Skrūvju griešanas virpa un tās galvenās sastāvdaļas. Skrūvju griešanas virpas - darbības principi
Skrūvju griešanas virpa (TVS), pirms tā kļuva par tādu, kāda tā ir šodien, ir nogājusi garu evolūcijas ceļu. Ar katru attīstības posmu šāda veida iekārtu izmēri mainījās, pieauga agregātu jauda, paplašinājās funkcionalitāte, uzlabojās precizitātes parametri, ergonomika un virkne citu rādītāju.
Interesanti, ka šīs tehnikas darbības princips faktiski nav mainījies kopš tā izgudrošanas. Skrūvju griešanas virpas ierīce ir nemainīga šī vārda globālajā nozīmē, kā arī tās pamatkomponenti. Saglabāti arī pamatprincipi darbam pie šīs tehnikas.
Ļaujiet mums sīkāk apsvērt, kas ir šī iekārta, bez kuras nav iespējams iedomāties ne tikai atsevišķas rūpniecības struktūras, bet arī veselas ekonomikas nozares.
TVS darba būtība ir diezgan vienkārša un loģiska. Fiksētā daļa griežas pa garenisko asi. Šo procesu sauc par galveno kustību. Savukārt instruments tiek pievests pie detaļas un veic šķērsvirziena un translācijas gājienu. Šādas manipulācijas ļauj noņemt daļu no sagataves pareizās vietas lai iegūtu gatavo daļu.
Mājas atšķirīga iezīme skrūvējamā virpa no parastā virpošanas mezgla, tiek uzskatīts, ka tās dizains paredz īpašas svina skrūves klātbūtni, kas ļauj ļoti precīzi izveidot jaunu vītni ar ārpusē sagataves.
Vienības galvenās sastāvdaļas
Skrūvju griešanas virpas sastāv no vairākām lielām vienībām. Gulta ir mašīnas pamatdaļa, kurā ir nostiprinātas visas pārējās tās sastāvdaļas. Gulta ir izgatavota no ļoti izturīga čuguna. Smags pamats ar vairākām vadotnēm augšpusē ir dizains, kas sevi pierādījis pirms daudziem gadiem. Tāpēc skrūvējamo virpu ražotāji nemaina šo laika gaitā pārbaudīto formātu. Vadītāji pārvieto astes balstu un suportu.

Vēl viens svarīgs konstrukcijas mezgls ir galvas statnis, kurā atrodas vārpsta, kas aprīkots ar patronu sagataves nostiprināšanai. Arī uz galvas balsta ir pārnesumkārba, kas pārraida rotāciju no elektriskais motors vārpsta.
Atbalsts ir svarīgs elements lai padotu griezējinstrumentu. Dizains ietver īpašu ratiņu, instrumentu turētāju un priekšautu. Instrumenta turētājs ir nepieciešams instrumenta nostiprināšanai. Ratiņš pārvieto instrumentu pa vadotnēm.
Priekšauta dizains ietver suportu vadības mehānismus un īpašus slaidus, kas pārvietojas tieši gar priekšautu garenvirzienā un šķērsvirzienā. Brauciens uz priekšautu ziņo barības kastē. Kastē iebūvētā ģitāra dod iespēju regulēt vītnes soli. Astes balsts kalpo kā turētājs nestandarta izmēriem. Turklāt uz tā atrodas instruments, neatkarīgi no tā, vai tie ir urbji, rīvgriezēji vai iegremdētāji.
Jāņem vērā, ka šāda veida skrūvējamās virpas konstrukcija tiek uzskatīta par standarta aprīkojumu šāda veida iekārtām. Tas neizslēdz izvēles mezglu klātbūtni. AT pēdējie gadi daudzi ražotāji aprīko aprīkojumu ar kopēšanas mehānismiem un īpašām frēzēšanas sprauslām, kas ievērojami paplašina tradicionālās vienības funkcionalitāti.
Turklāt nopietna konkurence standarta modeļi ir CNC skrūvējamas virpas. Starp citu, pēdējiem ir raksturīga paaugstināta produktivitāte, precizitāte un lietošanas vienkāršība.
Atkarībā no skrūvējamās virpas ierīces, šo iekārtu iespējams klasificēt pēc vairākām pazīmēm. Tas var būt sagataves apstrādes procesu automatizācijas pakāpe, dizaina iezīmes vienība un konkrēta modeļa paredzētais mērķis.
Mūsdienās šīs tehnikas aptuvens sadalījums var būt tā iedalījums automātiskajā un pusautomātiskajā. Arī skrūvējamās virpas ir horizontāla un vertikāla tipa. Tas ir atkarīgs no tā, kur atrodas vārpsta. Vertikālā tipa vienības tiek izmantotas, ja ir nepieciešams apstrādāt īsas, smagas detaļas.

Viens no svarīgākajiem parametriem, kam meistaram jāpievērš uzmanība, izvēloties mašīnu, ir kustīgo konstrukcijas elementu slodzes līmenis. Jo vājāka ir katra atsevišķa mašīnas daļa, jo lielāka ir iespējamība, ka iekārta bieži nedarbosies un stāvēs dīkstāvē. Tas jo īpaši attiecas uz tiem, kas izmanto nejaunas tehnoloģijas.
Pat pēc gadiem ilgas aktīvas lietošanas rāmja stingrībai ir jāsaglabājas sākotnējā līmenī, un katram mezglam ir jāpilda sava funkcija nevainojami. Tikai šajā gadījumā mēs varam runāt par vienības augsto veiktspēju tās iespēju robežās.
Mūsdienās skrūvējamās virpas iepriecinās ar augstu precizitāti, kas ir nesalīdzināma ar pagājušā gadsimta vidū ražotajām vienībām. Instrumenti, ar kuriem šī tehnika ir aprīkoti, ir izgatavoti no augstas kvalitātes cietajiem sakausējumiem ar izcilu izturību. Gandrīz visi mūsdienu darbgaldi ir precizitātes un produktivitātes standarts. Tas viss vēlreiz apliecina, ka, lai arī ārēji šī tehnika nav tik daudz mainījusies, tās darbības raksturlielumi ar katru gadu progresē.
atklājumiem
Skrūvju griešanas virpas ir iekārtas, kurām Krievijā ir stabils pieprasījums. Šodien meistars ir pieejams milzīga izvēle jaunas un lietotas vienības. vietējie ražotājišādas tehnoloģijas pilnībā apmierina tās vajadzības. Tajā pašā laikā tiem ir arī nopietni konkurenti, īpaši starp Āzijas un Eiropas zīmoliem.
Lai kā arī būtu, Krievijas ražošanas uzņēmumiem ir viss, lai izveidotu augstas kvalitātes konkurētspējīgas iekārtas. Pieejamas cenas, augstas kvalitātes komponenti un efektīva inženiertehniskā attīstība padara šo tehniku ļoti populāru postpadomju telpā.
Laboratorijas darbi
Ražošana un rūpnieciskās tehnoloģijas
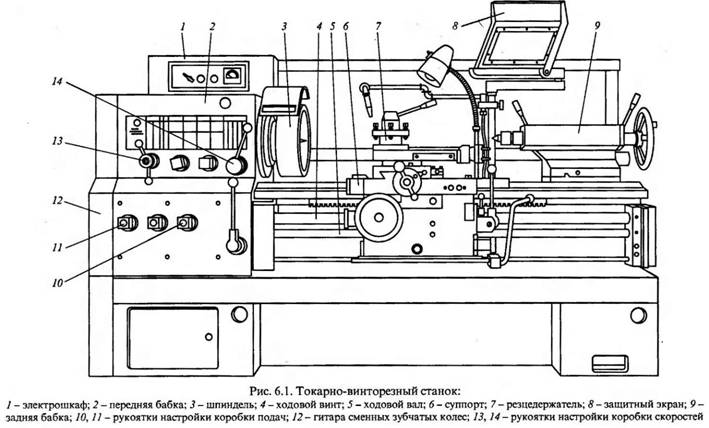
Rīsi. Skrūvju griešanas virpa Mašīnas galvenās sastāvdaļas un kustības 16K20 Galvas balstā 1 att. Īsumā tehniskās specifikācijas mašīna Lielākais apstrādājamā priekšmeta diametrs virs pamatnes mm 400 Lielākais apstrādājamā priekšmeta diametrs virs apakšējā atbalsta karietes mm 220 Lielākais apstrādātā stieņa diametrs mm 53 Lielākais apstrādājamā izstrādājuma garums mm 71010001400 Vārpstas apgriezienu skaits min1 1251600 Vārpstas apgriezienu skaits 22 vītnes:...
Skrūvju griešanas virpas iekārta, pie tās veiktie darbi, piederumi un instrumenti
Mērķis: izpētīt skrūvējamās virpas ierīci un tās galveno sastāvdaļu un daļu mērķi; pazīstams ar griezējinstrumenti, ^ izmanto dažādu pagriešanas operāciju veikšanai; Iepazīstieties ar virpošanas veidiem un tam izmantotajiem piederumiem.
Aprīkojums. Skrūvju griešanas virpa mod. 16K20; virpošanas instrumenti, urbji, iegremdēšana, rīvgriezēji, krāni, presformas; patronas, centri, lunetes;
Universāla skrūvējamā virpa mod.16K20 ir paredzēta apstrādājamo detaļu apstrādei apgriezienu korpusu formā, kā arī griešanai dažādi veidi pavedieni
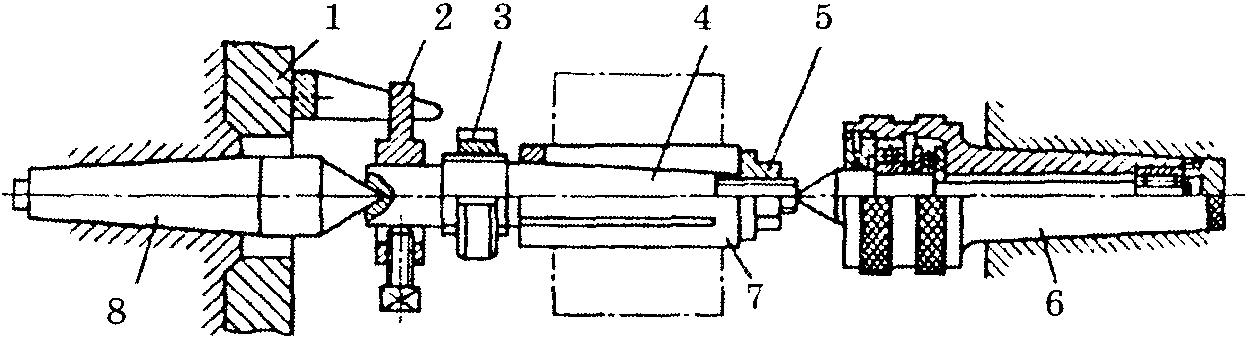
1. att. Skrūvju griešanas virpa
Mašīnas 16K20 galvenās sastāvdaļas un kustības
Galvas statnē 1 (1. att.), novietots vārpstas un ātrumkārba.,paredzēts, lai mainītu vārpstas griešanās frekvenci un virzienu ar apstrādājamo priekšmetu. tailstock 2 atbalsta sagatavi, strādājot centriem un kalpo, lai nodrošinātu instruments, apstrādes caurums(urbji, gremdētāji, rīvgriezējiutt.). Mainot apstrādājamā priekšmeta garumu, astes statnis tiek pārvietots pa vadotnēm. Suportam 3 ir instrumentu turētājs ar griezēju un informē to par garenvirziena vai šķērsvirziena. kustība pa sagataves asi. Priekšauts 4 ir paredzēts, lai pārraidītu kustību uz suportu no svina skrūve 5 vai svina vārpsta 6 garenvirzienā un šķērsvirzienā.Ātrumkārba 8 regulē padevi un ieslēdz vadošo skrūvi.
Uz gultas 7 uzstādīja mašīnas galvenās sastāvdaļas. Apstrādes laikā virpas galvenā kustība ir vārpstas rotācijaar sagatavošanu. Griežot cilindrisku virsmu, suporta karietei ar griezēju ir gareniskā padeve, un, pārvietojot suporta slīdni,krusteniskā padeve. Nogriežot galu virsma, šķērsvirziena padeve kļūst par nepārtrauktu kustību, un gareniskā padeve kalpo, lai periodiski iegremdētu griezēju sagatavē. Plkstvītnes galvenā kustība un gareniskās padeves kustība veido sarežģītu formēšanas kustību.
Maināmo pārnesumu ģitāra 9 tiek izmantota, lai iestatītu mašīnu, griežot dažāda veida pavedienus ar griezēju.
Īsi mašīnas tehniskie parametri
Lielākais apstrādātās sagataves diametrs
virs gultas, mm 400
Lielākais apstrādājamās detaļas diametrs
virs apakšējā suporta karietes, mm 220
Lielākais apstrādātā diametrs
stienis, mm 53
Lielākais apstrādes ilgums
sagataves, mm 710,1000,1400
Vārpstas apgriezienu skaits, min-1 12,5-1600
Vārpstas apgriezienu skaits 22
Iesniegšana, mm/apgr.:
gareniskais 0,05-2,8
šķērsvirziena 0,025-1,4
Izgriezt pavedienus:
metriska, solis mm 0,5-112
colla, diegu skaits uz 1 collu 56-0,5
modulāra, solis moduļos 0,5-112
piķis, laukumos 56-0,5
Vārpstas cauruma diametrs, mm 55
Galvenā motora jauda, kW 11
Galvenie virpošanas darbu veidi
Virpām, cilindrisku virsmu virpošana, galu apgriešana, ārējo rievu virpošana, metāla griešana, urbšana, rīvēšana, rīvēšana, rīvēšana, urbumu un iekšējo rievu urbšana, centrēšana, apstrāde, "virsmas ar formas griezējiem, vītņu griešana ar presformām, tapām, frēzēm, vītņu velmēšanas galviņas, konisko virsmu apstrāde.
Virpošanā galvenie instrumenti ir griezēji. Atkarībā no apstrādes veida griezēji ir raupji un apdarināti. Šo frēžu griešanas daļas ģeometriskie parametri ir tādi, ka tie ir pielāgoti darbam ar lielu un mazu grieztā slāņa šķērsgriezuma laukumu.
Atbilstoši asmens formai un novietojumam attiecībā pret stieni priekšzobi tiek sadalīti taisnos (2. att., a) saliekts (2. att., b), un novilkts (2. att., c). Ievilktos priekšzobos asmens platums parasti ir mazāks par stiprinājuma daļas platumu. Asmeni var novietot simetriski attiecībā pret griezēja turētāja asi vai pārvietot pa labi vai pa kreisi.
Padeves kustības virzienā griezēji ir sadalīti labajā un kreisajā pusē. Labajiem priekšzobiem galvenā griešanas mala atrodas sānos īkšķis labā roka, ja uzliekat uz priekšzoba no augšas (2. att., a). Darba kustībā šādi griezēji pārvietojas no labās puses uz kreiso (no astes uz priekšu). Kreisajos priekšzobos ar līdzīgu kreisās rokas uzspiešanu galvenā griešanas mala atrodas arī īkšķa malā (2. att., b). Šādi griezēji padevē pārvietojas no kreisās puses uz labo.
 Pēc mērķa virpošanas instrumentus iedala caurumos, urbšanas, griešanas, griešanas, formas, vītņotos un rievotos.
Pēc mērķa virpošanas instrumentus iedala caurumos, urbšanas, griešanas, griešanas, formas, vītņotos un rievotos.
Lai nodrošinātu nepieciešamo detaļas precizitāti un virsmas kvalitāti, vienlaikus saglabājot augstu darba ražīgumu,
Kreisais Labais Kreisais Labais
2. att. Virpošanas instrumentu veidi: a - taisni
b - saliekts, c - izliekts, d - vilkts
nepieciešams izvēlēties pareizo griezēja ģeometriju. Plāna leņķiem šeit ir svarīga loma. Leņķi plānā (3. att.) ir leņķi starp frēzes griešanas malām un padeves virzienu: φ ir galvenais leņķis plānā, φ 1 - palīgleņķis plānā, ε - leņķis augšpusē (ε = 180° - φ - φ viens). Leņķi φ un φ 1 ir atkarīgs no asināšanas un griezēja uzstādīšanas, un leņķis ε ir atkarīgs tikai no asināšanas. Nelielā leņķī φ darbā tiek iesaistīta liela daļa griešanas malas, uzlabojas siltuma noņemšana un instrumenta kalpošanas laiks. Pie liela leņķa φ darbojas mazāka griešanas malas daļa, tāpēc instrumenta kalpošanas laiks samazinās. Apstrādājot garu un plānu sagatavi, ja pastāv tā novirzes risks, tiek izmantoti griezēji ar lielu leņķi φ, jo šajā gadījumā nospiešanas spēks būs mazāks. Apstrādājamo detaļu formēšanai liels diametrs izvēlieties φ \u003d 30 - 45 °, plānam (necietam) - φ \u003d 60 - 90 °.
Palīgleņķis φ 1 ir leņķis starp sekundāro malu un padeves virzienu. Ja φ 1 mazs, tad griezēja zināmas nospiešanas dēļ palīgmala iegriežas apstrādātajā
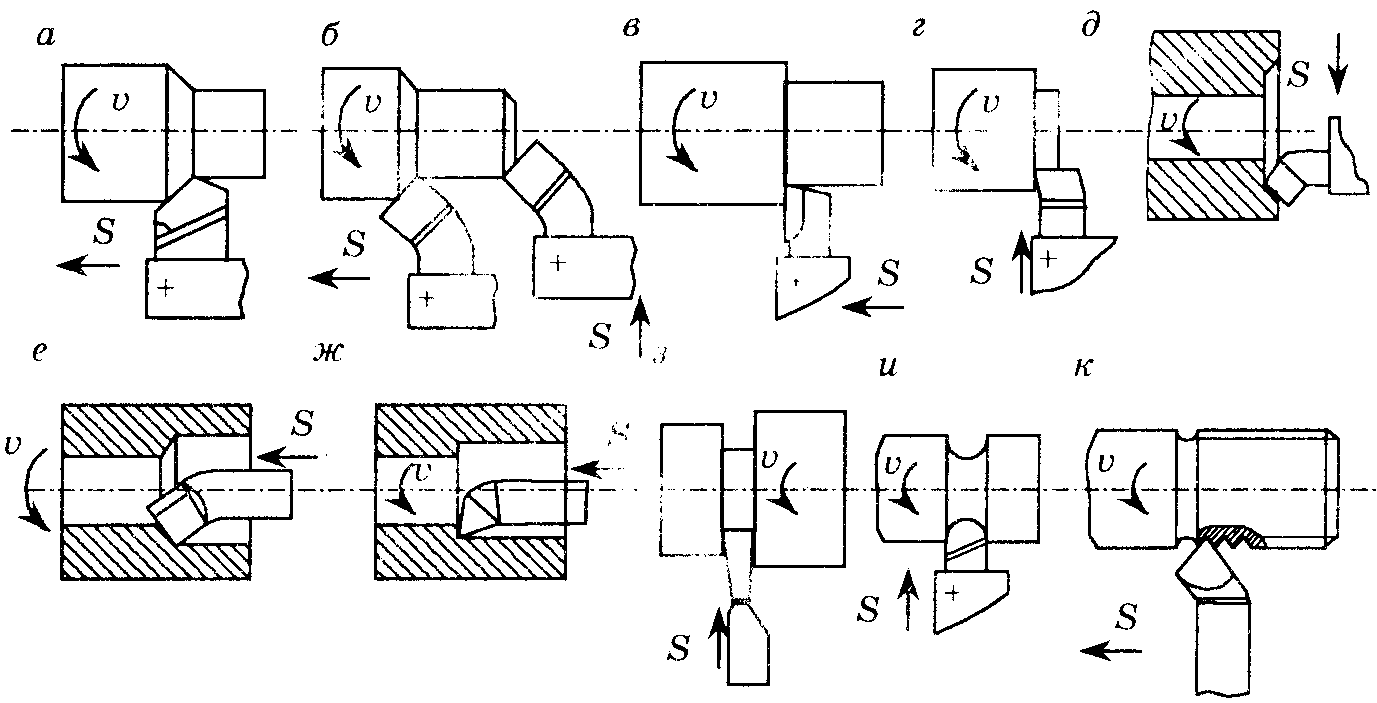
4. att. Virpošanas instrumentu veidi: a - taisnas līnijas un b - taisni saliekts, iekšā - caurlaide, d, d - zemāks, e - urbšana caur eju, w - urbšanas vilce, h - griešana un - formas, k - vītņota
virsmu un sabojāt to. Liels leņķis φ 1 nepieņemami priekšzoba gala pavājināšanās dēļ. Parasti φ 1 = 10 - 30°.
Pa taisnām līnijām (5.5. att., a) un saliekts (4. att., b) griezēji tiek izmantoti ārējo virsmu apstrādei. Taisniem griezējiem parasti galvenais leņķis plānā φ \u003d 45 - 60 ° un palīgs φ 1 = 10-15°. Caur saliektiem priekšzobiem leņķi plānā φ \u003d φ 1 = 45°. Šie griezēji darbojas kā caurlaides gareniskās padeves kustības laikā un kā griezēji šķērseniskās padeves kustības laikā.
Cilindriskās virsmas un gala plaknes vienlaicīgai apstrādei tiek izmantotas caurlaides. neatlaidīgi griezēji(4. att., iekšā), strādājot ar garenvirziena padeves kustību. Galvenais leņķis plānā φ = 90°.
Skalošanas griezēji tiek izmantoti sagatavju galu griešanai. Tie darbojas ar šķērsvirziena padeves kustību virzienā uz centru (4. att., G) vai no centra (4. att., e) sagataves.
Garlaicīgi griezēji izmanto urbumu urbšanai, iepriekš urbti vai iegūti ar štancēšanas vai liešanas palīdzību. Tiek izmantoti divu veidu urbšanas griezēji: caururbjmašīnas - caururbšanai (4. att., e), vilces - nedzirdīgajiem (4. att., g). Tie atšķiras pēc asmens formas. Caururbšanas griezējiem leņķis plānā φ = 45-60°, bet vilces urbšanas griezējiem leņķis φ ir nedaudz lielāks par 90°.
Griešanas griezējus izmanto sagatavju sagriešanai gabalos, apstrādātās sagataves nogriešanai un rievošanai. Tie darbojas ar šķērsvirziena padeves kustību (2. att., h). Griešanas instrumentam ir galvenā griešanas mala, kas atrodas leņķī φ = 90°, un divas papildu malas ar leņķiem φ 1 = 1-2°.
Formētas frēzes tiek izmantotas īsu formu virsmu apstrādei ar ģenerācijas garumu līdz 30-40 mm. Formētā griezēja griešanas malas forma atbilst detaļas profilam. Pēc konstrukcijas šādi griezēji ir sadalīti stieņos, apaļajos, prizmatiskajos un padeves kustības virzienā - radiālā un tangenciālā. Uz skrūvēšana Mašīnās formas virsmas parasti tiek apstrādātas ar serdes griezējiem, kas tiek fiksēti iekārtas instrumentu turētājā (4. att., un).
Vītņgriezes (5.5. att., j) izmanto, lai veidotu jebkura profila ārējās iekšējās vītnes: taisnstūrveida, trīsstūrveida, trapecveida. To griešanas asmeņu forma atbilst griežamo vītņu profilam un šķērsgriezuma izmēriem.
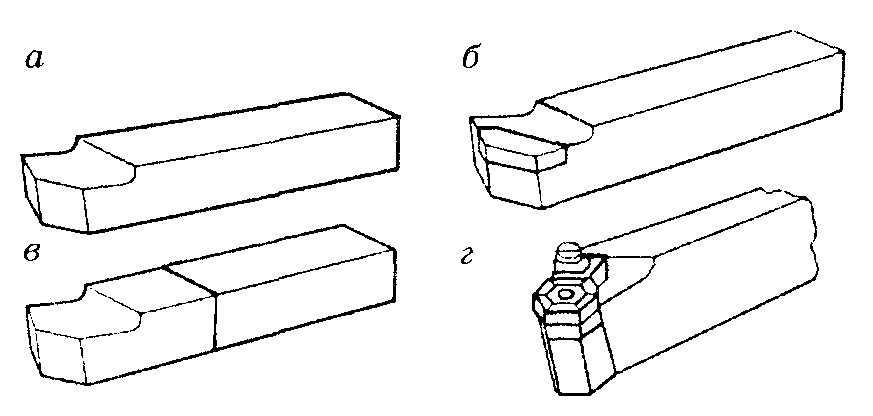 Pēc konstrukcijas izšķir viengabala griezējus, kas izgatavoti no vienas sagataves; kompozīts (ar tā daļu neatņemamu savienojumu); ar lodētām plāksnēm; ar plākšņu mehānisku stiprinājumu (5. att.).
Pēc konstrukcijas izšķir viengabala griezējus, kas izgatavoti no vienas sagataves; kompozīts (ar tā daļu neatņemamu savienojumu); ar lodētām plāksnēm; ar plākšņu mehānisku stiprinājumu (5. att.).
5. att. Virpošanas instrumentu veidi, bet konstrukcijas: ciets(a, b) kompozīts ar lodētu (iekšā) vai ar mehānisku stiprinājumu d) plāksnes
Instrumentu turētājus parasti izgatavo no konstrukciju tēraudiem 40, 45, 50 un 40X ar dažādām sekcijām: kvadrātveida, taisnstūrveida, apaļas utt.
Griezējiem ar mehāniski nostiprinātiem karbīda ieliktņiem ir ievērojamas priekšrocības salīdzinājumā ar lodētiem griezējiem, jo šāda konstrukcija novērš plaisu iespējamību ieliktņos lodēšanas laikā un pagarina griezēja stiprinājuma daļas kalpošanas laiku.
Daudzpusīgi griešanas ieliktņi ir izgatavoti ar trim,četras, piecas un sešas sejas (6. att.). Lai izveidotu pozitīvu leņķi uz ieliktņa priekšējās virsmas, gar griešanas malas caurumus un noslīpējumus veido presējot, kam seko saķepināšana.
Daudzpusība metāla griešanas mašīna paplašināms ar piederumiem un armatūru. Uz virpas galvenās ir: patronas, centri (7. att.), lunetes. Tiek izmantotas arī palīgierīces: urbjpatrona, adaptera uzmavas, skavas.
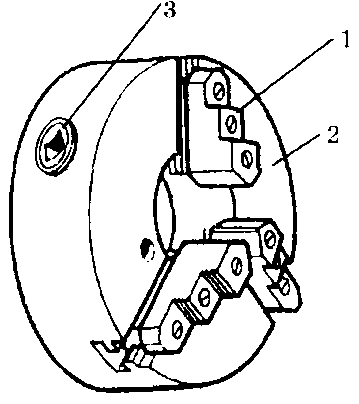
No patronām visplašāk tiek izmantota pašcentrējošā trīsžokļu patrona (8. att.). Tās dizains nodrošina vienlaicīgu trīs izciļņu kustību radiālā virzienā, kā rezultātā sagatave tiek novietota gar vārpstas asi.
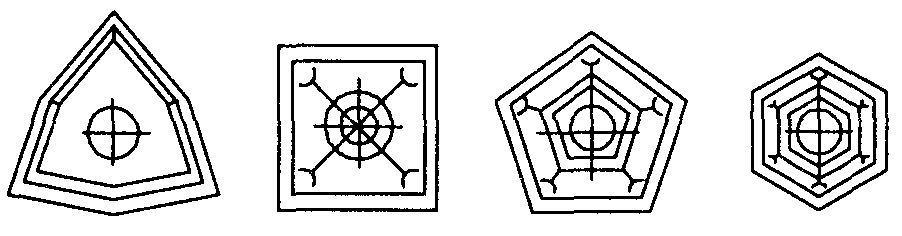
 6. att. Daudzpusīgi ieliktņi
6. att. Daudzpusīgi ieliktņi
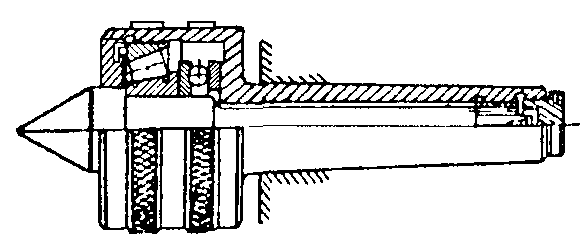
7. att. rotējošais centrs
8. att. Pašcentrējoša trīs žokļu patrona
 Ar asimetrisku sagataves posmu, kad to nav iespējams pareizi nostiprināt trīsžokļu patronā, tiek izmantota četržokļu patrona ar atsevišķu spīļu fiksāciju vai priekšējo plāksni (9. att.).
Ar asimetrisku sagataves posmu, kad to nav iespējams pareizi nostiprināt trīsžokļu patronā, tiek izmantota četržokļu patrona ar atsevišķu spīļu fiksāciju vai priekšējo plāksni (9. att.).
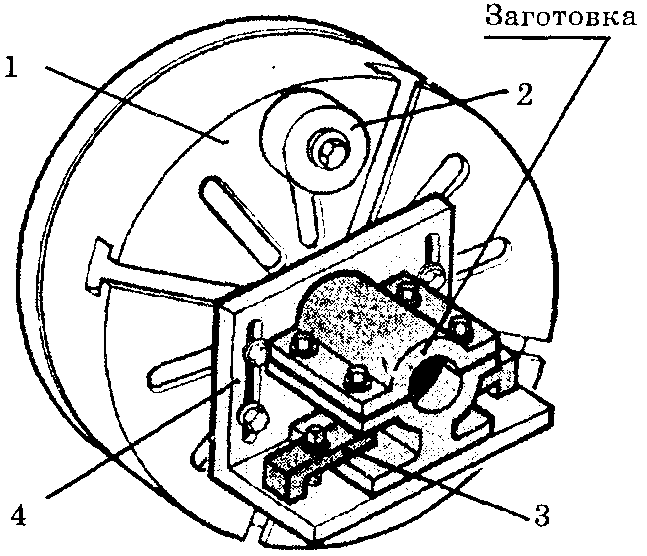
Apstrādājot centros, lai sagatavei piešķirtu rotāciju, izmantojiet pavadas kasetnes (10. att.). Ārēji apstrādājot garas maza diametra sagataves, lai novērstu novirzi, tās izmanto
9. att. Priekšējā plāksne
fiksētas (11. att., a) vai pārvietojamas (11. att., a) lunetes.
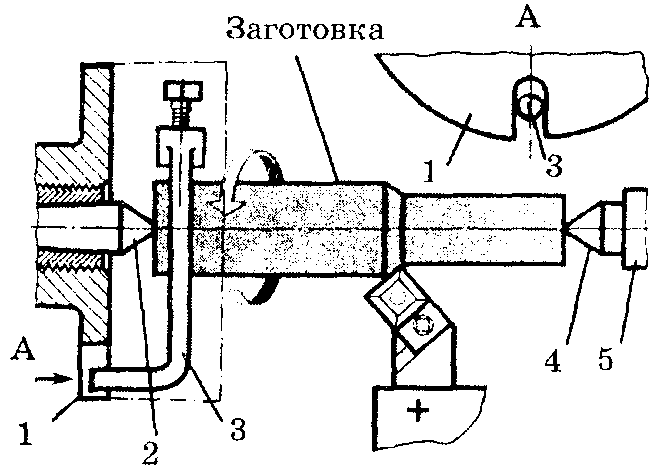 Koniskās virsmas uz virpas tiek apstrādātas šādos veidos: ar plašu virpošanas instrumentu, pagriežot augšējo slīdni,pabīdot astes balsta korpusu šķērsvirzienā un izmantojot kopiju vai konusa lineālu.
Koniskās virsmas uz virpas tiek apstrādātas šādos veidos: ar plašu virpošanas instrumentu, pagriežot augšējo slīdni,pabīdot astes balsta korpusu šķērsvirzienā un izmantojot kopiju vai konusa lineālu.
Plats griezējs (12. att., a) parasti tiek virpotas īsas koniskas virsmas, kuru garums ir 25-30 mm.
Apstrādājot koniskas virsmas ar virpošanu augšējais suports(12. att., b) tas ir uzstādīts leņķī,vienāds ar pusi no apstrādātā konusa augšdaļas leņķa. Apstrāde tiek veikta plkst manuālā padeve. Rotācijas leņķi nosaka pēc formulas
10. att. Apstrāde centros: 1 - vadītāja patrona, 2 - priekšējais centrs, 3 - apkakle, 4 - aizmugurējā patrona, 5 - astes sviras
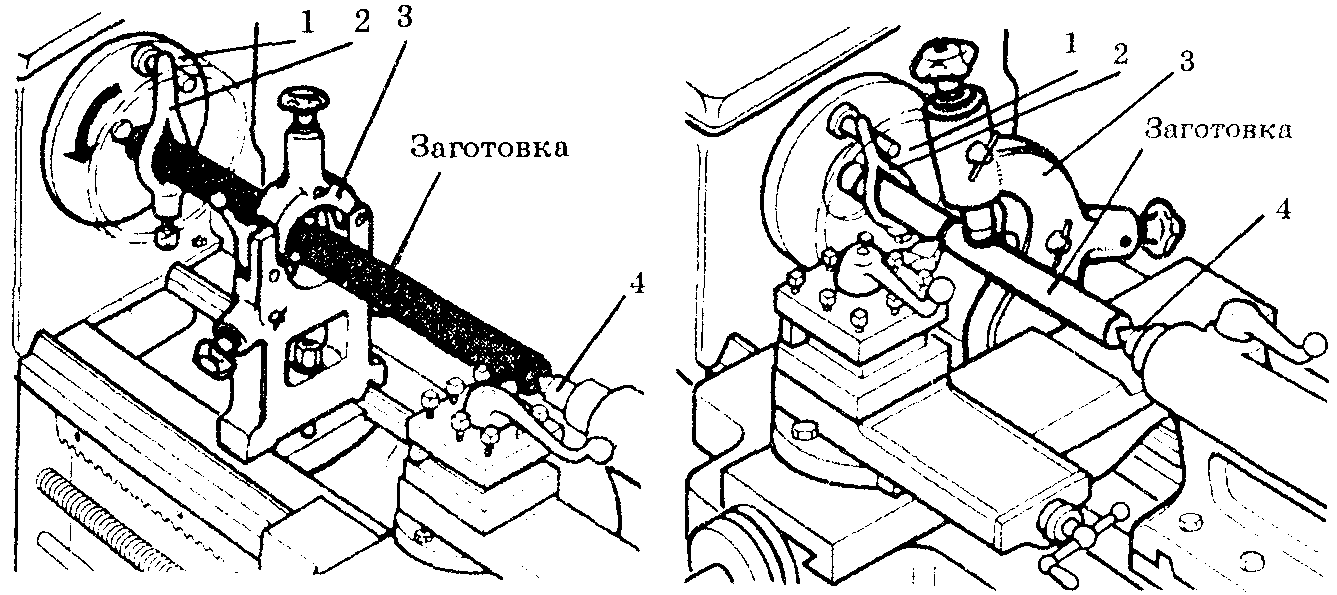
11. att. Garu sagatavju apstrāde, izmantojot stacionāru a) un pārvietojamās (b) lunetes
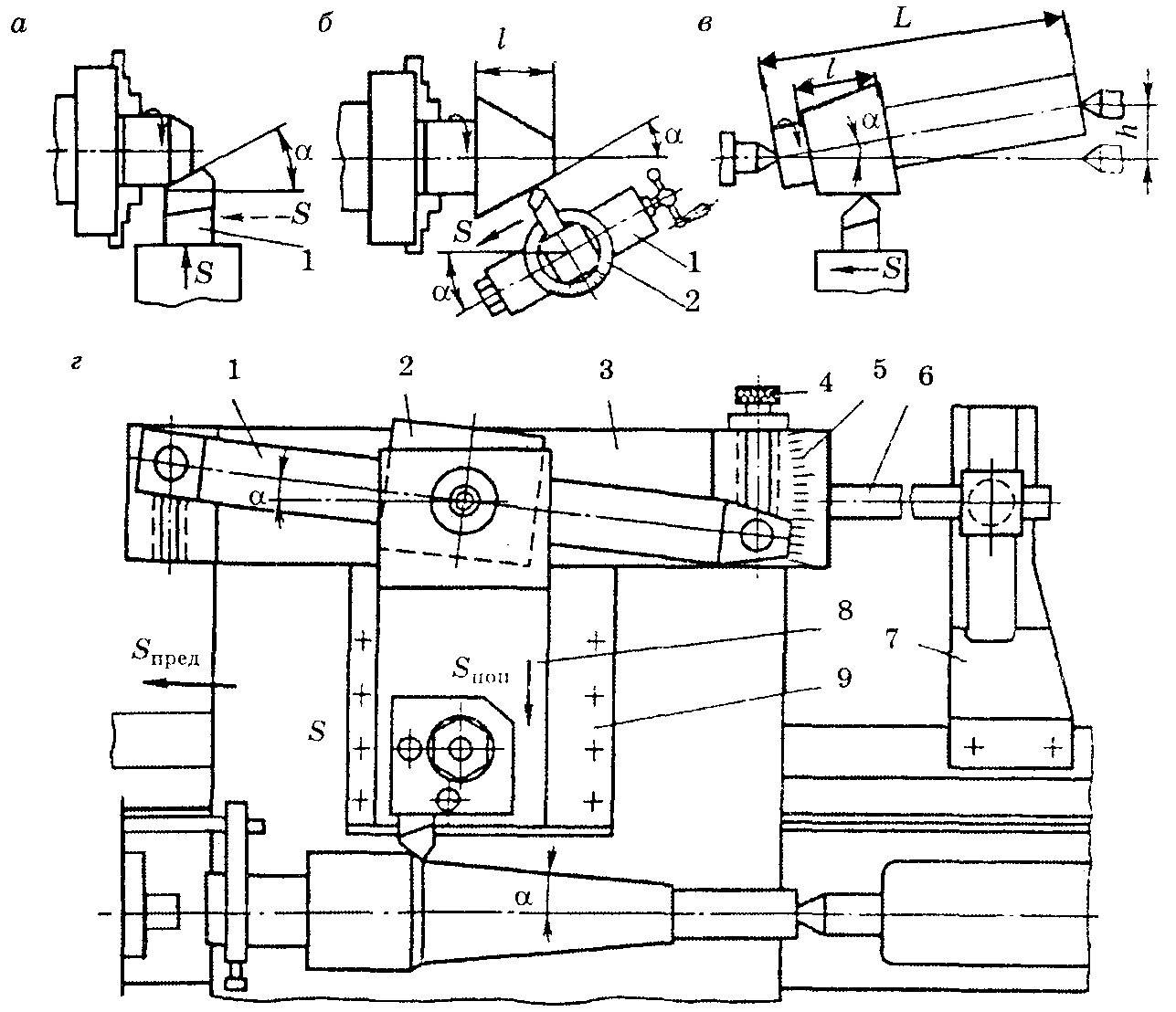
12. att. Konusu pagriešanas veidi: a - ar platu griezēju, b - pagriežot augšējo suportu, iekšā - astes balsta korpusa pārvietošana; G - izmantojot konusa lineālu, 1 - rotējošo lineālu, 2 - kāpurķēžu, 3 - fiksēto lineālu, 4 - skrūvi, 5 - skalu, 6 - stienīti, 7 - kronšteinu, 8 - ragavas, 9 - korpusu
kur D un d — apstrādāto konisko virsmu diametri, mm; l — konusa augstums, mm.
Pārbīdot astes stieņa korpusu šķērsvirzienā (12. att., b), tas slīpē garas koniskas virsmas ar nelielu konusa leņķi augšpusē (līdz 12 °). Šajā gadījumā pēc izteiksmes tiek noteikts aizmugures centra pārvietojums šķērsvirzienā
kur L — apstrādātās sagataves kopējais garums, mm.
Konisko virsmu apstrādes metode, izmantojot konisko lineālu (12. att., G), piestiprināts pie mašīnas gultas, ļauj iegūt konisku virsmu ar leņķi augšpusē līdz 40 °. Apstrāde tiek veikta, iekļaujot mehānisko padevi.
Atkarībā no sagataves formas un izmēra, dažādi veidi to stiprinājumi. Kad sagataves garuma attiecība pret diametru L/D < 4 заготовку закрепляют в патроне. При4 < L/D < 10 заготовку устанавливают в центрах, а при L/D >10 izmantojiet vienmērīgu atpūtu.
Izplatīta metode ir apstrāde centros (13. att.), jo tā ļauj pārkārtot detaļu no mašīnas uz mašīnu bez turpmākas izlīdzināšanas. Tajā pašā laikā sagataves galos tiek iepriekš izurbti centrālie caurumi. Centrālo caurumu forma un izmēri (14. att.) ir standartizēti. Uzstādot uz mašīnas, mašīnas priekšpuses un aizmugurējās daļas centru punkti iekļūst šajos caurumos.
13. att. Apstrāde centros: 1 - virzītāja patrona, 2 - apkakle, 3 - uzgrieznis, 4 - stienis, 5 - uzgrieznis, 6 - dzīvais centrs, 7 - uzmava, 8 - priekšējais centrs
Rotācijas pārnešanai no galvgala vārpstas uz sagatavi tiek izmantota dzenošā patrona 1 (13. att.), iestatīta
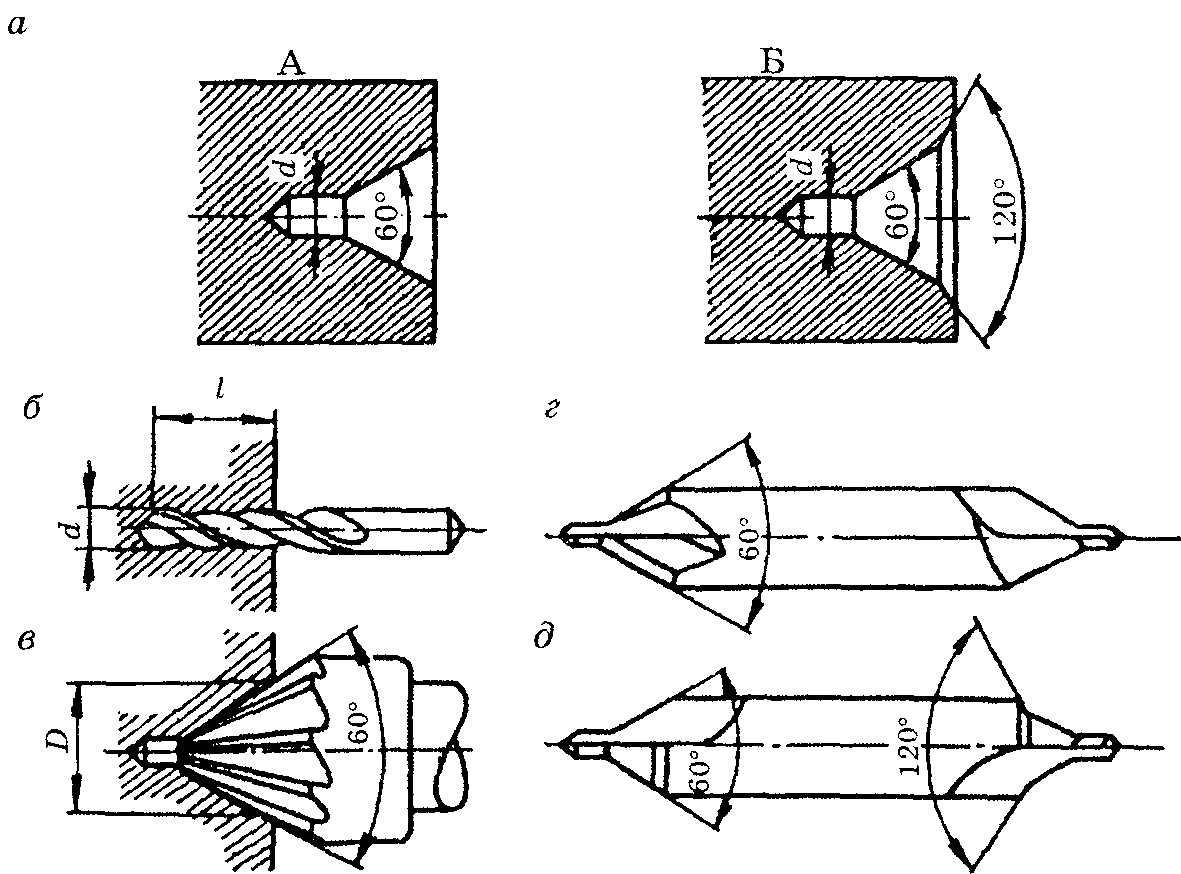
14. att. Centrālie caurumi (a) un instruments (b - cilindrisks urbis, c - iegremdēšana, d, d - urbju kombinācija)
uzliet uz vārpstas un skava 2, kas piestiprināta pie sagataves.
Centri ir uzstādīti mašīnas vārpstā un astes sviras. Vārpstā uzstādītais centrs griežas kopā ar sagatavi. Vienkāršs centrs (15. att., a), kas uzstādīts astes svirā, negriežas, tāpēc pats nolietojas un nodilst sagataves centra atveri. Lai novērstu nodilumu, tiek izmantots rotējošs centrs (sk. 7. att.). Dažkārt izmanto: apgriežot galu, sagriež centrā; apgrieztais centrs (15. att., b), griežot maza diametra (līdz 5 mm) sagataves.
![]()
15. att. Virpošanas centri: a - vienkāršs centrs (1 - konuss, 2 - kakls, 3 - konuss, 4 - kāts); b - apgrieztais centrs
Kā arī citi darbi, kas varētu jūs interesēt |
|||
| 58029. | Pasaules koloniālo impēriju veidošanās pabeigšana. Starptautiskās attiecības 19. gadsimta pēdējā trešdaļā | 122 KB | |
| Mērķi: Veidot priekšstatu par Indiju 19. gadsimta otrajā pusē; iepazīstināt ar britu koloniālās politikas principiem Indijā; atklāt sepoju sacelšanās gaitas un rezultātu iemeslus; veido savus spriedumus par baltā cilvēka nastas ideoloģiju... | |||
| 58030. | Indija. Kultūrvēsturiskās iezīmes. Ekonomiskās un ģeogrāfiskās īpašības | 118 KB | |
| Mērķis: veidot studentos vispārīgus priekšstatus par Indijas kultūru un ekonomiskajām iezīmēm; pilnveidot studentu prasmes patstāvīgi atlasīt un analizēt materiālu; turpināt vispārināšanas un secinājumu izdarīšanas prasmju veidošanos; audzināt atbildību... | |||
| 58031. | Vecā Indija | 78,5 KB | |
| Lasītāja vārds: Shanovnі uchnі shogodnі mi ar jums pomandruєmo uz Skhid uz tsіkavoї i mīklainu Іndії. Jauna materiāla ievads Indijas robota ģeogrāfiskais novietojums ar karti. | |||
| 58032. | Zastosuvannya dієprikmetnik kā īpašs dієslіv veids projektu aizstāvēšanai "Novērošanas īpatnības aiz pidlіtkіv ekrāna" | 1,94 MB | |
| META: pārvērsties par mīlestības apgūšanu pirms pārvēršanās par ukraiņu valodu; Es veidoju iniciatīvu un vīziju par izveidi, lai uzlabotu un aizsargātu jūsu veselību; attīstīt izglītojamo mācīšanās kompetenci un izglītojamo komunikatīvi komunicēt ar valodas palīdzību dažādās dzīves situācijās... | |||
| 58033. | Vienkārši un salokāmi uzdevumi, lai iekļautu laukuma vienību izmērus | 58,5 KB | |
| Tsіlі: osvіtnі: veidojiet gudro un iesācēju skaitu, gudrāk risiniet problēmas, analizējiet matemātiskos uzdevumus; attīstība: attīstīt loģiskās un algoritmiskās idejas, zināšanas un intelektuālās spējas, stimulēt attīstību, samazināt mācīšanos, argumentēt savu viedokli... | |||
| 58034. | Integrāļa ieviešana procesu modelēšanā | 2,54 MB | |
| Sākotnēji: apgūt un sistematizēt studentu zināšanas ar tēmām “Integrālā un jogas mācība”; iegūt konsolidētas zināšanas par integrāļa ģeometriskajām, fiziskajām un ekonomiskajām izmaiņām; patstāvīgi veidot studentu jaunpienācēju apzinātību sistematizēt un padziļināt zināšanas ... | |||
| 58035. | Integrāļa pielietojums | 107 KB | |
| Mērķis: Vispārināt un sistematizēt zināšanas par tēmu Integrāļa pielietošana. Pamatzināšanu aktualizēšana Antiderivatīva definīcija; Nenoteiktā integrāļa definīcija; Integrāļa definīcija... | |||
| 58036. | IZVĒLĒTĀ INTEGRĀLA APRAKSTS | 558,5 KB | |
| Apgūt konsolidētas zināšanas par integrāļa ģeometrisko un fizisko izmaiņu. Skolotājs izrunā runas beigas tā, lai stingrības formulējums būtu patiess: Līklīnijas trapeces nosaukumu sauc par Diju, tiek ietīts līdz diferenciācijai Vispirms tiek apskatīta viena un pārējās funkcijas ... | |||
| 58037. | Arābu iekarošana. Arābu kalifāta nodibināšana | 248,5 KB | |
| Pārskatiet radīšanas vēsturi Arābu kalifāts un islāma rašanos, iepazīties ar islāma kultūras spilgtākajiem sasniegumiem; pilnveidot prasmes darbā ar vēsturisko karti | |||
Uz Tokarno skrūvju griešanas mašīna vienkāršs darbības princips: sagatave, kas ir saspiesta horizontālā stāvoklī, sāk griezties, un griezējs, kas ir kustīgs, netiek noņemts vēlamo materiālu. Bet, lai šo principu īstenotu, ir nepieciešams mehānisms, kas sastāv no liels skaits precīzi saskaņoti elementi. Virpas apvieno deviņu veidu darbgaldus, kas atšķiras dažādos veidos: pēc konstrukcijas izkārtojuma, pēc mērķa, pēc automatizācijas pakāpes.
Īpašu papildu ierīču izmantošana mašīnās (frēzēšanai, slīpēšanai, radiālo caurumu urbšanai) ievērojami paplašina iekārtas tehnoloģisko funkcionalitāti.
Virpas, automātiskās un pusautomātiskās, atkarībā no vārpstas atrašanās vietas iedala vertikālajās un horizontālajās, kurām ir armatūra apstrādājamās detaļas sagataves iestatīšanai. Vertikālās mašīnas galvenokārt izmanto lielu izmēru un svara, bet maza garuma detaļu apstrādei. To laiku slavenākās virpas Padomju savienība- 16K20 un 1K62. Virpa ir paredzēta materiālu apstrādei, griežot, lai iegūtu detaļas apgriezienu korpusu veidā. Mūsdienās ir vairāki galvenie virpu veidi. Vispusīgākā virpošanas grupu tehnika ir skrūvējamās virpas izmanto maza mēroga ražošanā. Un skrūvējamās virpas, savukārt, tiek iedalītas arī veidos:
Skrūvju griešanas virpas iekārta
Skrūvju griešanas virpa ir savs individuāla ierīce. Iekārtas galvenais korpuss ir fiksēts, un rīks sāk darbu, nospiežot īpašas galviņas. Apstrādes laikā iegūto daļu var izmantot šādās darbībās. Tagad daudzi cilvēki uzskata, ka skrūvju griešanas virpas izmantošana nav optimāla. Materiālu apstrādi var palielināt un veikt ar lielāku efektivitāti. Bet elements, ko ražotāji saņem pēc darba, parasti ir apmierināts.Skrūvju griešanas virpa - cirvji
Ass skrūvējamā virpaŠis ir diezgan jauns aprīkojums. Bet, neskatoties uz to, viņam jau ir izdevies iegūt popularitāti rūpniecības nozares speciālistu vidū. Ass virpa, citādi pazīstama kā RAM, apvieno parasto virpas instrumentu funkcijas ar ass stila spalvu.Uz virpas šāda veida darbības princips ir diezgan vienkāršs un saprotams pat tiem cilvēkiem, kuri ar nozari nekad nav saskārušies. Brīdī, kad iekārta ir pievienota apstrādājamai detaļai, tā sāk slīdēt pa tās virsmu. Tādējādi apstrāde kļūst ātra, vienkārša un kvalitatīva.
CNC skrūvju griešanas virpa
Šo mašīnu var nomainīt vecais skats iekārtas. Vairāku vārpstu un citiem CNC instrumentiem ir vairākas priekšrocības: tos ir viegli uzstādīt un viegli darbināt. Šāda tehnika iekšā pilnā apmērā atbilst mūsdienu darba attīstības tendencēm.
CNC skrūvju griešanas virpu veiktspēja ir daudz augstāka nekā citām esošie veidi iekārtas šī klase. Var atzīmēt, ka organizācijas, kas iegādājas šādas mašīnas, savas produktivitātes problēmas atrisina simtprocentīgi. Skrūvju griešanas virpu var viegli uzskatīt par visvairāk universāla mašīna no visām esošajām virpošanas grupas mašīnām. To izmanto dažādu detaļu maza apjoma un viengabala ražošanas apstākļos. Tagad, pateicoties tā daudzpusībai, tas izbauda liels pieprasījums daudzās organizācijās, kas strādā metālapstrādes nozarē.
Virpas ļauj apstrādāt iekšējās un ārējās virsmas. Tehnika dod iespēju slīpēt dažādas formas detaļas (formas, koniskas, cilindriskas), veikt urbšanas, urbšanas, urbšanas, galu apgriešanas, rievošanas, vītņu un citas darbības. Tāpat speciālā aprīkojuma izmantošanas iespēja dos iespēju veikt citus darbus. Piemēram, jūs varat veikt frēzēšanu, slīpēšanu, zobu griešanu un citus.
Skrūvju griešanas tehnoloģija, pirmkārt, tas ir paredzēts vienreizējai un neliela apjoma ražošanai. Bet, ja nepieciešams, to var aprīkot ar papildu ierīcēm un ierīcēm, kas ļaus paplašināties līdz masveida ražošanai. Masveida ražošanā tiek izmantotas virpošanas un rotācijas pusautomātiskās mašīnas un automāti. Iekārtas apkope ietver periodisku regulēšanu, materiāla piegādi iekārtai un sagatavju kontroli.
Pusautomātiskajā mašīnā kustības, kas saistītas ar sagatavju izņemšanu un iekraušanu, nav automatizētas. Automātiska darbplūsmas pārvaldība, piemēram skrūvējamās virpas tiek veikta, pateicoties sadales vārpstai, kurā ir uzstādīti izciļņi.
Darba mērķis: izpētīt skrūvgriežu virpas vispārīgo ierīci, instrumentus, armatūru un darbmašīnā veikto darbu veidus; iemācieties noteikt mašīnas laiku pagrieziena laikā.
Darba vietas aprīkojums
1. Skrūvju griešanas virpa.
2. Virpošanas instrumentu komplekts.
3. Pielikumi skrūvējamai virpai.
4. Vadlīnijas.
I. Skrūvju griešanas virpas ierīce
Skrūvju griešanas virpas ir augstas veiktspējas un visizplatītākās mašīnas. Iekārta paredzēta dažādu metālu un nemetālu materiālu apstrādei. Mašīnā tiek veiktas visa veida virpošanas darbības: ārējo un iekšējo cilindrisko un konisko virsmu urbšana, griešana, urbšana, caurumu iegremdēšana un rīvēšana, dažādu vītņu griešana utt. Izmantojot iekārtu hidrokopētāju, varat veikt virpošanas un kopēšanas darbus. Skrūvju griešanas virpas pēc metāla griešanas mašīnu klasifikācijas pieder pie I grupas, 6. tipa (piemēram, mašīnas modelis 16K20).
Uz att. 2.1 parādīta skrūves griešanas virpas diagramma.
Visu mašīnas sastāvdaļu uzstādīšanai tiek izmantots rāmis 2 ar gareniskām prizmatiskām vadotnēm. Gulta ir nostiprināta uz pjedestāla. Kreisajā pjedestālā I ir uzstādīts mašīnas galvenās piedziņas elektromotors, labajā pjedestālā 12 - dzesēšanas šķidruma tvertne un sūkņu stacija. Virs priekšējā pjedestāla uz rāmja ir uzstādīts uzgalis 6. Mašīnas ātruma kārba un dobā vārpsta ir uzstādīta galvas statnē. Pārnesumkārbas mehānismi un transmisijas ļauj iegūt dažādus vārpstas ātrumus, tādējādi nodrošinot galvenās kustības ātrumu (V). Uz vārpstas ir piestiprinātas iespīlēšanas ierīces (izciļņa patrona, virzītāja patrona, plākšņu paplāksne), lai pārnestu griezes momentu uz apstrādājamo detaļu. Galvas balsta priekšpusē ir vadības panelis 5 ātrumkārbas mehānismiem.
5 6 7 8 9 10 11
Rīsi. 2.1. Skrūvju griešanas virpas shēma
Gultas priekšpusē zem galvas balsta ir uzstādīta padeves kaste 3. Kastē ir uzstādīti mehānismi un zobrati, kas ļauj iegūt dažādus suportu kustības ātrumus. Padeves kaste saņem rotācijas kustību no pārnesumkārbas ar maināmu zobratu palīdzību, ko sauc par ģitāru, kas atrodas rāmja kreisajā galā 4. kastē.
Gareniskais balsts 7 pārvietojas pa rāmja vadotnēm, nodrošinot garenisko padevi griezējam (S pr). Pa gareniskā balsta vadotnēm perpendikulāri sagataves rotācijas asij pārvietojas šķērsvirziena kariete, uz kuras ir uzmontēts augšējais balsts 9. Šķērsvirziena kariete nodrošina šķērsvirziena padevi griezējam (S p). Augšējo rotējošo balstu var iestatīt jebkurā leņķī pret sagataves rotācijas asi, kas nepieciešams, apstrādājot koniskas virsmas.
Uz augšējā balsta ir uzstādīts četru pozīciju rotējošs instrumentu turētājs 8, kurā vienlaikus var uzstādīt četrus griezējus. Gareniskajam suportam ir piestiprināts priekšauts 10. Priekšautā ir uzstādīti mehānismi un zobrati, kas pārveido vadošā veltņa vai svina skrūves rotācijas kustību suportu translācijas kustībā. Ritošais veltnis (ar garenisku rievu rievu) un ritošā skrūve (ar ārējo vītni) atrodas gar rāmi un saņem rotācijas kustību no padeves kastes. Priekšauta mehānisms ir veidots tā, lai suporta kustību varētu veikt vai nu no svina veltņa vienmērīgai pagriešanai, vai no svina skrūves vītņošanai.
Astes statnis 11 ir uzstādīts rāmja labajā pusē un pārvietojas pa tā vadotnēm. Astes sviru var aprīkot ar aizmugures centru vai instrumentu urbumu apstrādei (urbji, iegremdēšana, rīves). Astes balsta korpuss ir nobīdīts attiecībā pret pamatni šķērsvirzienā, kas nepieciešams, pagriežot ārējās garās koniskās virsmas.
Lai nodrošinātu normālus darba apstākļus, iekārta ir aprīkota ar individuālu apgaismojumu un speciālu aizsargekrānu, kas pasargā strādnieku no traumām no krītošām skaidām.
Skrūvju griešanas virpām ir šādi stiprinājumi un piederumi: patronas, centri, piedziņas patrona, stabili balsti un kopēšanas lineāli.
Jebkura skrūvējamā virpa (galda, universālā, CNC) ir iekārta, ar kuru tiek veikta metāla izstrādājumu un citu materiālu virpošana.
1 Skrūvju griešanas virpas ierīce - galvenās sastāvdaļas un mehānismi
Universālās skrūvējamās virpas ļauj veikt tādus metālapstrādes darbus kā:
- rīvēšanas caurumi;
- veidotu, konisku, cilindrisku virsmu virpošana un urbšana;
- rīvēšana;
- galu apstrāde un apgriešana;
- diegu griešana;
- urbšana.
Visām šīs grupas mašīnām ir identiska ierīce. To galvenās montāžas vienības ir šādi mezgli:
- suports;
- priekšpuse un;
- ātrumkārba;
- gulta;
- vārpsta;
- elektriskās palaišanas iekārtas;
- skapji;
- Maināmi ģitāras zobrati;
- skriešanas veltnis;
- priekšauts;
- ātrumkārba;
- svina skrūve ( tā ir tā klātbūtne, kas atšķir skrūvējamu virpošanas bloku no parastā virpošanas).
Jāatzīmē, ka visiem aplūkojamo mašīnu elementiem ir ne tikai viens un tas pats mērķis un nosaukums, bet arī tie atrodas vienās vietās.
Tas nozīmē, ka 16K20 vienība, ko 70. gados ražoja Krasny Proletarian rūpnīca, un Čeļabinskas Stankomash OJSC ir līdzīgas viena otrai, piemēram, diviem brāļiem. Pat skrūvējamās virpas shēma ar skaitlisko programmas vadība(piemēram,) atšķiras no vecākiem modeļiem tikai ar šī paša CNC klātbūtni.

Papildus galvenajām vienībām, skrūvju griešanas grupas blokiem ir vairāki vadības rokturi, ar kuriem operators veic darbu pie mašīnas. Ir pieejami šādi rokturi:
- vārpstas ātruma izmaiņas;
- griežamā vītnes soļa un padeves iestatīšana;
- palielināta vai normāla vītnes soļa uzstādīšana;
- ragavu kustība (garenvirzienā un šķērsvirzienā);
- augšējā slaida kustība;
- iedarbiniet un atspējojiet vadošo skrūvi (tās uzgriežņus);
- vītnes izpildes virziena izvēle (labā vai kreisā);
- iedarbināt un apturēt galveno elektromotoru;
- spalvu fiksācija;
- sākt automātisko garenisko padevi;
- spalvu kustība (šo rokturi parasti sauc par stūri);
- sākt un pārtraukt barošanu;
- suporta pārslēgšana uz ātras kustības režīmu;
- astes stieņa nostiprināšana;
- vārpstas apturēšana un virziena maiņa dotais elements mašīna.
2 Skrūvju griešanas grupas pildvielu klasifikācijas principi
Aprakstītais aprīkojums ir sadalīts vairākos veidos pēc trim tehniskajiem parametriem:
- mašīnas svars;
- produkta maksimālais garums, ko var apstrādāt noteiktā vienībā;
- tās daļas maksimālais diametrs, ar kuru iekārta var rīkoties.
Garākais sagataves garums, ko var apstrādāt, ir atkarīgs no attāluma starp virpas centriem. Rinda maksimālās sadaļas apstrāde aprīkojumam, kuru mēs apsveram, sākas ar 100 milimetru diametru un beidzas ar 4000 milimetru diametru. Ir svarīgi zināt, ka dažādām mašīnām ar vienādu pieļaujamo sagataves daļu bieži ir raksturīgi dažādi sagataves garumi.
Pēc svara visas skrūvju griešanas iekārtas ir sadalītas četrās klasēs:
- līdz 400 tonnām - smagās mašīnas ( lielākais diametrs detaļas apstrādei tajās ir 1600–4000 mm);
- līdz 15 tonnām - liels (diametrs svārstās no 600 līdz 1250 mm);
- līdz 4 tonnām - vidēja (no 250 līdz 500 mm);
- līdz 0,5 tonnām - viegls (no 100 līdz 200 mm).

Ar vieglajām mašīnām parasti saprot to darbvirsmas modifikācijas, kuras izmanto mājas amatnieki privātām vajadzībām un maziem uzņēmumiem:
- augu eksperimentālās un eksperimentālās sekcijas;
- pulksteņu uzņēmumi;
- instrumentu uzņēmumi.
Smagas un lielas vienības parasti izmanto enerģētikā un smagajā inženierijā. Tos izmanto arī dažādu mehānismu īpašai apstrādei:
- turbīnu rotori;
- dzelzceļa vagonu riteņu pāri;
- elementi metalurģijas rūpnīcās.
Lielākā daļa virpošanas darbību tiek veiktas iekārtās, kas saistītas ar vidējā grupa. Tie veido aptuveni 80 procentus no visiem metālapstrādes darbiem. Tie ļauj veikt pusapdares un apdares darbības, griezt dažāda rakstura diegu.
Šādu mašīnu konstrukcijai raksturīgs liels darba instrumenta padeves diapazons un vārpstas apgriezieni, pietiekama stingrība. Tie ir aprīkoti ar pieņemamas jaudas elektromotoriem, kas ļauj ļoti ekonomiskos režīmos apstrādāt metālu un citus izstrādājumus, izmantojot instrumentus, kas izgatavoti no supercietiem sakausējumiem un cietiem materiāliem.
Turklāt vidēja svara vienības ir aprīkotas ar daudzām īpašām ierīcēm, lai paplašinātu to tehnoloģisko potenciālu. Šādi "zvaniņi un svilpes" paaugstina sagataves apstrādes kvalitāti uz virpošanas blokiem un atvieglo virpotāju darbu. Pateicoties šīm ierīcēm, mašīnas kļūst daudzkārt automatizētākas un ērtāk lietojamas.
Virpas ar programmu vadību (CNC) PSRS tika izgatavotas diezgan aktīvi. Šādu mašīnu ražošanu veica Ļeņingradas rūpnīca (modelis LA155), Kuibiševa (16B16) un citi. Parasti tiek izmantotas CNC mašīnas lielie uzņēmumi daudzveidīgā saražoto produktu klāsta apstrādē mazās partijās(ne vairāk kā pāris simti gabalu). Metālapstrādes augstā atkārtojamība un īsie pārslēgšanas laiki padara CNC iekārtas šajā situācijā neaizstājamas.
3 Izplatītas metodes darbam ar skrūvju griešanas grupas mašīnām
Visbiežāk ieslēgts virpošanas iekārtas ražot cilindrisku ārējo virsmu apstrādi (izmantojot griezējus). Šajā gadījumā daļa tiek ievietota kārtridžā ar pielaidi no 7 līdz 12 milimetriem (saprotams, ka nepieciešamais izstrādājuma garums būs mazāks tieši par norādīto vērtību). Šādas "rezerves" nepieciešamība ir saistīta ar faktu, ka virpotājam būs jānogriež gatavā sagatave, kā arī jāapstrādā tā gali.
![]()
Gala apgriešanai izmantojiet noturīgus vai taisnus, kā arī apgriešanas griezējus. Metāla slānis no gala virsmas tiek noņemts, pārvietojot caur griezējušķērsvirzienā. Ja tiek izmantots skalošanas instruments, detaļu apstrādā no tās centra garenvirzienā. Lai veiktu izstrādājuma mazu izciļņu apgriešanu un pagriešanu, parasti tiek izmantots vilces griezējs.
Kad ar skrūvējamu virpu rievo sagataves ārpusi, operators izmanto īpašus rievu instrumentus. Viņi strādā ar tiem ar mazu ātrumu (salīdzinot ar galu apgriešanas procedūru, vārpstas ātrums ir iestatīts 4–5 reizes mazāks). Tajā pašā laikā rievas tiek izgrieztas bez jebkādas piepūles, pēc iespējas gludāk un mīkstāk.

Tas pats princips attiecas uz griešanu. gatavais produkts. Šī darbība tiek pabeigta brīdī, kad tilta posms uz sagataves ir aptuveni 2,5 milimetri. Pēc tam iekārta apstājas, griezējs tiek noņemts no slota, un tad produkts vienkārši nolūst.





