Metāla griešanas mašīnas, metāla griešanas iekārtu tirdzniecība katalogā, apraksti, cenas, raksturojums. Metāla griešanas iekārtu veidi
"Metāla griešanas mašīnas"
Darbgaldu klasifikācija pēc tehnoloģiskā mērķa, automatizācijas pakāpes, apstrādes veidi, izmēri, masa un precizitāte.
pēc tehnoloģiskā mērķa: pagriešana; urbšana un urbšana; slīpēšana, pulēšana, apdare, asināšana; kombinētā un fizikāli ķīmiskā apstrāde; zobratu un diegu apstrāde; frēzēšana; ēvelēšana, rievošana, ievilkšana; griezt. Katra grupa ir sadalīta 9 veidos: pēc mērķa, dizaina iezīmēm, daudzpusības utt. Pēc automatizācijas pakāpes Kabīne: pusautomātiskā, automātiskā, CNC, GPM. Pēc svara: viegls (līdz 1t), vidējs (1-10t), smags (10-100t), unikāls (virs 100t). Pēc precizitātes: N - normāla precizitāte, P - paaugstināta precizitāte, V - augsta precizitāte, A - īpaši augsta precizitāte, C - īpaši precīzas mašīnas (mašīnu meistars).
Mašīnu izmēri. Mašīnas modelis un tā apzīmējums.
Izmēru diapazons- viņi sauc viena veida mašīnu grupu, kas ir līdzīga kinemātiskajā shēmā, dizainā, izskats, bet ar dažādiem pamatparametriem - izmēriem. Tiek saukta noteikta izmēra mašīnas konstrukcija, kas paredzēta noteiktam apstrādes veidam modelis. Pirmais cipars - norāda grupu, otrais - veidu, trešais un ceturtais - raksturo darba telpu (pamata lielumu). Burts aiz pirmā vai otrā cipara norāda, ka iekārta ir modernizēta, bet burts aiz cipariem norāda uz modifikāciju, mašīnas pamata modeļa modifikāciju. 16K20F3 - skrūvējamā virpa(pirmie 2 cipari) ar centra augstumu 200 mm ar normālu precizitāti, F3 - ciparvadība, 3 koordinātu kustības x, y, z.
Skrūvju griešanas virpu mērķis, griešanas modeļi un tehnoloģiskās iespējas.
Mašīnas mērķis ir ārējā un iekšējā virpošana, labās un kreisās metrikas, collu, modulāro un soļa vītņu griešana, viena un vairāku palaišanas vītnes ar normālu un palielinātu soli, sejas vītnes utt. Iekārta tiek izmantota vienreizējā un maza mēroga ražošanā. Pareizi darbojoties ar vidēja izmēra mašīnām ar normālu precizitāti, virsmas var iegūt ar 8 ... 7 precizitātes grādiem ar nelīdzenumu Ra ne vairāk kā 3,2 ... 1,6 mikroni. Uz īpašām augstas precizitātes mašīnām, izmantojot instrumentu no dimantu monokristāliem, var iegūt virsmas ar formas kļūdu, ko nosaka mikrona desmitdaļas un raupjumu R z līdz mikrona tūkstošdaļām.
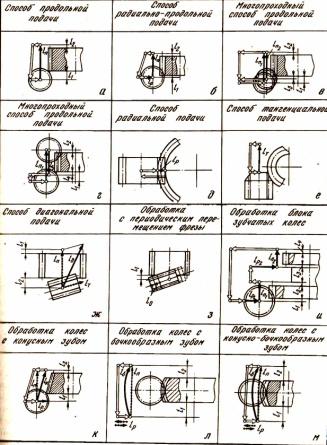
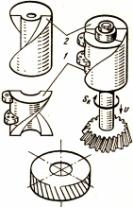
Zobu griešanas mašīnu mērķis, griešanas shēmas un tehnoloģiskās iespējas.
Zobu griešanas mašīnas darbojas pēc kopēšanas metodes un lieces metodes. Cilindrisko zobratu griešanai tiek izmantotas mašīnas, kas strādā pēc kopēšanas metodes. Speciāla instrumenta uzstādīšanas gadījumā arī konisko riteņu ražošanai. Liekšanas mašīnas ir paredzētas cilindrisku zobratu ar taisniem un spirālveida zobiem, kā arī tārpu zobratu apstrādei. H, P klases darbgaldi var nodrošināt riteņu apstrādi atbilstoši 7. - 5. precizitātes pakāpei (GOST 1643-81), apstrādājot ar tārpu frēzēm un 9. - 8. - strādājot ar diskveida un pirkstu griezējiem. B.A un C klases darbgaldi, apstrādājot moduļu riteņus līdz 12 mm ar tārpu frēzēm, ļauj iegūt 4 - 2 grādu precizitāti. Galvenās mašīnas, kas ir C klases mašīnu modifikācijas, var nodrošināt 1. precizitātes pakāpi, apstrādājot tārpu riteņus.
Frēzmašīnu mērķis, klasifikācija, pamatkustības un tehnoloģiskās iespējas.
Tie ir paredzēti ārējo un iekšējo, plakanu, formas virsmu, dzegas, rievu, taisnu un spirālveida rievu, vārpstu šķautņu, griešanas zobratu uc apstrādei. Izgatavo universālās, specializētās un speciālās frēzmašīnas pēc to konstrukcijas. Formēšanas kustības ir griezēja griešanās (galvenā kustība) un padeves kustība, kas informē sagatavi vai griezēju. Galvenās kustības piedziņas un padeves piedziņas tiek izgatavotas atsevišķi. CNC iekārtai atbilstoši P precizitātes klasei tiek noteiktas šādas pielaides (µm): lineārās vienpusējās pozicionēšanas precizitāte ar gājiena garumu vairāk nekā 400 līdz 1000 mm - 25; uz urbuma apaļuma, ko apstrādā griezējs ar kontūru PU - 12; noapaļotu malu taisnumam - 20.
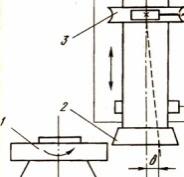
Zobu formēšanas mašīnu mērķis, griešanas shēma un tehnoloģiskās iespējas.
Šajās mašīnās tiek sagriezti ārējā un iekšējā zobratu zobrati, un kopētāja un spirālveida griezēja klātbūtnē tiek sagriezti spirālveida zobrati. Turklāt šajās mašīnās var griezt blokus no vairākiem riteņiem. Šo mašīnu priekšrocība ir darba nepārtrauktība, nezaudējot laiku, lai tuvotos sagatavei un izietu no tās. Mašīnas iestatīšana spirālveida zobratu griešanai neatšķiras no parastās. Šajā gadījumā tiek uzstādīti kopētāji ar skrūvju vadotnēm, kas kopētājam nodrošina papildu rotāciju. Rotācijas un turp un atpakaļ kustības rezultātā griezēja zobi pārvietosies pa spirāli, kuras slīpuma leņķim jābūt vienādam ar griešanas riteņa zobu spirāles slīpuma leņķi uz sadalošā cilindra.
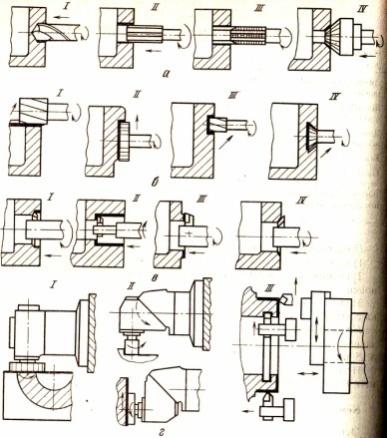
Urbšanas mašīnu mērķis, klasifikācija, pamatkustības un tehnoloģiskās iespējas.
Urbšanas mašīnas ir paredzētas ķermeņa daļu apstrādei. Tos var izmantot urbšanai, urbšanai, frēzēšanai, iegremdēšanai, vītņu griešanai utt. Urbšanas mašīnas iedala šādos veidos: horizontālās urbšanas mašīnas; koordinātu urbšanas mašīnas; dimanta urbšanas (apdares un urbšanas) iekārtas. Izmantojot papildu maināmos mezglus (frēzgalvas, priekšējo plāksni), iespējams frēzēt savstarpēji perpendikulāras plaknes, apstrādāt ārējās cilindriskās virsmas u.c. Iespēja apstrādāt sagataves no četrām pusēm bez atkārtotas uzstādīšanas. Koordinātu urbšanas mašīnas var izmantot arī kā mērīšanas iekārtas lineāro izmēru kontrolei pa trim asīm, centra līdz centra attāluma leņķiskos izmērus. Ir iespējams veikt precīzu marķēšanu štancēšanas idejā, kā arī veikt sadalīšanu un marķēšanu uz metāla virsmām. Apdares iekārtās tiek panākta augsta caurumu apstrādes precizitāte - novirze no apaļuma 3 ... 5 mikroni un virsmas raupjums Ra = 0,16 ... 0,63 mikroni.
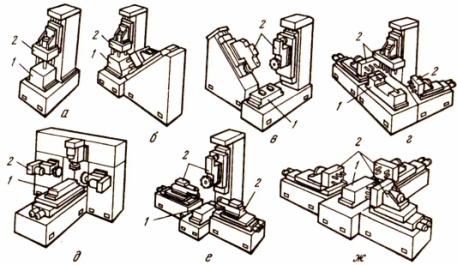
Agregātu mašīnas virsbūves daļu apstrādei, to tehnoloģiskās iespējas un klasifikācija.
Agregātu mašīnas sauc par speciālajām mašīnām, kuras tiek komplektētas no funkcionāli neatkarīgām normalizētām un daļēji speciālām vienībām un detaļām. Agregātu iekārtās tiek veikta urbšana, urbšana, vītņošana, urbumu rīvēšana un to iegremdēšana un iegremdēšana, rievošana, galu apgriešana un frēzēšana. Šādās mašīnās apstrādājamā detaļa parasti ir nekustīga, kas ļauj to vienlaikus apstrādāt ar lielu skaitu instrumentu no vairākām pusēm. Klasifikācija: 1) atkarībā no apstrādājamo detaļu izmēriem skaļruņi tiek iedalīti trīs grupās, kas atšķiras pēc izmēra, svara un izmantotajām vienotajām vienībām: Vidēja izmēra skaļruņi, kas aprīkoti ar spalvu barošanas galviņām ar plakanās kameras padeves piedziņu ar jaudu 1,1 ... 3 kW; Liela izmēra skaļruņi, kas aprīkoti ar hidrauliskiem vai elektromehāniskiem galdiem, uz kuriem ir uzstādīti vārpstas bloki. 2) atkarībā no transportēšanas ierīces neesamības vai klātbūtnes apstrādātās sagataves periodiskai pārvietošanai, AU tiek sadalīts vienas un vairāku pozīciju.
Automātiskās līnijas, to mērķis, klasifikācija un tehnoloģiskās iespējas. rotācijas līnijas.
Automātiskās līnijas sauc par mašīnu un agregātu ražošanas līnijām, kas savienotas vienā sistēmā, kurā viss tehnoloģisko procesu komplekss notiek bez tiešas darbinieka līdzdalības. Tos klasificē: 1) pēc apstrādes laika un automātiskās līnijas sagatavju transportēšanas kombinācijas pakāpes: - stacionāra, - rotējoša, - konveijers; 2) pēc vītņu skaita: - vienvītnes (katra darbība tiek veikta ar vienu sagatavi), -vairāku vītņu (viena un tā pati darbība tiek veikta vairākām sagatavēm); 3) pēc vienlaicīgas apstrādes sagatavju veidu skaita: - viena priekšmeta, - vairāku priekšmetu. Elastīgā automātiskā līnija tiek pārregulēta uz doto un pārkonfigurēta uz jauno detaļu nomenklatūru. Rotācijas līnijas - rotējošo automātisko mašīnu komplekts, uz kura tiek apstrādātas sagataves, kas izgatavotas nepārtrauktas transportēšanas procesā kopā ar griezējinstrumentu. Galvenā iezīme rotācijas līnijas ir transportēšanas sagatavju un to apstrādes kombinācija laikā.
Mašīnu moduļi un elastīgās mašīnu sistēmas, to sastāvs un tehnoloģiskās iespējas.
Slīpmašīnu mērķis, tehnoloģiskās iespējas un klasifikācija.
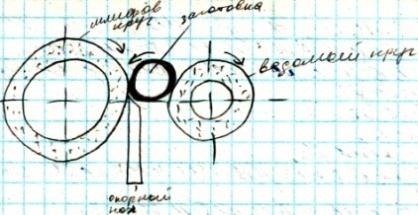
Atšķirībā no asmeņu instrumentiem, slīpripas darbojas ar pieskārienu. Ar apļa rotācijas kustību tā saskares ar apstrādājamo priekšmetu zonā daļa graudu nogriež materiālu ļoti liela skaita plānu šķembu veidā (10 8 ppm). Griešanas process ar katru graudu notiek gandrīz acumirklī. Slīpmašīnu klasifikācija pēc apstrādājamās virsmas formas: plakana - virsmas slīpēšana, sejas slīpēšana, gareniskā slīpēšana; cilindriska - apļveida slīpēšana (centra), bezcentra slīpēšana; skrūve - vītnes slīpēšana; darbojas (involute) - zobratu slīpēšana; formas - profila slīpēšana. Slīpmašīnām raksturīga augsta precizitāte, kas ļauj nodrošināt augstu apstrādes kvalitāti, ko nosaka precizitāte, kas ļauj nodrošināt augstu apstrādes kvalitāti, ko nosaka izmēru precizitāte (2 - 4 mikroni un virpošana), forma (piem. neapaļotība 0,3 - 0,5 mikroni, cilindriskums 1 - 2 µm, līdzenums 2 µm) un apstrādātās virsmas atrašanās vieta, kā arī tās raupjums (R a - 0,63 - 0,16 µm). Izmēru precizitāti slīpēšanas laikā nosaka neliels griezuma dziļums (0,05 - 0,005 mm vai mazāks), kam nepieciešama montāžas mikrokustība
Urbjmašīnu mērķis, klasifikācija, pamatkustības un tehnoloģiskās iespējas.
Paredzēts caurumu un aklo urbumu apstrādei ar gala instrumentiem (urbjiem, gremdatoriem, rīvēm, krāniem). Urbjmašīnām veikto darbību veidi: urbšana, rīvēšana, iegremdēšana, rīvēšana, vītņošana. Izmantojot īpašus instrumentus un armatūras urbjmašīnās, jūs varat izurbt liela diametra caurumu - trepaning, urbuma apgriešana, galu apgriešana (zikovka). Visizplatītākie ir šādi urbjmašīnu veidi: vertikālās vienas vārpstas urbjmašīnas, radiālās urbjmašīnas, galda vienas vārpstas vertikālās urbjmašīnas urbjmašīnas, dziļurbšanas iekārtas (horizontālais izvietojums), agregātu urbjmašīnas, kas sastāv no normalizētām vienībām. Var būt līdz 100 vai vairāk vārpstām.
Daudzfunkcionālas mašīnas un to tehnoloģiskās iespējas.
Vairāk nekā 70% apgriezienu tipa korpusu detaļu papildus virpošanai ir nepieciešamas papildu darbības: urbumu apstrāde (urbšana, urbšana utt., no kurām tie atrodas // prependikulāri vai leņķī pret detaļas asi , frēzēšana zem dažādi leņķi rievas, tilpuma frēzēšana. Daudzfunkcionālu mašīnu izveide nodrošina pilnīgu sarežģītu detaļas apstrādi vienā mašīnā vienā iestatījumā. Ievērojami uzlabo apstrādes precizitāti un apstrādes veiktspēju. Polāro koordinātu piedziņai atkarībā no apstrādes apstākļiem jānodrošina vai nu pozīcijas kontrole (mehāniskā dalīšana), vai nepārtraukta vadība ar izšķirtspēju 0,001 un ieslēgšanu ar frekvenci 0,2-0,25 apgr./min.
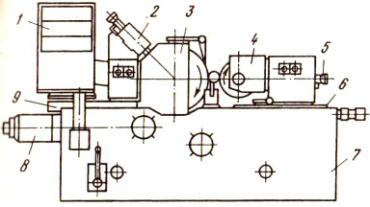
Mērķis, galvenie mezgli un griešanas shēma bezcentra slīpmašīnām.
Tos izmanto lielapjoma ražošanā tādu virsmu augstas veiktspējas slīpēšanai kā maza diametra un liela garuma apgriezienu korpusi, kā arī sagataves bez centra caurumiem. 1 - vadības bloks, 2 un 5 - slīpripas un braukšanas apļa pārklājuma ierīces, 3 - slīpēšanas galviņas, 4 - vadošā apļa galvas balsts, 6 - vadošā apļa galvas balsts, 7 - mašīnas gulta, 8 - padevējs iegremdēšanai, 9 - ragavas slīpēšanas pupiņas.
Izgatavotas metāla griešanas mašīnas vietējie ražotāji, ir sadalīti vairākās kategorijās, kas raksturo atbilstošo klasifikāciju. Pie kuras kategorijas pieder šis vai cits aprīkojums, var noteikt pēc marķējuma, kas daudz ko izsaka tiem, kas to saprot. Tomēr neatkarīgi no tā, kādai kategorijai pieder metāla griešanas ierīce, apstrādes būtība tajā ir saistīta ar to, ka griezējinstruments un detaļa veic formēšanas kustības, un tieši tās nosaka gatavā izstrādājuma konfigurāciju un izmērus. .
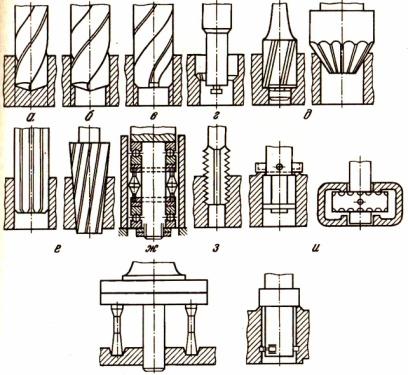
Visizplatītākie metāla griešanas mašīnu veidi: 1-6 - virpošana, 7-10 - urbšana, 11-14 - frēzēšana, 15-17 - ēvelēšana, 18-19 - caururbšana, 20-24 - slīpēšana.
Metāla griešanas iekārtu veidi
Metāla griešanas mašīnas atkarībā no mērķa iedala deviņās galvenajās grupās. Tie ietver šādas ierīces:
- pagriežot- visas šķirnes (apzīmētas ar skaitli "1");
- urbšana un urbšana– urbšanas un urbšanas iekārtas (grupa “2”);
- slīpēšana, pulēšana, apdare– metāla griešanas mašīnas apdarei, slīpēšanai, asināšanai un pulēšanai tehnoloģiskās operācijas(grupa "3");
- apvienots– metāla griešanas ierīces īpašs mērķis(grupa "4");
- griešana un zobratu griešana- mašīnas vītņoto un zobratu savienojumu elementu apstrādei (grupa "5");
- frēzēšana– mašīnas izpildīšanai frēzēšanas darbi(grupa "6");
- rievošana, ēvelēšana un caururbšana- dažādu modifikāciju metāla griešanas mašīnas, attiecīgi ēvelēšanai, rievošanai un caururbšanai (grupa "7");
- sadalīt- iekārtas griešanas darbiem, ieskaitot zāģus (grupa "8");
- savādāk- šādu metāla griešanas mezglu piemēri - bezcentra mizošana, zāģēšana un citi (grupa "9").
Metāla griešanas mašīnu grupas un veidi (noklikšķiniet, lai palielinātu)
Turklāt darbgaldi var būt viens no šiem veidiem:
- vairāku un vienas vārpstas, specializētā (pusautomātiskā un automātiskā), kopēšanas daudzgriešanas, griežamā, urbšanas un griešanas, karuseļa, frontālā un speciālā;
- aprīkojums urbšanas un urbšanas tehnoloģisko operāciju veikšanai: vairāku un vienas vārpstas, pusautomātiska, vertikāla, horizontāla un radiāla tipa, koordinātu, dimanta un horizontālais tips, dažādi urbšanas modeļi;
- dažādi veidi slīpmašīnas (plakanā, iekšējā un cirkulārā slīpēšana), rupjā slīpēšanas un pulēšanas iekārtas, slīpēšanas un specializētās vienības;
- Metālapstrādes mašīnu veidi, kas paredzēti zobratu elementu apstrādei un vītņotie savienojumi: zobratu griešana (ieskaitot tos, kas paredzēti konisko riteņu apstrādei), zobratu griešana - cilindriskajiem zobratiem, zobratu griešana, vītņošana, vītņošana un zobratu slīpēšana, zobratu apdare, testēšana, vītņu frēzēšana, ierīces zobu galu un tārpu pāru elementu apstrādei ;
- frēzēšanas grupai piederošās metāla griešanas mašīnas: konsoles (vertikālie, horizontālie un universālie modeļi) un bezkonsoles (vertikālās ierīces, gareniskie, kopēšanas un gravēšanas modeļi);
- ēvelēšanas iekārtas un modeļi līdzīgam mērķim: gareniskās mašīnas, uz kurām ir uzstādīts viens vai divi statīvi; horizontālās un vertikālās atvēršanas ierīces;
- griešanas aprīkojums: aprīkots ar gludu metāla disku, griezēju vai zāģiem dažādi dizaini(lente, disks, metāla zāģis); pareizas griešanas veidu metālapstrādes mašīnas;
- cita veida mašīnas metāla sagatavju apstrādei: sadalīšana, izmanto urbju un slīpripu vadīšanai, vīlēšanai, balansēšanai, iztaisnošana un bezcentra rupjmašīna, zāģēšana.

Vertikāli- frēzmašīna— viens no plašas frēzēšanas grupas pārstāvjiem
Metāla griešanas mašīnu klasifikācija tiek veikta arī pēc šādiem parametriem:
- pēc svara un aprīkojuma gabarītu izmēriem: liels, smags un unikāls;
- pēc specializācijas līmeņa: mašīnas, kas paredzētas tāda paša izmēra sagatavju apstrādei - īpašas; daļām ar dažādu, bet vienādu izmēru - specializētas; universālas ierīces, uz kura var apstrādāt jebkura izmēra un formas detaļas;
- atbilstoši apstrādes precizitātes pakāpei: paaugstināts - P, normāls - N, augsts - B, īpaši augsta precizitāte - A; arī atšķirt mašīnas, kurās var veikt īpaši precīzu apstrādi - C, tās sauc arī par precizitāti.
Mašīnas marķēšana
Metāla sagatavju apstrādei paredzēto iekārtu klasifikācija liecina, ka, redzot tās marķējumu, jebkurš speciālists uzreiz varēs pateikt, kura metāla griešanas mašīna viņam priekšā. Šis marķējums satur alfabēta un ciparu rakstzīmes, kas norāda individuālās īpašības ierīces.
Pirmais cipars ir grupa, kurai pieder metāla griešanas mašīna, otrais ir ierīces veids, tā tips, trešais (un dažos gadījumos ceturtais) ir galvenās vienības izmērs.

Pēc modeļa marķējumā norādītajiem cipariem var būt burti, kas nosaka, vai metāla griešanas mašīnas modelim ir īpašas īpašības. Šādi ierīces raksturlielumi var ietvert tās precizitātes līmeni vai norādes uz modifikāciju. Bieži vien mašīnas apzīmējumā burts ir atrodams jau aiz pirmā cipara: tas norāda, ka jūsu priekšā ir modernizēts modelis, kura tipiskajā dizainā ir veiktas kādas izmaiņas.
Piemēram, jūs varat atšifrēt mašīnas 6M13P marķējumu. Cipari šajā apzīmējumā norāda, ka mums ir pirmā tipa (“1”) frēzmašīna (“6”), kas pieder pie 3. standarta izmēra (“3”) un ļauj apstrādāt ar paaugstinātu precizitāti (burts “P” ). Burts "M", kas atrodas marķējumā šo ierīci, norāda, ka tajā ir veikta modernizācija.
Automatizācijas līmeņi
Virpas veidus, kā arī ierīces jebkuram citam mērķim, ko izmanto masveida un lielapjoma ražošanā, sauc par agregātu. Šo nosaukumu viņi ieguva tāpēc, ka ir montēti no viena veida mezgliem (mezgliem): gultām, darba galvām, galdiem, vārpstas blokiem un citiem mehānismiem. Maza apjoma un viengabala ražošanai nepieciešamo mašīnu izveidē tiek izmantoti pavisam citi principi. Šādu ierīču dizains, kas ir ļoti daudzpusīgs, var būt pilnīgi unikāls.

Virpu (kā arī citu kategoriju iekārtu) klasifikācija pēc automatizācijas līmeņa nozīmē to iedalīšanu šādos veidos:
- manuālie modeļi, visas darbības, ar kurām tiek veiktas manuālā režīmā;
- pusautomātiska, kurā daļa tehnoloģisko darbību (sagataves iestatīšana, ierīces iedarbināšana, gatavās daļas noņemšana) tiek veiktas manuāli (visas pārējās darbības, kas saistītas ar palīgdarbībām, tiek veiktas automātiski);
- automātiskie, kuru darbībai nepieciešams tikai iestatīt apstrādes parametrus, visas pārējās darbības veic neatkarīgi, saskaņā ar doto programmu;
- CNC metāla griešanas vienības (visus procesus šādās mašīnās kontrolē īpaša programma, kas satur kodētu skaitlisko vērtību sistēmu);
- metāla griešanas iekārtas, kas pieder elastīgo automatizēto moduļu kategorijai.
Metāla griešanas mašīnu redzamākie pārstāvji ir CNC iekārtas, kuru darbību kontrolē speciāla datorprogramma. Šāda programma, kuru tās operators ievada iekārtas atmiņā, nosaka gandrīz visus vienības parametrus: vārpstas ātrumu, apstrādes ātrumu utt.
Visu veidu metālapstrādes mašīnas, kas aprīkotas ar CNC sistēmu, satur šādus tipiskus elementus.
- Operatora pults (vai konsole), caur kuru mašīnas atmiņā tiek saglabāta datorprogramma, kas kontrolē tās darbību. Turklāt ar šādas tālvadības pults palīdzību var veikt arī visu iekārtas parametru manuālu vadību.
- Kontrolieris - svarīgs elements CNC sistēma, ar kuras palīdzību tiek ģenerētas ne tikai vadības komandas, kas tiek pārraidītas uz iekārtas darba elementiem, un tiek kontrolēta to izpildes pareizība, bet arī visas nepieciešamie aprēķini. Atkarībā no agregāta modeļa sarežģītības pakāpes tā aprīkojuma kontrolierim var izmantot gan jaudīgu kompresoru, gan parasto mikroprocesoru.
- Ekrāns vai displejs, kas darbojas kā operatora komandu un vadības panelis. Šāds elements ļauj reāllaikā uzraudzīt metāla griešanas mašīnas darbību, kontrolēt apstrādes procesu un, ja nepieciešams, ātri mainīt parametrus un iestatījumus.
Metālapstrādes mašīnu, kas aprīkotas ar CNC sistēmu, darbības princips ir vienkāršs. Iepriekš tiek uzrakstīta programma, kurā ņemtas vērā visas prasības konkrētas sagataves apstrādei, pēc tam operators to ievada mašīnas kontrollerī, izmantojot īpašu programmētāju. Šādā programmā iegultās komandas tiek dotas iekārtas darba elementiem, un pēc to izpildes iekārta automātiski izslēdzas.
Metāla griešanas mašīnu izmantošana, kas aprīkota ar ciparu programmas vadība, ļauj veikt apstrādi ar augstu precizitāti un produktivitāti, kas ir iemesls to aktīva lietošana aprīkot rūpniecības uzņēmumi ražo produktus lielās sērijās. Šādas vienības ir saistītas ar augsts līmenis to automatizācija ir lieliski integrēti lielās automatizētās līnijās.
Mašīnu dizains
Visām mašīnām, kas pieder pie metālapstrādes kategorijas, ir daudz kopīgas iezīmes tā dizainā. Faktiski šādu vienību ierīcei un tehniskajiem parametriem ir jānodrošina divu veidu tehnoloģisko kustību pareiza izpilde:
- padeves kustība, ko veic griešanas ierīce vai pati sagatave;
- kustība, ar kuru tiek veikta griešana.
Lai veiktu šīs kustības, kā arī nodrošinātu visu pārējo metālapstrādes iekārtu elementu darbības stabilitāti, tā konstrukcijā ir iekļauti šādi darba korpusi:
- vadības sistēma, kas atbild par mašīnas iedarbināšanu un apturēšanu, uzrauga visus tās darbības parametrus;
10.09.2011 18:36
Mūsdienu mašīnbūves un instrumentu ražošanas ražošanā visizplatītākais iekārtu veids bija apstrādes mašīnas Būvmateriāli ar skaidu noņemšanu. Darbgaldu klasifikācija, kas pieņemta vēl PSRS, balstījās uz sagatavju apstrādes tehnoloģisko metodi, ko raksturo apstrādājamo virsmu veids, darbgaldu tips un tips. griezējinstruments. Dažādas mehāniski apstrādātas detaļas un izmantotās apstrādes metodes noteica daudzu darbgaldu veidu un modeļu pastāvēšanu vispārējā inženierija(precīzas mērinstrumentu iekārtām vēl nav skaidras klasifikācijas sistēmas, ko pieņem standarts).
Visizplatītākie metāla griešanas mašīnu veidi
Atkarībā no ar tām veiktā darba rakstura un izmantotajiem griezējinstrumentiem mašīnas tiek sadalītas (klasificētas) grupās. Saskaņā ar PSRS Maskavas Metāla griešanas darbgaldu Eksperimentālās pētniecības institūta (ENIMS) piedāvāto klasifikāciju visi sērijveidā ražotie darbgaldi tika sadalīti 11 grupās. Katra no šīm mašīnu grupām, savukārt, ir sadalīta desmit šķirnēs (tipos) 0-10 atbilstoši šādām galvenajām iezīmēm:
- iekārtas tehnoloģiskās īpašības (pīlings, apdare);
- automatizācijas pakāpe;
- svarīgāko darba ķermeņu (vai instrumentu) skaits un to izvietojums utt. Katram tipam ir 10 standarta izmēri.
Nulles grupas un nulles tipa mašīnas ir rezervētas.
Darbgaldu grupas
- Nulles grupa un nulles tipa mašīnas ir gaidīšanas režīmā.
- Pirmā grupa - virpas(attēlā 1. - 6. pozīcija) šajā grupā ietilpst mašīnas, kas paredzētas rotācijas virsmu apstrādei. Apstrādājot šīs grupas iekārtās, griešanas kustība ir saistīta ar sagataves rotāciju.
- Otrā grupa - urbjmašīnas(attēlā 7. - 10. pozīcijas). Šīs grupas mašīnu galvenais mērķis ir apaļo caurumu apstrāde daļā. Griešanas kustība nāk no darbgalda rotācijas. Dažos šīs grupas mašīnu veidos kustība tiek nodrošināta, pārvietojot galdu ar fiksēto daļu.
- Trešā grupa - slīpmašīnas(attēlā 20-24 pozīcijas). Šajā mašīnu grupā apstrāde tiek veikta, izmantojot abrazīvus slīpripas.
- Ceturtā grupa - frēzmašīnas(attēlā 11-14 pozīcijas). Šajā mašīnu grupā apstrāde (griešana) tiek veikta, izmantojot frēzes.
- Piektā grupa - ēvelēšanas mašīnas(attēlā 15-17 pozīcijas). Šajā mašīnu grupā ietilpst mašīnas, kuru kopīgā iezīme ir griezēja vai sagataves taisnas turp un atpakaļ kustības izmantošana kā griešanas kustība.
- Sestā grupa - caururbšanas mašīnas (attēlā 18. un 19. pozīcija). Šajā grupā ietilpst darbgaldi, kas izmanto caururbšanu kā griezējinstrumentu.
- Septītā grupa - pulēšanas un apdares mašīnas.Šīs grupas vienojošais faktors ir abrazīvie griezējinstrumenti: abrazīvās lentes, pulveri, pastas, abrazīvie stieņi.
- Astotā grupa - zobratu mašīnas. Šī mašīnu grupa ir paredzēta riteņu zobu apstrādei, šeit ietilpst arī zobratu slīpmašīnas.
- Devītā grupa - vītņu griešanas mašīnas.Šī mašīnu grupa ir paredzēta diegu ražošanai (izņemot virpas).
- Desmitā grupa - dažādas un palīgmašīnas. Darbgaldi, kas nav iekļauti citās grupās.
Šī klasifikācija ļauj katrai sērijveida ražošanas iekārtai piešķiriet koda numuru(indekss) - tipa un modeļa simbols. Indekss sastāv no trīs līdz četriem cipariem: pirmais cipars norāda grupu, otrais - mašīnas veidu (šķirni) šīs grupas ietvaros, trešais un ceturtais - raksturo vienu no svarīgākajiem iekārtas vai sagataves izmēriem. Lielie burti pēc pirmā cipara norāda iekārtas jaunināšanu. Burts aiz visiem cipariem norāda uz mašīnas pamata modeļa modifikāciju (modifikāciju) vai tehnoloģiskās īpašības to (piemēram, palielināta precizitāte). Piemēram, atšifrēsim mašīnas mod apzīmējumu. 3740. Skaitlis 3 nozīmē, ka iekārta pieder pie slīpmašīnu grupas; cipars 7 norāda tā veidu - virsmas slīpēšana ar apaļais galds; pēdējie divi cipari norāda lielāko galda diametru - 400 mm. Mašīnas mod. 2135: numurs 2 nozīmē, ka otrās grupas mašīna (urbšana), numurs 1 - vertikāla, 35 - maksimāli pieļaujamā nominālais diametrs urbšana vidējas stiprības tēraudā 650 MPa. Modelis 2H135 ir modernizēta iekārta.
Lai apzīmētu specializēto un speciālo darbgaldu modeļus PSRS, katrai darbgaldu rūpnīcai tika piešķirts indekss ar vienu vai diviem burtiem. Šie burti ir papildināti ar cipariem, kas norāda ražotās speciālās mašīnas sērijas numuru (piemēram, AM - Minskas automātisko līniju rūpnīca; MP - Kirova vārdā nosauktā Minskas darbgaldu rūpnīca; MK - Maskavas darbgaldu rūpnīca "Sarkanais proletārietis" utt.).
Pēc universāluma un specializācijas pakāpes izšķir mašīnas
- universāls vai vispārīgs mērķis, uz kura tiek veiktas dažādas operācijas dažādu nomenklatūras detaļu apstrādei (skrūvju griešanas virpa, griežamā u.c.);
- specializēts - viena vai dažu nosaukumu detaļu apstrādei, līdzīgas konfigurācijas, bet kurām ir dažādi izmēri, ko izmanto galvenokārt masveida ražošanā;
- īpašs - viena standarta izmēra vienas daļas vai detaļu apstrādei, ko izmanto masveida ražošanā, dažreiz liela apjoma ražošanā.
Atkarībā no masas vispārējās inženierijas metāla griešanas mašīnas tiek iedalītas kategorijās
- viegls - līdz 1 tonnai
- vidēja - līdz 10 tonnām
- smags - virs 10 tonnām
Un pēdējie, savukārt, lielās - 10-30 tonnas, faktiski smagas - 30-100 tonnas un īpaši smagas (unikālas) - vairāk nekā 100 tonnas.
Pēc precizitātes pakāpes izšķir darbgaldu klases
- normāla precizitāte - H;
- paaugstināta precizitāte - P;
- augsta precizitāte - B (precizitāte);
- īpaši augsta precizitāte - A
- īpaši precīza - C ("master"-mašīnas ražotas individuāli).
Apstrādes precizitāti galvenokārt nosaka apstrādes metode un iekārtas precizitātes pakāpe. Tātad normālas precizitātes mašīnas galvenokārt paredzētas vidēja izmēra detaļu apstrādei 7.-9.kvalifikācijas ietvaros.
Darbgaldi ar programmas vadību (PU)
Darbgaldi ar programmu vadību (PU) var būt ar sistēmām cikliskā programmas vadība(CPU) vai ar ciparu vadības sistēmām(CNC). Mašīnas ar ciparu indikāciju un iepriekšēju koordinātu iestatīšanu ir iedalītas atsevišķā grupā. Mašīnās ar centrālo procesoru (modeļa apzīmējumā tiem ir indekss C) programmas nesējā tiek ievadīta tikai tehnoloģiskā informācija, un uz mašīnas tiek nodrošināta izmēru regulēšana ar pieturām. CNC iekārtās (indeksi F2, FZ, F4) vadība tiek veikta no programmas nesēja, kurā tiek iekodēta gan tehnoloģiskā, gan izmēru informācija. Darbgaldiem ar ciparu indikāciju un iepriekšēju koordinātu iestatīšanu (indekss F1) ir elektroniska ierīce, kas iestata apstrādājamās virsmas punktu koordinātas, un šķērsgalds tiek nogādāts vajadzīgajā pozīcijā. Šķērsgaldam ir atgriezeniskās saites sensors, katra momentānā tabulas pozīcija tiek parādīta uz tālvadības pults (digitālā indikācija). Šajās mašīnās (visbiežāk urbšanas mašīnās) parasti izmanto vai nu iepriekšēju koordinātu kopu, vai digitālo indikāciju. Priekš kopējais novērtējums mašīnas kvalitātei izmantojiet tehnisko un ekonomisko rādītāju sistēmu. Starp svarīgākajiem rādītājiem, kas nosaka mašīnas konstrukcijas nevainojamību salīdzinājumā ar citām līdzīga mērķa iekārtām, ir: produktivitāte, apstrādes precizitāte, automatizācijas pakāpe, izgatavojamība, metāla patēriņš, nospiedums, izmaksas.
Metāla griešanas mašīnas atkarībā no mērķa iedala deviņās galvenajās grupās. Tie ietver šādas ierīces:
1. pagriežot- visu veidu virpošanas grupas virpas (marķējumā tās apzīmē ar skaitli "1");
2. urbšana un urbšana- mašīnas urbšanai un urbšanai (grupa "2");
3. slīpēšana, pulēšana, apdare- metāla griešanas mašīnas apdares, slīpēšanas, asināšanas un pulēšanas tehnoloģiskajām operācijām (grupa "3");
4. apvienots- īpašiem nolūkiem paredzētas metāla griešanas ierīces (grupa "4");
5. griešana un zobratu griešana- mašīnas vītņoto un zobratu savienojumu elementu apstrādei (grupa "5");
6. frēzēšana- frēzēšanas mašīnas (grupa "6");
7. rievošana, ēvelēšana un caururbšana- dažādu modifikāciju metāla griešanas mašīnas, attiecīgi ēvelēšanai, rievošanai un caururbšanai (grupa "7");
8. sadalīt- iekārtas griešanas darbiem, ieskaitot zāģus (grupa "8");
9. savādāk- šādu metāla griešanas mezglu piemēri - bezcentra mizošana, zāģēšana un citi (grupa "9").
Metāla griešanas mašīnu grupas un veidi (noklikšķiniet, lai palielinātu)
Turklāt darbgaldi var būt viens no šiem veidiem:
· vairāku un vienas vārpstas, specializētās (pusautomātiskās un automātiskās), kopējošās daudzgriešanas, griežamās, urbšanas un griešanas, karuseļveida, frontālās un speciālās virpas;
iekārtas urbšanas un urbšanas tehnoloģisko operāciju veikšanai: vairāku un vienas vārpstas, pusautomātiskās, vertikālās, horizontālās un radiālās tipa urbjmašīnas, koordinātu, dimanta un horizontālā tipa urbjmašīnas, dažādi urbšanas modeļi;
· dažāda veida slīpmašīnas (plakanā, iekšējā un cirkulārā slīpēšana), rupjmašīnas un pulēšanas iekārtas, instrumentu slīpēšanas un specializētās vienības;
Metālapstrādes mašīnu veidi, kas paredzēti zobratu un vītņoto savienojumu elementu apstrādei: zobratu griešana (ieskaitot konisko riteņu apstrādei paredzētās), zobratu griešanas mašīnas cilindriskajiem zobratiem, zobratu griešana, vītņu griešana, vītņu un zobratu slīpēšana, zobratu apdare, testēšana, vītne frēzēšana, ierīces zobu galu un tārpu pāru elementu apstrādei;
· frēzēšanas grupai piederošās metāla griešanas mašīnas: konsoles (vertikālie, horizontālie un universālie modeļi) un bezkonsoles (vertikālās ierīces, garengriezuma, kopēšanas un gravēšanas modeļi);
ēvelēšanas iekārtas un modeļi līdzīgiem mērķiem: gareniskās mašīnas, uz kurām ir uzstādīts viens vai divi statīvi; horizontālās un vertikālās atvēršanas ierīces;
griešanas iekārtas: aprīkotas ar abrazīvu riteni vai gludu metāla disku, dažādu konstrukciju griezēju vai zāģiem (lentes, ripzāģa, metāla zāģa); pareizas griešanas veidu metālapstrādes mašīnas;
Cita veida mašīnas metāla sagatavju apstrādei: sadalīšana, izmanto urbju un slīpripu vadīšanai, vīlēšanai, balansēšanai, iztaisnošanai un bezcentriskai rupjmašīnai, zāģēšanai.
Vertikālā frēzmašīna - viena no plašas frēzēšanas grupas pārstāvjiem
Metāla griešanas mašīnu klasifikācija tiek veikta arī pēc šādiem parametriem:
· pēc svara un aprīkojuma gabarītu izmēriem: liels, smags un unikāls;
Pēc specializācijas līmeņa: mašīnas, kas paredzētas tāda paša izmēra sagatavju apstrādei - īpašas; daļām ar dažādu, bet vienādu izmēru - specializētas; universālas ierīces, uz kurām var apstrādāt jebkura izmēra un formas detaļas;
· pēc apstrādes precizitātes pakāpes: paaugstināts - P, normāls - N, augsts - B, īpaši augsta precizitāte - A; arī atšķirt mašīnas, kurās var veikt īpaši precīzu apstrādi - C, tās sauc arī par precizitāti.
Mašīnas marķēšana
Metāla sagatavju apstrādei paredzēto iekārtu klasifikācija liecina, ka, redzot tās marķējumu, jebkurš speciālists uzreiz varēs pateikt, kura metāla griešanas mašīna viņam priekšā. Šis marķējums satur alfabēta un ciparu rakstzīmes, kas norāda ierīces individuālās īpašības.
Pirmais cipars ir grupa, kurai pieder metāla griešanas mašīna, otrais ir ierīces veids, tā tips, trešais (un dažos gadījumos ceturtais) ir galvenās vienības izmērs.
Metāla griešanas mašīnu marķējuma atšifrēšana
Pēc modeļa marķējumā norādītajiem cipariem var būt burti, kas nosaka, vai metāla griešanas mašīnas modelim ir īpašas īpašības. Šādi ierīces raksturlielumi var ietvert tās precizitātes līmeni vai norādes uz modifikāciju. Bieži vien mašīnas apzīmējumā burts ir atrodams jau aiz pirmā cipara: tas norāda, ka jūsu priekšā ir modernizēts modelis, kura tipiskajā dizainā ir veiktas kādas izmaiņas.
Piemēram, jūs varat atšifrēt mašīnas 6M13P marķējumu. Cipari šajā apzīmējumā norāda, ka mums ir pirmā tipa (“1”) frēzmašīna (“6”), kas pieder pie 3. standarta izmēra (“3”) un ļauj apstrādāt ar paaugstinātu precizitāti (burts “P” ). Burts "M", kas atrodas šīs ierīces marķējumā, norāda, ka tā ir modernizēta.
Automatizācijas līmeņi
Virpas veidus, kā arī ierīces jebkuram citam mērķim, ko izmanto masveida un lielapjoma ražošanā, sauc par agregātu. Šo nosaukumu viņi ieguva tāpēc, ka ir montēti no viena veida mezgliem (mezgliem): gultām, darba galvām, galdiem, vārpstas blokiem un citiem mehānismiem. Maza apjoma un viengabala ražošanai nepieciešamo mašīnu izveidē tiek izmantoti pavisam citi principi. Šādu ierīču dizains, kas ir ļoti daudzpusīgs, var būt pilnīgi unikāls.
CNC virpa
Virpu (kā arī citu kategoriju iekārtu) klasifikācija pēc automatizācijas līmeņa nozīmē to iedalīšanu šādos veidos:
1. manuāli modeļi, ar kuriem visas darbības tiek veiktas manuālajā režīmā;
2. pusautomātiskais, kurā daļa tehnoloģisko darbību (sagataves iestatīšana, ierīces iedarbināšana, gatavās daļas noņemšana) tiek veikta manuālajā režīmā (visas pārējās darbības, kas saistītas ar palīgdarbībām, notiek automātiskajā režīmā);
3. automātiskās, kuru darbībai nepieciešams tikai iestatīt apstrādes parametrus, visas pārējās darbības veic patstāvīgi, saskaņā ar norādīto programmu;
4. CNC metāla griešanas agregāti (visus procesus šādās iekārtās kontrolē speciāla programma, kas satur kodētu skaitlisko vērtību sistēmu);
5. metāla griešanas iekārtas, kas ietilpst elastīgo automatizēto moduļu kategorijā.
Metāla griešanas mašīnu redzamākie pārstāvji ir CNC iekārtas, kuru darbību kontrolē speciāla datorprogramma. Šāda programma, kuru tās operators ievada iekārtas atmiņā, nosaka gandrīz visus vienības parametrus: vārpstas ātrumu, apstrādes ātrumu utt.
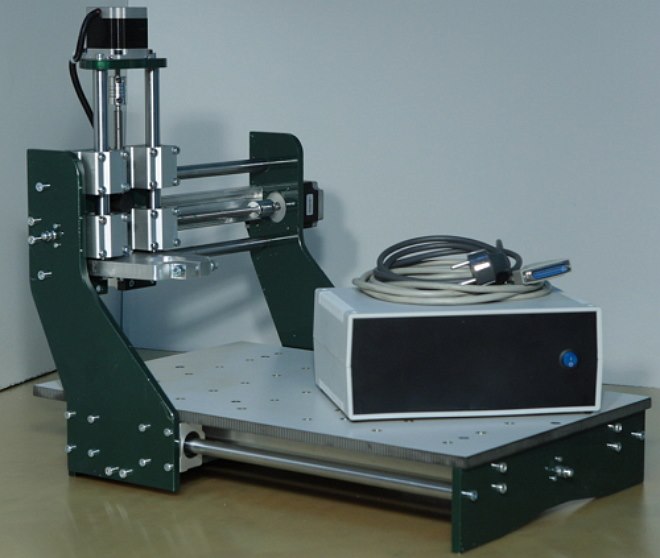
CNC var aprīkot pat ar viskompaktāko galddatora mašīnas
Visu veidu metālapstrādes mašīnas, kas aprīkotas ar CNC sistēmu, satur šādus tipiskus elementus.
· Operatora pults (vai konsole), caur kuru mašīnas atmiņā tiek saglabāta datorprogramma, kas kontrolē tās darbību. Turklāt ar šādas tālvadības pults palīdzību var veikt arī visu iekārtas parametru manuālu vadību.
· Kontrolieris ir svarīgs CNC sistēmas elements, ar kura palīdzību ne tikai tiek veidotas vadības komandas, kas tiek pārraidītas uz iekārtas darba elementiem un tiek kontrolēta to izpildes pareizība, bet arī tiek veikti visi nepieciešamie aprēķini. izgatavots. Atkarībā no agregāta modeļa sarežģītības pakāpes tā aprīkojuma kontrolierim var izmantot gan jaudīgu kompresoru, gan parasto mikroprocesoru.
· Ekrāns vai displejs, kas darbojas kā operatora komandu un vadības panelis. Šāds elements ļauj reāllaikā uzraudzīt metāla griešanas mašīnas darbību, kontrolēt apstrādes procesu un, ja nepieciešams, ātri mainīt parametrus un iestatījumus.
Metālapstrādes mašīnu, kas aprīkotas ar CNC sistēmu, darbības princips ir vienkāršs. Iepriekš tiek uzrakstīta programma, kurā ņemtas vērā visas prasības konkrētas sagataves apstrādei, pēc tam operators to ievada mašīnas kontrollerī, izmantojot īpašu programmētāju. Šādā programmā iegultās komandas tiek dotas iekārtas darba elementiem, un pēc to izpildes iekārta automātiski izslēdzas.
Ar ciparu vadību aprīkotu darbgaldu izmantošana ļauj veikt apstrādi ar augstu precizitāti un produktivitāti, kas ir iemesls to aktīvai izmantošanai, lai aprīkotu rūpniecības uzņēmumus, kas ražo produktus lielās partijās. Šādas vienības, pateicoties to augstajam automatizācijas līmenim, ir lieliski integrētas lielās automatizētās līnijās.
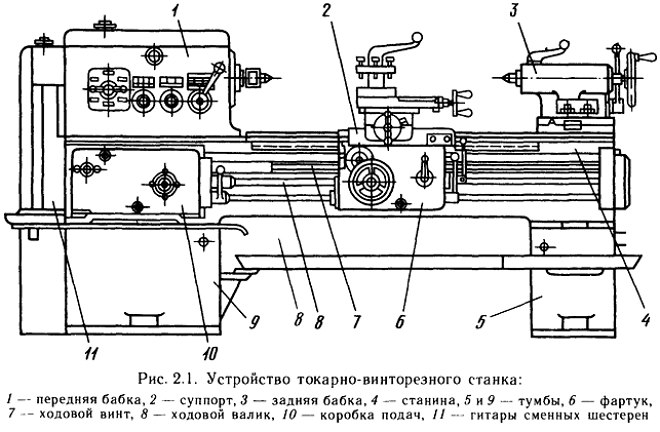
Skrūvju griešanas virpas iekārta
Mašīnu dizains
Visām iekārtām, kas pieder pie metālapstrādes kategorijas, to dizainā ir daudz kopīgu iezīmju. Faktiski šādu vienību ierīcei un tehniskajiem parametriem ir jānodrošina divu veidu tehnoloģisko kustību pareiza izpilde:
padeves kustība, ko veic griešanas ierīce vai pati sagatave;
Kustība, ar kuru tiek veikta griešana.
Lai veiktu šīs kustības, kā arī nodrošinātu visu pārējo metālapstrādes iekārtu elementu darbības stabilitāti, tā konstrukcijā ir iekļauti šādi darba korpusi:
vadības sistēma, kas atbild par mašīnas iedarbināšanu un apturēšanu, uzraugot visus tās darbības parametrus;
mezgls, ar kura palīdzību kustība no elektromotora tiek pārveidota un pārraidīta uz izpildmehānismu;
Pati piedziņa, kas var būt elektriska, mehāniska, pneimatiska vai hidrauliska.
Metāla griešanas mašīna ir iekārta, kas paredzēta sagatavju apstrādei, lai izveidotu noteiktas virsmas, noņemot skaidas vai plastiski deformējot. Apstrādi galvenokārt veic, griežot ar asmeni vai abrazīvu instrumentu. Darbgaldi tiek izmantoti arī detaļas virsmas izlīdzināšanai, virsmas velmēšanai ar rullīšiem. Metālapstrādes mašīnas veic nemetālisku materiālu, piemēram, koka, tekstolīta, neilona un citu plastmasu griešanu. Speciālās mašīnas apstrādā arī keramiku, stiklu un citus materiālus.
Metālapstrādes mašīnas tiek klasificētas pēc dažādiem kritērijiem atkarībā no apstrādes veida, izmantotā griezējinstrumenta un izkārtojuma.
Visizplatītākie metāla griešanas mašīnu veidi
Klasifikācija
Metāla griešanas mašīnas atkarībā no veiktā darba rakstura un izmantoto griezējinstrumentu veida iedala 11 grupās (skat. attēlu).
- Virpu grupa(poz. 1 - 6) sastāv no mašīnām, kas paredzētas rotācijas virsmu apstrādei. Šīs grupas mašīnu vienojošā iezīme ir sagataves rotācijas kustības izmantošana kā griešanas kustība.
- Urbjmašīnu grupa(7. - 10. poz.) ietver arī urbšanas iekārtas. Šīs mašīnu grupas vienojošā iezīme ir to mērķis - apaļo caurumu apstrāde. Griešanas kustība ir instrumenta rotācijas kustība, ko parasti pavada arī padeves kustība. Horizontālās urbšanas iekārtās padevi var veikt arī, pārvietojot galdu kopā ar sagatavi.
- Slīpmašīnu grupa(poz. 20 - 24) ir apvienota, pamatojoties uz abrazīvu slīpripu izmantošanu kā griezējinstrumentu.
- Pulēšanas un apdares mašīnu grupa kombinēti, pamatojoties uz abrazīvu stieņu, abrazīvu lentu, pulveru un pastu izmantošanu kā griezējinstrumentu.
- Zobratu mašīnu grupa ietver visas mašīnas, kuras izmanto riteņu zobu apstrādei, ieskaitot slīpēšanu.
- Frēzmašīnu grupa(11. - 14. poz.) sastāv no mašīnām, kas izmanto vairāku asmeņu instrumentus - frēzes kā griezējinstrumentu.
- Ēvelu grupa(15. - 17. poz.) sastāv no mašīnām, kurās kā griešanas kustība tiek izmantota griezēja vai sagataves taisnvirziena turp un atpakaļ kustība.
- Griešanas mašīnu grupa ietver visu veidu mašīnas, kas paredzētas velmētu materiālu (stieņu, leņķu, kanālu uc) griešanai un zāģēšanai.
- Atvēršanas mašīnu grupa(vīnogulājiem 18 un 19) ir viens kopīga iezīme: izmantot kā griezējinstrumentu speciālajiem vairāku asmeņu instrumentiem - atstarpēm.
- Vītņu mašīnu grupa ietver visas mašīnas (izņemot virpošanas grupas mašīnas), kas īpaši paredzētas vītņu ražošanai.
- Dažādu un palīgmašīnu grupa apvieno visas mašīnas, kas nepieder nevienai no iepriekš minētajām grupām.
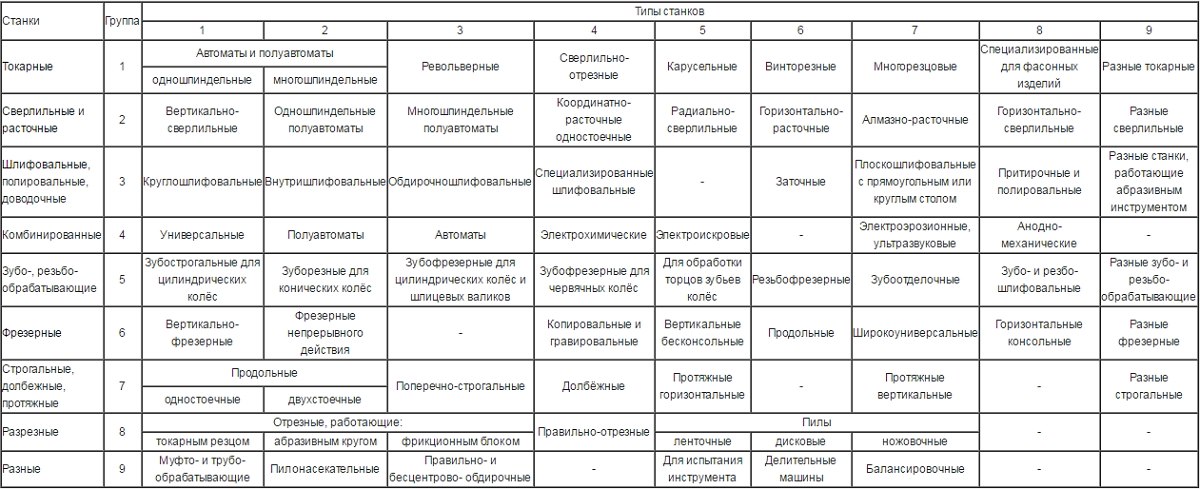
Darbgaldu figūru tabula
| Mašīnu nosaukums | Šifrs grupas |
Ievadiet kodu | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Rezerve | 0 | - | |||||||||
| Griešanās | 1 | Automātiska un pusautomātiska: | griešanās- griežas |
Urbšana- griešana |
karuselis | Pagriežot un frontālais |
Vairāku griešanas un kopēšana |
Specializēts kalts |
Savādāk pagriežot |
||
| specializēta kalts |
viens grieziens- saprātīgi |
vairāku griezienu saprātīgi |
|||||||||
| Urbšana un urbšana | 2 | - | Vertikāli- urbšana |
pusautomātiskais | Koordinātu garlaicīgi | Radiāli - urbšana |
Horizontāli - garlaicīgi |
Dimants garlaicīgi |
Horizontāli - urbšana |
Savādāk urbšana |
|
| viens grieziens- saprātīgi |
vairāku griezienu saprātīgi |
||||||||||
| Slīpēšana un apdare | 3 | Krugloshli- foval |
Intra- foval |
Pīlings- slīpēšana |
Specializēts slīpēta slīpēšana |
- | Asināšana | Virsmas slīpēšana | Pārklāšana, pulēšana, slīpēšana, apdare | Dažādi tēlaini | |
| elektro- fiziskā un elektriskā ķīmiska |
4 | - | Gaismas stars | - | elektro- ķīmiska |
elektro- dzirkstele |
- | elektro- erozija, ultraskaņas pīrsings |
anods- mehāniskā griešana |
- | |
| Zobu un vītņu apstrāde- ing |
5 | Pavediens- šautenes |
Zobratu formēšana cilindriskai apstrādei kaļķakmens riteņi |
Zobu griešana konisko riteņu apstrādei | Zobratu hobbings cilindrisku riteņu un šķelto vārpstu apstrādei |
Tārpu riteņu griešanai | Riteņu zobu galu apstrādei | bez pavedieniem graudaugi |
Zobu apdare nē, pārbaudi- nye un darbojas |
Zobs un vītne boslifoval- nye |
Dažādi zobrati un vītnes es apstrādāju - shie |
| Frēzēšana | 6 | - | Vertikāli- frēzēšanas konsoles |
frēzēšana bez pārtraukta darbība |
Gareniskā viena kolonna nye |
Kopēt- nye un grants roving |
Vertikāli- bez konsoles |
Garenvirziena divu kolonnu nye |
Konsole- frēzēšanas operācijas racionāls |
Horizonts- tal- frēzēšanas konsoles |
Dažāda frēzēšana |
| Ēvelēšana, rievošana, caurduršana | 7 | Garenvirziena | krusts ēvelēšana |
Rievojums | Gari novilkta horizontāla nye |
Izvelkama vertikāle vilkšanai | - | Dažādas ēveles | |||
| viens- plaukts |
divi- plaukts |
iekšējais | āra | ||||||||
| Sadalīt | 8 | Nogrieznis, aprīkots | Taisnība- griešana |
Zāģi | - | - | |||||
| virpošanas instruments | slīpēšana aplis |
gluds vai robains disks | lente | disks | Metalzāģis | ||||||
| Savādāk | 9 | Savienojums un caurule cīnās |
Zāģēta robaina | Taisnība- un bezcentra pīlings |
Balansēšana | Pārbaudei - instrumenti |
Dalītājs- mašīnas |
Balansētājs- militārs |
- | - | |
Mašīnu numerācija
PSRS pieņēma vienotu sistēmu simboliem mašīnas, pamatojoties uz koda (numura) piešķiršanu katram mašīnas modelim. Metāla griešanas darbgaldu numerācijas, ko izstrādājis Metāla griešanas darbgaldu Eksperimentālās pētniecības institūts (ENIMS), pamatā ir decimālā sistēma. Visas mašīnas ir sadalītas 10 grupās, katra grupa ir sadalīta 10 tipos, un katrs veids ir sadalīts 10 izmēros. Kā redzams tabulā, mašīnu grupēšana grupās numerācijas laikā notiek pēc nedaudz cita principa nekā klasifikācijas laikā. Katram mašīnas modelim piešķirtais numurs var sastāvēt no trim vai četriem cipariem un burtiem, un burti var atrasties aiz pirmā cipara vai cipara beigās, piemēram: 612, 1616, 6H82, 2620, 6H12PB.
Skaitļa pirmais cipars norāda grupu, kurai tas pieder. šo mašīnu. Otrais cipars norāda mašīnas veidu šajā grupā. Trešais vai trešais un ceturtais cipars kopā norāda iekārtas nosacītu izmēru. Tā, piemēram, virpām trešais un ceturtais cipars parāda centru augstumu centimetros vai decimetros (1620, 1616, 1670); torņveida virpām un automātiem - apstrādājamo stieņu maksimālais diametrs milimetros (1336, 1125, 1265); urbjmašīnām - maksimālais urbuma diametrs mīkstā tēraudā milimetros (2A125, 2A135, 2150). Konsoles frēzmašīnām trešais cipars nosacīti norāda tabulas izmēru. Lai atšķirtu dizains vienāda izmēra mašīnas, bet ar dažādām tehniskā specifikācija, starp pirmo un otro ciparu tiek ievadīts burts. Tā, piemēram, visas 162, 1A62, 1B62, 1K62 modeļu mašīnas ir virpas ar centra augstumu 200 mm. Tomēr modeļa 162 maksimālais apgr./min ir 600, modelim 1A62-1200, 1B62-1500 un moderns modelis 1K62 ir 2000 apgr./min. Burti cipara beigās apzīmē dažādas viena un tā paša pamata modeļa mašīnu modifikācijas. Tā, piemēram, horizontālās frēzmašīnas modelis 6N82G ir vienkāršots universālās frēzmašīnas modeļa 6N82 tips, kopēšanas frēzmašīnas modelis 6N12K ir pamata vertikālās frēzmašīnas modeļa 6N12 modifikācija utt. Dažos gadījumos ceturtais cipars nozīmē arī tāda paša standarta izmēra atbrīvošanas mašīnu, bet ar uzlabotu dizainu. Piemēram, modelis 262 ir horizontāls urbšanas mašīna otrais izmērs. Līdzīga izmēra mūsdienu urbšanas mašīna jauns dizains kods sākas kā modelis 2620.
Mašīnu klasifikācija pēc veidiem.
Viena veida mašīnas var atšķirties pēc izkārtojuma (piemēram, universālā frēzēšana, horizontālā, vertikālā), kinemātikas, t.i. saišu kopums, kas pārraida kustību, dizainu, vadības sistēmu, izmērus, apstrādes precizitāti utt.
Standarti nosaka galvenos izmērus, kas raksturo katra veida mašīnas. Virpām un cilindriskām slīpmašīnām tas ir lielākais apstrādājamās detaļas diametrs, frēzmašīnām tā galda garums un platums, uz kura ir uzstādītas sagataves vai armatūra, šķērsēvelēšanas mašīnām lielākais apstrādājamās detaļas gājiens. slīdnis ar griezēju.
Viena veida mašīnu grupa, kam ir līdzīgs izkārtojums, kinemātika un konstrukcija, bet atšķirīgi pamatizmēri, veido izmēru diapazonu. Tātad saskaņā ar standartu vispārējas nozīmes zobratu griešanas mašīnām ir 12 standarta izmēri ar uzstādītā izstrādājuma diametru no 80 mm līdz 12,5 m.
Katra izmēra darbgalda konstrukciju, kas paredzēta dotajiem apstrādes apstākļiem, sauc par modeli. Katram modelim tiek piešķirts savs kods – cipars, kas sastāv no vairākiem cipariem un burtiem. Pirmais cipars norāda iekārtas grupu, otrais - tās veidu, trešais cipars jeb trešais un ceturtais cipars norāda iekārtas galveno izmēru. Piemēram, modelis 16K20 nozīmē: skrūvējamā virpa ar lielākais diametrs sagataves 400 mm. Burts starp otro un trešo ciparu nozīmē noteiktu iekārtas galvenā bāzes modeļa jauninājumu.
Darbgaldu klasifikācija pēc daudzpusības pakāpes. Ir šādas mašīnas - universālas, kuras izmanto plaša diapazona detaļu ražošanai ar lielu izmēru atšķirību. Šādas mašīnas ir pielāgotas dažādām tehnoloģiskām darbībām:
- specializētās, kas paredzētas viena veida detaļu ražošanai, piemēram, virsbūves daļas, pakāpju vārpstas līdzīgas formas, bet dažāda izmēra;
- speciālie, kas paredzēti vienas konkrētas daļas vai vienas formas izgatavošanai ar nelielu izmēru atšķirību.
Darbgaldu klasifikācija pēc precizitātes pakāpes. Mašīnas ir sadalītas 5 klasēs:
- H - normālas precizitātes mašīnas;
- П - paaugstinātas precizitātes mašīnas;
- B - augstas precizitātes mašīnas;
- A - augstas precizitātes mašīnas;
- C - īpaši precīzas vai meistarīgas mašīnas;
Modeļa apzīmējumā var būt burts, kas raksturo mašīnas precizitāti: 16K20P - palielinātas precizitātes skrūvējama virpa.
Darbgaldu klasifikācija pēc automatizācijas pakāpes. Piešķirt darbgaldus un pusautomātiskās mašīnas. Automātiska iekārta ir iekārta, kurā pēc regulēšanas visas apstrādes cikla pabeigšanai nepieciešamās kustības, ieskaitot sagatavju iekraušanu un gatavo detaļu izkraušanu, tiek veiktas automātiski, t.i. veic mašīnas mehānismi bez operatora līdzdalības.
Arī pusautomātiskais darbības cikls tiek veikts automātiski, izņemot iekraušanu un izkraušanu, ko veic operators, viņš arī iedarbina pusautomātisko mašīnu pēc katras sagataves iekraušanas.
Kompleksas automatizācijas nolūkos lielapjoma un masveida ražošanai tiek radītas automātiskās līnijas un kompleksi, kas apvieno dažādas mašīnas, bet maza apjoma ražošanai - elastīgi ražošanas moduļi (FPM).
Maza apjoma detaļu ražošanas automatizācija tiek panākta, izveidojot darbgaldus ar programmas vadību (ciklisku), modeļu apzīmējumā tiek ieviests burts C (vai ciparu burts F). Cipars aiz burta F norāda vadības sistēmas funkciju:
- F1 - iekārta ar ciparu indikāciju (ar skaitļu displeju, kas atspoguļo, piemēram, mašīnas kustīgā korpusa stāvokli) un provizorisku koordinātu kopu;
- F2 - mašīna ar pozicionālu vai taisnstūrveida sistēmu;
- F3 - mašīna ar kontūru sistēmu;
- F4 - iekārta ar universālu sistēmu pozicionālai un kontūru apstrādei, piemēram, modelis 1B732F3 - virpas ar CNC kontūrēšanas sistēmu.
Mašīnu klasifikācija pēc svara. Mašīnas ir sadalītas:
- plaušas - līdz 1 tonnai;
- vidēja - līdz 10 tonnām;
- smagas - virs 10 tonnām Smagās mašīnas iedala lielajās - no 16 līdz 30 tonnām, smagajās - no 30 līdz 100 tonnām;
- īpaši smagi - virs 100 tonnām;
Mēs arī iesakām
 Komutācijas barošanas avots: remonts un uzlabošana
Komutācijas barošanas avots: remonts un uzlabošana
 Gaismas tālvadības pults
Gaismas tālvadības pults
 Peldēšanas nodarbības pirmsskolas vecuma bērniem
Peldēšanas nodarbības pirmsskolas vecuma bērniem
 Piezīmes meistaram - mājas sadzīves signalizācija
Piezīmes meistaram - mājas sadzīves signalizācija
 Pulksteņa propelleris uz Atmega8
Pulksteņa propelleris uz Atmega8
 Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas
Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas