļķa diametra aprēķins
Vai koka mājā būs silti, ja baļķu diametrs ir 25, 30, 35 un vairāk cm.Tas ir viens no galvenajiem jautājumiem, kas būtu sev jāuzdod ikvienam attīstītājam, kurš vēlas būvēt māju no nomizota vai noapaļota baļķa. Piekrītiet, ka nav saprātīgi, ja vēlāk izrādās, ka sienu biezums nav pietiekams, lai ērti pārdzīvotu bargo ziemu. Arī mājas siltināšana no ārpuses vai iekšpuses nav risinājums: zudīs visa baļķa estētika. Atliek intensīvi sildīt guļbūvi un palielināt enerģijas izmaksas vai iepriekš aprēķināt pietiekamu sienu biezumu attiecībā pret dzīvesvietas reģionu.
Vienā no mūsu iepriekšējiem rakstiem mēs jau sīki aprakstījām akmens māju. No pirmā acu uzmetiena šķiet, ka guļbūvei ir viegli veikt aprēķinu - jums ir jānoskaidro nepieciešamā sienu normalizētā siltuma pretestība (R) jūsu dzīvesvietas reģionā. Lai to izdarītu, mēs atrodam šos datus internetā. Piemēram, vienkāršotam aprēķinam(Maskavai un Maskavas apgabalam) mēs ņemam R = 3,0 (m² * ° С) / W.
Tagad mums ir jānoskaidro faktiskā siltuma pretestības vērtība sienai, kas izgatavota no noteikta diametra baļķa. Pēc tam varēsim noskaidrot (balstoties uz aprēķinu), vai siltuma pārneses pretestība atbilst standartiem. Lai to izdarītu, izmantojiet šādu formulu:
R = d/λ, kur:
d ir materiāla biezums;
λ - materiāla siltumvadītspējas koeficients W/(m·°C).
Šeit slēpjas pirmā kļūme. Koksnes siltumvadītspējas koeficients (λ) ir parādīts tabulā:

Kā redzat, tajā ir trīs vērtības. Kuru izvēlēties, un ko nozīmē “normāli” un “slapji” apstākļi?

Hermes-sz FORUMHOUSE lietotājs
Materiāla (ieskaitot izolāciju) siltumvadītspējas koeficients lielā mērā ir atkarīgs no tā mitruma. Un materiāla ekspluatācijas mitrums ir atkarīgs no klimatiskās zonas un telpas izmantošanas veida.
Piemēram, priedes un egles siltumvadītspēja (sausā stāvoklī) pāri šķiedrām (siltuma enerģija no koka mājas iziet pāri baļķim ) ir 0,09 W/(m °C). Normālos darbības apstākļos (A) un ekspluatācijas laikā mitrā vietā (B) materiāla siltumvadītspēja palielinās un sasniedz 0,14-0,18 W/(m °C).
Ja materiāls ir piesātināts ar ūdeni, tā siltumvadītspējas koeficients palielinās, un konstrukcijas siltuma pretestība samazinās. Tāpēc, aptuvenam aprēķinamņemsim šādu vērtību: sienu materiāls ir priede, materiāla siltumvadītspējas koeficients (vidējā vērtība normālos ekspluatācijas apstākļos) ir 0,15 W/(m °C).

Visbiežāk materiālu un sildītāju siltumvadītspējas koeficients tiek norādīts sausā stāvoklī, t.i. iegūti no laboratorijas pārbaudēm, kas atšķiras no faktiskajiem darbības apstākļiem. Tas ir jāatceras, veicot neatkarīgu aprēķinu.
Tātad, mēs noskaidrojām koka siltumvadītspējas koeficientu. Atliek izvēlēties sienas biezumu, par kuru vēlaties aprēķināt. Un šeit slēpjas otrais slazds. Baļķi ir sakrauti viens virs otra, t.i. ir rieva. Turklāt atkarībā no baļķa diametra (D), klienta prasībām mainās rievas platums (H) un līdz ar to arī šī mezgla faktiskais platums attiecībā pret baļķa biezumu. Šīs attiecības ir parādītas nākamajā attēlā.

Var redzēt, ka ar vienādu baļķu diametru, atkarībā no baļķu savienojuma vietas konstrukcijas iezīmēm, rievas platums var atšķirties. Tāpēc nav iespējams vienkārši aizstāt izvēlētā baļķa biezumu ar iepriekš minēto formulu. Mums ir vajadzīgs kāds kopsaucējs, ko var izmantot aprēķinos. Lai atrisinātu šo problēmu, mēs izmantosim mūsu portāla lietotāja pieredzi ar segvārdu zaletchik.

zaletchik FORUMHOUSE lietotājs
Gribu dzīvot guļbūves mājā. Gāzes objektā nav, un tas nav gaidāms. Dzīvesvietas reģions - Maskavas apgabals. Tas nozīmē, ka aktuāls ir jautājums par apkures izmaksu samazināšanu. Braucu sildīt māju ar dīzeļdegvielas katlu. Šie ievaddati lika man izpētīt guļbūves termofizikālās īpašības.

Vispirms zaletchik aprēķināti termiskie raksturlielumi, aprēķinot norobežojošās konstrukcijas biezuma vidējo vērtību. Šī pieeja nebija gluži pareiza, jo. siltuma zudumi tika uzskatīti par tieši proporcionāliem sienas biezumam. Prāta vētras un saziņas ar FORUMHOUSE lietotājiem rezultātā, zaletchik izdarīja labāku aprēķinu.

Pareizam guļbūves sienu siltumvadītspējas aprēķinam aprēķināju guļbūves biezumu no kokmateriāliem, kam ir tādas pašas siltumizolācijas īpašības kā guļbūvei no noteikta diametra baļķa (D) .
Atstājot ārpus raksta aprēķinu detaļas, kuras var atrast tēmā, mēs nekavējoties pāriesim pie iegūtajiem koeficientiem, kas mums nepieciešami aprēķinam.
Dažādām ε vērtībām (H/D rievas biezuma attiecība pret baļķa diametru) atbilstošās μ vērtības (Heff*D sijas biezuma attiecība pret baļķa diametru kam ir tādas pašas siltuma pārneses īpašības). Rezultāti ir apkopoti tabulā.
Skaidrības labad apsveriet šādu piemēru. Pieņemsim, ka guļbūves celtniecībā izmantotā baļķa diametrs ir 45 cm, rievas platums ir 23 cm Tātad: ε = 23/45 = 0,5. Tagad tabulā atrodam μ vērtību, kas atbilst saņemtajam skaitlim. Tas ir 0,83. Tālāk mēs atrodam koka sienas biezumu attiecībā pret baļķa diametru, kuriem ir vienādas siltumvadītspējas: 0,83 * 45 = 37,4 cm Pārrēķināt metros - 0,374 m.
R = d/λ, kur:
d ir materiāla biezums;
λ - materiāla siltumvadītspējas koeficients W/(m·°C). Mūsu versijā priedes baļķi ir 0,15 W/(m °C).
R = 0,374/0,15 = 2,49 (m²*°С)/W
Vai arī varat izmantot šo formulu:
R = μD/λ, kur:
μ - koeficients, kas ņemts no iepriekšējās tabulas;
D - baļķa diametrs m;
λ ir koksnes siltumvadītspējas koeficients.
R \u003d 0,83 * 0,45 / 0,15 \u003d 2,49 (m² * ° C) / W

Viens no faktoriem, kas nosaka sienu siltumnoturību, ir baļķa diametrs un koksnes veids.
Iepriekš mēs norādījām, ka Maskavai un Maskavas apgabalam R = 3,0 (m²*°С)/W. Pamatojoties uz iegūto rezultātu, sienām no priedes baļķiem R = 2,49 (m² * ° C) / W. Tie. siena nesasniedz regulēto siltumnoturības vērtību. Jūs varat palielināt baļķa diametru vai izvēlēties citu koksni - ciedra priedi. Šī materiāla siltumvadītspējas koeficients (baļķa diametru un rievas platumu atstāt nemainīgu) ir 0,095-0,10 W/(m °C).
Mēs veicam aprēķinu.
R \u003d 0,83 * 0,45 / 0,10 \u003d 3,74 (m² * ° C) / W
Tas ir, tiek pārsniegta faktiskās siltuma pārneses pretestības norma.
Varat iet citu ceļu un izmantot citu formulu, lai noskaidrotu vajadzīgo baļķa diametru pēc attiecības: rievas platums ir puse no baļķa diametra.
D = Rtp*λ/0,83, kur:
Rtp - regulējama sienas siltuma pretestība;
λ ir koksnes siltumvadītspējas koeficients;
Mēs veicam aprēķinu priedei.
D = 3,0 * 0,15 / 0,83 \u003d 0,54 m.
Izmantojot šo paņēmienu un "spēlējoties" ar dažādām vērtībām - mainot baļķa diametru, rievas platumu, koku - varat veikt neatkarīgu aprēķinu un izvēlēties optimālo guļbūves sienas biezumu.

Mans vecvectēvs un vectēvs bija guļbūvju būvniecības, mežizstrādes un kokapstrādes speciālisti. No tiem uzzināju par nepieciešamo rievas platumu 1/2...2/3 no baļķa diametra.

Tāpat baļķu sienas siltumefektivitāti ietekmē ne tikai rievas platums, bet arī baļķa profils - tā šķērsgriezums: apaļš vai t.s. pusbaļķis, no abām pusēm cirsts - ieroču kariete. Griežot koku, mēs samazinām sienas siltumnoturību, jo. baļķis sienā darbojas ar visu savu sekciju.

Protams, rezultāti šis vienkāršotais aprēķins indikatīvs. Lielākā daļa siltuma zudumu mājā notiek caur logiem, ventilācijas sistēmu, jumtu un pamatiem. Tie. silta koka māja ir līdzsvarota sistēma, kurā visi mezgli strādā ciešā sadarbībā un atbilst viens otram. Nav jēgas izgatavot sienas no baļķiem ar diametru 0,4-0,5 metri un izvēlēties platu rievu, ja māja ir izpūsta caur spraugām, bet stūri sasalst cauri.
Guļbūvju īpašības
Lai izvēlētos labāko variantu guļbūves griešanai un tādējādi padarītu to siltu, jums ir jāsaprot, kādas ir griešanas iespējas un kā tās atšķiras viena no otras. Vispirms jums ir jādefinē tādi jēdzieni kā griešana un vainags.

Griezums ir dažādu guļbūves koka detaļu savienošana viena ar otru.

Pareizi griežot, slodzes tiek vienmērīgi pārdalītas starp apaļkokiem. Lai to izdarītu, visām saskarē esošajām daļām ir cieši jāpieguļ vienai pret otru. Tāpat šajās vietās nevajadzētu uzkrāties mitrumam, kas laika gaitā var izraisīt koksnes sabrukšanu.
Kronis- Šī ir guļbūve, kas sastāv no četriem horizontālā plaknē saliktiem baļķiem. Stūros vainagu savieno iecirtums. Mājas celtniecības procesā vainagi tiek sakrauti viens virs otra - tiek iegūta siena.

Jāatceras, ka vainagu skaits ir atkarīgs no baļķa diametra un rievas platuma, kas ietekmē materiāla patēriņu un līdz ar to arī guļbūves galīgo cenu un siltumietilpības. Piemēram, lai uzbūvētu 3 metrus augstu sienu no baļķa ar diametru 25 cm un 40 cm, būs nepieciešams cits kronu skaits. Būvējot māju no lielāka diametra baļķa, tiek samazināts griezumu, slēdzeņu un iejaukšanās savienojumu skaits. Tie. vietas, kuras pēc tam var tikt izpūstas cauri, kas radīs siltuma zudumus.

Izvēloties baļķi guļbūvei, ir jāpanāk līdzsvars starp baļķa diametru, tā izmaksām (materiāla cenu) un cenu darbam ar šādu baļķi.
Amatniekiem ir fiziski grūtāk strādāt ar liela diametra baļķi. Var būt nepieciešams izmantot arī īpašu aprīkojumu - celtni.
Turklāt, izvēloties nomizotu baļķi kā būvmateriālu, mēs atceramies tādu parametru kā konusveida.
Bēgt- baļķa biezuma atšķirība dibena un augšdaļas diametra attiecībās. Nomizots baļķis, kas nav ticis apstrādāts ar mašīnu, atšķirībā no noapaļotiem baļķiem, nevar būt pilnīgi līdzens. Tās apakšējā daļa (īpaši ar lielu baļķa garumu) vienmēr ir biezāka nekā augšdaļa. Lai siena būtu gluda, būvējot skaldītu māju, amatnieki, klājot vainagus, maina dažāda biezuma baļķus.

Pati griešana parasti ir sadalīta divos veidos:
- Nav atlikumu (ķepā).
- Ar pārējo (bļodā).
Griešana bez pēdām vai tīrā stūrī, ietver maksimālu visa materiāla garuma izmantošanu.

Ar šādu ciršanu tiek iegūts taisns leņķis, kas palielina mājas lietderīgo platību un samazina baļķu patēriņu. Bet, pamatojoties uz praktisko pieredzi, mēs varam teikt, ka šāda veida leņķi ir pakļauti sasalšanai. Lai no tā izvairītos, senos laikos “ķepā” nocirstas mājas stūri tika apšūti ar gaisvadu dēļiem, vai arī māja pēc tam tika apšūta ar ķieģeļiem. Tas novērsa stūru sasalšanu un izpūšanu.

Griešana ar atlikumiem- dārgāks, bet arī siltumefektīvāks variants. Jo baļķu gali izvirzās mājas stūros, šis mezgls ir vairāk pasargāts no pūšanas, lietusgāzēm un sasalšanas.

Atstājot ārpus šī raksta visu dažādo ciršanas veidu daudzveidību, mēs pievērsīsimies trīs galveno ciršanas veidu galvenajām iezīmēm. Šis:
- Krievu cirte;
- Kanādas cirte;
- Norvēģijas cirte.
Mūsu valstī tradicionāli koka mājas tiek būvētas no apaļkokiem. Gar baļķi ir izveidota pusapaļa rieva. Stūra slēdzene tiek izgatavota, iegriežot bļodā “oblo”. Nosaukums cēlies no vārda "tukšs", t.i. raunds. Bļodu var novietot uz augšu vai uz leju.

Ja bļoda atrodas uz leju (sagriežot bļodu krokā), tad šāds savienojums tiek uzskatīts par mitrumizturīgāku, un baļķis ir labāk saglabājies.

Izvēloties šo cirtes veidu, jāņem vērā viena nianse.

Krievu cirtes galvenais trūkums ir tas, ka baļķi gar un pāri šķiedrām izžūst atšķirīgi. Rezultātā baļķi pēc saraušanās guļbūvē nesēž pietiekami cieši.
Samazinoties baļķa diametram, mainās savienojošo bļodu forma. Bļodas atveras un no pusapaļas kļūst ovālas. Parādās plaisas. Rezultātā guļbūve atkal ir jāblīvē. Turklāt atvērtā izolācija ir pakļauta nelabvēlīgām atmosfēras parādībām. Tas ir piesātināts ar ūdeni, un baļķi var sākt pūt.

Šim trūkumam nav somu valodā izgatavotas guļbūves. Princips ir tāds pats kā krievu salonā, izņemot to, ka šajā versijā intervences rieva ir izgatavota ar mazāku rādiusu (ovālu). Tādējādi augšējais baļķis balstās uz apakšējo baļķi tikai malās (pazemināts).

Rezultātā, baļķiem saraujoties, intervences rievas malas neatveras, baļķi cieši sēž, nav plaisu, izolāciju neietekmē vējš un lietus.
Kokzāģētavu ražošanas ekonomiskā efektivitāte lielā mērā ir atkarīga no izejvielu izmantošanas pakāpes. Ražošanā izmantotās iekārtas, racionāla baļķu zāģēšana pēc optimālām piegādēm, kompetenta ciršanas plānošana nosaka efektīvu resursu izmantošanu un attiecīgi augstu produkcijas kvalitāti.
Galvenās zāģmateriālu griešanas shēmas
Baļķu griešanas metodes un shēmas ir tieši atkarīgas no prasībām attiecībā uz saražoto produktu kvalitāti un izmēriem, izejvielu īpašībām un izmantotā aprīkojuma veidu.
Galvenās baļķu zāģēšanas metodes
a - vālīte; b - ar stieni; b '- ar divu stieņu saņemšanu; b "- stienīši; in - sektors; in '- sektora zāģēšana radiālos dēļos; in "- uz tangenciālajiem dēļiem; g - segments; g '- sadalīšanas segments; g "- sijas segments; d - apļveida; 1 - neapmales dēļi; 2 - apmales dēļi; 3 - sliede; 4- stieņi; 5 - baļķu daļas sektoru veidā; 6 - baļķu daļas segmentu veidā; 7 - vienpusēji apmales dēļi
baļķu griešana vāvuļot sastāv no tā sadalīšanas pa paralēlām plaknēm ar vienu vai vairākiem griezējinstrumentiem. Šī shēma ļauj iegūt neapmalotus dēļus ar atšķirīgu slāņu izvietojumu attiecībā pret ikgadējiem slāņiem. Metode ir racionāla, zāģējot baļķus ar diametru līdz 18 cm un zāģbaļķiem ar stumbra izliekumu (visbiežāk izmanto bērza izejvielu zāģēšanas gadījumos, kuriem 70% gadījumu ir vienkāršs vai sarežģīts izliekums).
Neapmales dēļi, kas iegūti pēc griešanas pēc nejaušības principa, tiek apstrādāti šķautnēs vai nodoti griešanai sagatavēs neapmalotā veidā.
Gadījumā, ja dominējošajam gatavās produkcijas daudzumam jābūt noteiktiem šķērsgriezuma izmēriem, tiek izmantota griešanas metode. ar bāru. Šo shēmu izmanto arī liela diametra baļķu griešanai vispārējas nozīmes zāģmateriālu ražošanā.
Zāģēšana ar stieni tiek veikta ar daudzzāģu aprīkojumu divos piegājienos. Tajā pašā laikā pirmajā posmā no apaļkoka tiek iegūti stieņi, kuru biezums ir vienāds ar vajadzīgā dēļa platumu. Pēc tam šie stieņi tiek sadalīti vajadzīgā biezuma dēļos.
Tos izmanto liela izmēra grēdu griešanai segments un sektors metodes. Jāņem vērā, ka šīs shēmas ir specifiskas un tiek izmantotas īpašos ražošanas veidos tangenciālo un radiālo zāģmateriālu ražošanai.
Tiek veikta lielu baļķu un baļķu ar iekšējo puvi individuāla griešana apļveida veidā.
Apaļkoku apstrāde ar frēzēšanu
Zāģēto izejvielu sekcijas veidošana ar frēzēšanu tiek veikta, apvienojot šo metodi ar zāģēšanu. Šajā gadījumā tiek izmantotas trīs galvenās griešanas shēmas:
- abpusēja stara iegūšana pirmajā mezglā;
- neapmalotu dēļu un divu malu kokmateriālu iegūšana uz galvas mašīnas;
- profilētas sijas iegūšana ar izmēriem, kas atbilst šķautņu zāģmateriālu šķērsgriezuma izmēriem ar dēļu izstrādi uz vienas iekārtas.
Divšķautņu kokmateriāli ir pusfabrikāts tālākai šķautņu zāģmateriālu ražošanai, sadalot kokmateriālus dēļos.

Galvenās baļķu griešanas metodes ar frēzēšanu
a - divu šķautņu sijas iegūšana uz galvas mašīnas; b - divu šķautņu sijas un neapmalotu dēļu iegūšana; c - profila stieņa iegūšana; g - zāģmateriālu iegūšana ar garām malām; e - dažāda garuma malu zāģmateriālu iegūšana; e - dažāda garuma un platuma malu zāģmateriālu iegūšana; 1 - zāģmateriālu zona; 2 - zāģmateriāli ar malām; 3 - cirtaini kokmateriāli; 4 - divu malu kokmateriāli; 5 - neapstrādāti zāģmateriāli
Iestatījuma koncepcija apaļkoksnes zāģēšanai
Komplekts ir zāģu, fiksatoru un starpzāģu starpliku, kas uzstādīts zāģa rāmī, lai iegūtu zāģmateriālus ar noteiktiem biezuma parametriem.
Citiem vārdiem sakot, piegāde ir plāns-shēma vienādas kvalitātes un izmēra kokzāģētavas izejvielu (baļķu) sagriešanai noteiktu parametru un kvalitātes izstrādājumos.
Zāģējot vālītē, iestatījums tiek realizēts ar digitālo sēriju, kas parāda zāģēto dēļu biezumu milimetros:
19-19-32-32-19-19.
Šī skaitļu rinda nozīmē, ka no baļķa centrālās daļas tiek izgriezti divi dēļi 32 mm biezumā, bet no sānu daļām - četri dēļi 19 mm biezumā.
Sadalot, piemēram, ar stieni, iestatījums tiek rakstīts divās skaitļu rindās baļķa zāģēšanai (pirmā piegājiens) un sijas zāģēšanai (otrais piegājiens):
19-19-150-19-19 (pirmā piespēle);
19-32-40-40-32-19 (otrā kārta).
Tāpat kā iepriekšējā piemērā, šie skaitļi nozīmē, ka uz pirmās rindas galvas mašīnas, uz kuras tiek zāģēts baļķis, tiek iegūta viena sija 150 mm biezumā un attiecīgi četri neapmaloti dēļi pa 19 mm katrs (divi uz katrā pusē), un otrās rindas mašīnā iegūtos kokmateriālus sazāģē dēļos ar biezumu 40, 32 un 19 mm.
Zāģējot baļķus ar vienzāģa mašīnām, iestatījums nosaka griešanas secību.
Piegāžu noformēšana
Komplekta sagatavošana pēc būtības nozīmē dēļu optimālo izmēru un proporciju noteikšanu biezuma ziņā, nodrošinot baļķa šķērsgriezuma diametra racionālu izmantošanu.
Pamatnoteikumi piegādes sastādīšanai:
- postavy jābūt simetriskam;
- vienā komplektā nedrīkst būt dēļi, kuru biezums atšķiras mazāk par 5 mm;
- sāciet sastādīt komplektu ar šķērsgriezuma ziņā lielāko zāģmateriālu;
- dēļu biezuma izmēriem jāsamazinās no baļķa ass uz perifēriju;
- neparedzēt izzāģēt vairāk par diviem plāniem (16, 19 mm) dēļiem komplekta malā, griežot izejmateriālus uz kokzāģētavas rāmjiem;
- izvēlēties kokmateriālu augstumu pirmajā piegājienā atbilstoši vadošo dēļu platumam specifikācijā atbilstoši dēļu biezumu izmēriem;
- kokmateriālu seja, sazāģēta otrajā piegājienā, sazāģēta vienāda biezuma dēļos;
- apkopojot zāģmateriālu piegādes, nenorādot specifikācijas, izmantot tabulas vai grafiskās metodes;
- zāģējot ar metodi ar stieni, nosaka stieņa biezumu no baļķa augšējā diametra attiecības (0,06-0,08) - d;
- iestatījums nedrīkst pārsniegt baļķa diametra maksimālā pārklājuma vērtību;
- noteikt mazākos centrālo dēļu biezumus saskaņā ar šo tabulu:

Uzdevumu noformēšanas grafiskā metode
Ir iespējams sastādīt racionālu piegādi saskaņā ar GOST, nenorādot konkrētus šķērsgriezuma izmērus (bez uzdevumiem specifikāciju veidā) - izmantojot īpašus grafikus.

Piemērs zāģmateriālu ierobežojošo biezumu grafika izmantošanai saskaņā ar P.P. Aksenovs
Lai noteiktu ierobežojošos biezumus uz abscisu ass, tiek uzzīmēts attālums no komplekta ass līdz vajadzīgā dēļa komplekta virsmas iekšējai daļai. Pēc tam tiek novilkta vertikāla līnija, līdz tā krustojas ar slīpu līniju, kas atbilst noteiktam diametram, un iegūtais krustošanās punkts tiek noņemts uz koordinātu asi.

Optimālā zāģmateriālu biezuma grafiks saskaņā ar G.G. Titkovs
Lai iegūtu lielu zāģmateriālu procentuālo daudzumu no apaļajiem baļķiem, tiek izmantotas vairākas dažādas tehnoloģijas, tostarp noteikti darbību cikli. Apaļkoksnes zāģēšanas laiks un procesa darbietilpība mainās atkarībā no izvēlētās apstrādes metodes, darba vietas, sezonas. Tātad daži uzņēmumi mežizstrādes vietas tuvumā būvē izejvielu pirmapstrādes veikalus un ietaupa uz to.
Tiek apstrādāti ne tikai stumbri, bet arī lieli zari. Apaļkoku šķiro pēc izmēra un mizas. Šķirošanu neizgājušie stumbri turpmāk tiek izmantoti rupjiem darbiem (sastatņu izgatavošana u.c.). Pieņemot izejvielas no piegādātāja, tiek pārbaudīta ne tikai kubatūra, bet arī bojājumu, puves, mezglu klātbūtne - šādi materiāli neatbilst tehniskajām specifikācijām. Koka trūkumi samazina gatavās produkcijas procentuālo daudzumu izejā, un mezgli var sabojāt aprīkojumu.
Pirms zāģēšanas stumbrus bieži nomizo (mizas noņemšana ar speciālu mašīnu) - šis process nav obligāts, taču uzskatāms par ekonomisku:
- tā kā mizā nav iestrēgušu oļu un smilšu, zāģis tiek pasargāts no priekšlaicīgas nodiluma;
- uzlabo skaidu materiāla kvalitāti;
- daži uzņēmumi nepieņem pārstrādei plātnes no nemizotiem baļķiem;
- tiek samazināta rezultātu kļūda, šķirojot mežu ar elektronikas palīdzību.

Koka griešanas veidi

Pirmkārt, jums ir jāizlemj par griezuma veidu - tie ir vairāki. Tangenciāls - griezums iet tangenciāli augšanas gredzeniem, virsma iegūta ar rakstiem gredzenu, arku veidā. Šādi iegūti dēļi ir lētāki, taču tiem ir augsts saraušanās un uzbriestības procents.
Radiāls - griezums pa rādiusu, perpendikulāri gada gredzeniem, raksts ir viendabīgs, dēļa izlaide ir maza, bet tā ir kvalitatīva un lielāka izturība.
Rustic - veikts jebkurā leņķī, ir redzami defekti, mezgli, aplievas utt.
Griešanas metodes
Katram konkrētam gadījumam tiek izvēlēta griešanas metode.
Vrazval - visekonomiskākais, gandrīz bez atkritumiem, liels gatavās koksnes procents. Izvade ir neapstrādāti dēļi un divas plātnes.
Ar stieni - vispirms viņi iegūst divu šķautņu stieni, neapstrādātus dēļus, divas plāksnes. Pēc tam baļķi sazāģē perpendikulāri zāģim, kas sagriež šķautņos dēļos, iegūst divus neapmalotus dēļus un divas plātnes gar malām.

Sektors - vispirms baļķis tiek sazāģēts 4-8 sektoros, un pēc tam katrs no tiem radiālos vai tangenciālos materiālos. Dažkārt centrā tiek sazāģēti vairāki neapmaloti dēļi.
Split-segment - ar šādu griezumu stumbra centrā tiek sagriezti divi vai vairāki neapmaloti dēļi, bet no sāniem no segmentiem tiek izzāģēti šķautnes vienpusēji dēļi.
Beam-segment - līdzīgi kā break-segment, tikai baļķa vidū tiek iezāģēta divu šķautņu sija, kas pēc tam tiek sazāģēta šķautņos dēļos. Zāģmateriālu raža ir augsta.
Apļveida - pēc viena vai vairāku neapmalotu dēļu nozāģēšanas baļķis apgriežas par 90 0 un tiek nozāģēti nākamie dēļi. Šo metodi izmanto, ja lielu baļķi centrā ietekmē sirds puve. Ar tās palīdzību veselīga koksne tiek atdalīta no nekvalitatīvas koksnes.
Agregāts - izmantojot frēzēšanas instrumentus un ripzāģus, kopā ar kvalitatīvu zāģmateriālu izejā tiek iegūtas tehnoloģiskās skaidas (plātņu un līstes vietā). Šāda sarežģīta meža apstrāde ļauj racionāli izmantot izejvielas un darbaspēka izmaksas. Izrādās gatavo zāģmateriālu ražošana bez atkritumiem.
Nepieciešamais instruments

Instrumentu izvēle ir atkarīga no plānotās gatavās produkcijas daudzuma, tā kvalitātes un izstrādājumu izmēra. Visbiežāk griešana tiek veikta ar ripzāģi. Atsevišķos ražošanas posmos ir nepieciešams izmantot īpašas mašīnas.
Ripzāģis veic precīzus griezumus jebkurā virzienā, lieliski tiek galā ar jebkura izmēra baļķi, piemērots profesionālai un mājas lietošanai.
To izmanto mājas lietošanai, ja nepieciešams sagatavot nelielu daudzumu zāģmateriālu. Ar motorzāģi ir vieglāk paveikt grūtākus darbus nekā pirkt dārgu aprīkojumu. Tam būs nepieciešams tikai īpašs uzgalis, fiksators stumbram un griešanas vadotnes.
Mizas noņemšanas mašīnas. Tie ir diezgan dārgi, taču, regulāri lietojot uzņēmumā, kur tiek veikts liels darba apjoms, tie ātri atmaksājas. Tos izmantot nav nepieciešams, bet tas ir vēlams, jo to darot, var iegūt virkni ekonomisku priekšrocību un ērtības ražošanas procesā.
Un jums būs arī nepieciešams:
- Disku mašīna - neapmaloto materiālu iegūšanai no meža pie izejas.
- Lentzāģētavā tiek ražoti augstas kvalitātes zāģmateriāli un zems atkritumu procentuālais daudzums.
- Karkasa kokzāģētava - nav nepieciešams pamats un var uzstādīt tieši mežizstrādes vietās.
- Universālās iekārtas spēj ražot augstas kvalitātes materiālu pat no zemas kvalitātes koksnes.




Lai iegūtu īpaši precīzus un kvalitatīvus produktus, uzņēmumos ar masveida ražošanu tiek uzstādīti veseli modernu iekārtu kompleksi un tiek veikta jebkuras sarežģītības kokmateriālu izciršana.
Zāģēšanas tehnoloģiskā karte
Lai aprēķinātu optimālo procentuālo daļu gatavu zāģmateriālu iegūšanai no baļķa, tiek sastādīta meža zāģēšanas karte. Šos aprēķinus var veikt neatkarīgi vai izmantojot īpašu datorprogrammu. Šādu informāciju joprojām var iegūt parastajā direktorijā, kurā ir informācija par zāģēšanu.
Griešanas karte ļauj noteikt, cik gatavās produkcijas būs izlaidumā, cik procentu atkritumu tiks pārstrādāti. Pamatojoties uz šiem datiem, jūs varat noteikt galīgās ražošanas izmaksas. Rezultāts lielā mērā var būt atkarīgs no meža veida. Ir daži pasākumi, lai palielinātu zāģmateriālu ražu.
Zāģmateriālu izlaides procentuālā daļa ir lietošanai gatava, izmantojama koksne. Atkritumi - izejvielas MDF, skaidu plātņu, kokšķiedru plātņu ražošanai. Šie apjomi būs atkarīgi no koka diametra, ražoto masīvkoka izstrādājumu veidiem un zāģēšanas iespējas.
Apaļo kokmateriālu procentuālais daudzums
Precīzs katra koka kubikmetra uzskaite, dārga dabīgā izejviela, ir svarīga katrā kokapstrādes uzņēmumā. Apaļkoksnes kubikmetri tiek aprēķināti vairākos veidos.

Pēc transporta apjoma. Katram transporta veidam tiek aprēķināta un noteikta sava meža kubatūra. Piemēram, vagonā ir 70,5 kubikmetri apaļkoku. Tad trijos vagonos tas būs 22,5 kubikmetri. Šī skaitīšanas metode paātrina izejvielu pieņemšanu, īpaši svarīgi tas ir ar lielu ienākošo kravu daudzumu. Bet tajā pašā laikā šādā veidā aprēķinu rezultātos ir liela kļūda.
Aprēķins viena stumbra tilpumam. Ja visa mežizstrāde sastāv no vienāda izmēra kokmateriāliem, tad, saskaitot viena tilpumu, jūs varat tos visus saskaitīt un reizināt ar viena kubatūru. Šī metode ir precīzāka, taču preču saņemšanai nepieciešams daudz laika un piesaistīt vairāk darbinieku.
Automatizētas sistēmas ar mērierīcēm. Šie mērījumi nodrošina lielāku precizitātes procentuālo daļu nekā tie, ko veic cilvēki. Kad baļķi iziet cauri mērīšanas rāmim, tiek ņemti vērā visi stumbra sabiezējumi un izliekumi un pat mezgli. Šajā gadījumā jūs varat nekavējoties kārtot stumbrus.
Aprēķina metode, reizinot tilpumu ar koeficientu. Kaudzītes augstums, platums, garums tiek mērīts un reizināts ar koeficientu. Šis aprēķins ir ātrs, bet ar zemu precizitātes procentu. To lieto, ja steidzami jānosaka kubikmetru skaits.

Galīgās ražas procentuālā atkarība no zāģēšanas tehnoloģijas
Lai palielinātu gatavās zāģmateriālu ražu, ir nepieciešams optimizēt pašu zāģēšanas procesu. Tas jo īpaši attiecas uz darbu ar sagatavēm, kurām ir izliekums, bojājumi vai citi trūkumi:

- Pirmkārt, jums ir jāizvēlas un jāievieš ražošanā tikai augstas kvalitātes koksne.
- Pēc tam atlasiet stumbrus ar bojājumiem galos (puves, plaisas) un apgrieziet šīs vietas.
- Ar stumbra daļu ar sapuvušu serdi tas ir jānoņem un atlikušo koksni sagriež zāģmateriālos. Tie būs īsāki, bet kvalitatīvāki.
- Un arī augstas kvalitātes dēļa iegūšanai ir piemērota apļveida griešanas metode.
- Lielāks ražas procents, zāģējot kokmateriālus ar lielu diametru.
Izlaide ir atkarīga arī no baļķa kvalitātes, koksnes veida, izmantotā aprīkojuma. Jauns augstas kvalitātes, labi noregulēts aprīkojums ļauj apstrādāt stumbrus gandrīz bez zaudējumiem.
Meža ciršanas efektivitāti var palielināt, ja iepriekš tiek veikti īpaši pasākumi. Lai to izdarītu, jums ir jāveic precīzi aprēķini, izmantojot digitālās programmas. Ja tas tiek darīts manuāli, laulības procentuālais daudzums izlaidē būs lielāks. Iepriekš jāņem vērā, ka procentuāli lielāks zāģmateriālu daudzums tiek iegūts no skujkoku mežiem. Jo viņu stumbri ir vienmērīgi, lieli, mazāk pakļauti pūšanai un tāpēc gandrīz bez laulībām. No lapkoku bieži tiek izmests liels apjoms.
Racionālai koksnes izmantošanai labāk ņemt īsus baļķus. Bet vietējā ražošanā zāģēšanai parasti tiek ņemti stumbri, kuru garums ir 4 m vai vairāk. To izliekuma dēļ izlaide ir liela laulības procentuālā daļa.
Mēs arī iesakām
 Komutācijas barošanas avots: remonts un uzlabošana
Komutācijas barošanas avots: remonts un uzlabošana
 Gaismas tālvadības pults
Gaismas tālvadības pults
 Peldēšanas nodarbības pirmsskolas vecuma bērniem
Peldēšanas nodarbības pirmsskolas vecuma bērniem
 Piezīmes meistaram - mājas sadzīves signalizācija
Piezīmes meistaram - mājas sadzīves signalizācija
 Pulksteņa propelleris uz Atmega8
Pulksteņa propelleris uz Atmega8
 Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas
Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas