Frēzēšanas vārpsta kokam. Kāda ir optimālā CNC vārpsta
Frāze "CNC frēzmašīnas vārpsta" parasti tiek uzskatīta par dzinēju, kuram ir uzstādīta pašsavienojošā patrona (kā uz rokasgrāmatas frēzmašīna), kas kalpo griezējinstrumenta, piemēram, frēzes, slīpakmens, urbjmašīnas u.c., nostiprināšanai un rotācijas kustību pārvadīšanai uz to lielā ātrumā.
Sinsinati frēzmašīnas dažādi izmēri. Savā katalogā ražotājs uzsver ērtību un lietošanas ērtumu un. rāmja stabilitāte, kas nodrošināta ar iekšējiem stiegrojuma kronšteiniem. Mazāki modeļi bija paredzēti perforatoru un presformu izgatavošanai vai operācijām. gravīras, savukārt vecākās ir īpaši uzlabotas.
Tie bija paredzēti lieljaudas slīpēšanas darbiem, izmantojot zemenes. ātrs tērauds. Ļoti stingri novietotā vārpsta nebija nospriegota. jo impulsa riteņa uzmava griežas īpašā gultnē. regulējami. Vecākiem tipiem bija mehānisms pretēji pulksteņrādītāja virzienam. planētu sistēma, kas atrodas impulsa skriemeļa iekšpusē. līdz 12 vārpstas apgriezieniem. Vārpstas galā bija vītņotas, lai pielāgotos priekšējai zemenei. Vārpstas vertikālā regulēšana tika veikta, izmantojot sviru vai pedāli. mazie modeļi, kā arī rokas ritenis apvienots ar rāvējslēdzēju. lielākos modeļos, kas ietvēra arī automātisku virzīšanu un . atšķirīgs ātrums.
Klasifikācija
Tos var iedalīt 2 mazās grupās - tās ir sadzīves un rūpnieciskās:
- Pašdarinātie ir dažādi urbji, mazi sadzīves rūteri vai urbji.
- Rūpnieciskie motori ietver motorus, kas izstrādāti, lai ekspluatācijas laikā izturētu lielas slodzes, kuriem ir keramiski gultņi un bieži vien sarežģīta sistēmašķidruma vai gaisa dzesēšana un eļļošanas sistēma tieši vietās ar augstu berzes un siltuma līmeni.
Izmantojot urbi kā vārpstu mājas CNC mašīnā, ir jāsaprot, ka tā gultņi nav paredzēti lielai sānu slodzei un ļoti ātri sāks “raudāt”, kas var izraisīt augstu tinumu uzkaršanu, vārpstas jauda, un pēc tam šāda vārpsta vienkārši sadegs.
Gareniskā kustība bija automātiska abās pusēs, izņemot modeli. mazāk un arī šāviens. Tā vietā rotācijas kustība. Apaļais galds tika veikta manuāli vai, ja nepieciešams, automātiski. Darbvirsmas reklamēšanu veica pakāpju skriemelis, kaste. zobrati un piedziņas vārpsta.
Sešstūrains. Tika izmantots modelis ar divām vārpstām. kvadrātveida un sešstūra frēzēšanai, gabali. bronza un misiņš, piemēram, vārstu kārbas un jaucējkrāni, presu uzgaļi, uzgriežņu atslēgas, rieksti utt. veicot abas daļas vienlaicīgi. virsmas viena otrai pretī. Mašīna ar četrām vārpstām tika izmantota apstrādē. vienlaikus ar četrām virsmām vārstu kārbās. Abos modeļos vārpstas turētāji ir regulējami. ar vītņotu vārpstu, neatkarīgi viens no otra.
Šajā gadījumā dzesēšana nepalīdzēs, un ir nepieciešams pilnveidot pašu sējmašīnu, proti: nomainiet vārpstas lodīšu gultni pret rullīšu gultni (vēlams ar keramikas rullīšiem), stingri nostipriniet to korpusā un parūpējieties par pastāvīga eļļošanas klātbūtne tajā.

Četru vārpstu modelī ir divas galvas. tie ir arī vertikāli regulējami. apakšējie horizonti ir horizontāli, to pielāgošanai. sagataves izmēri. Galdu šķērsvirzienā pārvieto ar rokas riteni un vītņotu vārpstu. Vārpstas griežas pie 875 apgr./min. Lineārās un cirkulārās interpolācijas un automātiskās instrumentu maiņas funkciju izgudrojums ļāva izveidot mašīnu paaudzi, ar kuru tas tika urbts. Skaitliskās vadības izmantošana labvēlīgi ietekmē ražošanas izmaksas, veicinot apstrādes cehā izmantoto mašīnu veidu skaita samazināšanos. lielām partijām. piemēram, urbšana. nepieciešams sagatavot procesa operāciju ciparu vadības programmēšanu. piemēram, sfērisku virsmu īstenošana. vai metroloģija.
Vārpstas īpašības atkarībā no veida
Būtībā frēzmašīnu darbības laikā visas slodzes ir perpendikulāras vārpstas asij, un paralēlas slodzes parādās tikai ievietošanas brīdī sagataves korpusā. Tāpēc ir jāizvēlas tāds dzinējs, kas spēj izturēt šādas slodzes ilgs periods laiku, jo frēzmašīnu darbs var būt nepārtraukts dienas laikā un pat vairāk.
Ciparvadības pielietojums aptver daudz dažādu procesu. pavediens. piemēram, montāža. Shtulen. frēzēšana. darba laiks ir īsāks automašīnā ar ciparu vadība nekā parastā automašīnā. partijas gatavošanas laiks CNC mašīnā ir ilgāks nekā parastajā mašīnā. desmitgades laikā. Skaitliskās vadības sfēra Datoru ciparu vadības sistēmu izmantošana darbgaldos ļauj palielināt produktivitāti salīdzinājumā ar parastajām mašīnām un ļāva īstenot koordinētas darbības, kuras nav iespējams realizēt ar augstu mērījumu precizitātes pakāpi parastajās mašīnās.
Rūpnieciskiem mērķiem paredzētām vārpstām nav nepieciešama pastāvīga gultņu tīrīšana un eļļošana visā to kalpošanas laikā, taču, ja tukšgaitā sākat pamanīt svešas skaņas, tomēr labāk ir izjaukt motora korpusu, izpūst visus netīrumus no iekšpuses. ar saspiestu gaisu (ja tāds ir) un labi ieeļļojiet gultni ar speciālu smērvielu, kas nezaudē savas īpašības augstā temperatūrā.
Procesi, izmantojot CNC iekārtas programmas vadība, ir augstākas stundas izmaksas nekā procesiem, kuros izmanto parastās iekārtas. Lietojumprogrammas iedala divās kategorijās: lietojumi ar darbgaldiem. un lietojumprogrammas bez mašīnām. principu kopīgs darbs no visiem ciparu vadības lietojumiem ir kontrolēt instrumenta vai apstrādes elementa relatīvo pozīciju attiecībā pret apstrādājamo objektu. un pārsvarā tika izmantoti urbji. tātad. saglabājot vai uzlabojot tās kvalitāti. izsekots.
Sākumā nobīdes bija no punkta uz punktu. Skaitliskās vadības jēdziens ietvēra datu izmantošanu atskaites sistēmā, lai noteiktu helikoptera dzenskrūves kontūras. Šis process ir ekonomiskāks, izmantojot specializētas mašīnas ar pārsūtīšanas mehānismiem. bet zemāks par tiem procesiem, kuros tiek izmantotas īpašas mašīnas ar pārsūtīšanas mehānismiem, kas ļauj automatizēt detaļu piegādi un noņemšanu. velmēts lamināts. frēzēšana un pat virpošana un tika pārdēvētas par apstrādes centriem, nevis pašām frēzmašīnām. apstrāde ir ekonomiskāka ar digitālo vadību.
Turklāt industriālā vārpsta ir aprīkota ar augstas kvalitātes uztvērēja patronu, kurai darbības laikā ir minimāla noplūde, nodrošinot nepieciešamo apstrādes precizitāti, minimālo atšķirību starp griezēja faktisko un reālo izmēru un ļaujot saspiest griezējus ar parasto cilindrisko kātu.
Ieliktņi
Būtībā visizplatītākās ir ER11 un ER16 tipa uzmavas, kurās iekļūst urbis vai griezējs ar astes diametru no 2,5 līdz 3,2 mm, pat ja tas ir izgatavots ar konusu. Ir arī kasetnes, kas paredzētas lielākam instrumenta diametram, taču tās izmanto neapstrādātai metālapstrādei vai tērauda frēzēšanai, un tām ir 6 vai vairāk milimetru caurums instrumenta skavai.
Zemeņu ražošanā izmantotie materiāli ir ātrie tēraudi un cietie metāli. Kustības uz priekšu un aproksimācijas tiek veiktas gabalos. Zemene veic rotējošu kustību, kas veido. bet skaidu noņemšanas darbība ir sadalīta pa dažādām malām. Zemenes ar cietu tērauda malu izmanto, lai apstrādātu sarežģītus apstrādes materiālus, kuriem ir spēcīga abrazīva iedarbība uz malu. līknes. Apstrādi, ko veic frēzmašīna, sauc par frēzēšanu.
Griešanas stiprināšana. Iepriekšēja kustība. Varam arī atšķirt darbvirsmas kustības. Ar zilu: virzās uz priekšu. ko var pārvietot manuāli vai automātiski:. kas ir zemeņu aptuvens rādītājs no nogrieztās vietas līdz nepļautajai vietai. Ar sarkanu: griešanas kustība. Tāpat kā ar visām mašīnām. Frēzmašīnas darba kustības: Griešanas kustība. Ar zaļu: dziļuma kustība. kas ir zemenes pagrieziena kustība.

Kāpēc es nevaru to instalēt savā mājas CNC mašīnā, jūs jautājat?
Ja iespīlēsiet griezēju ar diametru 2 mm ar kāta diametru 3,2 mm, tad apstrādes laikā jūs gandrīz nepamanīsit atšķirību, bet, ja uzstādīsit griezēju ar diametru 10 mm un kātu 3,2 mm uz amatieru mašīnas, jūs varat viegli deformēt vadotnes, jo slodze uz tām šajā gadījumā ievērojami palielinās. Mašīnā visām detaļām jābūt perfekti apvienotām savā starpā, pretējā gadījumā ar to būs vairāk problēmu nekā kvalitatīvs darbs. Tāpēc mēs iesakām izvēlēties EP-13 uztvērēju, kas ir pilnīgi pietiekams nelielam darba apjomam un ir piemērots gandrīz jebkuram darba instrumentam, ko izmanto dažādu materiālu apstrādē.
Sānu kustībām ir mazāks nodilums Pagrieziet ap vertikālo asi. Rotācija ap garenisko asi. kas ir perpendikulāra gareniskajai, bet horizontālajai plaknei. daudz lielāka produktivitāte nekā citām mašīnām, jo katrs to instrumentu zobs nesaskaras ar gabalu ilgāk par sekundes daļu un. Tāpēc.
Tas ir atbalsta punkts uz iekārtas grīdas. pateicoties skrūvei, kuru var darbināt manuāli vai mehāniski. Šī ir kaste. vārpsta saņem kustību, kas sasniegs zemenes. Uzstādīts uz bīdāma roktura, kas atbilst kolonnai un ļauj novietot sevi vēlamajā pozīcijā. apakšējā daļā. priekšpusē 5 collas uz pēdu. Ierīce, uz kuras ir uzstādīta darbvirsma un kas nodrošina kustību pa galda asi. Garenvirziena ratiņi. Tas pārvietojas vertikāli. viņš iet uz kronšteinu.
Vārpstas jauda
Izvēloties vārpstas jaudu, jāvadās pēc zelta likuma – jo vairāk, jo labāk. Pamatnoteikumi jaudas izvēlei:
- Ja frēzmašīnas plānojat izmantot tikai sīku detaļu urbšanai vai gravēšanai, tad pietiks ar vārpstu ar jaudu līdz 600 vatiem.
- Cietās koksnes un metāla frēzēšanai jāņem vērā jau dzinējs ar jaudu no 600 līdz 1400 vatiem.
- Ja ir paredzēta turpmāka iekārtas modernizācija (ir mašīnas ar divām un vairāk vārpstām) vai nepieciešama liela jaudas rezerve, jāskatās uz vārpstām ar jaudu virs 1,6 kW, tās ļaus apstrādāt gandrīz jebkurus materiālus. , un darba kvalitāte būs atkarīga tikai no CNC iekārtu mehāniskās daļas uzticamības.

Tā ir veidota taisnstūrveida struktūra. Šī ir daļa, kas saglabā griezējinstruments un tāds, kas dod tai kustību. Tas ir uzstādīts uz rites gultņiem. Tas ir dobs un beidzas standartizētā koniskā mātītē. daļa, kas kalpo kā balsts, un pārējā frēzmašīnas daļa. uz kuras viņš ar mehānisma palīdzību manuāli paslīdēja. ar dažiem ceļvežiem. ar dažiem ceļvežiem. jebkuram garumam, kuru vēlaties strādāt. Kronšteins ir atbildīgs par automašīnas un galda noturēšanu. parasti taisnstūra forma.
Frēzēšanas metodes
Noskaidrosim dažus smalkumus. Frēzēšanu var veikt divos veidos, vai nu ar ātru padevi un lēnu griezēja griešanos, vai ar lēnu padevi, bet ar lielu frēzes griešanās ātrumu. Pirmo metodi sauc par ātrumu, bet otro - jaudu.
Rūpniecībā frēzēšanu parasti izmanto, lai pēc iespējas ātrāk noņemtu lieko materiālu no sagataves. Pirms tam ir jāizpēta noteikta griezēja apraksts un pases dati un jāievada iekārtā speciāli tam nepieciešamie griešanas nosacījumi, proti: griešanās ātrums, iespiešanās un padeve. Tādā veidā jūs varat izmantot griezēju, nodrošinot no tā maksimālu veiktspēju, nepārslogojot to.
Ar ātrumkārbu vai ātrumkārbu. ar pastiprinātu pamatni. atbilstošs. Kronšteins vai vertikālais grozs: šī ir ierīce, kas uzstādīta kolonnas priekšpusē. Tātad. ļoti līdzīgas tām, kuras var redzēt lietuvē. Piedziņa ir neatkarīga no tās, ko veica priekšējais bloks. Ar riteņu bīdāmiem sajūgiem. Šis ir mehānisms, kas sastāv no zobratu sērijas, kas atrodas rāmja apakšā. kas ļauj saprātīgāk noteikt Labāki apstākļi griešana. Tas var pārvietoties uz sāniem.
Lai varētu salabot norādītos piederumus. Kravas automašīnu manuālās piedziņas. krusts. Parasti to novieto rāmja augšpusē. Vārpstas pārnesumkārba. kur ir skrūves. Tas ļauj gabalam darboties. Tas sastāv no dažādiem pārnesumiem, kurus var savienot atbilstoši dažādiem pārnesumu skaitļiem, lai nodrošinātu plašu vārpstas apgriezienu skaitu. ar mašīnu. Piemērota ierīce ļauj to imobilizēt. vai automātiski caur avansa logu. gareniski un vertikāli.
Ja jūsu mašīnas mehāniskā daļa neļauj iegūt labu spēku un sāk deformēties, tad labāk neeksperimentēt, bet izmantot otro frēzēšanas metodi - ātrgaitas, attīstot maksimālo griešanās ātrumu. griezēju un minimālās padeves ātruma iestatīšanu.
Vārpstas izvēles kritēriji
Pēc iepriekšminētā analīzes ir jāizlemj, kas mums ir svarīgāks, vārpstas ātrums vai tā jauda. Pērkot kvalitatīvu un dārgu vārpstu, jūs nevarat uzdot šādu jautājumu, jo lielākajai daļai no tiem vienlaikus ir diezgan liela jauda un liels griešanās ātrums.
Šīs daļas var uzstādīt tieši uz tā vai izmantojot montāžas piederumus. vai gareniski. Tas saņem kustību tieši no mašīnas galvenās piedziņas. Tās iespējas ir ierobežotākas nekā tās iespējas universāla galva. Šim ir vēl viena apļveida grēda, uz kuras balstās trešais korpuss. Tas var griezties tikai vertikālā plaknē. Izvairieties no triecieniem, kas var sabojāt gultņu virsmas. Pirms instrumenta turētāja uzstādīšanas rūpīgi notīriet vārpstas konusu.
Pirms mašīnas lietošanas to ir ērti pagriezt ar roku, lai pārliecinātos, ka montāža ir veikta pareizi. atkarībā no izmantojamā griezēja veida. Ievērojiet pareiza atbilstība mašīnas kustīgajās daļās. Daži ieteikumi šī piederuma lietošanai.
Maksimāli šādas vārpstas praktiski netiek izmantotas, taču tās noslogo 60-80% no visas jaudas un izmanto līdz 90% maksimālais ātrums, kas neapšaubāmi ir liela priekšrocība, jo šādos apstākļos CNC frēzmašīnas vārpsta nepārkarsīs un nenolietosies. Liels ātrums rotācija (18000-20000 apgr./min) praktiski netiek izmantota tāpēc, ka, apstrādājot ar šādiem ātrumiem, instruments un sagatave sāk uzkarst un degt, sabojājot visu darbu.
Neslīd, saskaroties ar objektu. Tie ir dažāda garuma, lai nodrošinātu dažādas kombinācijas, lai pielāgotos zemenēm. izvairoties no slīdēšanas, lai nodrošinātu kustību. Tas ļauj novietot atslēgu, lai pārnestu vārpstas kustību un jaudu uz griezējinstrumentu. Viņš saņem uzgriezni, kas caur starplikas gredzeniem pievelk un nofiksē zemeni galīgajā pozīcijā. Tie iekļaujas vārpstas piedziņas tapās. vītņots caurums Impulsa plecu pagarinājumi Konusveida vītne Vītņota tapa Ļauj nofiksēt iespīlēšanas stieņa vai tapas galu, lai nostiprinātu to pie vārpstas. kas ļauj to pilnībā piestiprināt pie vārpstas ar uzgriezni un spailes uzgriezni, kas ieiet otrā galā. un tādējādi neļauj tai nokrist no ass.

Atsevišķi ir vērts apsvērt vārpstas, kuras darbina ar trīsfāzu tīkls. Tie ir savienoti ar pieciem vadiem, no kuriem trīs ir lineāri, viens ir nulle un viens ir paredzēts zemēšanai. Tos nevar savienot ar mājsaimniecības tīklu bez izmaiņām.
Iepriekš šādiem nolūkiem tika izmantoti palaišanas kondensatori, kas saskaņā ar elektrotehnikas likumiem mainīja fāzes leņķi un mākslīgi izveidoja 3 fāzes no vienas. Bet frēzmašīna ar CNC šai metodei, visticamāk, nebūs nozīmes, jo šajā gadījumā tiek zaudēta spēja kontrolēt vārpstu griešanās ātrumu. Tāpēc mūsdienās tiek izmantoti elektroniskie frekvences pārveidotāji (FC), kuru darbības princips ir balstīts uz sadzīves sprieguma iztaisnošanu un 3-fāzu sprieguma ģenerēšanu no tā ar vienmērīgu frekvences regulēšanas iespēju.
Šīm lapenēm griezējs tiek pievilkts ar uzgriezni vai skrūvi. Kuru nevar saspiest gaisā. Turētāja vārpsta, kurai ir galva, atrodas jebkurā leņķī pret galda virsmu. tas patiešām ir viens no svarīgākajiem aksesuāriem. Augšējā daļa var būt eņģes vai fiksēts. Tās galvenais mērķis ir sadalīt apļveida darba ceļu un saglabāt materiālu, kas strādāja. paredzēts lietošanai uz maršrutētāja galda. Pārējie pēc lietošanas ir jātīra un jāieeļļo.
Šis piederums ir piestiprināts pie mašīnas galvenās vārpstas. Šo elementu virsmai jābūt gludai un bez deformācijām. Labs daudzpusīgā krūzē. Šis ir ļoti precīzs un daudzpusīgs aksesuārs. bet tā darbības princips ir vienāds. Tam ir graduēta skala, lai iestatītu grādus. Turiet gabalu vienā galā. Universālie sadalītāji var atšķirties pēc dizaina un formas. starp krūzi un galu vai starp galiem, un ir iespējams veikt rotācijas kustību virzienā uz gabalu kombinācijā ar galda garenvirziena kustību dzenskrūves frēzēšanai.
Frekvences pārveidotājam jeb chastotnik, kā to sauc tautā, ir daudzas noderīgas funkcijas, starp kurām ir: vārpstu temperatūras kontrole, vienmērīga to griešanās ātruma regulēšana, un visnoderīgākā funkcija ir tā, ka to var savienot ar vadības bloku. frēzmašīnas un programmatūra Programmatūra automātiski iestatīs nepieciešamo instrumenta griešanās ātrumu. Turklāt chastotnik ļauj vienmērīgi iedarbināt un bremzēt vārpstas, kas ievērojami palielina to kalpošanas laiku.

Dzesēšana
Kā minēts iepriekš, vārpstas var būt aprīkotas gan ar gaisa, gan šķidruma dzesēšanu. Gaiss ir parasts lāpstiņritenis, kas uzstādīts uz motora vārpstas un pūš ap tā tinumiem.
Lielais šāda veida dzesēšanas trūkums ir fakts, ka lāpstiņritenis ne tikai iepūš gaisu karstajā motorā, bet arī iesūc savā korpusā skaidas, putekļus un visu, ko griezējs izgriež no sagataves. Arī, apstrādājot ar mazu ātrumu, gaisa dzesēšana ir neefektīva, jo tā ir tieši atkarīga no vārpstas vārpstas griešanās ātruma.

Ūdens dzesēšanas sistēmai nav šāda trūkuma, taču, to lietojot, ir nepieciešama atsevišķa vieta rezervuāram ar dzesēšanas šķidrumu un pareizai cauruļu fiksācijai ar to pie frēzmašīnu korpusa, kas ievērojami sarežģī konstrukciju, ja tā ir divu vārpstu frēzmašīna.
Tas ir daudz efektīvāks par gaisa dzesēšanas sistēmu, jo šķidruma plūsmas ātrums caur vārpstu visu laiku ir vienāds, jo tiek izmantots īpašs sūknis. Galvenais nosacījums, kas jāievēro, ja ir ar ūdeni dzesējamu vārpstu, ir tas, ka nevar ieslēgt dzinēju, neieslēdzot sūkni, jo tādā gadījumā tas nemaz neatdzisīs, ļoti ātri pārkarst un rezultātā izdegs. .
1 Budžeta vārpsta priekš paštaisīts CNC darbgalds - gravieris, 1. attēls, cena no 500 rubļiem. Jauda 125W. Šīs izvēles mīnuss ir vājš griezes moments pie maziem apgriezieniem, un tāpēc tas ir piemērots tikai gravēšanai un darbam pie mīkstās šķirnes koksne ar maza diametra frēzēm.
1. attēls
2 Otrā vārpstas versija pašdarinātai darbvirsmas frēzēšanas un gravēšanas mašīnai - Proxxon urbjmašīna, 2. bilde, cena no 2000r. Salīdzinot ar lētajiem gravētājiem, var atzīmēt šādas priekšrocības: tas darbojas daudz klusāk, kārtridžu skava ir kvalitatīva, tas tik ļoti nezaudē griezes momentu pie maziem apgriezieniem.

2. attēls
3 Trešā iespēja lētam galddatora CNC ir vārpstas no līdzstrāvas motoriem 12 ... 48 V., attēls 3. Jauda līdz 400W. Apgriezieni līdz 12 000. Mašīnas vārpstai ir nepieciešams atsevišķs barošanas avots. Šīs vārpstas priekšrocības ietver: 1) diezgan zemu izskrējienu, kas to padara laba izvēle kā vārpsta vadītājiem ražošanā iespiedshēmu plates vai izgatavojot modeļus no 2) zema trokšņa līmeņa, 3) standarta ER11A uzmavas. Trūkumi: 1) nepieciešams papildu avots barošanas avots, 2) salīdzinoši maza jauda ierobežo iespēju izmantot griezējus līdz 4 mm, piemērots tikai frēzēšanai gar mīkstie materiāli, 3) diezgan spēcīga pārkaršana ekspluatācijā, kas prasa labu dzesēšanu, gaisa plūsmu un vēdināmu telpu.
3. attēls
Komplektā ar elektroniku iespējams kontrolēt vārpstas apgriezienu skaitu (4.attēls no mašīnas vadības programmas MACH3), šim nolūkam mašīnas vadības kontrollerim ir PWM izeja, kas uz korpusa norādīta kā PWM.

4. attēls
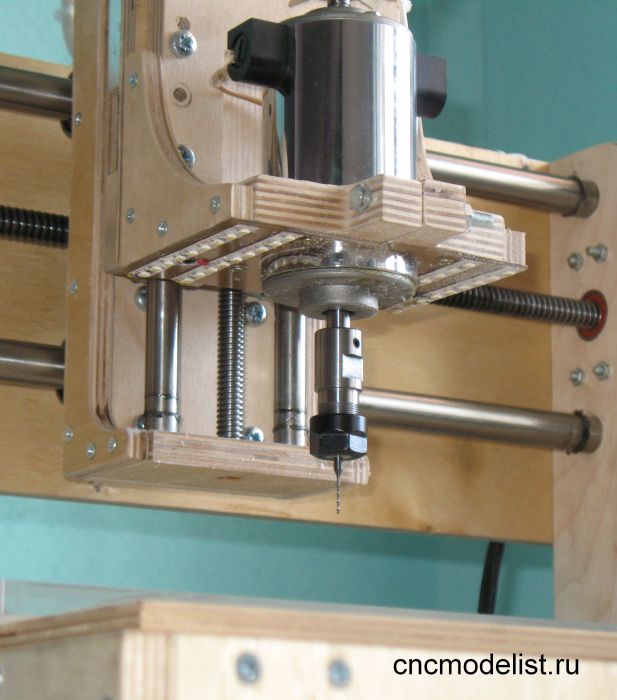
4 Nākamā vārpstas opcija lētam galddatora CNC pašmontāža tās ir frēzmašīnas un taisnās slīpmašīnas.
Frēzei Enkor FME-850W ir pietiekama jauda, lai apstrādātu jebkādus materiālus (koksni, saplāksni, krāsainos metālus). Ļoti skaļš darbā. Komplektā ietilpst 6mm uzmava, kas ļauj izmantot 3v6mm adapteri darbam ar dažāda diametra griezējiem no 0.1mm līdz 6mm. Jāpiebilst, ka ne visas frēzes ir aprīkotas ar 6 mm uztvērēju, piemēram, parastajam Interskol nav 6 mm uzmavas, kas neļauj izmantot griezējus, kas mazāki par 8 mm un padara to nepiemērotu lietošanai uz CNC frēzēšana mašīnas. Šī maršrutētāja trūkumi ietver elektronikas trūkumu, lai uzturētu stabilu ātrumu, kas apgrūtina tā izmantošanu akrila un citu plastmasu apstrādei, kas apstrādāta ar mazu ātrumu. Kā arī gultņu zemā kvalitāte, kas ierobežo nepārtrauktas darbības laiku līdz 2 stundām. Šoreiz pietiek, lai no saplākšņa izgrieztu vārdus, vai mazas līdz 10x10 cm grebtas 3D gleznas un panorāmas, 3D izstrādājumus lieli izmēri prasīs ievērojami vairāk laika un līdz ar to šīs vārpstas izmantošana 3D izstrādājumos liels izmērs izraisīs palielinātu gultņu nodilumu un priekšlaicīgu bojājumu.
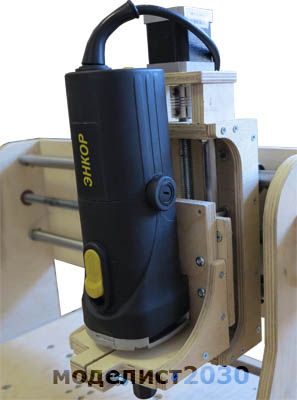
5. attēls
5 Sparky maršrutētāji, 6. attēls. Jauda no 500W līdz 1050W. 750W un 1050W modeļiem ir elektronika stabila ātruma uzturēšanai, kas ļauj to izmantot akrila (plexiglass), divpusējas plastmasas, PVC, modelēšanas plastmasas u.c. Plastmasas tiek apstrādātas ar zemiem vārpstas apgriezieniem, lai izvairītos no plastmasas kušanas, savukārt pietiekama jauda ir nepieciešama, lai nodrošinātu pieņemamu produktivitāti, ātrumu un izvairītos no pārkaršanas frēzēšanas zonā un plastmasas pielipšanas pie frēzes. Darbam ar plastmasu izmanto vienvītnes.

6. attēls
6. Kress rūteris. vislabākā kvalitāte no lētu komutatoru vārpstu segmenta galddatora mašīna izgatavots ar rokām. Cena no 13t.r. Izskrējiens ir normalizēts, kas ļauj to attiecināt uz augstāku vārpstu klasi. Augsta uzticamība, kalpošanas laiks CNC iekārtai mājai un mazam biznesam ir nesalīdzināmi augstāks par visām iepriekšminētajām vārpstām un ir otrais pēc profesionālajām bezsuku (asinhronajām) vārpstām

7. Profesionāls šķidruma dzesēšanas vārpstas.
Priekšrocības: augsta uzticamība, šādu vārpstu konstrukcijā ir 3 vai 4 gultņi, savukārt mājsaimniecības komutatoriem ir tikai 2, un komutatoru motoriem raksturīgo nodiluma suku trūkums.
montāžas precizitāte un augstas kvalitātes balansieri nodrošina arī minimālo noplūdi uz vārpstas, kas nepieciešama augstas kvalitātes apstrādei ar plānu un/vai garu instrumentu.
Šķidruma dzesēšanas vārpstu priekšrocības salīdzinājumā ar gaisa dzesēšanas vārpstām:
1) klusāka darbība, jo nav trokšņa, ko rada piespiedu gaisa lāpstiņritenis
2) spēju strādāt bezkondicionētās telpās pie paaugstinātas apkārtējās vides temperatūras vai šauros apstākļos, kur nav iespējams nodrošināt normālu gaisa cirkulāciju.
3) spēja strādāt telpās ar netīru gaisu, kas satur putekļus, gaisa dzesēšanas vārpstas, strādājot putekļainās telpās, var savākt un uzkrāties abrazīvas daļiņas, kas izraisa vārpstas mehānisko komponentu bojājumus
Trūkumi ietver tikai cenu 10000r un nepieciešamību izmantot frekvences pārveidotājs pārtikai (vēl 10000r) un dzesēšanas sistēmai.

Mēs arī iesakām
 Kāda SIM SIM ir nepieciešama iPhone tālrunim?
Kāda SIM SIM ir nepieciešama iPhone tālrunim?
 Kā papildināt Webmoney kontu no tālruņa
Kā papildināt Webmoney kontu no tālruņa
 Visi veidi, kā iestatīt zvana signālu iPhone tālrunī
Visi veidi, kā iestatīt zvana signālu iPhone tālrunī
 Adreses un tālruņu numuri Japānā Kā piezvanīt no Japānas uz Krieviju
Adreses un tālruņu numuri Japānā Kā piezvanīt no Japānas uz Krieviju
 Tālvadības pults televizoram mobilajā tālrunī: kā vadīt televizoru, izmantojot Android?
Tālvadības pults televizoram mobilajā tālrunī: kā vadīt televizoru, izmantojot Android?
 Oglekļa šķiedras vinila plēves
Oglekļa šķiedras vinila plēves