Pašdarinātas elektriskās izlādes mašīnas. DIY elektriskā dzirksteļa mašīna
Dažādas cietības pakāpes metālu apstrāde ar augstu precizitāti iespējama, izmantojot netradicionālas metodes. Tie ietver virsmas griešanu, slīpēšanu un nostiprināšanu, izmantojot elektrisko eroziju. Elektroerozīvā iekārta tika izgudrota jau sen, taču tā ir kļuvusi plaši izplatīta tikai pēdējās desmitgadēs.
Pirmo rūpnieciskās klases iekārtu CHARMILLES TECHNOLOGIES izveidoja 1952. gadā, un CNC EDM mašīna parādījās 1969. gadā. Salīdzinot ar tradicionālajām metālapstrādes metodēm – kalšanu, liešanu, slīpēšanu, frēzēšanu, elektriskās dzirksteles metodi var uzskatīt par inovatīvu. Pirmie pieminējumi par kaltiem un lietiem izstrādājumiem ir vairākus tūkstošus gadu veci.
Visi metāli ir vadošas vielas, tāpēc elektriskās izlādes apstrāde ir piemērojama visu veidu sakausējumiem. Ar tās palīdzību jūs varat veikt plašu darbu klāstu, sākot no parastas griešanas un urbšanas līdz:
- smalka slīpēšana;
- virsmas palielināšana un konfigurācijas atjaunošana;
- sacietēšana;
- kopēšana;
- programmaparatūra;
- gravēšana;
- izsmidzināšana.
Elektroerozīvās iekārtas ir balstītas uz īslaicīgas elektriskās loka rašanās principu, kas izraisa vielas zudumu ar katodu un anodu. Ar īsu impulsu viela tiek noņemta no anoda, ar garāku impulsu - no katoda. Mūsdienu elektroerozīvās mašīnas savā darbā izmanto abus impulsu veidus. Gan darba instrumentu, gan apstrādājamo priekšmetu var savienot ar pozitīvo vai negatīvo polu.
Vienīgais nosacījums, kas tiek ievērots visu veidu mašīnās, ir tas, ka tiek izmantota tikai līdzstrāva. Sprieguma līmenis un strāvas stiprums ir atkarīgi tikai no apstrādājamā metāla parametriem. Impulsu rašanās biežumu nosaka mehāniskā pieeja un elektroda un darba virsmas attālums - sabrukums notiek tikai noteiktā attālumā starp saskares virsmām.
Metālu elektriskā impulsa apstrāde, kuras mērķis ir iznīcināt sagatavi (griešana vai urbšana), tiek veikta dielektriskā vidē, kas ir īpašs šķidrums. Visbiežāk tiek izmantota eļļa, petroleja vai destilēts ūdens. Virsmas uzklāšana, nostiprināšana vai izsmidzināšana tiek veikta gaisā vai vakuumā.
Metāla elektriskās izlādes griešana
Šis apstrādes veids tiek izmantots gadījumos, kad nepieciešams ražot maza izmēra detaļas ar sarežģītām kontūrām ar augstas precizitātes malām, izgatavot detaļas no īpaši cietiem sakausējumiem, kā arī juvelierizstrādājumos. Apstrādājamo detaļu izmēra un apstrādātā materiāla biezuma ierobežojumus nosaka tikai konkrētas mašīnas konstrukcija. Vairumā gadījumu elektriskās izlādes griešana tiek izmantota rūpniecības uzņēmumos, kas vērsti uz augstas precizitātes detaļu liela mēroga ražošanu, kurām nav nepieciešama turpmāka apstrāde.
Bet bez lielām grūtībām jūs varat izveidot elektriskās izlādes mašīnu ar savām rokām, ja jums ir zināmas metālapstrādes prasmes un noteiktas zināšanas elektronikā un elektrotehnikā. Pašdarinātas elektriskās izlādes griešanas mašīnas dizains ir vienkāršs un to var realizēt pat mājās, nemaz nerunājot par metālapstrādes darbnīcu vai maza uzņēmuma darbnīcu.
Bet jāņem vērā, ka paštaisītās mašīnās ir ļoti grūti realizēt galvenās elektriskās izlādes apstrādes priekšrocības - augstu precizitāti un daudzpusību. Ugunsizturīgi metāli un sakausējumi tiek griezti ļoti lēni, un tiem ir nepieciešams liels enerģijas patēriņš.
Griežot metālu, sagatave ir savienota ar strāvas avota pozitīvo polu, un darba elektrods ir savienots ar negatīvo polu. Vielas zudums pie anoda nav nekas cits kā erozija, griezums, kura biezums ir atkarīgs no katoda ģeometrijas. Lielu lomu spēlē arī dielektriķa veids, ar kuru darbojas noteikta veida EDM iekārta.
Rūpnieciskai ražošanai tiek izmantoti divi galvenie iekārtu veidi - elektroerozīvā stiepļu griešanas iekārta un elektroerozīvā caurduršanas iekārta. Pirmais veids tiek izmantots, apstrādājot lielas detaļas, kas izgatavotas no biezu sienu metāla, otrais - precīzākam darbam pie detaļu kopēšanas no augstas stiprības materiāliem vai stingrām prasībām to formai.
Stiepļu griešanas mašīnas
Elektroerozīvā rūpnieciskā stiepļu griešanas mašīna darbojas pēc bezkontakta principa mijiedarbībā starp vadošu stiepli (molibdēnu, volframu vai citu ugunsizturīgu metālu) ar diametru 0,1-0,2 mm un sagatavi. Jūs varat apstrādāt jebkura ugunsizturības līmeņa metālu dažādos detaļu biezumos. Pozitīvais pols ir savienots ar vadu, kas uztīts uz rotējošām bungām, kas pārvietojas divos virzienos - vertikāli un virzienā uz sagatavi, un negatīvais pols ir savienots ar sagatavi.
Vadu līnijai kustoties, rodas izlāde, kas detaļā sadedzina vajadzīgās konfigurācijas līniju. Būtībā elektriskās izlādes apstrāde uz stiepļu mašīnas veic frēzēšanas operācijas, bet metāliem ar īpašu stiprību un ar mehānisko apstrādi nesasniedzamu precizitāti. Tas iekļauj:
- īpaši mazi leņķi;
- mikrodiametru noapaļošana;
- saglabājot līniju paralēlismu visā dziļumā;
- augstas precizitātes malu virsmas.
Apstrādes precizitāte sasniedz 0,110-0,012 mm.
Elektroerozīvās pīrsinga mašīnas
Metālu elektriskā kontakta caurduršanas apstrāde ietver punktveida elektroda darbību ar noteiktu šķērsgriezuma formu, no kuras atkarīga erozijas ieplakas forma sagatavē. Tos izmanto apstrādei:
- nerūsējošais tērauds;
- instrumentu sakausējumi;
- titāns;
- rūdīts tērauds.
Bet tie var strādāt ar visu veidu vadošiem materiāliem, ja ir nepieciešams izveidot liela dziļuma caurumus vai padziļinājumus ar minimālu diametru un precīzu šķērsgriezuma ģeometriju.
Viena no sarežģītākajām pīrsinga mašīnas darbībām ir vītņotu caurumu izgatavošana augstas stiprības, ugunsizturīgos materiālos. Šajā gadījumā tiek izmantotas tikai CNC mašīnas. Caurumā tiek ievietots elektrods, kas izgatavots no plānas stieples, un tas pārvietojas garenvirzienā un šķērsvirzienā (pa X, Y asīm, vienlaikus pārvietojoties pa Z asi). Rezultāts ir caurums ar sarežģītu sienas konfigurāciju, vītņots vai cits profils.
Elektrisko kontaktu apstrāde ļauj iegūt augstas precizitātes zīmogu, veidņu vai citu sīku detaļu nospiedumus. Šajā gadījumā elektrods ir miniatūra vajadzīgā izstrādājuma kopija, kas izgatavota no vara vai grafīta. Atkarībā no savienojuma polaritātes uz apstrādājamās detaļas tiek iegūtas skaidras ieplakas vai tikpat skaidri izvirzījumi. Šādas elektroerozijas mašīnas tiek ražotas gan stacionārā, gan galddatora versijā (piemēram, G11 ARAMIS (Čehija)).
Pašdarinātas EDM iekārtas
Vēlams montēt paštaisītu elektroerozijas mašīnu, ja augstas precizitātes darbi ar metālu tiek veikti bieži un salīdzinoši lielos apjomos. Tas ir grūti izgatavojams aprīkojums, ko ikdienā izmanto reti. Tas ir pamatots metālapstrādes cehos un darbnīcās kā apdares instruments sagatavju apstrādei pēc frēzēšanas vai virpām vai sarežģītu konfigurāciju nelielu detaļu izgatavošanai.
Elektroerozīvās mašīnas darbības princips prasa izgatavot gan elektronisku shēmu, kas ģenerē lieljaudas impulsa strāvu, gan sarežģītu mehānisko daļu, kas nodrošina elektroda (vada vai gabala) kustību. Galvenās grūtības ir izgatavot ģeneratoru, kas īsā laikā spēj uzkrāt lādiņu, kas ir pietiekams avārijai, izmest to sekundes daļā un atjaunot tikpat īsā laikā. Ja strāvas blīvums ir nepietiekams, elektriskās izlādes apstrāde nav iespējama pat plānām detaļām, kas izgatavotas no mīkstiem metāliem.
Pašmāju stiepļu EDM iekārtas galvenās daļas:
- gulta - čuguns vai tērauds;
- darbvirsma - izturīga plastmasa vai nerūsējošais tērauds;
- dielektriskā vanna, kas kalpo kā darba zona;
- stieples padeves sistēma (divas spoles, elektromotors, piedziņa, vadotnes);
- elektrodu vadības sistēma (pīrsingam);
- iedarbināšanas un apturēšanas sistēma;
- dielektriskā sūknēšanas iekārta - sūknis, filtri, cauruļvadi;
- ģenerators;
- kontroles sistēma.
Pēdējais punkts ir viens no grūtākajiem, ir nepieciešams sinhronizēt stieples padevi ātrumā un virzienā, impulsa frekvenci un dielektriskā šķidruma padevi. Jāņem vērā, ka darbības laikā šķidrums tiek jonizēts, un tā īpašības būtiski mainās.
Atkarībā no mašīnas ģeneratora ķēdes tas izmanto ļoti bīstamas strāvas 1-30A pie sprieguma 220 V. Visu vadošo daļu izolācijai jābūt ārkārtīgi uzticamai. Kā darbojas paštaisīta mašīna, varat redzēt video vai šeit.
Analizējot dažādu informāciju no interneta, mēs varam secināt, ka tikai rūpnieciskās iekārtas ir patiesi efektīvas. Pašdarināti izstrādājumi ir piemēroti gravēšanai, rakstīšanai, plānu metāla lokšņu zāģēšanai, ko var izdarīt ar kvalitatīvu profesionālu finierzāģi.
Lai izgatavotu elementus ar sarežģītu profilu no grūti griežamiem metāliem, tiek izmantota elektriskās izlādes mašīna. Tās darbības pamatā ir elektriskās strāvas izlādes ietekme, kas apstrādes zonā rada augstu temperatūru, izraisot metāla iztvaikošanu. Šo efektu sauc par elektrisko eroziju. Nozarē mašīnas, kas darbojas pēc šī principa, tiek izmantotas jau vairāk nekā 50 gadus.
Iekārtu veidi un apstrādes metodes
Elektriskās izlādes iekārtas darbību var raksturot šādi:: paņemiet uzlādētu kondensatoru un novietojiet tā elektrodus pie metāla plāksnes. Īssavienojuma laikā kondensators izlādējas. Spilgtu zibspuldzi pavada enerģijas izdalīšanās (augsta temperatūra). Slēgšanas vietā veidojas ieplaka, ko izraisa noteikta daudzuma metāla iztvaikošana no augstas temperatūras.
Uz tehnoloģiskajām iekārtām tiek īstenoti dažādi elektrisko izlāžu ģenerēšanas veidi . Starp galvenajām shēmām ir:
- elektriskā dzirkstele;
- elektriskais kontakts;
- elektriskais impulss;
- anodiski mehāniski.
Realizējot kādu no shēmām praksē, tiek ražotas mašīnas. Pamatojoties uz elektriskās erozijas principu, dažādās modifikācijās tika ražotas šādas mašīnas:
- izgriezums;
- stieple;
- sašūts.
Lai iegūtu precīzus izmērus un automatizētu procesu, iekārta ir aprīkota ar datorciparu vadību (CNC).
Elektriskā dzirksteļu mašīna darbojas, izmantojot dzirksteļu ģeneratoru. Ģenerators ir enerģijas uzkrāšanas ierīce, kas nodrošina elektrisko impulsu. Pastāvīgai impulsu padevei tiek organizēta kondensatoru banka.
Lai organizētu elektrisko ķēdi, katods ir savienots ar izpildmehānismu, un anods ir savienots ar sagatavi. Pastāvīgs attālums starp elektrodu un sagatavi garantē procesa vienmērīgumu. Nolaižot elektrodu vertikāli uz detaļas, metāls tiek caurdurts un veidojas caurums, kura formu nosaka elektroda forma. Šādi darbojas EDM pīrsinga mašīna.
Stiepļu EDM iekārtu izmanto, lai ražotu detaļas no cieta sakausējuma un grūti apstrādājamām daļām. Plāns vads darbojas kā elektrods. Metālam iztvaikojot, uz sagataves virsmas veidojas oksīdi ar augstu kušanas temperatūru. Lai aizsargātu pret tiem, procesu veic šķidrā vidē vai eļļā. Dzirksteļošanas laikā šķidrums sāk degt, paņemot skābekli un citas gāzes no darba zonas.
Šāda veida mašīnas dažreiz ir vienīgais iespējamais veids, kā izgatavot konstrukcijas elementu. Taču EDM iekārtu iegāde neregulāriem darbiem ir izšķērdīgs darbs. Tāpēc, ja rodas vajadzība, ar savām rokām varat izgatavot elektrisko erozijas mašīnu.
Pašdarinātas ierīces īpašības
Pirms sākat izgatavot mājās gatavotu EDM mašīnu, jums ir jāsaprot tās struktūra. Galvenie konstrukcijas elementi ietver:
Dzirksteļu ģeneratora izgatavošana
Lai izgatavotu dzirksteļu ģeneratoru, detaļas var atrast visur (vecos televizoros, barošanas avota monitoros utt.). Tās darbības princips ir šāds:

Drošības pasākumi, strādājot
 Tā kā organizēta "dari pats" elektriskā erozija ir saistīta ar elektriskās strāvas trieciena iespējamību, drošības pasākumi ir jāievēro ar visu atbildību. Apstrādājamo priekšmetu nedrīkst iezemēt. Pretējā gadījumā notiks ārkārtas situācija - īssavienojums piegādes tīklā. Kondensatori ar nominālo spriegumu 400 V var būt nāvējoši tikai ar 1000 µF kapacitāti.
Tā kā organizēta "dari pats" elektriskā erozija ir saistīta ar elektriskās strāvas trieciena iespējamību, drošības pasākumi ir jāievēro ar visu atbildību. Apstrādājamo priekšmetu nedrīkst iezemēt. Pretējā gadījumā notiks ārkārtas situācija - īssavienojums piegādes tīklā. Kondensatori ar nominālo spriegumu 400 V var būt nāvējoši tikai ar 1000 µF kapacitāti.
Ierīču pievienošana novērš saskari ar korpusu. Lai savienotu kondensatoru ar elektrodu, ir nepieciešams vara stieple ar šķērsgriezumu 6-10 kvadrātmetri. mm. Liels eļļas daudzums, ko izmanto, lai novērstu oksīdu veidošanos, var aizdegties un izraisīt ugunsgrēku.
Mūsdienu ierīces, mašīnas, instrumenti un mehānismi sastāv no sarežģītākām daļām, salīdzinot ar ierīcēm, kas iznāca agrāk. Šajā tehnoloģiskā progresa posmā ierīces ir nepieciešamas liela darba apjoma veikšanai. Cilvēki mēdz visu mehanizēt, lai vienkāršotu savu ikdienu, kā arī sasniegtu jaunus rezultātus pētniecībā vai tādās jomās kā būvniecība, rūpniecība utt. Līdz ar detaļu sarežģītību to apstrāde ir kļuvusi attiecīgi grūtāka.
Detaļu apstrādei tiek izmantotas dažādas ierīces. Tie atšķiras pēc darbības principa, mērķa un citiem aspektiem. Bet milzīgs skaits speciālistu uzsver elektriskās izlādes iekārtu izmantošanas priekšrocības, kuras paredzēts dažādu detaļu apstrādei, un ar ļoti pārliecinošiem rezultātiem un rādītājiem.
Elektroerozijas mašīnu mērķis
 Elektroerozīvās mašīnas tiek izmantotas dažādu dažādu formu un izmēru sagatavju griešanai. Apstrāde notiek vai nu taisnā leņķī, vai leņķī no 1 līdz 30 grādiem. Leņķis, kādā tiek apstrādātas sagataves, galvenokārt ir atkarīgs no iekārtas konfigurācijas. Griešanas sākums var notikt no sagataves malas, kā arī no iekšpuses caur caurumu, kas ir iepriekš urbts. Elektroerozīvās mašīnas ir paredzētas, lai ražotu detaļas ar precizitāti līdz 0,015 milimetriem.
Elektroerozīvās mašīnas tiek izmantotas dažādu dažādu formu un izmēru sagatavju griešanai. Apstrāde notiek vai nu taisnā leņķī, vai leņķī no 1 līdz 30 grādiem. Leņķis, kādā tiek apstrādātas sagataves, galvenokārt ir atkarīgs no iekārtas konfigurācijas. Griešanas sākums var notikt no sagataves malas, kā arī no iekšpuses caur caurumu, kas ir iepriekš urbts. Elektroerozīvās mašīnas ir paredzētas, lai ražotu detaļas ar precizitāti līdz 0,015 milimetriem.
Elektroerozijas mašīnu galvenais mērķis tiek uzskatīts par štancēšanas nomaiņu. Šāda veida mašīnas Var sagriezt vairākus gabalus vienlaikus, pateicoties pakešu apstrādes iespējai. Šajā gadījumā detaļas vēlāka frēzēšana nav nepieciešama, jo apstrādes laikā apstrādājamās detaļas virsma nedeformējas.
Iekārta ļauj arī izgatavot dažādas matricas un veidnes. Viena no tā lielajām priekšrocībām ir tā, ka to var viegli un ātri pārkonfigurēt. Principā visa elektroerozīvās mašīnas pārkonfigurācija sastāv no vairāku darbību veikšanas: vispirms no AUTOCAD jālejupielādē nepieciešamais zīmējums, pēc tam datorā jāveic vairākas darbības, pēc tam jāiestata ģenerators un pēc tam var sākt apstrādāt nākamo sagatavi. . Pieredzējuši operatori ierīces iestatīšanai pavada vidēji tikai 15 minūtes.
Šāda veida mašīnas sastāv no šādām sastāvdaļām:

Mašīnas gulta
Šī daļa ir atlieta no čuguna. Iekšējie spriegumi kamerā tiek atbrīvoti. Gultas iekšējā telpa paredzēts elektroiekārtu uzstādīšanai, jo pati gulta ir kastes formas. Gultas darba daļa ir precīzi nokasīta un noslīpēta atsevišķās vietās, proti: uz bungu ratiņiem, uz kolonnu stiprinājumiem un uz darba galda vadotnēm.
Mašīnu darba galds
 Šī ir ļoti svarīga EDM iekārtas sastāvdaļa. Darba galds sastāv no divām plāksnēm, kuras ir uzstādītas uz lodīšu rullīšu vadotnēm. Plāksnes ir uzstādītas viena virs otras.
Šī ir ļoti svarīga EDM iekārtas sastāvdaļa. Darba galds sastāv no divām plāksnēm, kuras ir uzstādītas uz lodīšu rullīšu vadotnēm. Plāksnes ir uzstādītas viena virs otras.
Ja ir nepieciešams pārvietot galdu, tad jums ir jāizmanto divi pakāpju motori. Tas tiek darīts, izmantojot divas lodīšu skrūves. Arī darbvirsmas pozīciju var mainīt manuāli, vienlaikus izmantojot padeves riteni, kas joprojām ir piestiprināti pie tām pašām lodīšu skrūvju vārpstām.
Stiepļu konveijers
Šī mašīnas daļa sastāv no stiepļu trumuļa, kā arī rullīšu vadotņu sistēmas, kas atrodas apakšdelmā un augšdelmā.
Vadības datoru un ģeneratoru var novietot gan plauktā, gan galddatorā ar skapi. Atšķirības ir tikai ierīces izmaksās, monolītajā izkārtojumā, kā arī visu iekārtu dizainā.
Elektriskās izlādes iekārtas darbības princips
 Pēc tam, kad iepriekš tika apspriesti esošo elektriskās izlādes iekārtu dizaina aspekti, ir jāsaprot to darbības princips. Nevar nepieminēt, ka detaļu apstrādes procedūras, kas tiek izmantotas šāda veida ierīcēs, ļauj sasniegt vienkārši pārsteidzošus rezultātus.
Pēc tam, kad iepriekš tika apspriesti esošo elektriskās izlādes iekārtu dizaina aspekti, ir jāsaprot to darbības princips. Nevar nepieminēt, ka detaļu apstrādes procedūras, kas tiek izmantotas šāda veida ierīcēs, ļauj sasniegt vienkārši pārsteidzošus rezultātus.
Pirmkārt, daži vārdi par to, kas ir elektriskā erozija, jo, kā lasītājs jau varēja nojaust pēc mašīnas nosaukuma, tieši šī reakcija ir šādu ierīču darbības pamatā.
Materiāla virsmas augšējā slāņa iznīcināšanu ārējās ietekmes ietekmē, ko veic elektriskās izlādes, sauc par elektrisko eroziju. Tieši tā šis process kļuva par pamatu dažādu materiālu un detaļu apstrādei, ko sauc par elektroerozīvu.
Pati elektriskās izlādes apstrāde tiek veikta, mainot sagataves izmēru, formu, raupjumu un virsmas īpašības elektriskās izlādes ietekmē, kas rodas elektriskās erozijas rezultātā, kas apstrādes laikā ietekmē sagatavi.
Sakarā ar to, ka izplūdes zonā darbojas ļoti augsta temperatūra (8000 - 12000 grādi pēc Celsija), metālā tiek veiktas šādas izmaiņas: karsēšana, pēc tam sekojoša kausēšana un pat daļēja iztvaikošana. Lai iegūtu tik augstu temperatūru izlādes zonā, tiek radīta liela enerģijas koncentrācija, kas tiek panākta, pateicoties elektriskajam impulsu ģeneratoram. Pats elektriskās izlādes apstrādes process notiek darba šķidrumā, proti, destilētā ūdenī. Tas aizpilda vietu starp esošajiem elektrodiem. Viens no šiem elektrodiem ir pati sagatave, bet otrais ir instrumenta elektrods (cauruļveida elektrods).
Spēku ietekmē, kas rodas izlādes kanālā, kā arī tāpēc, ka elektrods ātri griežas, šķidrs un tvaiki izplūst no izlādes zonas apkārtējā darba šķidrumā, un pēc tam tas tajā sacietē, veidojoties. no atsevišķām mazām daļām. Strāvas impulsa ietekmē apstrādājamā detaļā tiek izveidots caurums. Turklāt, jūs varat novērot elektroda instrumenta izšķērdēšanu, kas notiek paralēli cauruma veidošanai.
Jāņem vērā, ka elektrodu instrumentam jābūt izgatavotam no materiāla ar augstu erozijas izturību. Šādi materiāli, kuriem ir tik svarīga kvalitāte un kas var nodrošināt elektriskās erozijas procesa stabilitāti, ir: volframa, grafīta, alumīnija, misiņa, vara un grafīta materiāli. Parasti šajās mašīnās tiek izmantoti vara vai misiņa cauruļveida elektrodi.
Parametri, kas ietekmē apstrādes ātrumu un precizitāti
Lai vēl labāk izprastu elektriskās izlādes iekārtu darbību un ietekmētu to kvalitāti, varat precizēt vairāki svarīgi parametri, kas tieši ietekmē apstrādes procesa precizitāti un ātrumu:

Papildus iepriekšminētajiem parametriem var nosaukt vēl vienu, kas arī var ļoti ietekmēt elektriskās izlādes apstrādes procesu. Šis parametrs ir universālās elektrodu piestiprināšanas kasetnes pozīcija, proti, tās novietojuma taisnums attiecībā pret X asi.Tāpēc iekārtas lietotājs Ir ļoti ieteicams pārbaudīt kasetni regulāri.
EDM iespējas
Pēc tam, kad ir apspriestas visas elektriskās izlādes iekārtas apstrādes procesa sarežģītības, mēs varam minēt šīs ļoti noderīgās ierīces iespējas ar tik iespaidīgu funkcionalitāti.
Elektroerozīvā mašīna:

secinājumus
 EDM iekārtas ir ļoti noderīgas ierīces, kas spēj veikt ļoti sarežģītus darbus. Lielais lietotāju skaits, kuri apstrādā dažādus materiālus uz šāda veida mašīnām, liecina par labu šādai iekārtai, kas sevi pierādījusi kā vislabāko.
EDM iekārtas ir ļoti noderīgas ierīces, kas spēj veikt ļoti sarežģītus darbus. Lielais lietotāju skaits, kuri apstrādā dažādus materiālus uz šāda veida mašīnām, liecina par labu šādai iekārtai, kas sevi pierādījusi kā vislabāko.
Vairākas priekšrocības, kā arī netipiskais darbības princips, kas ļauj sasniegt izcilus rezultātus dažādu sagatavju apstrādē, padara šo apstrādes iekārtu par īstu titānu starp cita veida ierīcēm, bet arī paredzēta dažādu sagatavju apstrādei.
Elektroerozijas mašīnu darbības vienkāršība ļauj tām strādāt pat tiem lietotājiem, kuriem iepriekš nebija pieredzes vai noteiktu iemaņu darbā ar vienu un to pašu aprīkojumu.
Elektroerozijas iekārtu darbības princips, kas sastāv no elektriskās erozijas izmantošanas sagatavju apstrādei, ļauj sasniegt ļoti kvalitatīvus rezultātus.
Lai mainītu metāla sagataves formu un izmēru, varat izmantot elektriskās izlādes apstrādes metodi. To jau daudzus gadus izmanto dažādās nozarēs, kam raksturīga augsta precizitāte, bet zema produktivitāte. Lai izmantotu šo apstrādes metodi, jums vajadzētu izmantot īpašu elektrisko dzirksteļu mašīnu, kuru varat iegādāties vai izgatavot pats. Pašdarināto versiju var izmantot ikdienas dzīvē maza apjoma ražošanā. Pašu izgatavošanas izmaksas būs zemākas nekā rūpnieciskās versijas iegāde. Tāpēc sīkāk apskatīsim, kā ar savām rokām izgatavot attiecīgo elektrisko dzirksteļu mašīnu, kas tam nepieciešams un kādos gadījumos to var izmantot.
Pašdarināta elektriskā dzirksteles mašīna
Apskatāmās apstrādes metodes princips
Apstrādes ar elektrisko dzirksteļu bloku īpatnība ir tāda, ka metāla iztvaikošana notiek noteikta lādiņa ietekmes dēļ uz sagataves virsmu. Šāda efekta piemērs ir kondensatora īssavienojums uz metāla plāksnes - veidojas noteikta izmēra caurums. EDM rada augstu temperatūru, kas vienkārši iztvaiko metālu no virsmas. Ir vērts atzīmēt, ka šīs grupas mašīna jau ir izmantota pēdējo 50 gadu laikā dažādās nozarēs. Galvenais nosacījums šādas elektriskās dzirksteles mašīnas izmantošanai ir tāds, ka sagatavei jābūt izgatavotai no noteikta metāla. Šajā gadījumā tiek ņemta vērā nevis apstrādājamības pakāpe, bet gan elektriski vadošās īpašības.
Galvenais konstrukcijas elements
EDM iekārtai ir dzirksteļu ģenerators, kas darbojas kā kondensators. Apstrādei jāizmanto lielas ietilpības uzglabāšanas elements. Apstrādes princips ir uzkrāt enerģiju ilgā laika periodā un pēc tam atbrīvot to īsā laika periodā. Lāzera ierīce darbojas arī pēc šī principa: samazinot enerģijas izdalīšanās laika periodu, palielinās strāvas blīvums, kas nozīmē, ka temperatūra ievērojami palielinās.

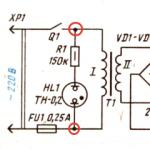
Elektriskās dzirksteles instalācijas elektriskā ķēde
Uz elektriskās izlādes mašīnas uzstādītā ģeneratora darbības princips ir šāds:
- diodes tilts iztaisno rūpniecisko strāvu ar spriegumu 220 vai 380 volti;
- uzstādītā lampa ierobežo īssavienojuma strāvu un aizsargā diodes tiltu;
- jo augstāks ir slodzes indikators, jo ātrāk notiek elektriskās dzirksteles mašīnas uzlāde;
- pēc uzlādes pabeigšanas lampiņa nodzisīs;
- Pēc uzstādītās atmiņas ierīces uzlādēšanas jūs varat nogādāt elektrodu pie sagataves;
- pēc ķēdes atvēršanas kondensators atkal sāk uzlādēt;
- Uzstādītā uzglabāšanas elementa uzlādes laiks ir atkarīgs no tā jaudas. Parasti laika periods ir no 0,5 līdz 1 sekundei;
- izlādes brīdī strāva sasniedz vairākus tūkstošus ampēru;
- vadam no kondensatora līdz elektrodam jābūt ar lielu šķērsgriezumu, apmēram 10 kvadrātmilimetrus. Šajā gadījumā stieplei jābūt izgatavotai tikai no vara.
Radīšanas frekvence, kad elektrods tiek piegādāts elektriskās dzirksteles mašīnai, ir 1 Hz.
Elektriskās dzirksteles mašīnas projektēšana
Ir shēmas, kuras ir diezgan grūti īstenot. Attiecīgo shēmu var īstenot ar savām rokām. Uzstādītā ģeneratora daļas netrūkst, tās var iegādāties specializētā veikalā. Kondensatori ir arī plaši izplatīti, tāpat kā diodes tilts. Tajā pašā laikā, veidojot mājās gatavotu elektrisko dzirksteļu mašīnu, jāņem vērā šādi punkti:
- uz kondensatora norādītais spriegums nedrīkst būt mazāks par 320 voltiem;
- enerģijas uzkrāšanas ierīču skaits un to jauda tiek izvēlēta, ņemot vērā, ka kopējai jaudai jābūt 1000 μF. Visiem kondensatoriem jābūt savienotiem paralēli. Ir vērts padomāt, ka paštaisītas versijas jauda palielinās, ja ir nepieciešams iegūt spēcīgāku dzirksteles triecienu;
- Lampa ir uzstādīta porcelāna ligzdā. Lampa ir jāaizsargā no krišanas, ir uzstādīts automātiskais slēdzis ar strāvas stiprumu no 2 līdz 6 ampēriem;
- mašīnu izmanto, lai ieslēgtu ķēdi;
- elektrodiem jābūt spēcīgām skavām;
- negatīvajam vadam tiek izmantota skrūvskava;
- Pozitīvajam vadam ir skava ar vara elektrodu un statīvs virzienam.
Pašdarinātajai stiepļu versijai ir salīdzinoši nelieli izmēri.

Pašdarināta elektriskā dzirksteles mašīna
Elektrisko dzirksteļu iekārtu ķēdes pamatelementi
Diagrammu attēlo šādi elementi:
- elektrods;
- skavas skrūve, ko izmanto, lai nostiprinātu pozitīvo vadu un elektrodu;
- vadotnes bukse;
- korpuss izgatavots no fluoroplastmasas;
- caurums, ko izmanto eļļas padevei;
- statīvs.
Korpuss, ko izmanto visu elementu savienošanai, ir apstrādāts no fluoroplastikas. Kā bukse tiek izmantota zemējuma tapa, kurā elektroda piestiprināšanai pa asi ir apstrādāts vītņots caurums. Visi konstrukcijas elementi ir uzstādīti uz statīva, kas izgatavots ar iespēju mainīt augstumu. Tiek izveidots arī caurums, caur kuru tiek piegādāta eļļa.

Elektriskās dzirksteles mašīnas shēma
Bieži vien griešana tiek veikta, izmantojot ierīci, kuru darbina starteris ar spoli, kas savienota ar 220 V spriegumu. Startera stieņa gājiens var būt 10 milimetri. Startera tinums ir savienots paralēli lukturim. Tāpēc lampiņa iedegas, kad kondensatori tiek uzlādēti, un pēc šī procesa pabeigšanas tā nodziest. Pēc stieņa nolaišanas rodas dzirksteles lādiņš.
Ja atrodat kļūdu, lūdzu, atlasiet teksta daļu un nospiediet Ctrl+Enter.
stankiexpert.ru
Pašdarināta mašīna metālu elektriskās izlādes apstrādei
Elektriskās izlādes mašīna ir paredzēta sarežģītu formu metāla detaļu griešanai. Mūsdienu caurduršanas iekārtas ļauj apstrādāt vadošu materiālu pa četrām asīm vienlaikus, ražojot jebkuras formas izstrādājumus, pat no grūti apstrādājamiem cietajiem sakausējumiem.
EDM iekārtu iespējas
 stiepļu EDM iekārta
stiepļu EDM iekārta Elektroerozīvā iekārta tiek galā ar sarežģītiem tehnoloģiskiem uzdevumiem:
- sarežģītas konfigurācijas padziļinājumu un caurumu izgatavošana, ieskaitot žalūzijas;
- titāna, instrumentu un leģēto tēraudu, cieto sakausējumu un augstākās cietības rūdītā tērauda apstrāde;
- dažādu konfigurāciju padziļinājumu izgatavošana uz detaļas iekšējām virsmām;
- vītņoti caurumi cietmetāla sagatavēs;
- tādu detaļu ražošana, kas ir neiespējama vai sarežģīta ar datorvadāmām virpām un frēzmašīnām.
Apstrādes veidi
Ir vairāki elektriskās izlādes apstrādes veidi:
- kombinēta - tiek veikta vienlaikus ar citiem apstrādes veidiem;
- elektroerozīvs abrazīvs - materiālu iznīcina elektrība un pulē ar abrazīvām daļiņām;
- elektroķīmisks - metāls strāvas ietekmē izšķīst elektrolītā;
- anodiski mehānisks - metāls izšķīst, parādoties oksīdu plēvei, apvienojumā ar elektriskās erozijas metodi;
- sacietēšana;
- tilpuma kopēšana ir apstrādes metode, kas ļauj iegūt instrumenta projekciju uz sagataves;
- marķēšana;
- slīpēšana - metāls tiek pulēts elektrības ietekmē;
- pīrsings - instruments iegriežas sagatavē un izveido caurumu;
- griešana - elektrodu instruments veic padeves kustības un nepārtraukti attin, noņemot sagataves virsējos slāņus, izveidojot nepieciešamo formu;
- griešana - sagataves sadalīšana atsevišķos gabalos;
- laba skaņa
Mašīnas darbības princips
Sagataves primārā apstrāde un galveno materiāla apjomu noņemšana notiek ar CNC virpu vai frēzmašīnu. Elektroerozijas iekārtu darbības princips ir tāds, ka metālu apstrādā ar strāvas izlādi, kas parādās starp sagatavi un instrumentu. Kā griezējs tiek izmantots izstiepts vads.
Ģenerators atbrīvo strāvu impulsos, nemainot darba vides īpašības. Kad starp elektrodiem parādās spriegums virs kritiskā, veidojas plazmas kanāls, kas iznīcina sagataves virsmu. Parādās mazs iecirtums. Strāvas polaritāte ir izvēlēta tā, lai daļa tiktu iznīcināta spēcīgāk.
Lai samazinātu griezēja nodilumu, tiek radīti vienpolāri elektriskie impulsi. Atkarībā no impulsa garuma tiek izvēlēta polaritāte, jo ar īsu laiku negatīvais elektrods nolietojas ātrāk, un ar ilgāku laiku katods. Faktiski apstrādes laikā tiek izmantoti abi vienpolāru elektrisko impulsu veidošanas principi: sagatavei tiek pielietots mainīgs pozitīvs un negatīvs lādiņš. Ūdens samazina instrumenta (stieples) temperatūru un aizvada iznīcināšanas produktus.
Augstas frekvences impulsu ietekmē erozija notiek vienmērīgi visā spraugas garumā, pakāpeniski paplašinot šaurāko punktu. Pakāpeniski instruments (vads) vai daļa tiek pārvietota vajadzīgajā virzienā, palielinot ietekmes laukumu. Izmantojot šo principu, var apstrādāt detaļu, kas izgatavota no jebkura materiāla, kas ļauj iziet cauri elektrībai.
Apstrādes laiks ir atkarīgs no materiāla fizikālajām īpašībām (elektriskā vadītspēja, siltumvadītspēja, kušanas temperatūra). Jo ātrāk darbs tiek veikts, jo vairāk raupjuma paliek uz virsmas. Vislabākais efekts tiek panākts ar vairākkārtēju apstrādi, samazinot impulsa jaudu.
Mašīnu dizains
Elektriskās izlādes iekārtas galvenie elementi:
- gulta - izgatavota no īpaša, ļoti izturīga čuguna, kas piešķir konstrukcijai izturību un stabilitāti.
- darbvirsma - taisnstūrveida nerūsējošais tērauds;
- nerūsējošā tērauda darba vanna;
- Stiepļu padevējs sastāv no piedziņas spolēm (keramikas), stiepļu vadotnēm un piedziņas sistēmas;
- automātiskā vadu uzstādīšanas iekārta (uzstādīta pēc klienta pieprasījuma);
- dielektriskais bloks sastāv no kartona vai papīra filtriem, dielektriskā tvertnes un tvertnes jonu apmaiņas masai un sūkņa ūdens piedzīšanai;
- tiek izmantots pretelektrolīzes ģenerators, kas novērš sagataves iznīcināšanu;
- ciparu vadības sistēma ar displeju.
Mašīnas izgatavošana ar savām rokām
dzirksteles ģeneratora ķēdeGalvenās grūtības, veidojot mašīnu ar savām rokām, ir dzirksteļu ģeneratora montāža. Laika gaitā tam ir jāsakrāj pietiekams daudzums elektrības un jāizmet ārā vienā rāvienā. Ir nepieciešams panākt pēc iespējas īsāku strāvas pārspriegumu, lai tā blīvums būtu pēc iespējas lielāks. Varat vai nu pats izņemt komponentus no vecā televizora, vai arī iegādāties.
 paštaisītas mašīnas shēma: 1 - elektrods; 2 - elektrodu skavas skrūve; 3 - pozitīvā kontakta skavas skrūve; 4 - virziena bukse; 5 - fluoroplastiskais korpuss; 6 - atvere eļļas ieplūdei; 7 - statīvs
paštaisītas mašīnas shēma: 1 - elektrods; 2 - elektrodu skavas skrūve; 3 - pozitīvā kontakta skavas skrūve; 4 - virziena bukse; 5 - fluoroplastiskais korpuss; 6 - atvere eļļas ieplūdei; 7 - statīvs Kondensatoram jāiztur 320 V, ar kopējo jaudu 1 tūkstotis uF. Visas detaļas ir saliktas izolētā fluoroplastmasas kastē. Jūs varat izgatavot vadošu uzmavu elektrodam no Euro kontaktligzdas zemējuma tapas. Tas tiek pārvietots uz priekšu, kad tas iztvaiko, un tam tiek atskrūvēta skavas skrūve. Statīvam visas ierīces uzstādīšanai jābūt regulējamam augstumā. Caurumā eļļas ieplūdei tiek ievietota caurule, un virziena bukse pilina eļļu pa elektroda garenisko līniju.
Elektrodam ir pievienots piedziņa (starteris ar 230 V spoli). Stieņa gājiens nosaka urbuma dziļumu. Kamēr kondensatori tiek uzlādēti, lampiņa iedegas un startera stienis tiek turēts iekšā. Tiklīdz kondensatori ir pietiekami uzlādēti, lampiņa nodziest un stienis virzās uz leju. Viņš pieskaras sagatavei, un izlāde notiek dzirksteles veidā, cikls atkārtojas. Atkārtošanās biežums ir atkarīgs no lampas jaudas.
Darbības laikā eļļa var aizdegties. Ir svarīgi ievērot drošības pasākumus! Pēc visām šīm darbībām mēs iegūsim pašizgatavotu erozijas mašīnu.
Video parāda EDM iekārtas iespējas:
stanokgid.ru
Kā to izdarīt. - Erozijas mašīna.
KĀ IZGATAVOT ELEKTRISKĀS DZIRKSTELES MAŠĪNAS
(garāža)
Nopirku šo statīvu par lūžņu cenu. Un man ilgu laiku sāpēja galva, ko ar to darīt. Kā saka, ir pienācis laiks.Tas viss tiek darīts, lai garāžas apstākļos varētu izgatavot mazas chill formiņas. Bet, lai sasniegtu labus rezultātus, ir smagi jāstrādā un jācenšas.


Pats statīvs. Es sāku taisīt galvu. Galva sastāv no el. spoles, jūgu un slāpētāju ierīci.


Galvas apakšējā daļa, ar divām skrūvēm, mīkstā ieliktņa un elektroda piestiprināšanai. Galvas augšdaļa sastāv no U veida kronšteina ar skrūvi atsperu regulēšanai. Jūga līdz spoles vidum sastāv no dzelzs, un pagarinājums ir izgatavots no tekstolīta. Beigās ir paplāksne un starp paplāksni ir divas atsperes.


Galva salikta. Dzelzs daļā gar jūgu ir rieva, kurā ieskrūvējam aizbāzni.


Gultas apakšā uztaisīju paplāti petrolejai. Es savācu saskaņā ar šo shēmu. Bet kondensators, kas atrodas starp darba elektrodiem, tiek izvēlēts darbības laikā. Tās jauda ir atkarīga no daudziem faktoriem.


Šādā korpusā es saliku elektrisko ķēdi. Bet katram gadījumam visu novietoju skapja kreisajā pusē. Es atstāju pusi tukšas vietas elektroniskajam ģeneratoram nākotnei.


Lai pārbaudītu mašīnu, es no bronzas izgatavoju šādu elektrodu. Gatavs elektrods.


Atstāja pēdas. Tas ir tālu no ideāla, bet mēs pie tā strādāsim.


Tam vajadzētu notikt tikai ar elektronisko ģeneratoru.
Apskatīt darbu.
cazac.ucoz.com
Maza izmēra elektriskās dzirksteles mašīna
Vienkārša elektriskās dzirksteles instalācija (1. att.) ļauj viegli un ātri apstrādāt sīkas detaļas, kas izgatavotas no jebkuras cietības elektriski vadošiem materiāliem. Ar tās palīdzību jūs varat izveidot jebkuras formas caurumus, noņemt salauztu instrumentu ar vītni, izgriezt plānas spraugas, iegravēt, asināt instrumentus un daudz ko citu.
Elektrisko dzirksteļu apstrādes procesa būtība ir sagataves materiāla iznīcināšana impulsa elektriskās izlādes ietekmē. Tā kā instrumenta darba virsmas laukums ir mazs, izplūdes vietā izdalās liels siltuma daudzums, kas izkausē sagataves vielu. Apstrādes process visefektīvāk notiek šķidrumā (piemēram, petroleja), kas nomazgā vibrācijas instrumenta un detaļas kontaktpunktu un aizvada erozijas produktus. Instrumenti ir misiņa stieņi (elektrodi), kas atkārto paredzētā cauruma formu.

Rīsi. 1. Maza izmēra elektriskās dzirksteles uzstādīšana: 1 - sagatave; 2 - instruments; 3 - elektromagnētiskais vibrators; 4 - iespīlēšanas ierīce; 5 - vanna.
Instalācijas elektriskās shēmas shēma ir parādīta attēlā. 2. Uzstādīšana darbojas šādi. Izlādes kondensators C1 ar pozitīvo spaili ir savienots ar apstrādājamo priekšmetu 1. Tā negatīvais spaile ir savienots ar instrumentu 2. Elektromagnētiskais vibrators 3 nodrošina instrumentam nepārtrauktas svārstības. Tas nodrošina pastāvīgu dzirksteļošanu saskares punktā un novērš iespēju piemetināt instrumentu pie sagataves. Apstrādājamā detaļa 1 ir nostiprināta iespīlēšanas ierīcē 4, kurai ir uzticams elektriskais kontakts ar vannu 5.
Strāvas transformators ir samontēts uz Ш32 serdes, kas izgatavota no parasta transformatora tērauda. Komplekta biezums 40 mm. Primārajā tinumā ir 1100 apgriezieni PEV 0,41 stieples ar krānu no 650. pagrieziena. Sekundārajam tinumam ir 200 apgriezieni PEV-2 stieples ar diametru 1,25 mm. Starp primāro un sekundāro tinumu ir ekranēšanas tinums III, kas sastāv no viena slāņa, kas uztīts ar PEV 0,18 stiepli. Izlādes kondensatora jauda ir 400 μF (divi KE-2 tipa kondensatori 200 x 50 V). Reostats R1 ir paredzēts strāvai 3-5 A. Šis reostats ir uztīts ar nihroma stiepli ar diametru 0,5-0,6 mm uz pretestības VS-2.

Rīsi. 2. Elektriskās dzirksteles instalācijas shematiskā shēma.
Diodes D1-D4 tips D304, var izmantot cita veida diodes. Spriegums pie taisngrieža izejas ir aptuveni 24-30 V. Var izmantot barošanas blokus ar zemāku spriegumu, bet ar lielāku strāvu, lai uzlādes ķēdes patērētā jauda būtu vismaz 50-60 W.
Instalācijas darbības laikā rodas nepārtraukta dzirksteļošana. Lai samazinātu instalācijas radītos traucējumus, tā barošanas ķēdē ir jāiekļauj vienkāršs radio traucējumu filtrs.
Iekļauts foto instrukcijas.

Erozijas mašīna.pdf (542 kB)
Elektriskās izlādes mašīna ir paredzēta sarežģītu formu metāla detaļu griešanai. Mūsdienu caurduršanas iekārtas ļauj apstrādāt vadošu materiālu pa četrām asīm vienlaikus, ražojot jebkuras formas izstrādājumus, pat no grūti apstrādājamiem cietajiem sakausējumiem.
EDM iekārtu iespējas
Elektroerozīvā iekārta tiek galā ar sarežģītiem tehnoloģiskiem uzdevumiem:
- sarežģītas konfigurācijas padziļinājumu un caurumu izgatavošana, ieskaitot žalūzijas;
- , instrumentu un leģētie tēraudi, cietie sakausējumi un augstākās cietības rūdīts tērauds;
- dažādu konfigurāciju padziļinājumu izgatavošana uz detaļas iekšējām virsmām;
- vītņoti caurumi cietmetāla sagatavēs;
- tādu detaļu ražošana, kas ir neiespējama vai sarežģīta ar datorvadāmām virpām un frēzmašīnām.
Apstrādes veidi
Ir vairāki elektriskās izlādes apstrādes veidi:
- kombinēta - tiek veikta vienlaikus ar citiem apstrādes veidiem;
- elektroerozīvs abrazīvs - materiāls tiek iznīcināts, izmantojot elektrību, un pulēts ar abrazīvām daļiņām;
- elektroķīmisks - metāls strāvas ietekmē izšķīst elektrolītā;
- anodiski mehānisks - metāls izšķīst, parādoties oksīdu plēvei, apvienojumā ar elektriskās izlādes metodi;
- sacietēšana;
- tilpuma kopēšana ir apstrādes metode, kas ļauj iegūt instrumenta projekciju uz sagataves;
- marķēšana;
- slīpēšana - metāls tiek pulēts elektrības ietekmē;
- pīrsings - instruments iegriežas sagatavē un izveido caurumu;
- griešana - elektrodu instruments veic padeves kustības un nepārtraukti attin, noņemot sagataves virsējos slāņus, izveidojot nepieciešamo formu;
- griešana - sagataves sadalīšana atsevišķos gabalos;
- laba skaņa
- gulta - izgatavota no īpaša, ļoti izturīga čuguna, kas piešķir konstrukcijai izturību un stabilitāti.
- darbvirsma - taisnstūrveida no nerūsējošā tērauda;
- nerūsējošā tērauda darba vanna;
- Stiepļu padevējs sastāv no piedziņas spolēm (keramikas), stiepļu vadotnēm un piedziņas sistēmas;
- automātiskā vadu uzstādīšanas iekārta (uzstādīta pēc klienta pieprasījuma);
- dielektriskais bloks sastāv no kartona vai papīra filtriem, dielektriskā tvertnes un tvertnes jonu apmaiņas masai un sūkņa ūdens piedzīšanai;
- tiek izmantots pretelektrolīzes ģenerators, kas novērš sagataves iznīcināšanu;
- ciparu vadības sistēma ar displeju.
Mašīnas darbības princips
Sagataves primārā apstrāde un galveno materiāla apjomu noņemšana notiek ar CNC virpu vai frēzmašīnu. Elektroerozijas iekārtu darbības princips ir tāds, ka metālu apstrādā ar strāvas izlādi, kas parādās starp sagatavi un instrumentu. Kā griezējs tiek izmantots izstiepts vads.
Ģenerators atbrīvo strāvu impulsos, nemainot darba vides īpašības. Kad starp elektrodiem parādās spriegums virs kritiskā, veidojas plazmas kanāls, kas iznīcina sagataves virsmu. Parādās mazs iecirtums. Strāvas polaritāte ir izvēlēta tā, lai daļa tiktu iznīcināta spēcīgāk.
Lai samazinātu griezēja nodilumu, tiek radīti vienpolāri elektriskie impulsi. Atkarībā no impulsa garuma tiek izvēlēta polaritāte, jo ar īsu laiku negatīvais elektrods nolietojas ātrāk, un ar ilgāku laiku katods. Faktiski apstrādes laikā tiek izmantoti abi vienpolāru elektrisko impulsu veidošanas principi: sagatavei tiek pielietots mainīgs pozitīvs un negatīvs lādiņš. Ūdens samazina instrumenta (stieples) temperatūru un aizvada iznīcināšanas produktus.
Augstas frekvences impulsu ietekmē erozija notiek vienmērīgi visā spraugas garumā, pakāpeniski paplašinot šaurāko punktu. Pakāpeniski instruments (vads) vai daļa tiek pārvietota vajadzīgajā virzienā, palielinot ietekmes laukumu. Izmantojot šo principu, var apstrādāt detaļu, kas izgatavota no jebkura materiāla, kas ļauj iziet cauri elektrībai.
Apstrādes laiks ir atkarīgs no materiāla fizikālajām īpašībām (elektriskā vadītspēja, siltumvadītspēja, kušanas temperatūra). Jo ātrāk darbs tiek veikts, jo vairāk raupjuma paliek uz virsmas. Vislabākais efekts tiek panākts ar vairākkārtēju apstrādi, samazinot impulsa jaudu.
Mašīnu dizains
Elektriskās izlādes iekārtas galvenie elementi:
Mašīnas izgatavošana ar savām rokām
Galvenās grūtības, veidojot mašīnu ar savām rokām, ir dzirksteļu ģeneratora montāža. Laika gaitā tam ir jāsakrāj pietiekams daudzums elektrības un jāizmet ārā vienā rāvienā. Ir nepieciešams panākt pēc iespējas īsāku strāvas pārspriegumu, lai tā blīvums būtu pēc iespējas lielāks. Varat vai nu pats izņemt komponentus no vecā televizora, vai arī iegādāties.

paštaisītas mašīnas shēma: 1 - elektrods; 2 — elektrodu skavas skrūve; 3 — pozitīvā kontakta skavas skrūve; 4 — virziena bukse; 5 — fluoroplastiskais korpuss; 6 — atvere eļļas ieplūdei; 7 - statīvs
Kondensatoram jāiztur 320 V, ar kopējo jaudu 1 tūkstotis uF. Visas detaļas ir saliktas izolētā fluoroplastmasas kastē. Jūs varat izgatavot vadošu uzmavu elektrodam no Euro kontaktligzdas zemējuma tapas. Tas tiek pārvietots uz priekšu, kad tas iztvaiko, un tam tiek atskrūvēta skavas skrūve. Statīvam visas ierīces uzstādīšanai jābūt regulējamam augstumā. Caurumā eļļas ieplūdei tiek ievietota caurule, un virziena bukse pilina eļļu pa elektroda garenisko līniju.
Elektrodam ir pievienots piedziņa (starteris ar 230 V spoli). Stieņa gājiens nosaka urbuma dziļumu. Kamēr kondensatori tiek uzlādēti, lampiņa iedegas un startera stienis tiek turēts iekšā. Tiklīdz kondensatori ir pietiekami uzlādēti, lampiņa nodziest un stienis virzās uz leju. Viņš pieskaras sagatavei, un izlāde notiek dzirksteles veidā, cikls atkārtojas. Atkārtošanās biežums ir atkarīgs no lampas jaudas.
Darbības laikā eļļa var aizdegties. Ir svarīgi ievērot drošības pasākumus! Pēc visām šīm darbībām mēs iegūsim pašizgatavotu erozijas mašīnu.
Video parāda EDM iekārtas iespējas:
Mēs arī iesakām
 Metāla izstrādājumi - māju un pagalmu dekorējam ar savām rokām
Metāla izstrādājumi - māju un pagalmu dekorējam ar savām rokām
 Darbarīku soma ir neaizstājama lieta celtniekiem. Raksti jostas somām metālapstrādes konstrukcijām
Darbarīku soma ir neaizstājama lieta celtniekiem. Raksti jostas somām metālapstrādes konstrukcijām
 DIY austeru sēņu micēlijs
DIY austeru sēņu micēlijs
 Airbrush iesācējiem: meistara norādījumi!
Airbrush iesācējiem: meistara norādījumi!
 Radioelementu apzīmējums diagrammās
Radioelementu apzīmējums diagrammās
 Koksnes gazifikācija Biomasas resursi gazifikācijai
Koksnes gazifikācija Biomasas resursi gazifikācijai