Metāla virpošana – viss par virpošanas tehnoloģiju. Virpošana un tās vēsture
Lai izmantotu prezentāciju priekšskatījumu, izveidojiet Google kontu (kontu) un pierakstieties: https://accounts.google.com
Slaidu paraksti:
Priekšskatījums:
pagriežot biznesu
Ievads
Virpotāja profesija ir visizplatītākā mašīnbūvē. Virpošana ir detaļu izgatavošanas veids ar griešanu, ko veic uz virpām, mijiedarbojoties ar rotējošu sagatavi un pakāpeniski kustīgu griezējinstrumentu. Tāpēc virpotāja darba produkts ir detaļas, kurām ir apgriezienu korpusu forma: cilindri, konusi, detaļas ar sarežģītas formas virsmām, detaļas ar caurumiem, rievām, iekšējām un ārējām vītnēm. Detaļas var būt neliela izmēra – no dažiem milimetriem līdz milzīgām, vairākas tonnas smagām.
Virpas ir pielāgotas dažādām detaļām un operācijām. Attiecīgi virpotāja profesijā tiek izdalītas specialitāšu grupas:virpotājs-urbējs, apgriezējs, torņa virpotājs, atpakaļgriezējs, virpotājs, automātiskais virpotājs un utt. Universāls virpotājsdarbojas uz universālas skrūvējamas virpas, kas ļauj veikt visa veida virpošanu. Parasti tas ir vispieredzējušākais strādnieks, kurš ražo unikālus produktus. Papildus mašīnai virpotājs izmanto dažādus instrumentus: griešanas - griezējus, presformas, krānus, urbjus, vadības un mērīšanas - suportus, mikrometrus, mērinstrumentus utt .; armatūra griezēja un sagataves stiprināšanai.
Profesijas "evolūcija".
Virpas tika izgudrotas un izmantotas senos laikos. Viņiem bija ļoti vienkāršs dizains, ne pārāk ideāls darbs, un sākumā tiem bija manuāla un vēlāk kāju piedziņa. Mašīna sastāvēja no diviem izveidotiem centriem, starp kuriem tika nostiprināta sagatave, kas izgatavota no koka, kaula vai raga. Vergs vai māceklis pagrieza apstrādājamo priekšmetu vienu vai vairākus apgriezienus vienā virzienā, tad otrā. Meistars turēja kaltu rokās un, iespiežot to iekšā īstā vieta pie sagataves, noņēma skaidas, piešķirot sagatavei vēlamo formu.Šīs virpas galvenokārt izmantoja apstrādei koka izstrādājumi. Nepieciešamība pēc mehāniskās apstrādes paātrināja virpu attīstību, lai gan šī attīstība bija ļoti lēna. Virpu izstrādes prioritāte pieder krievu tehniķiem.
Andrejs Konstantinovičs Nartovs dzimis Maskavā 1693. gada 28. martā. Viņš bija viens no izgudrotāju tīrradņiem, kurus pamanīja un uz plašā ceļa atveda Pēteris I. Savas ne pārāk garās dzīves laikā viņš izgudroja un uzbūvēja vairāk nekā trīsdesmit darbgaldus. no viņa paša atšķirīgs profils kam pasaulē nebija līdzvērtīgu. 17. gadsimtā parādījās virpas, kurās apstrādājamo priekšmetu kustībā vairs nelika virpotāja muskuļu spēks, bet gan ar ūdensrata palīdzību, bet griezējs, tāpat kā iepriekš, tika turēts virpotāja rokā. . 18. gadsimta sākumā virpas arvien vairāk izmantoja metālu, nevis koka griešanai, un tāpēc ļoti aktuāla ir problēma ar griezēja stingru nostiprināšanu un pārvietošanu pa apstrādājamā galda virsmu. Un pirmo reizi pašgājēja suporta problēma tika veiksmīgi atrisināta kopēšanas mašīna A.K. Nartovs 1712. gadā. Līdz 19. gadsimta beigām tika ražota elektriskā virpa, kas tika ņemta par mūsdienu iekārtu pamatu. ...
Profesija šodien
Mūsdienās modernās automatizētās virpas atvieglo virpotāja darbu. Tērnerssāk darbu ar uzdevuma saņemšanu, rasējuma lasīšanu, aprēķiniem. Viņš izvēlas instrumentu, uzliek sagatavi uz mašīnas, iestata iekārtu izvēlētajā griešanas režīmā un veic apstrādi. Gatavā daļa tiek pārbaudīta attiecībā uz izmēriem un virsmas tīrību. Mašīnai ir manuālais un automātiskais režīms. Pirmajā gadījumā virpotājs, vadot griezējinstrumentu, prasa precīzi saskaņotas rokas kustības.. Šī profesija prasa maksimālu uzmanību, lielu spēku un arī aizņem daudz laika.. Tērners uzstājas virpas dažādu virsmu, gala plakņu apstrādes un urbšanas darbības, kā arī vītņu griešana, urbšana, iegremdēšana, kalibrēšana, izmantojot metālu un citus materiālus kā sagataves. Nosaka vai precizē griešanas ātrumu un dziļumu, izvēlas griezējinstrumentu, ņemot vērā materiāla īpašības un griezēja konfigurāciju, fiksē (iestata) un regulē apstrādes procesu. Nodrošina detaļas atbilstību zīmējumā norādītajiem izmēriem, norādītajai tīrībai un precizitātei.
Mūsdienu rūpniecību nav iespējams iedomāties bez metālapstrādes iekārtām. Virpas tiek izmantotas dažādām virpošanas operācijām: detaļu virsmu apstrādei un virpošanai, zobu griešanai, urbumu slīpēšanai un urbšanai. Viņi projektē un ražo plašu universālo virpu klāstu dažādās konfigurācijās, lai apmierinātu visas ražošanas un apstrādes vajadzības. Viņu piedāvātās metālapstrādes un metāla griešanas iekārtas atbilst visām mūsdienu drošības prasībām, saglabā lietošanas ērtumu un izceļas ar progresīviem risinājumiem dizainā un izkārtojumā.
Skrūvju griešanas virpas ir unikāla metāla griešanas iekārtu klase; tos izmanto pagriešanai un skrūvju griešanas darbi melnajiem un krāsainajiem metāliem. Skrūvju griešanas virpas izmanto vārpstu, uzmavu, asu un citu detaļu griešanai. Metāla griešanas iekārtasŠis veids ir ideāli piemērots neliela apjoma un vienreizējai ražošanai. Skrūvju griešanas virpas no SVSZ ir viegli lietojamas, ļoti efektīvas un nerada lielu troksni.
Nav moderns uzņēmums metālapstrāde neiztiks bez universālajām CNC virpām. CNC virpas ir datorizēta metāla griešanas mašīnu sistēma, kas var pilnībā kontrolēt detaļu ražošanas procesu. Šī klase darbgaldi novērš kļūdu iespējamību un samazina cilvēka piepūli procesā. CNC virpas var darboties automātiskos un pusautomātiskos ciklos, pagriežot detaļas.
Mazu partiju ražošanai rūpniecības uzņēmumi un individuālajās darbnīcās visbiežāk izmanto SAMAT skrūvējamās virpas. SAMAT universālajām virpām ir augsta precizitātes klase saskaņā ar GOST 8-77, tās var veikt visa veida virpošanas darbības, ieskaitot iespēju griezt dažāda veida pavedieni. Skrūvju griešanas virpu sērijas jaunums - SAMAT 400 S / S - veic īpaši precīzas tehnoloģiskās darbības, izmantojot tradicionālos, kā arī nodilumizturīgos kompozītmateriālu griezējinstrumentus.
Universālā virpa "Vector 400SC" ar adaptīvo vadības sistēmu neprasa īpašas programmēšanas prasmes, ir ērti lietojama un dod iespēju strādāt ar mikrocikliem plašā diapazonā bez mehāniskiem iestatījumiem.
Atšķirībā no parastajām virpām, virpošanas apstrādes centri ir daudzfunkcionāli un tiek izmantoti lielie uzņēmumi detaļu masveida ražošanai. Šī augsto tehnoloģiju metālapstrādes iekārta ir paredzēta dinamiskai augstas veiktspējas sarežģītu detaļu apstrādei no Būvmateriāli. Augstas precizitātes virpošanas apstrādes centrs tiek izmantots, lai mainītu griezējinstrumenta pozīciju uz universālajām CNC virpām. CJSC SVSZ virpošanas apstrādes centrs izceļas ar ātrgaitas griešanu, precizitāti un uzticamību.
divdesmit pirmais gadsimts - gadsimts augstās tehnoloģijas. Līdz ar mākslīgā intelekta izveidi virpas ir sasniegušas jaunu attīstības līmeni, pateicoties programmatūras ieviešanai iekārtā, ir pieaugusi produktu kvalitāte un produktivitāte.
Visizplatītākās metodes detaļu ar noteiktiem ģeometriskiem parametriem izgatavošanai ietver metāla virpošanu. Šīs tehnikas būtība, kas arī ļauj iegūt virsmu ar nepieciešamo raupjumu, ir tāda, ka no sagataves tiek noņemts liekais metāla slānis.
Virpošanas principi
Metāla virpošanas tehnoloģija paredz speciālu mašīnu un griezējinstrumentu (griezēju, urbju, rīvmetēju u.c.) izmantošanu, caur kurām no detaļas tiek noņemts vajadzīgā izmēra metāla slānis. To veic, apvienojot divas kustības: galvenā (patronā vai priekšējā plāksnē fiksētā sagataves rotācija) un padeves kustība, ko veic instruments, apstrādājot detaļas līdz norādītajiem to izmēra, formas un virsmas kvalitātes parametriem.
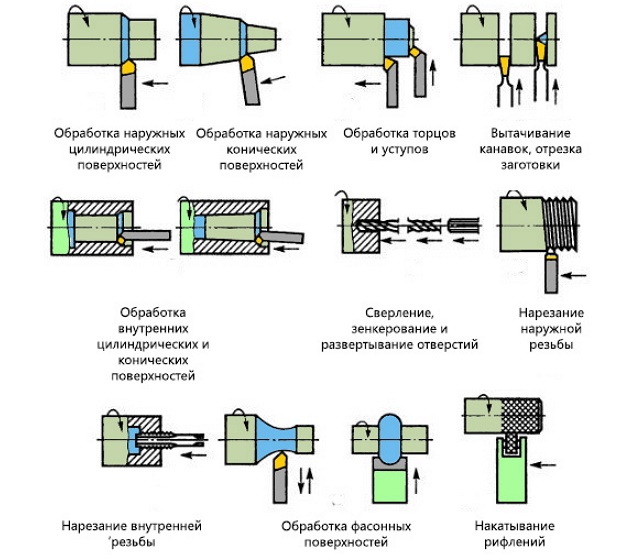
Sakarā ar to, ka ir daudz šo kustību apvienošanas metožu, tie strādā ar dažādu konfigurāciju daļām uz virpošanas iekārtām, kā arī veic visu citu sarakstu. tehnoloģiskās operācijas, kas ietver:
- dažāda veida diegu griešana;
- urbumu urbšana, to urbšana, izvietošana, iegremdēšana;
- apstrādājamās detaļas daļas nogriešana;
- dažādu konfigurāciju virpošanas rievas uz izstrādājuma virsmas.
Pateicoties tik plašai funkcionalitātei virpošanas iekārtas ar to jūs varat darīt daudz. Piemēram, ar tās palīdzību tiek apstrādāti tādi produkti kā:
- rieksti;
- dažādu konfigurāciju vārpstas;
- bukses;
- skriemeļi;
- gredzeni;
- sakabes;
- zobratu riteņi.
Protams, pagriešana ietver iegūšanu gatavais produkts kas atbilst noteiktiem kvalitātes standartiem. Kvalitāte šajā gadījumā nozīmē atbilstību prasībām attiecībā uz detaļu ģeometriskajiem izmēriem un formu, kā arī virsmas raupjuma pakāpi un to relatīvā stāvokļa precizitāti.
Lai nodrošinātu apstrādes kvalitātes kontroli, netiek izmantoti mērinstrumenti: uzņēmumos, kas ražo produkciju lielās partijās, limita mērinstrumenti; vienreizējās un mazapjoma ražošanas apstākļiem - suporti, mikrometri, iekšskaitītāji un citas mērierīces.

Pirmā lieta, kas jāņem vērā, mācoties pagriežot biznesu, ir metālapstrādes tehnoloģija un princips, pēc kura tā tiek veikta. Šis princips sastāv no tā, ka instruments, iegriežot savu griešanas malu izstrādājuma virsmā, to saspiež. Lai noņemtu metāla slāni, kas atbilst šādas padeves vērtībai, instrumentam jāpārvar saķeres spēki sagataves metālā. Šīs mijiedarbības rezultātā noņemtais metāla slānis veidojas skaidās. Ir šādi metāla skaidu veidi.
Apvienots
Šāda mikroshēma veidojas, kad lieli ātrumi apstrādātas sagataves no vieglā tērauda, vara, alvas, svina un to sakausējumiem, polimērmateriāliem.
elementārs
Šādas skaidas veidojas, apstrādājot sagataves no zemas viskozitātes un cietiem materiāliem ar mazu ātrumu.
Šķembu lūzums
Šāda veida skaidas tiek iegūtas, apstrādājot sagataves no materiāla, kam raksturīga zema elastība.
pakāpās
Šādu šķembu veidošanās ir raksturīga vidēja ātruma apstrādei sagatavēm, kas izgatavotas no vidēji cieta tērauda, detaļām no alumīnija sakausējumiem.

Virpas griezējinstruments
Efektivitāti, kas atšķir darbu pie virpas, nosaka vairāki parametri: griešanas dziļums un ātrums, gareniskās padeves lielums. Lai detaļas apstrāde būtu kvalitatīva, ir jāorganizē šādi nosacījumi:
- liels sagataves griešanās ātrums, fiksēts patronā vai priekšējā plāksnē;
- instrumenta stabilitāte un pietiekama tā ietekmes pakāpe uz detaļu;
- maksimālais iespējamais metāla slānis, kas noņemts vienā instrumenta piegājienā;
- visu mašīnas komponentu augsta stabilitāte un uzturēšana darba kārtībā.
Griešanas ātrumu izvēlas, pamatojoties uz materiāla, no kura izgatavota sagatave, īpašībām, izmantotā griezēja veidu un kvalitāti. Atbilstoši izvēlētajam griešanas ātrumam tiek izvēlēts vārpstas ātrums mašīnai, kas aprīkota ar virpas patronu vai priekšējo plāksni.
Ar palīdzību dažādi veidi griezēji var būt raupji vai apdares veidi virpošanas operācijas, un instrumenta izvēli galvenokārt ietekmē apstrādes veids. Mainot instrumenta griešanas daļas ģeometriskos parametrus, iespējams kontrolēt noņemamā metāla slāņa daudzumu. Izšķir labos priekšzobi, kas, apstrādājot daļu, virzās no astes uz priekšu, un kreisie, virzoties attiecīgi pretējā virzienā.

Saskaņā ar asmens formu un atrašanās vietu priekšzobi tiek klasificēti šādi:
- instrumenti ar novilktu darba daļu, kuras platums ir mazāks par to stiprinājuma daļas platumu;
- taisni;
- liekts.
Priekšzobi atšķiras atkarībā no lietošanas mērķa:
- vērtēšana (griešanās asij perpendikulāru virsmu apstrāde);
- caurbraukšana (plakanu gala virsmu pagriešana);
- rievošana (rievu veidošana);
- veidota (iegūstot daļu ar noteiktu profilu);
- urbšana (urbumi sagatavē);
- vītņoti (jebkura veida griešanas diegi);
- griešana (nogriezta noteikta garuma daļas).
Uz virpas veiktās apstrādes kvalitāte, precizitāte un produktivitāte ir atkarīga ne tikai no pareizā izvēle instruments, bet arī tā ģeometriskie parametri. Tieši tāpēc nodarbībās spec izglītības iestādēm, kur mācās topošie virpošanas speciālisti, liela uzmanība tiek pievērsta griezējinstrumenta ģeometrijai.

Jebkuras griezēja galvenie ģeometriskie parametri ir leņķi starp tā griešanas malām un virzienu, kurā tiek veikta padeve. Šos griezējinstrumentu leņķus sauc par svina leņķiem. Starp tiem izšķir:
- galvenais leņķis - φ, mērot starp instrumenta galveno griešanas malu un padeves virzienu;
- palīgierīce - φ1, kas atrodas attiecīgi starp palīgmalu un padeves virzienu;
- leņķis griezēja galā - ε.
Leņķis augšpusē ir atkarīgs tikai no tā, kā instruments ir uzasināts, un to iestatot var regulēt arī palīgleņķus. Palielinoties galvenajam leņķim, leņķis augšpusē samazinās, savukārt samazinās arī apstrādē iesaistītā griešanas malas daļa, attiecīgi arī instrumenta kalpošanas laiks kļūst īsāks. Kā mazāka vērtībaŠajā leņķī lielākā griešanas malas daļa ir iesaistīta gan apstrādē, gan siltuma izvadīšanā no griešanas zonas. Šādi priekšzobi ir izturīgāki.
Prakse rāda, ka ne pārāk stingru sagatavju virpošanai, liels diametrs optimālais ir galvenais leņķis, kura vērtība ir diapazonā no 60 līdz 90 grādiem. Ja nepieciešams apstrādāt liela diametra sagatavi, tad galvenais leņķis jāizvēlas diapazonā no 30 līdz 45 grādiem. Frēzes gala stiprums ir atkarīgs no palīgleņķa vērtības, tāpēc tas nav liels (parasti to izvēlas diapazonā no 10 līdz 30 grādiem).
Virpošanas nodarbībās īpaša uzmanība tiek pievērsta arī tam, kā izvēlēties pareizo frēzes veidu atkarībā no apstrādes veida. Jā tur ir noteikti noteikumi, saskaņā ar kuru viena vai otra veida virsmu apstrāde tiek veikta, izmantojot noteiktas kategorijas frēzi.
- Detaļas ārējo virsmu apstrādei ir nepieciešami parastie taisni un izliekti griezēji.
- Gala un cilindriskām virsmām būs nepieciešams vilces instruments.
- izvēlēties sagataves rievošanai un apgriešanai.
- Iepriekš izurbtu caurumu apstrādei tiek izmantoti urbšanas griezēji.
atsevišķa kategorija virpošanas instruments grima griezēji, ar kuriem var apstrādāt formas virsmas ar ģenerācijas garumu līdz 40 mm. Šādi priekšzobi ir sadalīti vairākos galvenajos veidos:
- ieslēgts dizaina iezīmes: stienis, apaļš un prizmatisks;
- virzienā, kurā produkts tiek apstrādāts: radiāls un tangenciāls.

Virpošanas iekārtu veidi
No visa veida virpošanas iekārtām ir visizplatītākā gan lielos, gan mazos uzņēmumos skrūvējamā virpa. Šādas popularitātes iemesls ir šīs ierīces daudzpusība, pateicoties kurai to var pamatoti saukt par universālu.
Mēs uzskaitām šādas mašīnas galvenos konstrukcijas elementus:
- divi galvas balsti - priekšējais un aizmugurējais (galvas statnē ir novietota mašīnas pārnesumkārba; uz astes balsta ir novietota vārpsta ar virpas patronu (vai priekšējo plāksni), gareniskais slīdnis un aprīkojuma uzgalis);
- suports, kura konstrukcijā ir augšējie un apakšējie aizbīdņi, rotācijas plāksne un instrumentu turētājs;
- iekārtas atbalsta elements ir rāmis, kas uzstādīts uz diviem pjedestāliem, kuros ievietoti elektromotori.
- ātrumkārba.

Ar speciālām datorprogrammām vadītie darbgaldi, CNC mašīnas, kļūst arvien izplatītāki. Šādu mašīnu dizains atšķiras no parastās tikai ar to, ka tam ir īpašs vadības bloks.
- torņu pagriešanas iekārtas, ko izmanto sarežģītas konfigurācijas detaļu apstrādei;
- , starp kuriem ir viena un divu plauktu;
- daudzšķautņu pusautomātiskās iekārtas, kuras var atrast uzņēmumos, kas ražo savus produktus lielās partijās;
- apstrādes kompleksi, uz kuriem iespējams veikt gan virpošanas, gan frēzēšanas operācijas.
Bez pagrieziena šodien ir ārkārtīgi grūti iedomāties daudzus ražošanas nozares. Tāpēc šāda veida darbs ar metālu turpina attīstīties, neskatoties uz jau augsts līmenis, ļaujot nodrošināt augstākā kvalitāte un apstrādes ātrums.
3 , vidējais vērtējums: 5,00
no 5)
DROŠĪBA, STRĀDĀJOT AR VIRPU
Drošība ir sistēma organizatorisko un tehniskie pasākumi un līdzekļi, lai novērstu darbinieku pakļaušanu bīstamiem un kaitīgiem ražošanas faktoriem. Galvenais drošības pasākumu un rūpnieciskās sanitārijas saturs ir traumu novēršana, tas ir, nelaimes gadījumu darbā novēršana un jo īpaši apmācības prakses laikā.
Katram skolēnam jāsaņem norādījumi par drošību, rūpniecisko sanitāriju un ugunsdrošību.
Instruktāža darba vietā tiek veikta pirms visu jaunpienācēju, kā arī pārcelto studentu uzņemšanas darbā.
Pirms darba uzsākšanas.
1) Uzvilkt kombinezonu; nostipriniet piedurknes; paslēp matus zem galvassegas.
2) Pārbaudiet aizsargžogu stiprinājuma esamību un uzticamību un aizsargzemējuma savienojumu ar mašīnas korpusu.
3) Sakārtojiet instrumentus un sagataves noteiktā secībā uz sānu statīva.
4) Stingri piestipriniet griezēju un sagatavi. Izņemiet atslēgu no patronas un uzstādiet to savā vietā.
5) Pārbaudiet mašīnas darbību tukšgaitā un palaišanas kārbas darbināmību, izslēdzot pogas un vadības sviras.
Darba laikā.
1) Stingri ievērojiet operāciju tehnoloģiju.
2) Lai izvairītos no savainojumiem, nedrīkst:
Noliec galvu tuvu patronai vai griezējinstrumentam.
· nodot vai pieņemt priekšmetus caur mašīnu rotējošām daļām.
noliecieties vai noliecieties uz mašīnu, novietojiet uz tās instrumentus vai sagataves.
Izmēriet sagatavi, notīriet un noņemiet skaidas no iekārtas, līdz tā pilnībā apstājas.
· Atdzesējiet griezējinstrumentu vai apstrādājamo priekšmetu ar drānu.
apturiet mašīnu, bremzējot patronu ar roku.
attālinieties no iekārtas, to neizslēdzot.
Atbalstiet un satveriet nogriezto gabalu ar roku.
3) Mašīnas daļas tīrīšana ar vīli vai smilšpapīru, kas piestiprināts pie rāmja. Rāmja rokturim jābūt ar drošības gredzenu. Strādājot, turiet ar kreiso roku.
4) Izslēdzot mašīnu, ir nepieciešams pārvietot griezēju prom no sagataves.
5) Strādājot centros, pārbaudiet, vai astes statnis ir droši nostiprināts un pārliecinieties, ka urbums ir pietiekams un tā leņķis atbilst centru leņķim.
6) Izmantojiet uzgriežņu atslēgas, atbilstošus uzgriežņus un skrūvju galvas.
7) Apstrādājamais stienis nedrīkst izvirzīties ārpus mašīnas
8) Izslēdzot strāvu tīklā, darbības laikā nekavējoties izslēdziet iekārtu.
Darba beigās.
1) Atvienojiet suportu, izslēdziet elektromotoru.
2) No mašīnas noņemiet skaidas ar suku, no gultas rievām ar āķiem. Aizliegts nopūst skaidas ar muti vai slaucīt ar roku.
3) Noslaukiet mašīnu, ieeļļojiet, sakārtojiet instrumentus un individuālie līdzekļi aizsardzību. Nododiet mašīnu skolotājam.
GRIEŠANAS INSTRUMENTI
Virpām izmantotie griezējinstrumenti ir priekšzobi. Atbilstoši apstrādes veidam griezējus iedala: caururbumos, griešanas, griešanas, rievotās, hanteles, vītņotās, formas un urbšanas; urbšanas iekārtas savukārt ir sadalītas griezējos, kas paredzētas caurumu apstrādei, aklo caurumu apstrādei no tuva attāluma, urbšanas rievās un vītņošanai. Padeves virzienā griezēji ir sadalīti labajā un kreisajā pusē. Labos priekšzobus sauc par tiem, kuros, novietojot tiem virsū, plaukstas labā roka mājas griešanas malašķiet, ka atrodas sānos īkšķis. Strādājot ar šādiem griezējiem uz virpas, tie pārvietojas no labās uz kreiso pusi. Atbilstoši galvas formai un tās novietojumam attiecībā pret ķermeņa asi priekšzobi ir taisni. Racionāli izvēlētiem griezēja ģeometriskajiem parametriem un priekšējās virsmas formai noteiktajiem griešanas apstākļiem jānodrošina lielākais instrumenta kalpošanas laiks vai lielākais griešanas ātrums. Šāda ģeometrija tiek saukta par optimālu un tiek izvēlēta no attiecīgajām rokasgrāmatām par griešanas apstākļiem un griezējinstrumenta dizainu. Frēžu materiāls ir ātrgaitas tērauds (metinātie griezēji) un metālkeramikas cietais sakausējums (griezēji ar lodētiem vai skrūvējamiem ieliktņiem).
DAĻU APSTRĀDE UZ VIRPAM
Griešanās- viens no visizplatītākajiem metāla griešanas veidiem, ko veic ar virpošanas grupas mašīnām. Šajās mašīnās apstrādātās detaļas ir sadalītas trīs klasēs: vārpstas, diski, bukses. Detaļas tiek apstrādātas uz specializētām iekārtām, pielāgotas atsevišķu vienkāršu un vidējas sarežģītības sagatavju apstrādei vai atsevišķu darbību veikšanai: ārējo un iekšējo trīsstūrveida un taisnstūrveida vītņu griešana ar krāniem un presformām. Viņi izmanto universālas un īpašas ierīces, daudzdimensiju un viendimensiju instrumentus.
VIRPU VEIDI
Mašīna sastāv no gultnes, kas uzmontēta uz pjedestāliem, priekšējā (vārpstas) galvas balsta, suporta ar instrumentu turētāju un priekšautu, kā arī astes balsta. Gulta ir pamatne, un tā kalpo visu galveno iekārtas sastāvdaļu uzstādīšanai. Suporta ratiņi un astes balsts pārvietojas pa gultas vadotnēm. Galvas balstam iekšpusē ir pārnesumkārba ar vārpstu, kuras priekšpusē ir nostiprināta patrona vai priekšējā plāksne apstrādājamā sagataves montāžai. Suports ir paredzēts griezēju nostiprināšanai instrumentu turētājā un pārvietošanai garenvirzienā, šķērsvirzienā un leņķiskā virzienā. Instrumenta pārvietošanai suportam ir trīs slaidi (ratiņi): gareniskais, šķērsvirziena un augšējais. Padeves kaste un maināmo zobratu ģitāra tiek izmantota, lai mašīnu pielāgotu vajadzīgajai griežamās vītnes padevei vai solim. No padeves kastes kustība uz suportu notiek caur vadošo skrūvi, vītņojot, vai caur piedziņas vārpstu, kad, pagriežot sagataves, ir jāpārvieto gareniskā un šķērsvirziena padeve. Astes balsts kalpo, lai atbalstītu garo sagatavju brīvo galu. Tas sastāv no trim galvenajām daļām: korpusa, spalvām un plāksnēm. Spalvas koniskā caurumā ir uzstādīts centrs vai instruments (urbis, iegremdēšana utt.). Astes balsta korpusu var pārvietot uz sāniem, lai pagrieztu koniskas virsmas. Virpas ir aprīkotas ar ierīcēm suporta ātrai padevei un mehānismu ātrai vārpstas griešanās apturēšanai un automātiska izslēgšana suporta padeve pārslodzes gadījumā. Uz mašīnas galvas ir uzstādīti noregulēšanas rokturu stāvokļa rādītāji un vārpstas ātrumu tabulas.
CILINDRU UN GALA VIRSMAS APSTRĀDE
Lai pilnībā apstrādātu sagataves cilindrisko virsmu vienā instalācijā, piedziņas patronas un skavas vietā ir jāizmanto īpašs priekšējais centrs (rievotais, peldošs ar rievotu pavadu, pašsavienojošs vai reverss) un rotējoša aizmugure. centrs.
Apstrādājamo detaļu galu apgriešana sastāv no iepriekšējos vingrinājumos paredzēto paņēmienu veikšanas (patronas, griezēja un sagataves uzstādīšana, mašīnas iestatīšana vajadzīgajā vārpstas apgriezienu skaitā). Piestipriniet apstrādājamo priekšmetu patronā ar izvirzījumu no spīlēm ne vairāk kā 40 ... 50 mm. Apstrāde jāveic ar vēdertīfa galu saliektu priekšzobu ar leņķi j = 90° vai saliektu priekšzobu ar leņķi j = 45°. Lai apstrādātu sagataves gala virsmu šādā secībā: pieskarieties griezējgalvas galam sagataves gala virsmai un velciet griezēju prom no sagataves; iestatiet griezēju vajadzīgajā griezuma slāņa izmērā (griešanas dziļums vai gala pielaide), virzot to pa kreisi, padodiet griezēju ar manuālu šķērspadevi, samazinot padeves vērtību, kad griezēja gals tuvojas sagataves asij. Lai nogrieztu sagataves otro galu, atvienojiet sagatavi, izmēriet tās garumu, nosakiet atlikušo pielaidi 2. gala apstrādei, ar otru galu piestipriniet sagatavi patronā. Pārvietojiet griezēju, skaitot kustību gar skrūves daļu augšējais slaids(vai gar suporta ratiņu gareniskās padeves daļu) no sagataves gala, pēdējai apgriešanai atstājot 0,1 ... 0,2 mm.
Apgrieziet galu, pārvietojot griezēju uz krusta centru manuālā padeve. Pavelciet griezēju prom no sagataves tā sākotnējā stāvoklī. Suporta augšējā slīdņa skrūves daļā pārvietojiet griezēju pa kreisi līdz atlikušajam pielaidei un pilnībā nogrieziet otro galu. Apgriežot galus ar izliektu griezēju ar leņķi j = 45°, veiciet iepriekšēju pielaidi, pārvietojot griezēju no ārējā virsma apstrādājamā detaļa uz centru, pēdējā pāreja - virzoties no centra uz sagataves ārējo virsmu. Pārbaudiet sagataves gala virsmas taisnumu pēc apstrādes ar mērīšanas lineālu. Gala izliekums nav atļauts. Vairākas reizes atkārtojiet visus iepriekš minētos vingrinājumus cilindrisku virsmu pagriešanai un galu apgriešanai, un pēc tam apstrādājiet sagataves, kas nepieciešamas nākamajām klasēm vai detaļu ražošanai apmācību darbnīcās ražotiem izstrādājumiem.
Sagataves gala apgriešana tiek veikta šādā secībā: pieskarieties sagataves griezēja gala galvas galam un noņemiet griezēju no sagataves; iestatiet griezēju vajadzīgajā izmērā (griešanas dziļums vai gala pielaide), pārvietojot to pa kreisi; padodiet griezēju ar manuālu šķērsenisko padevi, samazinot padeves vērtību, kad griezēja gals virzās uz sagataves asi.
AURBU UZTURĒŠANA
Caurumu veidošana uz virpām tiek veikta ar dažādiem griezējinstrumentiem, kuru izvēle ir atkarīga no Jūsu sagatavēm, urbuma formas, urbuma virsmas precizitātes un raupjuma. Sagataves tiek fiksētas mašīnas vārpstā un nodrošina tām rotācijas kustību, un griezējinstrumenti- astes zaru spalvās un pastāstiet viņiem translācijas kustību - padevi. Atkarībā no formas un izmēriem apstrādājamo detaļu fiksē trīsžokļu pašcentrējošā patronā, četržokļu patronā, uz priekšējās plāksnes, izmantojot sloksnes un skrūves, vai citos veidos. Caurumu apstrāde sagataves cietajā metālā tiek veikta ar vērpjot urbjiem. Kad urbuma garums pārsniedz 5 ... 10 diametrus, ar tā saukto dziļo urbšanu tiek izmantoti speciālie urbji (lielgabals, lielgabals, vārpsta, gredzens , centrēšana utt.). Vējurbji ar diametru līdz 10 mm ar cilindrisku kātu ir fiksēti trīsžokļu urbjpatronā, kas tiek uzstādīta tieši astes sviras konusveida atverē. Ja urbjpatronas kāta konuss ir mazāks par sviras konusveida cauruma konusu, tad jāizmanto konusveida bukse. Vējurbji, kuru diametrs ir lielāks par 10 mm ar cilindrisku kātu, tiek fiksēti divu žokļu urbjpatronā ar lielāku saspiešanas spēku. Vējurbji ar koniskiem kātiem tiek uzstādīti tieši tvertnes astes spārna astes konusiskajā caurumā un kad urbja konuss ir mazāks par sviras konisko caurumu, tad izmantojot vienu vai vairākus adapterus bukses. Atšķiriet sākotnējo un galīgo urbšanu. Veicot iepriekšēju urbšanu, sējmašīnas diametrs tiek izvēlēts mazāks par galīgo diametru pēc galīgajai apstrādei atstātās pielaides lieluma. Pēc iepriekšējas urbšanas var veikt rīvēšanu, t.i., urbšanu ar lielāka diametra urbi, rīvēšanu, rīvēšanu vai urbuma urbšanu ar griezēju. Skatīt atlasi turpmāka apstrāde ir atkarīgs no apstrādājamā cauruma precizitātes. Centrālo caurumu apstrāde uz gala virsmām sagatavju uzstādīšanai darbgaldu centros tiek veikta vai nu secīgi ar urbi un iegremdētāju, vai vienā piegājienā ar kombinēto centra urbi.
Palielinot urbuma diametru jau apstrādājamā detaļā un piešķirot tai vajadzīgo formu (cilindrisku, konisku, pakāpienu) ar urbšanas griezēju palīdzību sauc par urbšanu. Garlaicīgs griezējs, kas uzstādīts mašīnas balsta instrumenta turētājā, jābūt konsoles daļai, kas izvirzīta no instrumenta turētāja garumā, kas ir lielāks par urbuma urbuma garumu apstrādājamā priekšmetā. Urbšanas frēžu un griešanas režīmu elementu ģeometriskie parametri urbšanas laikā ir līdzīgi šiem parametriem, griežot cilindriskas sagataves ar caurgriežņiem
Caurums garlaicīgs ar pakāpieniem atšķiras no urbšanas gluda cilindriska cauruma ar urbumu ciets griezējs ka apstrāde tiek veikta vairākos piegājienos. Frēzes vārpstas garumam jābūt tādam, lai būtu iespējams izurbt visu pakāpienveida caurumu pilnā dziļumā, un šķērsgriezums griezēja galvai un vārpstai jābūt mazākai par pakāpju cauruma mazo diametru. Ja pleca augstums ir mazāks par 5 mm un lielāka diametra urbšana tiek veikta vienā piegājienā (t<5 мм), то применяют резец с главным углом в плане j=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане j=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу - в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
KONUSES
Konisko virsmu apstrāde uz virpām tiek veikta dažādos veidos: pagriežot suporta augšējo daļu; astes balsta korpusa nobīde; pagriežot konisko lineālu; plats griezējs. Vienas vai citas metodes izmantošana ir atkarīga no konusveida virsmas garuma un konusa leņķa.
Ārējā konusa apstrāde, pagriežot suporta augšējo slīdni, ir ieteicama gadījumos, kad nepieciešams iegūt lielu konusa slīpuma leņķi ar salīdzinoši mazu garumu. Konusa ģenerātora lielākajam garumam jābūt nedaudz mazākam par augšējā suporta karietes gājienu. Ārējā konusa apstrāde, pārvietojot astes stieņa korpusu, ir ērta, lai iegūtu garus maigus konusus ar nelielu slīpuma leņķi (3 ... 5 °). Lai to izdarītu, astes balsta korpuss tiek nobīdīts šķērsvirzienā no mašīnas centru līnijas gar galvas balsta pamatnes vadotnēm. Apstrādājamā detaļa ir fiksēta starp mašīnas centriem dzenošā patronā ar apkakli. Konusu apstrāde ar konusa (kopijas) lineālu, kas piestiprināta virpas gultas aizmugurē uz šķīvja, tiek izmantota, lai iegūtu ievērojama garuma seklu konusu. Apstrādājamā detaļa ir fiksēta centros vai trīs žokļu pašcentrējošā patronā. Mašīnas balsta instrumenta turētājā fiksētais griezējs saņem vienlaicīgu kustību garenvirzienā un šķērsvirzienā, kā rezultātā apstrādā sagataves konisko virsmu.
Ārējā konusa apstrādi ar platu griezēju izmanto, ja nepieciešams iegūt īsu konusu (l<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
a) konusveida K= (D-d)/l=2tga
b) konusa slīpuma leņķis tga = (D-d)/(2l) = K/2
c) slīpums i = K/2=(D-d)/(2l) = tga
d) lielāks konusa diametrs D = Kl + d = 2ltga
e) mazāks konusa diametrs d = D-K1 = D-2ltga
e) konusa garums l \u003d (D-d) K \u003d (D-d) / 2tga
Arī iekšējo konisko virsmu apstrāde uz virpām tiek veikta dažādos veidos: ar platu frēzi, griežot suporta augšējo daļu (ragavas), griežot konisko (kopēšanas) lineālu. Iekšējās koniskās virsmas līdz 15 mm garas tiek apstrādātas ar platu griezēju, kura galvenā griešanas mala ir iestatīta vajadzīgajā leņķī pret konusa asi, veicot garenvirziena vai šķērsvirziena padevi. Šo metodi izmanto, ja konusa slīpuma leņķis ir liels un netiek izvirzītas augstas prasības konusa slīpuma leņķa un virsmas raupjuma precizitātei. Iekšējos konusus, kas garāki par 15 mm jebkurā slīpuma leņķī, apstrādā, pagriežot suporta augšējo slīdni, izmantojot manuālo padevi.
Neatkarīgi no konusa apstrādes metodes, griezējs ir jāiestata precīzi mašīnas centru augstumā.
VIETU IZVIRŠANA UZ VIPĀM
Vītņu griešana ar griezējiem tiek veikta uz skrūvējamām virpām ar svina skrūvi ar šķeltu uzgriezni, maināmu riteņu ģitāru, padeves kārbu un atpakaļgaitas mehānismu. Mašīna var griezt dažādus vītnes - ārējos un iekšējos, metrisko un collu, labo un kreiso, vienu un vairāku vītņu, stiprinājumu un kravas; atbilstoši profila formai - trīsstūrveida, taisnstūrveida, trapecveida uc Turklāt uz skrūvējamām virpām tiek sagriezti tārpi. Pirms vītņošanas apstrādājamo priekšmetu pagriež (izurbj) līdz noteiktam diametram, kam jābūt nedaudz mazākam par vītnes ārējo diametru. Tas ir saistīts ar elastīgo un plastisko deformāciju klātbūtni, kas rodas sagataves materiālā, no kurām palielinās stieņa ārējais diametrs un samazinās cauruma iekšējais diametrs. Sagataves diametra izvēle tiek veikta saskaņā ar īpašām tabulām.
Vītņošanai izmanto stieņu, prizmatiskas un apaļas (disku) frēzes un vītņotās ķemmes. Stieņu griezēji atrod plašāku pielietojumu. Apdares frēzēm slīpuma leņķis γ = 0, vītnes pirmapstrādes griezējiem, kad vītnes profila deformācijai nav lielas nozīmes, tiek izmantots pozitīvs slīpuma leņķis γ = 10 ... 20 °. Profila leņķis griezēja griešanas daļā ir vienāds ar vītnes profila leņķi (piemēram, metriskajam - 60°, kaunumam - 55°). Frēzes griešanas daļas profila leņķis un tā uzstādīšana instrumenta turētājā tiek mērīts ar šablonu vai goniometru caur gaismu. Vītņošanai ir jāsaista sagataves (vārpstas) griešanās ar vītņotā instrumenta (suporta) padevi. Vēlamā soļa vītne tiks iegūta, kad vienā sagataves apgriezienā griezējs pārvietojas neveiksmīgā virzienā par vienu griežamās vītnes soli (vītni).
Mūsdienu skrūvju griešanas virpām ir ļoti vienkāršs un iepriekš noteikts vītnes solis. Iestatījums, lai atrastu, atbilstoši tabulai, kas piestiprināta, atkarībā no modeļa, kastes augšējai vai sānu sienai, vai uz trumuļa mašīnas iestatīšanai vajadzīgajā vītnē, vēlamo padeves kastes rokturu pozīciju trumuļi, vai maināmo zobratu zobu skaits un to iestatīšana vēlamajā pozīcijā. Darbgaldiem parasti ir divi maināmu riteņu komplekti. Tajās skrūvējamās virpas, kurām nav padeves kastes, iestatījums tiek veikts tikai pēc aprēķiniem. Šādas mašīnas tiek piegādātas ar maināmu pārnesumu komplektiem ar 17, 19, 38 vai citu riteņu skaitu. Vītne tiek nogriezta vairākās sākotnējās un pēdējās kustībās, kuru skaits ir atkarīgs no vītnes soļa. Ir vairākas metodes (shēmas), kā ar katru piegājienu nodrošināt vītņotu griezēju līdz griezuma dziļumam. Vītņojot ar soli P< 2 мм резец подается в поперечном направлении перпендикулярно оси нарезаемой заготовки - радиальная подача. При нарезании резьбы с шагом Р>2 ... 2,5 mm, lai atvieglotu deformāciju un skaidu brīvu izkļūšanu no griešanas zonas, tiek izmantota kombinētā griezēja padeve - gan šķērsvirzienā, gan garenvirzienā. Otro griešanas shēmu var veikt arī, padodot suporta augšējo slīdni, kas pagriezta pret mašīnas centru asi 60° leņķī. Lai iegūtu precīzāku vītni, pēdējās piegājienus vēlams veikt tikai ar radiālo padevi - saskaņā ar pirmo shēmu. Vītņotā griezēja atgriešanās sākotnējā darba stāvoklī, lai veiktu nākamo gājienu, tiek veikta divos veidos, kuru izvēle ir atkarīga no griežamās vītnes soļa un mašīnas vadošās skrūves soļa. Griežot uz skrūvējamās virpas, ir vairāki (pāra) un nevairāki (nepāra) vītnes. Daudzkārtējs ir vītne, kurā vadošās skrūves vītnes soļa P x attiecība tiek dalīta bez atlikuma ar griežamās vītnes piķi P n vai vītņu skaits nn uz 1 collu nogriežamās vītnes. bez atlikuma pēc vadskrūves vītņu skaita nx. Tādu vītni sauc par nevairākkārtēju, y kuru noteiktā dalījuma rezultātā iegūst daļskaitļus, nevis veselus skaitļus.Griežot vairākkārtēju vītni, griezējs ( suports) tiek atgriezts sākotnējā stāvoklī, ieslēdzot vadošās skrūves šķelto uzgriezni un ātri manuāli pavirzot slīdni. virzienā, pārslēdziet vārpstas griešanos uz reverso (ātro) gājienu, neatverot sadalīto uzgriezni, un pārvietojiet suportu ar griezēju sākotnējā stāvoklī, lai veiktu nākamo gājienu.
Taisnstūra un trapecveida diegi un tārpi atkarībā no izmēra un precizitātes tiek griezti ar vienu vai vairākiem griezējiem. Vītņojot tiek izmantoti dažādi griešanas šķidrumi, kas absorbē siltumu, samazina frēzes un sagataves berzes virsmu berzi un noņem sīkas skaidu daļiņas. Apstrādājot tērauda detaļas, tiek izmantota emulsija, eļļa, sulfofrezols; bronza un misiņš bez dzesēšanas vai rapšu eļļas; čuguns bez dzesēšanas vai petrolejas.
Viena no augstas veiktspējas apstrādes metodēm ir ārējo un iekšējo trīsstūrveida stiprinājumu vītņu griešana ar tapām un presformām uz virpām, torņu virpām un citām mašīnām. Vītne tiek pilnībā nogriezta vienā vai vairākās instrumenta piegājienos. Iekārtas īpašs iestatījums vītņošanai netiek veikts. Darba metodes ir vienkāršas, daudzējādā ziņā līdzīgas vītņu griešanas paņēmieniem, ko studenti apguvuši atslēdznieka prakses laikā un neprasa augstu kvalifikāciju. Neprecīzu stiprinājuma vītņu griešanai ar diametru līdz 25..30 mm un ar soli ne lielāku par 3 mm, vispiemērotāk ir izmantot tapus un presformas.
Matrica ir gredzens ar vītni uz iekšējās virsmas un skaidu caurumiem, kas veido griešanas malas. Krāni tiek izmantoti iekšējo vītņu griešanai, un tie ir sadalīti metālapstrādes, mehānisko manuālo, mašīnu, uzgriežņu un speciālajos. Mašīnas vītnes izmanto, griežot vītnes uz virpām, torņu virpošanas un urbjmašīnām, un speciālos un uzgriežņu tapus dažādās uzgriežņu griešanas mašīnās. Krāns sastāv no darba daļas ar vītņotu virsmu un rievām griešanas malu veidošanai un kātu, kas kalpo instrumenta nostiprināšanai patronā. Parasti vītņot uz mašīnas tiek izmantots viens mašīnas taps, kas nodrošina vītni vienā piegājienā. Vītņu griešanai cietmetāla sagatavēs tiek izmantoti divi vai trīs krāni (divi un trīs komplektēti). Pirmais veic iepriekšēju griezumu, bet nobeiguma vītne iegūst vajadzīgos izmērus un notīra to. Kad griežamās sagataves virsmā ir ieskrūvēts krāns vai matrica, instrumenta slīpās daļas zobi pakāpeniski izgriežas cauri vītnes profila spirālveida rievām. Griezuma slāņa biezums a z pie katra nošķeļņa zoba un līdz ar to griešanas spēks un griezes moments ir atkarīgi no zobu skaita, slīpuma leņķa j un vītnes soļa. Instrumenta nostiprināšanai uz mašīnas un aizsardzībai pret pārrāvumiem un vītnes atslāņošanos griešanas laikā, īpaši aklos caurumos un uz pakāpju veltņiem, tiek izmantotas dažāda dizaina un izmēra drošības kompensācijas kasetnes. Šādu patronu galvenā iezīme ir iespēja pārvietot instrumentu noteiktā attālumā pa kāta asi un kompensēt zināmu neatbilstību starp instrumenta faktisko padevi un griežamās vītnes piķi.
FORMĒTO VIRSMU APSTRĀDE
Daudzām mašīnu daļām ir ne tikai taisnas un plakanas virsmas, bet arī dažādas izliektas kontūras, kas sastāv no taisnu līniju segmentiem, dažāda diametra apļveida lokiem un citām līknēm. Liklīnijas kontūras var frēzēt uz vertikālajām frēzmašīnām: marķējot, kombinējot garenvirziena un šķērsvirziena manuālo padevi; marķējot ar rotējošu apaļo galdu; uz kopētāja īpašās ierīcēs.
Apļa loka izliektās kontūras ieteicams apstrādāt uz rotējoša apaļā galda ar manuālo padevi, kas ir obligāts piederums vertikālajai frēzmašīnai.
DAĻU APSTRĀDE UZ FREZĒŠANAS MAŠĪNAS
Frēzēšana ir viena no visizplatītākajām plakanu un dažādu formu virsmu, vītņu, spaliņu, riteņu zobu un citu detaļu apstrādes metodēm.
Lielākajai daļai detaļu virsmas ir plakņu formā, piemēram, mašīnas pamatnes vadotnes, skrūvspīļu pamatnes virsmas, vadības un marķēšanas plāksnes, montāžas kvadrātveida virsmas, skrūvju un uzgriežņu virsmas, instrumenta kātu kvadrāti utt. Plakņu frēzēšanu var veikt galvenokārt ar cilindrisku palīdzību. griezēji uz horizontālām frēzmašīnām, kā arī virsfrēzes un gala frēzes, gan horizontālās, gan vertikālās frēzmašīnas.
Slīpa plakne ir plakana virsma leņķī pret horizontāli. Slīpums ir īsa slīpa plakne. Slīpas plaknes frēzēšanu ar sagataves rotāciju var veikt gan uz horizontālām, gan vertikālām frēzmašīnām, izmantojot universālo mašīnas skrūvspīli, stūra plāksnes vai speciālus fiksatorus un skavas.
Izciļņu, taisnstūra rievu, rievu frēzēšana un sagatavju nogriešana. Mašīnu un ierīču detaļās ir virsmas, ko sauc par dzegām un rievām. Rievas var būt taisnstūrveida un formas, cauri un slēgtas. Taisnstūra, formas un cauruļu rievu un izciļņu apstrādei uz horizontālām frēzmašīnām tiek izmantoti dažādi disku griezēji. Slēgtu rievu, atslēgu un citu nepieejamu virsmu apstrādei horizontālās un vertikālās frēzmašīnās izmanto gala frēzes. Pārslīpējot samazinās frēzes platums, tādēļ gadījumos, kad griezējam ir jāsaglabā savs izmērs platumā, vēlams izmantot saliktos (dubultos) disku griezējus, kas sastāv no divām pusēm, starp kurām ir noteikta biezuma plāns gredzens. ir uzlikts.
Frēzes tiek montētas uz frēzmašīnu serdeņiem tāpat kā cilindriskās. Lai taupītu ātrgaitas tēraudu, liela izmēra disku griezēji tiek izgatavoti kā saliekami, ar iespraužamiem nažiem. Plecu frēzēšana ar disku frēzēm var tikt veikta dažādos veidos: katru plecu frēzē ar vienu trīspusēju disku frēzi, abus plecus frēzē vienlaikus ar divu tieši vienāda diametra diska frēžu komplektu. Šajā gadījumā, lai iegūtu noteiktu izmēru starp dzegām, uz stieņa starp frēzēm tiek uzstādīti atbilstoši starpgredzeni vai frēzēti divu pozīciju 180 ° rotējošā armatūra. Pēc dzegas frēzēšanas (pirmā pozīcija) armatūru ar tajā fiksēto sagatavi pagriež un novieto otrajā pozīcijā otrās dzegas frēzēšanai.
Daudzām mašīnu daļām ir ne tikai taisnas un plakanas virsmas, bet arī dažādas izliektas kontūras, kas sastāv no taisnu līniju segmentiem, dažāda diametra apļveida lokiem un citām līknēm. Liklīnijas kontūras var frēzēt uz vertikālajām frēzmašīnām: marķējot, kombinējot garenisko un šķērsvirziena manuālo padevi: marķējot, izmantojot rotējošo apaļo galdu; uz kopētāja īpašās ierīcēs. Frēzēšana, kombinējot manuālās padeves, sastāv no tā, ka uz frēzmašīnas galda tiek piestiprināta iepriekš marķēta sagatave un, ja nepieciešams, ar urbumiem instrumenta stiprināšanai un ievietošanai. Manuāli pārvietojot galdu vienlaicīgi garenvirzienā un šķērsvirzienā, sagatave tiek nogādāta zem rotējošās gala frēzes tā, lai griezējs noņem metāla slāni saskaņā ar iezīmēto izliekuma kontūru. Lai griezējs ar savu galu nepieskartos mašīnas galda vai armatūras darba virsmai, sagatave jāuzstāda uz oderes.
Apļa loka izliektās kontūras ieteicams apstrādāt uz rotējoša apaļā galda ar manuālo padevi, kas ir obligāts piederums vertikālajai frēzmašīnai. Rotējošais apaļais galds ar pamatni ir ieskrūvēts mašīnas galda T veida spraugās. Rotācija no roktura, kas uzstādīta uz veltņa, tiek pārsūtīta caur tārpu pāri uz galda rotējošo daļu (priekšējo plāksni). Graduēta skala uz galda sānu virsmas tiek izmantota, lai skaitītu tā rotāciju (ar fiksētu sagatavi) līdz vajadzīgajam leņķim.
Virpošanas galda rotācijas ass stāvokli uz frēzmašīnas galda attiecībā pret mašīnas vārpstas asi nosaka, apvienojot galda asi ar gala frēzes asi, kurai ir centrēšanas tapa vai centrs. ievietots pagrieziena galda centrālajā koniskajā caurumā. Lai iegūtu vajadzīgo kontūras rādiusu uz sagataves, mašīnas galds tiek nobīdīts ar šķērsvirziena padevi par kontūras rādiusu plus frēzes rādiuss.
Pareizu sagataves uzstādīšanu attiecībā pret rotējošā galda asi var pārbaudīt, viegli pieskaroties sagatavei ar rotējošu griezēju divās diametrāli pretējās pozīcijās, t.i., kad galds ir pagriezts par 180 °. Tagad, ja jūs jebkurā vietā novietojat apstrādājamo priekšmetu pie rotējošās griezēja un turpināsiet griezt galdu aiz roktura, griezējs apstrādās uz tā apļa loku ar rādiusu, kas vienāds ar attālumu no galda centra līdz šim. sagataves punkts. Jo tālāk sānu virsmas punkts atrodas no galda ass, jo lielāku apli tas aprakstīs, kad tabula griežas.
Tāpēc ar šo apstrādes metodi kontūra uz sagataves tiek iegūta, neapvienojot divas padeves un tās precizitāte ir atkarīga tikai no pareizas sagataves novietojuma uz galda (no pareiza sagataves pagrieziena rādiusa). Lai nodrošinātu kontroli frēzēšanas procesā, sagatavei jābūt iepriekš marķētai.
Apstrādājot lielu identisku sagatavju partiju ar izliektu kontūru, tiek izmantota īpaša kopēšanas iekārta vai kopēšanas frēzmašīnas.
DAĻU APSTRĀDE UZ SMLĒŠANAS GRUPAS MAŠĪNĀM
Ar slīpēšanu var apstrādāt vienkāršas cilindriskas lodītes un urbumus, plakanas virsmas, kā arī sarežģītas profilētas virsmas, piemēram, zobratus, šķiedrveida vārpstas, vītnes, tārpus, gultnes vadotnes utt.
Lai veiktu slīpēšanas procesu, slīpējamā detaļa un abrazīvais instruments veic relatīvas kustības, kuru virzieni ir norādīti dažādiem slīpēšanas veidiem. Ārējo cilindrisko slīpēšanu visbiežāk veic uz cilindriskām slīpmašīnām, kad sagatave ir uzstādīta centros vai nostiprināta patronā. Izšķir slīpēšanu ar garenisko padevi un iegremdēšanu (ar šķērsvirziena padevi). Ārējai cilindriskai slīpēšanai ar garenisko padevi ir nepieciešamas šādas kustības: slīpripas rotācija ir galvenā griešanas kustība; sagataves rotācija ap savu asi - sagataves apļveida padeve; sagataves (vai dažos darbgaldu modeļos - slīpripas) gareniskā turp un atpakaļ kustība pa tās asi - gareniskā padeve; slīpripas šķērsvirziena kustība uz sagataves (vai sagataves uz slīpripu) šķērsvirziena padeve vai padeve līdz slīpēšanas dziļumam. Slīpējot ar garenisko padevi, krusteniskā padeve periodiski tiek veikta katra mašīnas galda dubultā vai viena gājiena beigās. Šobrīd plaši izplatīta ir kļuvusi dziļas slīpēšanas metode jeb slīpēšanas metode ar iestatīto apli, kad visa pielaide tiek noņemta vienā piegājienā pie nelielas gareniskās padeves. Šļūdes slīpēšanā padeve tiek veikta tikai vienā virzienā. Ārējās riņķveida slīpēšanas gadījumā ar iegremdēšanu sagatavei nav gareniskas kustības, bet tā tiek slīpēta vienlaicīgi visā garumā, savukārt apļa platumam jābūt vienādam ar sagataves garumu vai nedaudz lielākam par to. Šķērspadeve tiek veikta nepārtraukti, galvenā pielaides daļa tiek noņemta ar lielu šķērsenisko padevi (0,6...2,0 mm/min), bet atlikusī pielaide tiek noņemta ar šķērsenisko padevi 0,1 mm/min. Pēc tam šķērspadeve tiek izslēgta un tiek veikta dzirksteļošana, t.i., darbs bez šķērspadeves, līdz tā apstājas. Pēc tam aplis tiek noņemts un tiek uzstādīta jauna sagatave. Tādā veidā ir iespējams slīpēt profila un pakāpienveida detaļas, kurām slīpripai jābūt atbilstošam profilam, kas iegūts rediģējot. Ar bezcentra slīpēšanu griešanas process tiek veikts ar slīpripu tāpat kā ar parasto centra slīpēšanas ātrumu. Šī procesa īpatnību nosaka slīpējamās sagataves nostiprināšanas un padeves specifika. Ar bezcentra ārējo slīpēšanu slīpējamā detaļa tiek uzstādīta uz atbalsta naža 5 starp diviem apļiem - slīpēšanas (darba), kas atrodas attēla kreisajā pusē, un padeves (vadošo), kas atrodas labajā pusē. Lai veiktu bezcentra slīpēšanas procesu, ir nepieciešamas šādas kustības: slīpripas rotācija, padeves riteņa 4 rotācija, apstrādājamā priekšmeta apļveida un gareniskā padeve. Pagriežot padeves riteni, kas iestatīts nelielā leņķī a pret slīpripas asi, tiek pagriezta sagatave - apļveida padeve un kustība pa asi - gareniskā padeve. Ja leņķis a ir vienāds ar nulli, tad nav sagataves gareniskās padeves un tiek veikta slīpēšana ar iegremdēšanu. Apaļā iekšējā slīpēšana, kā arī ārējā slīpēšana ir sadalīta garenvirziena padeves slīpēšanā, iegremdēšanas slīpēšanā un bezcentra slīpēšanā.
Apļveida iekšējās slīpēšanas shēma ar slīpripas garenisko padevi. Apstrādājamā detaļa tiek fiksēta patronā, un aplis, tāpat kā riņķveida ārējās slīpēšanas gadījumā ar garenisko padevi, veic šādas kustības: slīpripas rotācija, diska (vai sagataves) gareniskā padeve, slīpēšanas šķērsvirziena padeve. ritenis. Virsmas slīpēšana ir sadalīta divos veidos: slīpēšana ar apļa malu un gala virsmu. Virsmas slīpmašīnas, kas paredzētas šo divu veidu slīpēšanai, turklāt ir sadalītas mašīnās ar taisnstūrveida un apaļajiem galdiem. Plakanai slīpēšanai ir nepieciešamas šādas kustības: slīpripas rotācija - galvenā griešanas kustība: sagataves kustība - gareniskā padeves kustība (taisnvirziena turp vai rotējoša galda kustība); slīpripas kustība uz sagatavi (vai sagataves vertikālā padeve uz slīpripu) - padeve līdz slīpēšanas dziļumam; sagataves (vai slīpripas) šķērseniskās padeves kustība virzienā, kas ir perpendikulārs garenpadeves kustībai. Gadījumā, ja slīpripa pilnībā nosedz slīpēšanas platumu, nav šķērspadeves. Papildus iepriekš uzskaitītajiem slīpēšanas veidiem ārējo un iekšējo konisko virsmu un galu slīpēšana ir kļuvusi plaši izplatīta mašīnbūvē, darbgaldu ražošanā un instrumentu ražošanā. Ārējo konisko virsmu slīpēšanas metodes daudzējādā ziņā ir līdzīgas to apstrādei preču iekārtās. Atkarībā no sagataves konusveida leņķa
Ārējo konisko virsmu slīpēšanas metodes maina šādas metodes. Ja konusveida leņķis nepārsniedz 15, tad apstrādājamo priekšmetu slīpē, pagriežot galda augšējo daļu. Iekārtas augšējais galds ir pagriezts leņķī, kas vienāds ar sagataves konusa slīpumu. Ar šo augšējā galda uzstādīšanu konusa ģenerators, kas vērsts pret slīpripu, tiek novietots paralēli mašīnas galda kustībai. Slīpēšana tiek veikta gareniskā gājienā. Slīpēšanas pamatnes šķērsvirziena kustība tiek veikta tāpat kā slīpējot cilindriskas virsmas. Apstrādājamās detaļas, kuru konusa leņķis ir lielāks par 15, tiek slīpētas, pagriežot galviņu vai slīpēšanas pamatni. Apstrādājamā detaļa ir iespīlēta patronā, kas uzstādīta uz balsta. Slīpēšana tiek veikta tāpat kā slīpējot cilindriskas virsmas ar garenvirziena un šķērsvirziena padevi.
Sagataves ar īsām koniskām virsmām var slīpēt plašā diapazonā, izmantojot iegremdēšanas metodi. Slīpēšana caur koniskiem caurumiem visbiežāk tiek veikta ar vairāku garenvirziena gājienu metodi, kad sagatave, kas piestiprināta patronā vai citā iespīlēšanas ierīcē, kopā ar pamatni tiek pagriezta leņķī, kas vienāds ar konusa leņķi. Aklos konusveida caurumus vai caurumus, kas beidzas ar pleciem, kas neļauj slīpripai izkļūt gar sagataves asi, slīpē ar šķērsvirziena padevi, izmantojot iegremdēšanas metodi.
DAĻU APSTRĀDE UZ Stādīšanas GRUPAS MAŠĪNĀM
Šķērsgriezējmašīnas galvenokārt paredzētas horizontālu plakņu apstrādei. Vertikālo plakņu, rievu un rievu ēvelēšana uz tām tiek veikta ar suporta vertikālo padevi. Ēvelējot vertikālu plakni, sagataves ir iestatītas tā, lai pēdējos piegājienos griezējs nepieskartos galda virsmai. Tas tiek panākts, novietojot darba virsmu pret galda T veida spraugu uz paliktņiem vai kādā citā ierīcē, kas nodrošina atstarpi starp galda augšējo virsmu un apstrādājamo priekšmetu. Suports tiek iestatīts nulles pozīcijā, ragavas tiek paceltas līdz neveiksmei un pēc tam nolaistas par 5 ... 10 mm uz leju, un saliekamais dēlis ar griezēju tiek pagriezts līdz neveiksmei ar augšējo galu prom no sagataves virsmas. apstrādāts (ar griezēja galvu tuvāk sagatavei), pēc tam pacelts galds tā, lai atstarpe starp griezēju un sagatavi būtu aptuveni 5 mm. Šāda regulēšana ļaus nogriezt vertikālu plakni, kuras augstums ir nedaudz (līdz 5 mm) mazāks par suporta augšējā slīdņa kustības garumu. Vertikālās plaknes tiek ēvelētas, izmantojot caurlaides un metināšanas griezējus ar taisnām saliektām galvām. Labus rezultātus iegūst, ēvelējot ar taisno frēzi ar pārejas griešanas malu, kas nodrošina zemu virsmas raupjumu. Apstrādājot savienojošās vertikālās un horizontālās virsmas, vispirms virsma tiek ēvelēta ar caurujfrēzi pie horizontālas padeves, un pēc tam virsmu divos piegājienos apstrādā ar skalošanas griezēju.
Slīpu savienojuma virsmu ēvelēšana tiek veikta ar caururbjmašīnām un griezējiem.
Pirmkārt, rievots griezējs ar vertikālu padevi apstrādā taisnstūra rievu līdz pilnam dziļumam. Pēc tam secīgi ar labo un kreiso rievgriezēju ēvelē abas slīpās rievas malas. Pēc tam suporta rotējošā daļa tiek iestatīta leņķī, kas atbilst rievas sienu slīpuma leņķim.
Ja nepieciešams apstrādāt platas baložu rievas, piemēram, apstrādājot suportu ragavas, ēvelēšana tiek veikta secīgi. T veida rievu ēvelēšana tiek veikta secīgi. Vispirms tiek veikta vajadzīgā platuma vai šaurāka rievgrieze, kam seko izplešanās līdz vajadzīgajiem rievas izmēriem, ar vertikālu padevi tiek apstrādāta taisnstūra rieva, otrajā un trešajā pārejā labās un kreisās puses rievas tiek izgrieztas ar speciālu palīdzību. griezēji ar horizontālu padevi, ceturtajā pārejā, ar divu asmeņu vai abpusēju caureju (γ \u003d 45 °) nošķautnes tiek sagrieztas ar vertikālu padeves griezēju.
Griešanas režīmi vertikālo un slīpo plakņu ēvelēšanai tiek izvēlēti tādā pašā secībā kā horizontālo plakņu ēvelēšanai: griešanas dziļums, ņemot vērā apstrādes pielaidi; suporta slaida zemās stingrības dēļ padeve ir 1,5 ... 2 reizes mazāka nekā horizontālajai ēvelēšanai; griešanas ātrums pēc standartiem, tehnoloģiskās dokumentācijas vai pēc meistara ieteikuma konkrētajam apstrādājamajam materiālam un instrumentam. Apstrādātās virsmas tiek pārbaudītas ar lineāliem, kvadrātiem, šabloniem vai universālajiem goniometriem, un izmēri tiek pārbaudīti ar suportiem un suportiem.
IEPAZANS AR CNC MAŠĪNĀM
CNC mašīnu galvenā iezīme ir tāda, ka programma, tas ir, dati par darba ķermeņu kustības lielumu, ātrumu un virzienu, tiek norādīti simbolu veidā, kas uzdrukāti uz īpaša programmas nesēja. CNC iekārtā, lai apstrādātu daļu no jaunas konfigurācijas, bieži vien pietiek ar jaunu NC instalēšanu CNC, kas satur noteiktu iestatījumu informāciju (IM). Programmas ievades ierīce (PID) nolasa programmu, tas ir, to pārvērš elektriskos signālos un nosūta uz programmas apstrādes ierīci (PDU), kas caur piedziņas vadības ierīci (CUP) iedarbojas uz vadības objektu - mašīnas padeves piedziņa (PP). Ar padeves piedziņu saistīto mašīnas kustīgo daļu norādīto kustību kontrolē atgriezeniskās saites sensori. Informācija par atgriezenisko saiti no sensora caur atgriezeniskās saites ierīci nonāk OOP, kur tiek salīdzināts faktiskais padeves bloka pārvietojums ar programmā norādīto, lai veiktu veiktās kustības korekcijas. Lai veiktu papildu funkcijas, elektriskie signāli tiek nosūtīti no UVP uz procesa vadības ierīci. Tiek ieslēgti vai izslēgti dažādi motori, sajūgi, elektromagnēti utt.
CNC iekārtu izmantošanai universālo iekārtu vietā ir būtiskas īpašības un tas rada noteiktas priekšrocības: preču ražošanas cikla saīsināšana, darba ražīguma palielināšana utt.
DROŠĪBA, STRĀDĀJOT AR VIRPU
Drošība- tā ir organizatorisko un tehnisko pasākumu un līdzekļu sistēma, kas novērš bīstamu un kaitīgu ražošanas faktoru ietekmi uz darbiniekiem. Galvenais drošības pasākumu un rūpnieciskās sanitārijas saturs ir traumu novēršana, tas ir, nelaimes gadījumu darbā novēršana un jo īpaši apmācības prakses laikā.
Katram skolēnam jāsaņem norādījumi par drošību, rūpniecisko sanitāriju un ugunsdrošību.
Instruktāža darba vietā tiek veikta pirms visu jaunpienācēju, kā arī pārcelto studentu uzņemšanas darbā.
Pirms darba uzsākšanas.
1) Uzvilkt kombinezonu; nostipriniet piedurknes; paslēp matus zem galvassegas.
2) Pārbaudiet aizsargžogu stiprinājuma esamību un uzticamību un aizsargzemējuma savienojumu ar mašīnas korpusu.
3) Sakārtojiet instrumentus un sagataves noteiktā secībā uz sānu statīva.
4) Stingri piestipriniet griezēju un sagatavi. Izņemiet atslēgu no patronas un uzstādiet to savā vietā.
5) Pārbaudiet mašīnas darbību tukšgaitā un palaišanas kārbas darbināmību, izslēdzot pogas un vadības sviras.
Darba laikā.
1) Stingri ievērojiet operāciju tehnoloģiju.
2) Lai izvairītos no savainojumiem, nedrīkst:
Noliec galvu tuvu patronai vai griezējinstrumentam.
· nodot vai pieņemt priekšmetus caur mašīnu rotējošām daļām.
noliecieties vai noliecieties uz mašīnu, novietojiet uz tās instrumentus vai sagataves.
Izmēriet sagatavi, notīriet un noņemiet skaidas no iekārtas, līdz tā pilnībā apstājas.
· Atdzesējiet griezējinstrumentu vai apstrādājamo priekšmetu ar drānu.
apturiet mašīnu, bremzējot patronu ar roku.
attālinieties no iekārtas, to neizslēdzot.
Atbalstiet un satveriet nogriezto gabalu ar roku.
4) Izslēdzot mašīnu, ir nepieciešams pārvietot griezēju prom no sagataves.
5) Strādājot centros, pārbaudiet, vai astes statnis ir droši nostiprināts un pārliecinieties, ka urbums ir pietiekams un tā leņķis atbilst centru leņķim.
6) Izmantojiet uzgriežņu atslēgas, atbilstošus uzgriežņus un skrūvju galvas.
7) Apstrādājamais stienis nedrīkst izvirzīties ārpus mašīnas
8) Izslēdzot strāvu tīklā, darbības laikā nekavējoties izslēdziet iekārtu.
Darba beigās.
1) Atvienojiet suportu, izslēdziet elektromotoru.
2) No mašīnas noņemiet skaidas ar suku, no gultas rievām ar āķiem. Aizliegts nopūst skaidas ar muti vai slaucīt ar roku.
3) Noslaukiet mašīnu, ieeļļojiet, savediet kārtībā instrumentus un individuālos aizsardzības līdzekļus. Nododiet mašīnu skolotājam.
GRIEŠANAS INSTRUMENTI
Virpām izmantotie griezējinstrumenti ir priekšzobi. Atbilstoši apstrādes veidam griezējus iedala: caururbumos, griešanas, griešanas, rievotās, hanteles, vītņotās, formas un urbšanas; urbšanas iekārtas savukārt ir sadalītas griezējos, kas paredzētas caurumu apstrādei, aklo caurumu apstrādei no tuva attāluma, urbšanas rievās un vītņošanai. Padeves virzienā griezēji ir sadalīti labajā un kreisajā pusē. Labie priekšzobi ir tie, kuriem, uzliekot labās rokas plaukstu virs tiem, galvenā griešanas mala atrodas īkšķa malā. Strādājot ar šādiem griezējiem uz virpas, tie pārvietojas no labās uz kreiso pusi. Atbilstoši galvas formai un tās novietojumam attiecībā pret ķermeņa asi priekšzobi ir taisni. Racionāli izvēlētiem griezēja ģeometriskajiem parametriem un priekšējās virsmas formai noteiktajiem griešanas apstākļiem jānodrošina lielākais instrumenta kalpošanas laiks vai lielākais griešanas ātrums. Šāda ģeometrija tiek saukta par optimālu un tiek izvēlēta no attiecīgajām rokasgrāmatām par griešanas apstākļiem un griezējinstrumenta dizainu. Frēžu materiāls ir ātrgaitas tērauds (metinātie griezēji) un metālkeramikas cietais sakausējums (griezēji ar lodētiem vai skrūvējamiem ieliktņiem).
DAĻU APSTRĀDE UZ VIRPAM
Griešanās- viens no visizplatītākajiem metāla griešanas veidiem, ko veic ar virpošanas grupas mašīnām. Šajās mašīnās apstrādātās detaļas ir sadalītas trīs klasēs: vārpstas, diski, bukses. Detaļas tiek apstrādātas uz specializētām iekārtām, pielāgotas atsevišķu vienkāršu un vidējas sarežģītības sagatavju apstrādei vai atsevišķu darbību veikšanai: ārējo un iekšējo trīsstūrveida un taisnstūrveida vītņu griešana ar krāniem un presformām. Viņi izmanto universālas un īpašas ierīces, daudzdimensiju un viendimensiju instrumentus.
VIRPU VEIDI
Mašīna sastāv no gultnes, kas uzmontēta uz pjedestāliem, priekšējā (vārpstas) galvas balsta, suporta ar instrumentu turētāju un priekšautu, kā arī astes balsta. Gulta ir pamatne, un tā kalpo visu galveno iekārtas sastāvdaļu uzstādīšanai. Suporta ratiņi un astes balsts pārvietojas pa gultas vadotnēm. Galvas balstam iekšpusē ir pārnesumkārba ar vārpstu, kuras priekšpusē ir nostiprināta patrona vai priekšējā plāksne apstrādājamā sagataves montāžai. Suports ir paredzēts griezēju nostiprināšanai instrumentu turētājā un pārvietošanai garenvirzienā, šķērsvirzienā un leņķiskā virzienā. Instrumenta pārvietošanai suportam ir trīs slaidi (ratiņi): gareniskais, šķērsvirziena un augšējais. Padeves kaste un maināmo zobratu ģitāra tiek izmantota, lai mašīnu pielāgotu vajadzīgajai griežamās vītnes padevei vai solim. No padeves kastes kustība uz suportu notiek caur vadošo skrūvi, vītņojot, vai caur piedziņas vārpstu, kad, pagriežot sagataves, ir jāpārvieto gareniskā un šķērsvirziena padeve. Astes balsts kalpo, lai atbalstītu garo sagatavju brīvo galu. Tas sastāv no trim galvenajām daļām: korpusa, spalvām un plāksnēm. Spalvas koniskā caurumā ir uzstādīts centrs vai instruments (urbis, iegremdēšana utt.). Astes balsta korpusu var pārvietot uz sāniem, lai pagrieztu koniskas virsmas. Virpas aprīkotas ar suporta ātras padeves ierīcēm un mehānismu vārpstas griešanās ātrai apturēšanai un automātiskai suporta padeves atslēgšanai pārslodzes gadījumā. Uz mašīnas galvas ir uzstādīti noregulēšanas rokturu stāvokļa rādītāji un vārpstas ātrumu tabulas.
CILINDRU UN GALA VIRSMAS APSTRĀDE
Lai pilnībā apstrādātu sagataves cilindrisko virsmu vienā instalācijā, piedziņas patronas un skavas vietā ir jāizmanto īpašs priekšējais centrs (rievotais, peldošs ar rievotu pavadu, pašsavienojošs vai reverss) un rotējoša aizmugure. centrs.
Apstrādājamo detaļu galu apgriešana sastāv no iepriekšējos vingrinājumos paredzēto paņēmienu veikšanas (patronas, griezēja un sagataves uzstādīšana, mašīnas iestatīšana vajadzīgajā vārpstas apgriezienu skaitā). Piestipriniet apstrādājamo priekšmetu patronā ar izvirzījumu no spīlēm ne vairāk kā 40 ... 50 mm. Apstrāde jāveic ar vēdertīfa galu saliektu priekšzobu ar leņķi j = 90° vai saliektu priekšzobu ar leņķi j = 45°. Lai apstrādātu sagataves gala virsmu šādā secībā: pieskarieties griezējgalvas galam sagataves gala virsmai un velciet griezēju prom no sagataves; iestatiet griezēju vajadzīgajā griezuma slāņa izmērā (griešanas dziļums vai gala pielaide), virzot to pa kreisi, padodiet griezēju ar manuālu šķērspadevi, samazinot padeves vērtību, kad griezēja gals tuvojas sagataves asij. Lai nogrieztu sagataves otro galu, atvienojiet sagatavi, izmēriet tās garumu, nosakiet atlikušo pielaidi 2. gala apstrādei, ar otru galu piestipriniet sagatavi patronā. Pārvietojiet griezēju, skaitot kustību gar augšējā slīdņa skrūves zaru (vai gar suporta karietes gareniskās padeves daļu) no sagataves gala, atstājot 0,1 ... 0,2 mm pēdējai griešanai.
Apgrieziet galu, pārvietojot griezēju uz centru ar šķērsvirziena manuālo padevi. Pavelciet griezēju prom no sagataves tā sākotnējā stāvoklī. Suporta augšējā slīdņa skrūves daļā pārvietojiet griezēju pa kreisi līdz atlikušajam pielaidei un pilnībā nogrieziet otro galu. Apgriežot galus ar saliektu griezēju ar leņķi j = 45°, iepriekšēju gājienu veic, virzot griezēju no sagataves ārējās virsmas uz centru, galīgo gājienu virzot no centra uz ārējo virsmu. sagatavi. Pārbaudiet sagataves gala virsmas taisnumu pēc apstrādes ar mērīšanas lineālu. Gala izliekums nav atļauts. Vairākas reizes atkārtojiet visus iepriekš minētos vingrinājumus cilindrisku virsmu pagriešanai un galu apgriešanai, un pēc tam apstrādājiet sagataves, kas nepieciešamas nākamajām klasēm vai detaļu ražošanai apmācību darbnīcās ražotiem izstrādājumiem.
Sagataves gala apgriešana tiek veikta šādā secībā: pieskarieties sagataves griezēja gala galvas galam un noņemiet griezēju no sagataves; iestatiet griezēju vajadzīgajā izmērā (griešanas dziļums vai gala pielaide), pārvietojot to pa kreisi; padodiet griezēju ar manuālu šķērsenisko padevi, samazinot padeves vērtību, kad griezēja gals virzās uz sagataves asi.
AURBU UZTURĒŠANA
Palielinot urbuma diametru jau apstrādājamā detaļā un piešķirot tai vajadzīgo formu (cilindrisku, konisku, pakāpienu) ar urbšanas griezēju palīdzību sauc par urbšanu. Urbšanas griezējam, kas uzstādīts mašīnas balsta instrumenta turētājā, jābūt konsoles daļai, kas izvirzīta no instrumenta turētāja garumā, kas ir lielāks par urbuma urbuma garumu sagatavē. Urbšanas frēžu un griešanas režīmu elementu ģeometriskie parametri urbšanas laikā ir līdzīgi šiem parametriem, griežot cilindriskas sagataves ar caurgriežņiem
Caurums garlaicīgs ar pakāpieniem atšķiras no gludas cilindriskas atveres izurbšanas ar urbšanas griezēju ar to, ka apstrāde tiek veikta vairākos piegājienos. Frēzes vārpstas garumam jābūt tādam, lai būtu iespējams izurbt visu pakāpienveida caurumu pilnā dziļumā, un galvas un griezēja vārpstas šķērsgriezumam jābūt mazākam par pakāpienveida cauruma mazo diametru. Ja pleca augstums ir mazāks par 5 mm un lielāka diametra urbšana tiek veikta vienā piegājienā (t<5 мм), то применяют резец с главным углом в плане j=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане j=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу - в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
KONUSES
Konisko virsmu apstrāde uz virpām tiek veikta dažādos veidos: pagriežot suporta augšējo daļu; astes balsta korpusa nobīde; pagriežot konisko lineālu; plats griezējs. Vienas vai citas metodes izmantošana ir atkarīga no konusveida virsmas garuma un konusa leņķa.
Ārējā konusa apstrāde, pagriežot suporta augšējo slīdni, ir ieteicama gadījumos, kad nepieciešams iegūt lielu konusa slīpuma leņķi ar salīdzinoši mazu garumu. Konusa ģenerātora lielākajam garumam jābūt nedaudz mazākam par augšējā suporta karietes gājienu. Ārējā konusa apstrāde, pārvietojot astes stieņa korpusu, ir ērta, lai iegūtu garus maigus konusus ar nelielu slīpuma leņķi (3 ... 5 °). Lai to izdarītu, astes balsta korpuss tiek nobīdīts šķērsvirzienā no mašīnas centru līnijas gar galvas balsta pamatnes vadotnēm. Apstrādājamā detaļa ir fiksēta starp mašīnas centriem dzenošā patronā ar apkakli. Konusu apstrāde ar konusa (kopijas) lineālu, kas piestiprināta virpas gultas aizmugurē uz šķīvja, tiek izmantota, lai iegūtu ievērojama garuma seklu konusu. Apstrādājamā detaļa ir fiksēta centros vai trīs žokļu pašcentrējošā patronā. Mašīnas balsta instrumenta turētājā fiksētais griezējs saņem vienlaicīgu kustību garenvirzienā un šķērsvirzienā, kā rezultātā apstrādā sagataves konisko virsmu.
Ārējā konusa apstrādi ar platu griezēju izmanto, ja nepieciešams iegūt īsu konusu (l<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
a) konuss K= (D-d)/l=2tg a
b) konusa slīpuma leņķis tg a = (D-d)/(2l) = K/2
c) slīpums i \u003d K / 2 \u003d (D-d) / (2l) \u003d tg a
d) lielāks konusa diametrs D = Kl + d = 2ltg a
e) mazāks konusa diametrs d = D-K1 = D-2ltg a
e) konusa garums l \u003d (D-d) K \u003d (D-d) / 2tga
Arī iekšējo konisko virsmu apstrāde uz virpām tiek veikta dažādos veidos: ar platu frēzi, griežot suporta augšējo daļu (ragavas), griežot konisko (kopēšanas) lineālu. Iekšējās koniskās virsmas līdz 15 mm garas tiek apstrādātas ar platu griezēju, kura galvenā griešanas mala ir iestatīta vajadzīgajā leņķī pret konusa asi, veicot garenvirziena vai šķērsvirziena padevi. Šo metodi izmanto, ja konusa slīpuma leņķis ir liels un netiek izvirzītas augstas prasības konusa slīpuma leņķa un virsmas raupjuma precizitātei. Iekšējos konusus, kas garāki par 15 mm jebkurā slīpuma leņķī, apstrādā, pagriežot suporta augšējo slīdni, izmantojot manuālo padevi.
Neatkarīgi no konusa apstrādes metodes, griezējs ir jāiestata precīzi mašīnas centru augstumā.
VIETU IZVIRŠANA UZ VIPĀM
Vītņu griešana ar griezējiem tiek veikta uz skrūvējamām virpām ar svina skrūvi ar šķeltu uzgriezni, maināmu riteņu ģitāru, padeves kārbu un atpakaļgaitas mehānismu. Mašīna var griezt dažādus vītnes - ārējos un iekšējos, metrisko un collu, labo un kreiso, vienu un vairāku vītņu, stiprinājumu un kravas; atbilstoši profila formai - trīsstūrveida, taisnstūrveida, trapecveida uc Turklāt uz skrūvējamām virpām tiek sagriezti tārpi. Pirms vītņošanas apstrādājamo priekšmetu pagriež (izurbj) līdz noteiktam diametram, kam jābūt nedaudz mazākam par vītnes ārējo diametru. Tas ir saistīts ar elastīgo un plastisko deformāciju klātbūtni, kas rodas sagataves materiālā, no kurām palielinās stieņa ārējais diametrs un samazinās cauruma iekšējais diametrs. Sagataves diametra izvēle tiek veikta saskaņā ar īpašām tabulām.
Vītņošanai izmanto stieņu, prizmatiskas un apaļas (disku) frēzes un vītņotās ķemmes. Stieņu griezēji atrod plašāku pielietojumu. Apdares frēzēm slīpuma leņķis γ = 0, vītnes pirmapstrādes griezējiem, kad vītnes profila deformācijai nav lielas nozīmes, tiek izmantots pozitīvs slīpuma leņķis γ = 10 ... 20 °. Profila leņķis griezēja griešanas daļā ir vienāds ar vītnes profila leņķi (piemēram, metriskajam - 60°, kaunumam - 55°). Frēzes griešanas daļas profila leņķis un tā uzstādīšana instrumenta turētājā tiek mērīts ar šablonu vai goniometru caur gaismu. Vītņošanai ir jāsaista sagataves (vārpstas) griešanās ar vītņotā instrumenta (suporta) padevi. Vēlamā soļa vītne tiks iegūta, kad vienā sagataves apgriezienā griezējs pārvietojas neveiksmīgā virzienā par vienu griežamās vītnes soli (vītni).
Mūsdienu skrūvju griešanas virpām ir ļoti vienkāršs un iepriekš noteikts vītnes solis. Iestatījums, lai atrastu, atbilstoši tabulai, kas piestiprināta, atkarībā no modeļa, kastes augšējai vai sānu sienai, vai uz trumuļa mašīnas iestatīšanai vajadzīgajā vītnē, vēlamo padeves kastes rokturu pozīciju trumuļi, vai maināmo zobratu zobu skaits un to iestatīšana vēlamajā pozīcijā. Darbgaldiem parasti ir divi maināmu riteņu komplekti. Tajās skrūvējamās virpas, kurām nav padeves kastes, iestatījums tiek veikts tikai pēc aprēķiniem. Šādas mašīnas tiek piegādātas ar maināmu pārnesumu komplektiem ar 17, 19, 38 vai citu riteņu skaitu. Vītne tiek nogriezta vairākās sākotnējās un pēdējās kustībās, kuru skaits ir atkarīgs no vītnes soļa. Ir vairākas metodes (shēmas), kā ar katru piegājienu nodrošināt vītņotu griezēju līdz griezuma dziļumam. Vītņojot ar soli P< 2 мм резец подается в поперечном направлении перпендикулярно оси нарезаемой заготовки - радиальная подача. При нарезании резьбы с шагом Р>2 ... 2,5 mm, lai atvieglotu deformāciju un skaidu brīvu izkļūšanu no griešanas zonas, tiek izmantota kombinētā griezēja padeve - gan šķērsvirzienā, gan garenvirzienā. Otro griešanas shēmu var veikt arī, padodot suporta augšējo slīdni, kas pagriezta pret mašīnas centru asi 60° leņķī. Lai iegūtu precīzāku vītni, pēdējās piegājienus vēlams veikt tikai ar radiālo padevi - saskaņā ar pirmo shēmu. Vītņotā griezēja atgriešanās sākotnējā darba stāvoklī, lai veiktu nākamo gājienu, tiek veikta divos veidos, kuru izvēle ir atkarīga no griežamās vītnes soļa un mašīnas vadošās skrūves soļa. Griežot uz skrūvējamās virpas, ir vairāki (pāra) un nevairāki (nepāra) vītnes. Daudzkārtnis ir vītne, kurā vadošās skrūves vītnes soļa P x attiecība tiek dalīta bez atlikuma ar nogriežamās vītnes piķi P n vai vītņu skaits nn uz 1 collu nogriežamās vītnes. bez atlikuma pēc vadskrūves vītņu skaita nx. Tādu vītni sauc par ne-vairākkārtēju, y kuru noteiktā dalījuma rezultātā iegūst daļskaitļus, nevis veselus skaitļus.Griežot vairākkārtēju vītni, griezējs ( suports) tiek atgriezts sākotnējā stāvoklī, ieslēdzot vadošās skrūves šķelto uzgriezni un ātri manuāli pārvietojot slīdni. virzienu, pārslēdziet vārpstas griešanos uz pretējo (paātrināto) gājienu, neatverot šķelto uzgriezni, un pārvietojiet suportu. novietojiet griezēju sākotnējā stāvoklī, lai veiktu nākamo gājienu.
Taisnstūra un trapecveida diegi un tārpi atkarībā no izmēra un precizitātes tiek griezti ar vienu vai vairākiem griezējiem. Vītņojot tiek izmantoti dažādi griešanas šķidrumi, kas absorbē siltumu, samazina frēzes un sagataves berzes virsmu berzi un noņem sīkas skaidu daļiņas. Apstrādājot tērauda detaļas, tiek izmantota emulsija, eļļa, sulfofrezols; bronza un misiņš bez dzesēšanas vai rapšu eļļas; čuguns bez dzesēšanas vai petrolejas.
Viena no augstas veiktspējas apstrādes metodēm ir ārējo un iekšējo trīsstūrveida stiprinājumu vītņu griešana ar tapām un presformām uz virpām, torņu virpām un citām mašīnām. Vītne tiek pilnībā nogriezta vienā vai vairākās instrumenta piegājienos. Iekārtas īpašs iestatījums vītņošanai netiek veikts. Darba metodes ir vienkāršas, daudzējādā ziņā līdzīgas vītņu griešanas paņēmieniem, ko studenti apguvuši atslēdznieka prakses laikā un neprasa augstu kvalifikāciju. Neprecīzu stiprinājuma vītņu griešanai ar diametru līdz 25..30 mm un ar soli ne lielāku par 3 mm, vispiemērotāk ir izmantot tapus un presformas.
FORMĒTO VIRSMU APSTRĀDE
Daudzām mašīnu daļām ir ne tikai taisnas un plakanas virsmas, bet arī dažādas izliektas kontūras, kas sastāv no taisnu līniju segmentiem, dažāda diametra apļveida lokiem un citām līknēm. Liklīnijas kontūras var frēzēt uz vertikālajām frēzmašīnām: marķējot, kombinējot garenvirziena un šķērsvirziena manuālo padevi; marķējot ar rotējošu apaļo galdu; uz kopētāja īpašās ierīcēs.
Apļa loka izliektās kontūras ieteicams apstrādāt uz rotējoša apaļā galda ar manuālo padevi, kas ir obligāts piederums vertikālajai frēzmašīnai.
DAĻU APSTRĀDE UZ FREZĒŠANAS MAŠĪNAS
Frēzēšana ir viena no visizplatītākajām plakanu un dažādu formu virsmu, vītņu, spaliņu, riteņu zobu un citu detaļu apstrādes metodēm.
Lielākajai daļai detaļu virsmas ir plakņu formā, piemēram, mašīnas pamatnes vadotnes, skrūvspīļu pamatnes virsmas, vadības un marķēšanas plāksnes, montāžas kvadrātveida virsmas, skrūvju un uzgriežņu virsmas, instrumenta kātu kvadrāti utt. Plakņu frēzēšanu var veikt galvenokārt ar cilindrisku palīdzību. griezēji uz horizontālām frēzmašīnām, kā arī virsfrēzes un gala frēzes, gan horizontālās, gan vertikālās frēzmašīnas.
Slīpa plakne ir plakana virsma leņķī pret horizontāli. Slīpums ir īsa slīpa plakne. Slīpas plaknes frēzēšanu ar sagataves rotāciju var veikt gan uz horizontālām, gan vertikālām frēzmašīnām, izmantojot universālo mašīnas skrūvspīli, stūra plāksnes vai speciālus fiksatorus un skavas.
Izciļņu, taisnstūra rievu, rievu frēzēšana un sagatavju nogriešana. Mašīnu un ierīču detaļās ir virsmas, ko sauc par dzegām un rievām. Rievas var būt taisnstūrveida un formas, cauri un slēgtas. Taisnstūra, formas un cauruļu rievu un izciļņu apstrādei uz horizontālām frēzmašīnām tiek izmantoti dažādi disku griezēji. Slēgtu rievu, atslēgu un citu nepieejamu virsmu apstrādei horizontālās un vertikālās frēzmašīnās izmanto gala frēzes. Pārslīpējot samazinās frēzes platums, tādēļ gadījumos, kad griezējam ir jāsaglabā savs izmērs platumā, vēlams izmantot saliktos (dubultos) disku griezējus, kas sastāv no divām pusēm, starp kurām ir noteikta biezuma plāns gredzens. ir uzlikts.
Frēzes tiek montētas uz frēzmašīnu serdeņiem tāpat kā cilindriskās. Lai taupītu ātrgaitas tēraudu, liela izmēra disku griezēji tiek izgatavoti kā saliekami, ar iespraužamiem nažiem. Plecu frēzēšana ar disku frēzēm var tikt veikta dažādos veidos: katru plecu frēzē ar vienu trīspusēju disku frēzi, abus plecus frēzē vienlaikus ar divu tieši vienāda diametra diska frēžu komplektu. Šajā gadījumā, lai iegūtu noteiktu izmēru starp dzegām, uz stieņa starp frēzēm tiek uzstādīti atbilstoši starpgredzeni vai frēzēti divu pozīciju 180 ° rotējošā armatūra. Pēc dzegas frēzēšanas (pirmā pozīcija) armatūru ar tajā fiksēto sagatavi pagriež un novieto otrajā pozīcijā otrās dzegas frēzēšanai.
Daudzām mašīnu daļām ir ne tikai taisnas un plakanas virsmas, bet arī dažādas izliektas kontūras, kas sastāv no taisnu līniju segmentiem, dažāda diametra apļveida lokiem un citām līknēm. Liklīnijas kontūras var frēzēt uz vertikālajām frēzmašīnām: marķējot, kombinējot garenisko un šķērsvirziena manuālo padevi: marķējot, izmantojot rotējošo apaļo galdu; uz kopētāja īpašās ierīcēs. Frēzēšana, kombinējot manuālās padeves, sastāv no tā, ka uz frēzmašīnas galda tiek piestiprināta iepriekš marķēta sagatave un, ja nepieciešams, ar urbumiem instrumenta stiprināšanai un ievietošanai. Manuāli pārvietojot galdu vienlaicīgi garenvirzienā un šķērsvirzienā, sagatave tiek nogādāta zem rotējošās gala frēzes tā, lai griezējs noņem metāla slāni saskaņā ar iezīmēto izliekuma kontūru. Lai griezējs ar savu galu nepieskartos mašīnas galda vai armatūras darba virsmai, sagatave jāuzstāda uz oderes.
Apļa loka izliektās kontūras ieteicams apstrādāt uz rotējoša apaļā galda ar manuālo padevi, kas ir obligāts piederums vertikālajai frēzmašīnai. Rotējošais apaļais galds ar pamatni ir ieskrūvēts mašīnas galda T veida spraugās. Rotācija no roktura, kas uzstādīta uz veltņa, tiek pārsūtīta caur tārpu pāri uz galda rotējošo daļu (priekšējo plāksni). Graduēta skala uz galda sānu virsmas tiek izmantota, lai skaitītu tā rotāciju (ar fiksētu sagatavi) līdz vajadzīgajam leņķim.
Virpošanas galda rotācijas ass stāvokli uz frēzmašīnas galda attiecībā pret mašīnas vārpstas asi nosaka, apvienojot galda asi ar gala frēzes asi, kurai ir centrēšanas tapa vai centrs. ievietots pagrieziena galda centrālajā koniskajā caurumā. Lai iegūtu vajadzīgo kontūras rādiusu uz sagataves, mašīnas galds tiek nobīdīts ar šķērsvirziena padevi par kontūras rādiusu plus frēzes rādiuss.
Pareizu sagataves uzstādīšanu attiecībā pret rotējošā galda asi var pārbaudīt, viegli pieskaroties sagatavei ar rotējošu griezēju divās diametrāli pretējās pozīcijās, t.i., kad galds ir pagriezts par 180 °. Tagad, ja jūs jebkurā vietā novietojat apstrādājamo priekšmetu pie rotējošās griezēja un turpināsiet griezt galdu aiz roktura, griezējs apstrādās uz tā apļa loku ar rādiusu, kas vienāds ar attālumu no galda centra līdz šim. sagataves punkts. Jo tālāk sānu virsmas punkts atrodas no galda ass, jo lielāku apli tas aprakstīs, kad tabula griežas.
Tāpēc ar šo apstrādes metodi kontūra uz sagataves tiek iegūta, neapvienojot divas padeves un tās precizitāte ir atkarīga tikai no pareizas sagataves novietojuma uz galda (no pareiza sagataves pagrieziena rādiusa). Lai nodrošinātu kontroli frēzēšanas procesā, sagatavei jābūt iepriekš marķētai.
Apstrādājot lielu identisku sagatavju partiju ar izliektu kontūru, tiek izmantota īpaša kopēšanas iekārta vai kopēšanas frēzmašīnas.
DAĻU APSTRĀDE UZ SMLĒŠANAS GRUPAS MAŠĪNĀM
Ar slīpēšanu var apstrādāt vienkāršas cilindriskas lodītes un urbumus, plakanas virsmas, kā arī sarežģītas profilētas virsmas, piemēram, zobratus, šķiedrveida vārpstas, vītnes, tārpus, gultnes vadotnes utt.
Apļveida iekšējās slīpēšanas shēma ar slīpripas garenisko padevi. Apstrādājamā detaļa tiek fiksēta patronā, un aplis, tāpat kā riņķveida ārējās slīpēšanas gadījumā ar garenisko padevi, veic šādas kustības: slīpripas rotācija, diska (vai sagataves) gareniskā padeve, slīpēšanas šķērsvirziena padeve. ritenis. Virsmas slīpēšana ir sadalīta divos veidos: slīpēšana ar apļa malu un gala virsmu. Virsmas slīpmašīnas, kas paredzētas šo divu veidu slīpēšanai, turklāt ir sadalītas mašīnās ar taisnstūrveida un apaļajiem galdiem. Plakanai slīpēšanai ir nepieciešamas šādas kustības: slīpripas rotācija - galvenā griešanas kustība: sagataves kustība - gareniskā padeves kustība (taisnvirziena turp vai rotējoša galda kustība); slīpripas kustība uz sagatavi (vai sagataves vertikālā padeve uz slīpripu) - padeve līdz slīpēšanas dziļumam; sagataves (vai slīpripas) šķērseniskās padeves kustība virzienā, kas ir perpendikulārs garenpadeves kustībai. Gadījumā, ja slīpripa pilnībā nosedz slīpēšanas platumu, nav šķērspadeves. Papildus iepriekš uzskaitītajiem slīpēšanas veidiem ārējo un iekšējo konisko virsmu un galu slīpēšana ir kļuvusi plaši izplatīta mašīnbūvē, darbgaldu ražošanā un instrumentu ražošanā. Ārējo konisko virsmu slīpēšanas metodes daudzējādā ziņā ir līdzīgas to apstrādei preču iekārtās. Atkarībā no sagataves konusveida leņķa
Ārējo konisko virsmu slīpēšanas metodes maina šādas metodes. Ja konusveida leņķis nepārsniedz 15, tad apstrādājamo priekšmetu slīpē, pagriežot galda augšējo daļu. Iekārtas augšējais galds ir pagriezts leņķī, kas vienāds ar sagataves konusa slīpumu. Ar šo augšējā galda uzstādīšanu konusa ģenerators, kas vērsts pret slīpripu, tiek novietots paralēli mašīnas galda kustībai. Slīpēšana tiek veikta gareniskā gājienā. Slīpēšanas pamatnes šķērsvirziena kustība tiek veikta tāpat kā slīpējot cilindriskas virsmas. Apstrādājamās detaļas, kuru konusa leņķis ir lielāks par 15, tiek slīpētas, pagriežot galviņu vai slīpēšanas pamatni. Apstrādājamā detaļa ir iespīlēta patronā, kas uzstādīta uz balsta. Slīpēšana tiek veikta tāpat kā slīpējot cilindriskas virsmas ar garenvirziena un šķērsvirziena padevi.
Sagataves ar īsām koniskām virsmām var slīpēt plašā diapazonā, izmantojot iegremdēšanas metodi. Slīpēšana caur koniskiem caurumiem visbiežāk tiek veikta ar vairāku garenvirziena gājienu metodi, kad sagatave, kas piestiprināta patronā vai citā iespīlēšanas ierīcē, kopā ar pamatni tiek pagriezta leņķī, kas vienāds ar konusa leņķi. Aklos konusveida caurumus vai caurumus, kas beidzas ar pleciem, kas neļauj slīpripai izkļūt gar sagataves asi, slīpē ar šķērsvirziena padevi, izmantojot iegremdēšanas metodi.
DAĻU APSTRĀDE UZ Stādīšanas GRUPAS MAŠĪNĀM
Šķērsgriezējmašīnas galvenokārt paredzētas horizontālu plakņu apstrādei. Vertikālo plakņu, rievu un rievu ēvelēšana uz tām tiek veikta ar suporta vertikālo padevi. Ēvelējot vertikālu plakni, sagataves ir iestatītas tā, lai pēdējos piegājienos griezējs nepieskartos galda virsmai. Tas tiek panākts, novietojot darba virsmu pret galda T veida spraugu uz paliktņiem vai kādā citā ierīcē, kas nodrošina atstarpi starp galda augšējo virsmu un apstrādājamo priekšmetu. Suports tiek iestatīts nulles pozīcijā, ragavas tiek paceltas līdz neveiksmei un pēc tam nolaistas par 5 ... 10 mm uz leju, un saliekamais dēlis ar griezēju tiek pagriezts līdz neveiksmei ar augšējo galu prom no sagataves virsmas. apstrādāts (ar griezēja galvu tuvāk sagatavei), pēc tam pacelts galds tā, lai atstarpe starp griezēju un sagatavi būtu aptuveni 5 mm. Šāda regulēšana ļaus nogriezt vertikālu plakni, kuras augstums ir nedaudz (līdz 5 mm) mazāks par suporta augšējā slīdņa kustības garumu. Vertikālās plaknes tiek ēvelētas, izmantojot caurlaides un metināšanas griezējus ar taisnām saliektām galvām. Labus rezultātus iegūst, ēvelējot ar taisno frēzi ar pārejas griešanas malu, kas nodrošina zemu virsmas raupjumu. Apstrādājot savienojošās vertikālās un horizontālās virsmas, vispirms virsma tiek ēvelēta ar caurujfrēzi pie horizontālas padeves, un pēc tam virsmu divos piegājienos apstrādā ar skalošanas griezēju.
Slīpu savienojuma virsmu ēvelēšana tiek veikta ar caururbjmašīnām un griezējiem.
Pirmkārt, rievots griezējs ar vertikālu padevi apstrādā taisnstūra rievu līdz pilnam dziļumam. Pēc tam secīgi ar labo un kreiso rievgriezēju ēvelē abas slīpās rievas malas. Pēc tam suporta rotējošā daļa tiek iestatīta leņķī, kas atbilst rievas sienu slīpuma leņķim.
Ja nepieciešams apstrādāt platas baložu rievas, piemēram, apstrādājot suportu ragavas, ēvelēšana tiek veikta secīgi. T veida rievu ēvelēšana tiek veikta secīgi. Vispirms tiek veikta vajadzīgā platuma vai šaurāka rievgrieze, kam seko izplešanās līdz vajadzīgajiem rievas izmēriem, ar vertikālu padevi tiek apstrādāta taisnstūra rieva, otrajā un trešajā pārejā labās un kreisās puses rievas tiek izgrieztas ar speciālu palīdzību. griezēji ar horizontālu padevi, ceturtajā pārejā, ar divu asmeņu vai abpusēju caureju (γ \u003d 45 °) nošķautnes tiek sagrieztas ar vertikālu padeves griezēju.
Griešanas režīmi vertikālo un slīpo plakņu ēvelēšanai tiek izvēlēti tādā pašā secībā kā horizontālo plakņu ēvelēšanai: griešanas dziļums, ņemot vērā apstrādes pielaidi; suporta slaida zemās stingrības dēļ padeve ir 1,5 ... 2 reizes mazāka nekā horizontālajai ēvelēšanai; griešanas ātrums pēc standartiem, tehnoloģiskās dokumentācijas vai pēc meistara ieteikuma konkrētajam apstrādājamajam materiālam un instrumentam. Apstrādātās virsmas tiek pārbaudītas ar lineāliem, kvadrātiem, šabloniem vai universālajiem goniometriem, un izmēri tiek pārbaudīti ar suportiem un suportiem.
IEPAZANS AR CNC MAŠĪNĀM
CNC mašīnu galvenā iezīme ir tāda, ka programma, tas ir, dati par darba ķermeņu kustības lielumu, ātrumu un virzienu, tiek norādīti simbolu veidā, kas uzdrukāti uz īpaša programmas nesēja. CNC iekārtā, lai apstrādātu daļu no jaunas konfigurācijas, bieži vien pietiek ar jaunu NC instalēšanu CNC, kas satur noteiktu iestatījumu informāciju (IM). Programmas ievades ierīce (PID) nolasa programmu, tas ir, to pārvērš elektriskos signālos un nosūta uz programmas apstrādes ierīci (PDU), kas caur piedziņas vadības ierīci (CUP) iedarbojas uz vadības objektu - mašīnas padeves piedziņa (PP). Ar padeves piedziņu saistīto mašīnas kustīgo daļu norādīto kustību kontrolē atgriezeniskās saites sensori. Informācija par atgriezenisko saiti no sensora caur atgriezeniskās saites ierīci nonāk OOP, kur tiek salīdzināts faktiskais padeves bloka pārvietojums ar programmā norādīto, lai veiktu veiktās kustības korekcijas. Lai veiktu papildu funkcijas, elektriskie signāli tiek nosūtīti no UVP uz procesa vadības ierīci. Tiek ieslēgti vai izslēgti dažādi motori, sajūgi, elektromagnēti utt.
CNC iekārtu izmantošanai universālo iekārtu vietā ir būtiskas īpašības un tas rada noteiktas priekšrocības: preču ražošanas cikla saīsināšana, darba ražīguma palielināšana utt.
Mēs arī iesakām
 Komutācijas barošanas avots: remonts un uzlabošana
Komutācijas barošanas avots: remonts un uzlabošana
 Gaismas tālvadības pults
Gaismas tālvadības pults
 Peldēšanas nodarbības pirmsskolas vecuma bērniem
Peldēšanas nodarbības pirmsskolas vecuma bērniem
 Piezīmes meistaram - mājas sadzīves signalizācija
Piezīmes meistaram - mājas sadzīves signalizācija
 Pulksteņa propelleris uz Atmega8
Pulksteņa propelleris uz Atmega8
 Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas
Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas