Pagriešanas griezējs saliekts cauri. Pārejoši priekšzobi – gandrīz viss par tiem
Bieži vien ražošanā, lai apstrādātu dažādus pakāpju veltņus un dažādas necietas detaļas, tiek izmantots caurgriezējs. Strādājot ar šo instrumentu, raupjmašīnas tiek iegūtas ar mazāku izliekuma rādiusu nekā apdares gājiens. Ja nepieciešams, lai iegūtu perfekti gludas virsmas, izmantojiet asmeņu griezēju.
Caurgriezis tiek izmantots dažādu detaļu ārējai gareniskajai apdarei un apdares virpošanai. Tajā pašā laikā rupjā apstrādē tiek izmantots lielāks griešanas ātrums, un skaidas tiek noņemtas lielākas nekā ar smalku virpošanu.
Caurgriezējs var būt saliekts, izturīgs un taisns. Un padeves virzienā ir labie un kreisie instrumenti. Kreisās šajā gadījumā izmanto ārējo virsmu apstrādei virzienā no kreisās uz labo, labās - no labās uz kreiso.
Taisnā griezēja plānā galvenie leņķi ir vienādi ar φ = 75, 60 un 450, saliektam griezējam φ = 400-450 un vilces instrumentam φ = 900. visa griezēja pretestība kopumā, bet jo mazāka ir leņķis, jo lielāks ir griezēja pieļaujamais ātrums un pretestība. Tomēr bieži vien pie šī raksturlieluma minimālajām vērtībām var rasties vibrācijas mašīnas struktūras, stiprinājuma detaļu vai paša instrumenta nepietiekamas stingrības dēļ. Tātad ar pietiekamu stingrību tiek izmantots saliekts caurlaides griezējs, kas ir visizplatītākais, jo tas ļauj veikt ne tikai garenisko, bet pat šķērsvirzienu. Ja stingrība nav pietiekama, tiek izmantoti stopgriezēji, kas ļauj apstrādāt detaļas ar mazām izciļņiem un tiek plaši izmantotas necieto detaļu apstrādei.
Vēl viens, ne mazāk svarīgs parametrs ir palīgleņķis plānā. Tas ietekmē griešanas ātrumu, griežamās virsmas raupjumu un samazina palīgierīces līdzdalību griešanas mala visa procesa laikā. Apstrādājot rupju, šī instrumenta vērtība tiek izvēlēta 10-150.
Nākamais svarīgais tāda instrumenta raksturlielums kā griezējs ir izliekuma rādiuss. Tas ietekmē instrumenta kalpošanas laiku un griešanas malu izturību. Šī parametra palielināšana samazina apstrādājamās virsmas raupjumu, bet tajā pašā laikā izraisa pašas padeves griezēja slodzes palielināšanos, kas veicina vibrāciju. Tātad rādiuss instrumentiem ar karbīda asmeņiem 0,5 mm tiek uzskatīts par optimālu ar turētāja šķērsgriezumu 10 mmx16 mm un 12 mmx20 mm, 1 mm sekcijām 16 mmx25 mm un 20 mmx32 mm, 1,5 mm griezējiem ar šķērsgriezumu 25 mmx40 mm un 30 mmx45 mm.
Frēzes priekšējās virsmas forma ir atkarīga no apstrādājamā materiāla, nepieciešamā apstrādes veida, produkta padeves iespējas un vairākiem citiem nosacījumiem. Tā, piemēram, visu veidu ātrgaitas un karbīda griezējiem tiek izmantota plakana asināšanas forma un pozitīvs leņķis, tas ir ieteicams čuguna apstrādei. Tajā pašā laikā padeves griezējam, kas izgatavots no ātrgaitas tērauda, padeves ātrums ir mazāks par 0,2 mm/apgr., griežot tēraudu.
Plakanu formu ar negatīvu slīpuma leņķi izmanto griezējiem ar cieta sakausējuma asmeņiem, apstrādājot tēraudu virs 80 kgf/mm2, stingras tehnoloģiskās sistēmas klātbūtnē.
Ļoti bieži caurejošais griezējs tiek papildus nostiprināts, nošķeļot 0,2-1,2 mm ar negatīvu leņķi līdz -50 gar griešanas malu. Plakanu formu ar slīpumu izmanto instrumentam, kas izgatavots no ātrgaitas tērauda, ja to izmanto tērauda virpošanai ar padevi lielāku par 0,2 mm / apgr., kā arī karbīda griezējiem tērauda apstrādei ar σv mazāku vai vienādu. līdz 80 kgf / mm2, kā arī ar σin lielāku un vienādu ar 80 kgf / mm2 necietas sistēmas klātbūtnē. To izmanto tērauda un tērauda lējumu, kā arī kaļamā čuguna apstrādei.
Taču, strādājot ar šādu instrumentu, veidojas liels daudzums bīstamu, nedaudz salocītu un transportēšanai neērtu skaidu. Tajā pašā laikā pastāv liela varbūtība, ka tā aptīsies ap detaļu un kļūs bīstama strādniekam. Lai no tā izvairītos, skaidas tiek saritinātas, veidojot griezēja priekšējo daļu ar fileju ar rādiusu no 3 mm līdz 18 mm, un mazākas stiprības detaļu apstrādei tiek izvēlēta mazāka rādiusa vērtība. Tādējādi tiek iegūts šādas formas griezējs.
Caurlaides griezējs, kam ir rādiusa forma ar slīpumu, ir paredzēts visu veidu instrumentiem, kas izgatavoti no ātrgaitas tērauda, izņemot formas griešanas malas ar sarežģītu profilu, kā arī instrumentiem ar karbīda ieliktņiem, ja tos padod ar ātrumu vairāk nekā 0,3 mm / apgr. nepieciešamajai tērauda apstrādei ar σin lielāku un vienādu ar 80 kgf/mm2.
Neatkarīgi no izmantotā griezēja, lai tas ilgāk nedarbotos un strādātu ar vislielāko efektivitāti, tiek izmantots milzīgs skaits dažādu papildu sprauslu un dažādu palīgierīču. Tie ir paredzēti, lai aizsargātu instrumentu, kā arī vienkāršotu visu tehnoloģisko procesu, kas ir īpaši svarīgi, apstrādājot detaļas, kurām ir sarežģīta struktūra.
Krāns
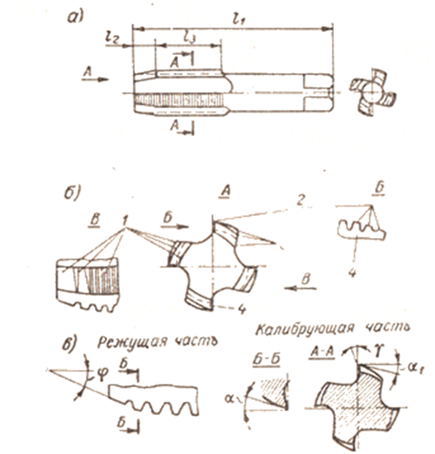 Krāns ir griezējinstruments vītņu griešanai iepriekš izurbtā caurumā. Krāns ir cilindrisks veltnis ar griešanas malām vienā galā. Krāna otrs gals (kāts) ir paredzēts nostiprināšanai patronā vai noturēšanai apkakle darbības laikā.
Krāns ir griezējinstruments vītņu griešanai iepriekš izurbtā caurumā. Krāns ir cilindrisks veltnis ar griešanas malām vienā galā. Krāna otrs gals (kāts) ir paredzēts nostiprināšanai patronā vai noturēšanai apkakle darbības laikā.
Galvenie krānu veidi:
Manuāls - paredzēts manuālai vītņošanai komplektā, kas sastāv no diviem vai trim gabaliem;
Uzgrieznis - pilnas vītnes griešanai vienā piegājienā caurumos;
Mašīna - vītņu griešanai, galvenokārt aklos urbumos uz urbjmašīnām, automātiem un speciālām moduļmašīnām (Galvenokārt tiek ražotas gabalos, bet ir arī komplekti pa 2 vai 3 gabaliem);
Darbgaldi - vītņu iegūšanai caurumos uzgriežņu griešanas mašīnās; bez rievu (formēšanas mašīnas) - vītņu iegriešanai caurumos vienā piegājienā;
Automātiski - vītņu griešanai uzgriežņos uzgriežņu griešanas mašīnās;
auns un dzemde - vītņu iegriešanai un kalibrēšanai un urbumu noņemšanai apaļo presformu vītņotajos caurumos.
Vītņu veidi: M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT.
Materiāls krānu ražošanai ir leģēts instruments un ātrgaitas griešanas tērauds.
Vilces griezēji ir visizplatītākais instruments virpošanā. Šajā rakstā mēs apskatīsim, kā ar savām rokām izgatavot šādu griezēju, kādi ir caurejošie griezēji, to uzstādīšanas leņķi un griešanas malu leņķi un citas nianses.
Šis raksts būs turpinājums rakstu sērijai vietnē par virpām, instrumentiem un armatūru virpošanai garāžas darbnīcā. Es jau rakstīju par armatūru virpām un tie, kas vēlas, var lasīt par tiem un. Nu, par kompetentu virpošanas instrumentu asināšanu un precizēšanu ar savām rokām iesaku lasīt un noskatīties video šeit
Un šajā rakstā mēs sīkāk aplūkosim galveno virpošanas instrumentu - cauruļu griezēju.
Sākumā apsvērsim, kas ir cauruļu griezēji, no kā tie ir izgatavoti, to asināšanas leņķi, šo griezēju karbīda plākšņu stiprināšanas metodes un citas nianses. Un noslēgumā tiks pastāstīts un parādīts, kā mājas apstākļos ar savām rokām izgatavot liektu caurgriezni ar maināmu karbīda plāksni.
Caurlaides griezējs ir paredzēts ārējo cilindrisko virsmu garenvirpošanai, bet šķautņu un gala virsmu virpošanai tiek izmantoti iegriezumi. Tomēr daži cauruļu griezēju veidi (kā es to darīju videoklipā zem raksta un 1. attēlā zemāk) un griezējgriezēji tiek izmantoti gan virsmu pagriešanai garenvirzienā, gan šķērsvirzienā.
Caurgriezēji ir smalki un raupji. Rupjmašīnas ir paredzētas apstrādājamo detaļu rupjai virpošanai, tā sauktajai lobīšanai (un tāpēc daži tos sauc par mizošanu). Un apdares frēzes ir paredzētas gala virsmas apstrādei un augstākas klases sagataves virsmas apdares iegūšanai. Zemāk mēs detalizēti apsvērsim cauruļu griezēju veidus.
Virpošana saliekta caur griezējiem .
Šādi griezēji ir visizplatītākie virpošanā, pateicoties to ērtībām un plašajām iespējām, un tieši kā es uztaisīju šādu griezēju, nofilmēju video, kuru var apskatīt zem šī raksta. Pateicoties saliektai galvai, šādi griezēji ļauj apstrādāt detaļas virsmu, kas atrodas ļoti tuvu virpas patronas izciļņiem.
I - garenvirpošana, II - šķērsvirpošana
Un šādu frēzi izmanto gan gareniskai (skat. 1.I attēlu), gan šķērseniskajai virpošanai (1.II attēls) Šādas frēzes tiek izgatavotas pa labi un pa kreisi, atkarībā no tā, kādā virzienā ir noliekta galva.
Taisni griezēji.
I - pa labi caur griezēju, II - pa kreisi caur griezēju
Šie griezēji ir paredzēti detaļu garenvirzīšanai. Kā arī liektās frēzes tās var būt vai nu labās (skat. 2.I attēlu), kuras tiek izmantotas mašīnas balsta parastā kustības virzienā, un kreisas (2.II attēls), kuras izmanto, griežoties virzienā. no galvas balsta uz aizmuguri.
Taisnās grieznes ir visvieglāk izgatavojamas, jo turētāja forma ir vienkārša (nav saliekta).
Noturīgs cauri griezējiem.
I - griešanas gala virsmas (dzegas), II - gala virpošana.
Šie frēzes kalpo detaļu garenvirpošanai (skat. 3.I attēlu) un vienlaicīgu dzegas gala virsmu apgriešanu (pārejas galā). Ja instrumenta turētāju ar šādu griezēju pagriežat noteiktā leņķī (skat. 3.II attēlu), tad šādu griezēju varat izmantot detaļas gala sejas virpošanai.
Vilces griezējus visplašāk izmanto necieto detaļu, kā arī pakāpju sagatavju apstrādē.
Apdares griezēji .
Es - par pagriešanos atklātas telpas, II - pagriešanai grūti sasniedzamās vietās.
Šādas frēzes galvenokārt tiek izmantotas virpošanai ar mazu padevi, un tās atšķiras no parastajiem caurujfrēzēm ar lielu izliekuma rādiusu (r = 2-5 mm).
Lai apgrieztu detaļu atvērtās vietas, izmantojiet taisnus griezējus, kas darbojas abos virzienos (sk. 4.I attēlu). Un grūti sasniedzamu vietu apgriešanai tiek izmantoti liekti griezēji (skat. 4.II attēlu), gan pa labi, gan pa kreisi.
Apdares plati griezēji .
Šie griezēji ir paredzēti smalkai detaļu virpošanai un ar lielu padevi. Bet tajā pašā laikā šie griezēji parasti noņem no sagataves ļoti mazu metāla slāni.
b ir griešanas malas platums, s ir padeve.
Pie lielas barošanas (s
Zemāk mēs apsvērsim dažādas cauruļu griezēju iespējas, kas atšķiras viena no otras atkarībā no griešanas plākšņu stiprinājuma.
Virpošanas griezēji ar griešanas plākšņu mehānisku stiprinājumu.
Plākšņu stiprināšana speciālā griezta atsperu turētāja ligzdā.
Šādu griezēju (kas tika izstrādāti pagājušajā gadsimtā VDR Tehnoloģiju institūtā) dizains paredz simetrisku karbīda ieliktņu nostiprināšanu griezuma turētājos, izmantojot vienu vai divas skrūves (ar iekšējo sešstūri). Šādi caurgriežņi ir parādīti attēlā zemāk.
Šī plāksne tiek fiksēta, ieķīlējot to starp tapu 3 un turētāja aizmugurējo atbalsta sienu, izmantojot īpašu ķīli 5 un skrūvi 4. Šādā gadījumā plāksne ir stingri un cieši piespiesta griezēja korpusa (turētāja) atbalsta virsmai. .
Kā parādīts attēlā, rūpnīcā ražotā plāksne tiek piegādāta ar fileju čipsu sarullēšanai un vēl vienu cietināšanas noslīpi uz priekšējās virsmas (nošķelnes platums 0,2 - 0,3 mm). Turklāt filejas slīpuma leņķis ir pozitīvs, un nepieciešamā aizmugures leņķa vērtība tiek nodrošināta, uzstādot plāksni vēlamajā leņķī uz turētāja korpusa (leņķis ir aptuveni 15 - 18 ° attiecībā pret turētāja asi).
Aprakstīto dizainu maināmas plāksnes piestiprināšanai ir nedaudz grūti izdarīt patstāvīgi mājās, un tas nederēs pārāk maziem mazo virpu griezējiem (piemēram, skolas “tevashkas”), jo visas detaļas būs jāizgatavo ļoti mazs. Tāpēc mazākiem priekšzobiem varat piestiprināt maināmu plāksni vienkāršāk, kā es to darīju video zem šī raksta.
Un, ja jūs veicat soli uz turētāja pietiekami precīzi un precīzi izurbjat caurumu savilkšanas skrūvei, tas ir, pārliecinieties, ka, pievelkot skrūvi, plāksne ar savu aizmuguri cieši tiek pievilkta pie pakāpiena (plecs uz turētāja ), tad šāds stiprinājums, neskatoties uz vienkāršību, ir diezgan uzticams.
Turklāt pakāpiens ir izgatavots tā, ka pie slodzes plāksnes aizmugurējā mala tiek ieķīlēta pakāpienā, jo pakāpiens un plāksnes atbalsta platforma ir izgatavoti ar leņķi (apmēram 10 - 15 ° relatīvi pret turētāja asi). Turētājs ir vēlams izgatavots no oglekļa tērauda 40X, 40X13 vai tērauda 45, 50.
Izliektu priekšzobu izgatavošana, izmantojot zīmogu. 1 - matrica, 2 - presēšanas perforators.
Turklāt liektā griezēja turētājs ir izgatavots (un es to parādīju zemāk esošajā video) nevis liekot, kā viņi to dara rūpnīcā ar īpašu presformu palīdzību un kā parādīts attēlā pa kreisi, bet gan vienkāršāk, vienkārši griežot un griežot no tērauda gabala.
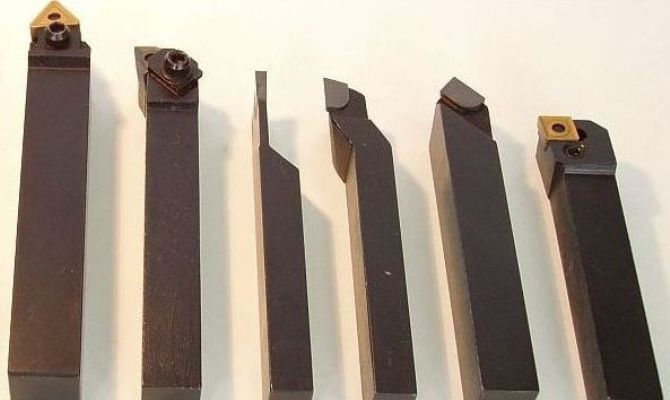
Daudzskaldņu plāksnes tiek ražotas trīs, četru, piecu un sešstūra formās. Nu cauri griezēju izmēri ar daudzskaldņu plāksnēm praktiski neatšķiras no griezēju izmēriem ar tāda paša augstuma lodētām karbīda plāksnēm.
Trīsstūrveida ieliktņiem ir leņķi, kas vienādi ar 80º darba virsotnēs, un tie tiek izmantoti caurejošajiem griezējiem ar priekšējo leņķi φ=90º (skatīt attēlu zem burta a zemāk).
Izliekto caurlaides griezēju izmanto rotācijas daļu ārējo virsmu pagriešanai, kas ietver liela garuma koniskas virsmas, cilindriskus veltņus un citas lietas. Atšķirībā no taisnajiem griezējiem, izliektie griezēji ir plašāk izplatīti, jo tiem ir universālas iespējas darbā. Tiem ir lielāka stingrība, un to formas dēļ tie var apstrādāt detaļas pat grūti sasniedzamās vietās. Tos izmanto detaļu izgatavošanai, apstrādājamo detaļu raupjai un apdares apstrādei mašīnbūvē un darbgaldu ražošanā, gandrīz katrā profesionālajā virpošanas darbnīcā izliekts caurgriezējs ir neaizstājams apstrādes instruments.
foto: griežot griezējus cauri saliektiem
Šī instrumenta darbs tiek veikts gan ar garenisko, gan šķērsvirziena padevi. Viņi var veikt pašas sagataves apgriešanu, noapaļošanu un galu apgriešanu, tas ir, visas pamata darbības, kas šajā gadījumā var būt noderīgas. Tie pieder pie plaša profila instrumentiem, un tiem ir vairākas dažādas izmēra un citu parametru variācijas. Tie labi darbojas, strādājot ar cietām daļām. Izliektais caurgriezējs ir ražots saskaņā ar GOST 18868-73.
Virpošanas veidi caur liektiem griezējiem
Šāda veida instrumentus var iedalīt apdares un iegrimes veidos. Apdares tiem ir ievērojami lielāks izliekuma rādiuss. Tas ļauj iegūt precīzāk apstrādātu virsmu. Tos izmanto ražošanas pēdējā posmā un salīdzinoši mazu detaļu izgatavošanai. Ja nepieciešams panākt īpašu gludumu un tīrību, tad parasti tiek izmantoti lāpstiņu griezēji, kas palīdz sasniegt labākus rezultātus.
Aptuvenai apstrādei tiek izmantota rupjā apstrāde. Viņu izliekuma rādiuss ir mazāks, bet cietoksnis ir manāmi augstāks. Tie ir lieliski piemēroti lietojumiem, kur no sagataves nepieciešams noņemt lielu daudzumu metāla. Viņu darba resurss ir daudz lielāks, tāpēc no ekonomiskā viedokļa apstrāde ar divu veidu frēzēm ir daudz izdevīgāka. Viņiem ir mazāka precizitāte, taču tie padarīs pirmo noņemšanas posmu ātrāku.
Turklāt var izdalīt arī tādus veidus kā pa labi un kreisi saliekts priekšzobis. Šeit tie atšķiras ar griešanas malas atrašanās vietu, tāpat kā daudzās citās šo instrumentu šķirnēs.
Caurspīdīgo izliekto griezēju galvenie izmēri
| Augstums, mm | Platums, mm | Garums, mm |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
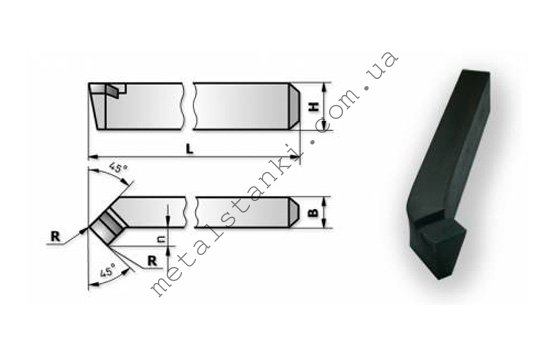
Liektais griezējs ir izgatavots galvenokārt no karbīda materiāliem, jo sagataves galvenokārt sastāv no cietiem materiāliem, taču var izmantot arī instrumentus, kas izgatavoti no ātrgriezēja tērauda.
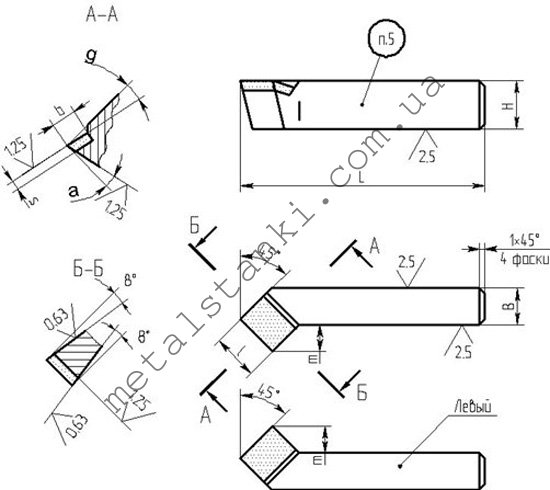
Cauri izliektā griezēja ģeometrija
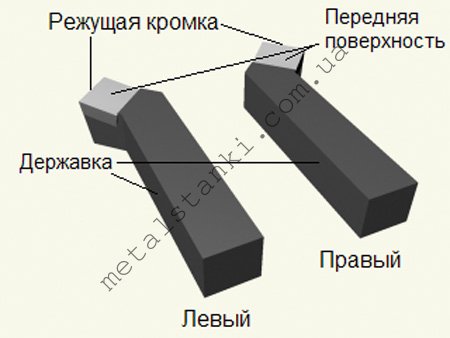
Kutera galvenā darba daļa ir tā galva, kas atrodas uz stieņa. Tas tiek ievietots instrumentu turētājā turpmākajam darbam. Uz galvas priekšējās virsmas ir virsma, kas nodrošina skaidu plūsmu. Ir arī divas aizmugurējās malas, papildu un galvenā. Tās sauc par virsmām, kas ir vērstas pret apstrādājamo daļu.
Galveno griešanas darbu veic galvenā griešanas mala. Šī daļa ir izveidota instrumenta galvenās aizmugurējās un priekšējās virsmas krustojumā. Konstrukcija paredz arī papildu griešanas malu, kas veidojas papildu priekšējās un aizmugurējās virsmas krustojumā. Sekundārās un galvenās griešanas malu krustpunkts veido griezēja galu. Katrs modelis veido savu unikālo leņķi, kas padara produktu piemērotāku noteiktiem mērķiem. Piemēram, pakāpienveida daļas apstrādei ir nepieciešams griezējs ar 90 grādu leņķi.
Izliekta griezēja izvēle
Izliektas virpošanas frēzes ir pieejamas vairākās versijās, kas atšķiras pēc izmēra, griezēja materiāla un citiem parametriem. Izvēloties, jums vajadzētu pievērst uzmanību tam, ar kādām sagatavēm jums ir jātiek galā. Ja ražošanā tiek izmantots plašs detaļu klāsts, tad jums vajadzētu būt nevis vienam izliektam caurlaides griezējam, bet gan veselam komplektam dažādiem gadījumiem.
Izstrādājuma izmēru izvēlas atbilstoši sagataves izmēriem. Visizplatītākās ir vidējas iespējas, kurām nav nepieciešama nomaiņa lielākajai daļai darbu ar dažāda veida produktiem. “Profesionāļu padoms! Biežas asmeņu maiņas rezultātā tiek patērēts daudz laika un aprīkojuma dīkstāves, tāpēc labākās iespējas ir jānosaka iepriekš.
Attiecībā uz materiālu šeit ir vienkārša tendence, kad mīkstas un nerūdītas metāla kategorijas tiek apstrādātas ar taisnvirziena frēzēm, kas ir saliektas pa kreisi un pa labi, kas izgatavotas no ātrgaitas tērauda. Tas ir lētāks, bet mazāk praktisks, ja runa ir par cietiem materiāliem. Šajā gadījumā jums vajadzētu izmantot saliektu caurviju griezēju ar griezēju, kas izgatavots no karbīda materiāliem. Tie lieliski iztur vibrācijas un temperatūras, kas paaugstinās ekspluatācijas laikā, tāpēc to kalpošanas laiks ir daudz ilgāks.
Pļaušanas apstākļi
Liektais pagrieziena griezējs tiek izmantots diezgan vienkāršos darbības režīmos. Tie veic garenvirziena un šķērsvirziena kustības atkarībā no apstrādes profila. Vietnē Stream varat izvēlēties un pasūtīt pašvītņojošas skrūves metāla profilam par labāko cenu Ukrainā. Vispirms ir ieteicams veikt raupšanu ar vienu īpaši šim nolūkam paredzētu instrumentu un pēc tam veikt apdari gandrīz pabeigtai virsmai. Ja rupjā apstrādē pakāpeniski tiek noņemts biezums līdz vairākiem milimetriem, tad apdarē šis skaitlis vairākos piegājienos sasniedz milimetra desmitdaļu.
Marķēšana
Tāda instrumenta piemērā kā saliekts caurgriezējs T15K6, mēs varam apsvērt marķēšanas piemēru. Darba virsma šeit ir izgatavota no cieta sakausējuma materiāliem, kas pieder titāna-volframa grupai. Kobalta (K6) saturs ir 6%, bet titāna karbīda (T15) - 15%.
Ražotāji
- CHIZ (Čerņigova, Ukraina);
- Ukrmetizs (Ukraina);
- Intertool (Ķīna);
- Melitopol Instrument LLC;
- Seco (Zviedrija).
Caur izliektām frēzēm: Video
Tiešais griezējs ir populārs rīks metālu un citu cietu materiālu apstrādei. To parasti izmanto uz virpām, daudz retāk uz rievošanas un ēvelēšanas mašīnām.
1
Metālapstrādes griezējs (PR) ir izplatīts un viegli izgatavojams instruments. Ar tās palīdzību tiek veikta cilindrisku un konisku ārējo virsmu pagriešana garenvirzienā. Virpošanas ķermeņi, kurus mēs apsveram, ir ideāli piemēroti liela garuma izstrādājumu apstrādei. PR ir sadalīts:
- liekts;
- taisni.
Liektam instrumentam caur eju ir plašākas tehnoloģiskās iespējas. Tās galva slīpē tās sagataves vietas, kas ir pēc iespējas tuvāk kasetnes spīlēm. Svarīgs punkts. Instrumentu ar saliektu galvu izmanto gan garenvirpošanai, gan šķērsvirpošanai. Vēl viena nianse. Griešanas ierīces galvu var noliekt uz kreiso vai labo pusi.
Taisnajiem griezējiem ir raksturīga parastā turētāja forma.
Viņu galvai nav kroku. Tāpēc šāda instrumenta ražošana ir lēta. Tie neveic šķērsenisko apstrādi. Ja pagriešana ved uz pagrieziena bloka aizmugurējo balstu no priekšpuses, ir jāizmanto kreisais PR. Ja mašīnas suports pārvietojas pa standarta trajektoriju, tiek izmantoti labie priekšzobi.
Ir vairāki priekšzobu veidi
Visi PR ir sadalīti projektēšanā un apdarē. Pirmie no tiem ir paredzēti darbgaldu detaļu rupjai virpošanai (lobīšanai). Apdares rīks tiek izmantots apdarei. Tas ļauj iegūt gludāku virsmu ar noteiktu raupjuma indeksu (līdz 7. līmenim).
2
Jebkurš metāla griešanas virpošanas instruments tiek ražots stingri saskaņā ar noteikta GOST noteikumiem. Materiāls attiecīgo instrumentu izgatavošanai ir. Daudzi priekšzobi ir aprīkoti ar īpašu lodēšanu. Tie ir izgatavoti no cietajiem sakausējumiem. Caurlaides rīks tiek ražots saskaņā ar šādiem GOST:
- 18869-73 - taisni griezēji, kas izgatavoti no ātrgaitas sakausējumiem.
- 18868-73 un 18877-73 - liekti, aprīkoti ar griešanas elementiem, kas izgatavoti no ātrgaitas un cietajiem sakausējumiem.
- 18878-73 - taisni ar karbīda ieliktņiem.
- 26611-85 - dažāda veida caurlaides ar maināmiem ieliktņiem, kuras tiek piestiprinātas instrumentam pēc augšējās skavas raksta.
- 29132-91 - instruments ar daudzpusīgiem, nomaināms pēc pilnīgas izstrādes, ieliktņiem.
- 28980-91 - armatūra izgatavota no supercietiem sakausējumiem.
Visbiežāk tiek izmantoti PR saskaņā ar GOST 18868, 18869, 18877, 18878. Retāk tiek izmantoti instrumenti ar daudzšķautņainiem griešanas elementiem. Šādu frēžu īpatnība ir tāda, ka to griešanas daļas tiek darbinātas bez pārslīpēšanas stingri noteiktu laika periodu. Kad viena izstrādājuma puse kļūst darbam nepiemērota (neasas), plāksne tiek uzstādīta uz instrumenta ar otro pusi, pēc tam trešo utt. Šādas ierīces nevar atjaunot. Pilnīgi noasuši priekšzobi tiek likvidēti.
Visbiežāk tiek izmantoti griezēji saskaņā ar GOST 18868, 18869, 18877, 18878
Plāksnes, kas izgatavotas no cietiem materiāliem, tiek piestiprinātas PR ar skrūvi un ķīli. Šie elementi ļauj daudzšķautņainu armatūru iespīlēt starp instrumentu (tā aizmugurējo pusi) un papildu tapu. Griešanas ieliktņi ir aprīkoti ar rūdīšanas slīpni un speciālu fileju. Šādu priekšzobu forma var būt 3-6 šķautņu.
Instruments ar lodētām plāksnēm ir sliktāks darbības potenciāla ziņā nekā daudzskaldņu griezēji. Bet pēdējo augstās ražošanas izmaksas (tās maksā par 25–35% vairāk) nosaka pieprasījumu pēc PR ar lodēšanu. Metāla apstrādei blokos ar ciparu vadību parasti izmanto griezējus, kas izgatavoti no paaugstinātas cietības materiāliem (GOST 28980–91).
3
Visu veidu PR, izņemot instrumentus ar daudzšķautņu plāksnēm, ir nepieciešama periodiska asināšana. To veic, ja griezējs tiek izmantots ilgu laiku. Konkrētos asināšanas termiņus nosaka metālapstrādes uzņēmumos apstiprinātas tehnoloģiskās kartes. Pārslīpēšanas efektivitāte tiek panākta, izmantojot pareizo tehnoloģiju un pareizi izvēloties abrazīvu. Šeit galvenais ir izvēlēties asināšanas instrumentu, kas ir cietāks par griezēju. Visbiežāk PR asināšanai tiek izmantoti cieto minerālu graudi. Tie ir piestiprināti ar īpašu saiti īpašos slīpripās. Pēdējā struktūra ir atšķirīga un atkarīga no:
- poru skaits slīpēšanas instrumenta kopējā masā;
- izmantotās obligācijas veids;
- relatīvais stāvoklis un graudu procentuālais daudzums.
Slīpripām ir dažādas konstrukcijas. No šī viedokļa tos parasti iedala atvērtos (numerācija - no 11 līdz 18), vidēja (no 6 līdz 10) un slēgta (no 1 līdz 5). Karbīda instrumentus, kā likums, asina, izmantojot dimanta instrumentus.

Visiem griezējiem ir nepieciešama periodiska asināšana.
PR pārslīpēšana tiek veikta uz dažāda veida slīpmašīnām. Tajā pašā laikā darbības principi jebkurām vienībām ir vienādi. Asināšana vienmēr sākas no priekšzobu aizmugures, un pēc tam tiek apstrādātas priekšējās virsmas. Piezīme! Sejas zonas nepieciešams asināt divos posmos. Vispirms notiek sagatavošanas pārslīpēšana. To veic noteiktā plāksnes stiprinājuma leņķī pa visu griezēja virsmu. Tikai pēc tam pārejiet uz galīgo slīpuma asināšanu. Šī procedūra tiek veikta gar priekšējo seju tās stingri ierobežotajās zonās.
Asināšana ļauj iegūt vajadzīgās konfigurācijas griezējinstrumenta priekšējās virsmas. Līklīnijas slīpēšana tiek veikta, ja nepieciešams vienkāršot metāla skaidu noņemšanu no PR. To vienmēr veic gar galveno griešanas malu noteiktā rādiusā. Lai atvieglotu skaidu noņemšanu no virpošanas instrumenta, tā priekšpusē ir arī apstrādātas īpašas rādiusa rievas. Pļaušanas ierīces augšdaļas beigu slīpēšana ir obligāta. Vairumā gadījumu tas ir izgatavots gar rādiusu.
Mēs arī iesakām
 Varoņu pionieri Lielā Tēvijas kara varoņi Tēvijas kara pionieru prezentācija
Varoņu pionieri Lielā Tēvijas kara varoņi Tēvijas kara pionieru prezentācija
 Prezentācija "Stājas veidošana pirmsskolas vecuma bērniem Pareizas stājas prezentācijas higiēna bērniem
Prezentācija "Stājas veidošana pirmsskolas vecuma bērniem Pareizas stājas prezentācijas higiēna bērniem
 Zinātnes par cilvēka ķermeni
Zinātnes par cilvēka ķermeni
 Prezentācija "Robotikas attīstības vēsture un perspektīvas"
Prezentācija "Robotikas attīstības vēsture un perspektīvas"
 Krievijas cīņas ar Polovci vērtība
Krievijas cīņas ar Polovci vērtība
 Āzija un Āfrika pēc Otrā pasaules kara
Āzija un Āfrika pēc Otrā pasaules kara