Iepazīstieties - džiga urbšanas mašīnas. Koordinātu urbšanas mašīna: veidi un modeļi.
Iekārtu vidū par savdabīgiem "aristokrātiem" tiek sauktas džiga urbšanas mašīnas, kas paredzētas, lai izveidotu viskritiskākās daļas - caurumus ar nelielām novirzēm to relatīvajā izvietojumā. Šādās iekārtās ir īpaša nolasīšanas ierīce, ar kuru apstrādājamo priekšmetu var pārvietot attiecībā pret instrumentu ar kļūdu, kas nepārsniedz 0,001 mm, un vadības ierīce apstrādāto detaļu izmēru noviržu pārbaudei.
Jig urbšanas mašīnas mērķis
Jig urbšanas mašīnas ir paredzētas caurumu apstrādei no centra līdz centram, attālums starp kuriem ir precīzi jāsaglabā no pamatnes virsmas taisnstūra koordinātu sistēmā, neizmantojot instrumentus instrumenta vadīšanai.
Šādas mašīnas veic urbšanu, smalko frēzēšanu, urbšanu, urbumu un urbumu iegremdēšanu, detaļu kontroli un mērīšanu, galu smalko frēzēšanu, kā arī marķēšanas darbus. Mašīnas tiek izmantotas urbumu izgatavošanai virsbūves daļās un armatūras, kā arī vadu, kam nepieciešama ievērojama precizitāte urbumu savstarpējā izvietojumā, maza apjoma, viengabala un masveida ražošanā.
Mašīnās kopā ar urbšanu tiek veikta izmēru marķēšana un pārbaude, ieskaitot attālumus līdz centram. Izmantojot mašīnas komplektācijā iekļautos rotējošos galdus, var apstrādāt polāro koordinātu sistēmā norādītos urbumus, savstarpēji perpendikulāros un slīpos urbumus, kā arī mašīnas gala virsmas.

Iekārta ir aprīkota ar optiskām nolasīšanas ierīcēm, kas ļauj saskaitīt koordinātu lieluma veselus un daļskaitļus. Tā kā urbjmašīnu ierīce ir mērīšanas mašīnas un metāla griešanas mašīnas kombinācija, strādājot ar šādām iekārtām, ir iespējams vadīt citās iekārtās apstrādātās detaļas.
Parastā darbībā vertikālā urbšanas iekārta spēj nodrošināt attālumu no centra līdz centram precizitāti koordinātu sistēmā aptuveni 0,004 milimetri. Lai iegūtu precīzāku attālumu starp urbumu centriem, džiga urbšanas iekārta ir aprīkota ar digitālo displeja ierīci, kas operatoram dod iespēju iestatīt koordinātas ar aptuveni 0,001 milimetra izšķirtspēju.
Jig urbšanas mašīnu klasifikācija
Ir džiga urbšanas mašīnas ar vienu un diviem plauktiem. To konstrukcijā ir vienas kolonnas mašīnas, šķērsgalds, kas paredzēts sagataves pārvietošanai divos virzienos, kas ir savstarpēji perpendikulāri. Galvenā kustība šeit ir vārpstas rotējošā kustība, un padeves kustība ir vārpstas vertikālā kustība.
Divu kolonnu mašīnām savā dizainā ir tabula, kas atrodas uz vadotnēm. Galds spēj pārvietot uzstādīto sagatavi X koordinātas virzienā.Kad galvas balsts kustas, vārpstas ass pārvietojas attiecībā pret izstrādājumu, kas uzstādīts uz galda Y koordinātas virzienā.

Pamatojoties uz automatizācijas līmeni, džiga urbšanas iekārtas tiek iedalītas mašīnās ar CNC, digitālo displeju un koordinātu komplektu, kā arī ar automātisku sagatavju un instrumentu maiņu, kas ļauj veikt dažādas frēzēšanas darbi ar augstu precizitātes līmeni.
Atkarībā no darījumu veida, dizaina iezīmes un mērķis, džiga urbšanas mašīnas ir universālas un specializētas. Universālās mašīnas savukārt iedala horizontālās urbšanas mašīnās un apdares urbšanas iekārtās. Vissvarīgākais parametrs visu veidu darbgaldiem ir urbšanas vārpstas diametrs.
Koordinātu aprēķina mašīnu modeļi
Populārajiem džiga urbšanas mašīnu modeļiem to dizainā ir taisnstūra galds ar šķērsvirziena un garenvirziena kustību. Tiek nodrošināta vārpstas galvas regulēšanas kustība. Tiek veikta galda paātrināta un darba kustība šķērsvirzienā un garenvirzienā elektriskās piedziņas ar visplašāko regulēšanas diapazonu, kas ļauj palielināt džiga urbšanas mašīnas stingrību un produktivitāti frēzēšanas laikā. Ļaujiet mums sīkāk apsvērt populāro džiga urbšanas mašīnu modeļu tehniskos parametrus.
Jig urbšanas mašīna 2a450
2a450 džiga urbšanas mašīnas izmēri, ieskaitot slidkalniņa un galda gājienu, ir 2670x3305x2660 milimetri. Galda darba virsmas izmēri ir 1100 x 630 milimetri. Mašīnas svars, neskaitot piederumu un elektrības skapja masu, ir 7300 kilogrami. Ar šo iekārtu ir iespējams sasniegt maksimālo urbuma diametru 30 milimetrus un maksimālo urbumu 250 milimetrus, izmantojot izstrādājumu, kura maksimālais svars ir 600 kilogrami. Vārpstas ātrums sasniedz 50-2000 apgr./min, izstrādājuma kustības ātrums frēzēšanas laikā sasniedz 30-200 apgr./min. Izmantojot džiga urbšanas mašīnu 2a450, elektromotora jauda sasniedz 4,5 VKt, griešanās frekvence ir 1800 apgr./min.
Jig urbšanas mašīna 2d450
2d450 džiga urbšanas mašīnai ir šādi izmēri (ar slīdni un galda gājienu) - 3305 x 2705 x 2800 milimetri. Darba virsmas izmēri ir 1100x630 milimetri. Mašīnas svars bez elektrības skapja un nepieciešamajiem piederumiem ir 7800 kilogrami. Lielākais urbuma diametrs ir 250 milimetri, savukārt ir iespējams izmantot produktu ar svaru līdz 600 kilogramiem. Vārpstas ātrums ir 50-2000 minūtē. Mašīnai uzstādītā elektromotora jauda ir 2 VKt, griešanās ātrums ir 700 apgr./min.
Koordinātu urbšanas iekārta 2v440a
2v440a džiga urbšanas mašīnas izmēri, ieskaitot slīdni un galda gājienu, ir 2520x2195x2430 milimetri. Galda darba virsmas garums ir 800, bet platums - 400 milimetri. Mašīnas masa ar ārējiem piederumiem ir 3630 kilogrami. Izmantojot 2v440a džiga urbšanas iekārtu, ir iespējams sasniegt maksimālo urbuma diametru cietā materiālā 25 milimetrus un maksimālo urbšanas diametru 250 milimetrus, izmantojot izstrādājumus, kuru maksimālais svars ir 320 kilogrami. Vārpstas ātruma robeža sasniedz 50-2000 apgr./min, elektromotora jauda 2,2 WK, griešanās ātrums 800 apgr./min.

Jig urbšanas mašīna 2431
Modelim 2431 ir gabarīti - 1900x1445x2435 milimetri un svars bez elektroiekārtas - 2510 kilogrami. Elektriskās iekārtas masa 2431 džiga urbšanas mašīnai ir 420 kg un piederumu komplekts 380 kg. Galda darba virsmas izmēri - 560 x 320 milimetri. Izmantojot šo modeli, tiek sasniegts maksimālais urbšanas diametrs 18 milimetri un maksimālais urbšanas diametrs 125 milimetri, ja tiek izmantoti izstrādājumi ar maksimālo svaru 250 kilogrami. Vārpstas apgriezienu skaita ierobežojums minūtē ir no 75 līdz 3000 apgr./min, elektromotoru kopējā jauda ir 2,81 WK, galvenā motora jauda ir 2,2 KW.
Jig urbšanas mašīna 2421
2421 džiga urbšanas mašīnas izmēri ir 900 x 1615 x 2207 milimetri. Darbvirsmas izmēri ir 450x250 milimetri. Mašīnas masa ar piederumu komplektu ir 1610 kilogrami. Izmantojot šo modeli, ir iespējams sasniegt maksimālo urbuma diametru cietā materiālā 12 milimetru un maksimālo urbumu 80 milimetrus, ja tiek izmantoti izstrādājumi, kuru maksimālais svars ir 150 kilogrami. Vārpstas apgriezienu skaits svārstās no 135 līdz 3000 apgr./min. Elektromotora jauda - 10 VKt.
Tādējādi džiga urbšanas mašīnas veic vissvarīgāko funkciju - urbumu veidošanu un to noviržu kontroli. Iekārta ir aprīkota ar digitālo indikācijas ierīci, kas ļauj operatoram iestatīt koordinātas ar izšķirtspēju 0,001 mm, kā arī nolasīšanas ierīcēm koordinātu lieluma veselo skaitļu un daļdaļu nolasīšanai.
Ievads
1. Dzinēju urbšanas iekārtu iekārta un darbības princips
2. Kritēriju aprēķins
2.2. Kritēriju aprēķināšana
3. Jig urbšanas iekārtu attīstības perspektīvas
Secinājums
Bibliogrāfija
Ievads
Urbšanas mašīnas ir paredzētas detaļu apstrādei vienas un partijas ražošanā. Tas ir universālas mašīnas, uz kuriem iespējams veikt rupju un smalku urbumu urbšanu, ārējo cilindrisko virsmu un urbumu galu apgriešanu, urbumu urbšanu, iegremdēšanu un rīvēšanu, frēzēšanas plaknes, vītņošanu un citas darbības. Liela dažādība dažāda veida apstrāde, kas tiek veikta uz urbšanas iekārtām, vairākos gadījumos ļauj pabeigt detaļas apstrādi, nepārkārtojot to uz citām mašīnām, kas ir īpaši svarīgi smagajai inženierijai.
raksturīga iezīme urbšanas mašīnas ir horizontālas (vai vertikālas) vārpstas klātbūtne, kas veic aksiālu padeves kustību. Piestiprināts pie vārpstas griezējinstruments- urbšanas stienis ar frēzēm, urbis, iegremdētājs, frēze, krāns utt. Plaši tiek izmantotas urbšanas mašīnas ar programmas vadību, kas samazina to pārslēgšanas laiku, paaugstina darba ražīgumu un apstrādes kvalitāti.
Atkarībā no veikto darbību rakstura, mērķa un konstrukcijas īpatnībām urbšanas mašīnas tiek iedalītas universālajās un specializētajās. Savukārt universālās mašīnas iedala horizontālajā urbšanā, džiga urbumā un dimanta urbumā (apdares urbumā). Visu veidu darbgaldiem nozīmīgākais parametrs, kas nosaka visus galvenos iekārtas izmērus, ir urbšanas vārpstas diametrs.
1. Koordinātu urbšanas mašīnu iekārta un darbības princips
darbgaldi
Koordinātu urbšanas mašīnas ir paredzētas urbumu apstrādei ar precīzām koordinātām. Šāda veida mašīnām ir divas versijas: vienas kolonnas (1. att., a) un divu kolonnu (1. att., b). Vienas koordinātu urbšanas mašīnas galvenās daļas ir rāmis 1, statīvs 2, urbšanas galva 3, galds ar ragaviņām 4. Divu koordinātu urbšanas iekārtai 2E470A ir šādas galvenās daļas: rāmis 1, statīvi. 2, urbšanas galviņas 3, traverss 4, darba galds 5.
Apstrādājamā detaļa ir piestiprināta pie galda plaknes, griezējinstruments ir fiksēts urbšanas galviņu vārpstā. Atkarībā no sagataves augstuma traversa un urbšanas galva ir iestatīta noteiktā augstumā un fiksēta. Vārpstas iestatīšana uz norādītajām koordinātām tiek veikta, pārvietojot galdu divos savstarpēji perpendikulāros virzienos (strādājot ar vienas kolonnas mašīnu) vai pārvietojot galdu garenvirzienā pa gultas vadotnēm un urbšanas galvu šķērsvirzienā. virziens pa traversu (ja tiek strādāts ar divu kolonnu portāla tipa mašīnu). Jig urbšanas mašīnu projektēšanas, uzstādīšanas un apkopes iezīmes ir šādas:
koriģējošu ierīču klātbūtne, kas kompensē vadošās skrūves soļa kļūdu (vecākiem mašīnu modeļiem);
optisko ierīču izmantošana koordinātu nolasīšanai; rullīšu vadotņu izmantošana, kas uztver ragavu, galda, izstrādājuma masu un griešanas spēku;
augsta precizitāte detaļu apstrādei un mezglu montāžai un augstas kvalitātes apstrādāta virsma; laba vibrācijas izturība un masīvs pamats; pastāvīga istabas temperatūra (20
1,5) C;mašīnu apkalpojošo strādnieku augsta kvalifikācija; minimālās un regulētās piemaksas bedrīšu apstrādei.
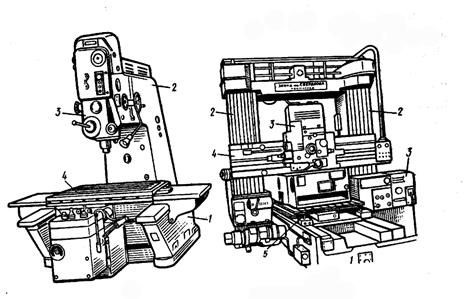
1. att. Koordinātu urbšanas mašīnas:
a - viena kolonna: 1 - gulta, 2 - statīvs, 3 - urbšanas galva, 4 - galds ar ragaviņām;
b - divu kolonnu: 1 - gulta, 2 - statīvi, 3 - urbšanas galviņas, 4 - traversa, 5 - darbvirsma
Vienas kolonnas vertikālās džiga urbšanas mašīnas ir paredzētas urbumu apstrādei ar precīzām asīm, kuru izmēri ir norādīti taisnstūra koordinātu sistēmā.
Turklāt mašīna ir iespējama arī:
diegu griešana;
Virsmu smalka frēzēšana ar malas vai gala frēzēm;
apgriezt galus;
Detaļu lineāro izmēru marķēšana un kontrole.
Rotējošie galdi, kas tiek piegādāti kopā ar mašīnām, ļauj apstrādāt polāro koordinātu sistēmā norādītos urbumus, kā arī savstarpēji perpendikulārus un slīpus urbumus un plaknes.
Normālos darbības apstākļos iekārtas nodrošina attālumu no centra līdz centram precizitāti, apstrādājot taisnstūra koordinātu sistēmā līdz 0,06 mm.
Mašīnas ir aprīkotas ar dažādiem instrumentiem un piederumiem urbumu urbšanai, vītņu griešanai, frēzēšanai un marķēšanai:
munīcija:
Ieliktnis ar spīļu komplektu,
urbšana,
vītņots,
Garlaicīgi.
adaptera uzmavas instrumentiem ar Morzes konusu
griezēju lapenes
garlaicīgu stieņu komplekts
universāls instrumentu turētājs un instrumentu turētājs ar precīzu padevi
mikroskopa centra meklētājs, serdeņa centra meklētājs
atsperes kodols
uzstādīšanas centrs
· plašs urbšanas griezēju, urbju, rīvmetēju, frēžu, krānu klāsts.
Koordinātu urbšanas mašīna mod.2E450
Mašīnas mod. 2E450A - viena kolonna ar galda izmēriem 630x1120 mm, aprīkota ar optisko mērīšanas sistēmu ar ekrāna nolasīšanu, ierīci koordinātu iepriekšējai iestatīšanai, automātisku galda un ragavu apturēšanu iepriekš noteiktās pozīcijās, izmantojot fotoelektrisko nulles indikatoru. Garuma standarti ir plakana stikla līnijas mēri. Vārpstas griešanās periods tiek veikts no regulējama elektromotora līdzstrāva caur trīspakāpju pārnesumkārbu. Katrā posmā vārpstas apgriezienu skaits tiek bezpakāpju regulēts diapazonā no 50-2500 apgr./min. Arī vārpstas padeve ir bezgalīgi maināma, izmantojot berzes variatoru. Ir mehānisms automātiska izslēgšana vārpstas padeve noteiktā dziļumā. Tiek nodrošinātas mehāniskās galda skavas un manuāla galvas balsta iespīlēšana. Koordinātu iestatīšanas precizitāte ir 0,004 mm, urbuma diametra precizitāte ir pieļaujama ne vairāk kā 0,005 mm.
Koordinātu urbšanas mašīna mod.2D450
Vienas koordinātu urbšanas mašīnas mod. 2D450 ar galda darba virsmu 630x1120 mm. aprīkots ar optiskām ierīcēm, kas ļauj saskaitīt koordinātu lieluma veselās un daļdaļas. Mašīnu var izmantot gan instrumentu, gan ražošanas cehos precīzai detaļu apstrādei bez īpaša aprīkojuma. Normālos darbības apstākļos iekārta nodrošina 0,004 mm attāluma no centra līdz centram iestatīšanas precizitāti taisnstūra koordinātu sistēmā. un polārajā sistēmā - 5 loka sekundes. Attālumu starp urbumu asīm precizitāte, kas apstrādāta normālos apstākļos koordinātu urbšanai, 0,006 mm.
Produkta cauruma ass iestatīšana attiecībā pret vārpstas asi līdz vajadzīgajai koordinātei tiek veikta, pārvietojot galdu vai ragavas, kuru kustību kontrolē īpaša optiskā ierīce. Pēdējais ir balstīts uz precīziem lineāliem, kas fiksēti vienā korpusā uz galda (kustīgais lineāls), otrā - uz rāmja (fiksēts lineāls). Galda lineālam ir 1000 augstas precizitātes dalījumu caur 1 mm., gultas lineālam - 630 dalījumu. Sitieni tiek projicēti uz matēta ekrāna ar 75x palielinājumu. Lai novērtētu viena lineāla intervāla simtdaļas ekrāna plaknē, ir skala ar 100 iedaļām. Lai iegūtu augstas precizitātes nolasījumu, uz ekrāna ir papildu skala, kas ļauj nolasīt līdz 0,001 mm.

Rīsi. 2. Mašīnas mod. kinemātiskā shēma. 2D450
2. attēlā parādīta mašīnas mod. kinemātiskā diagramma. 2D450. Galvenās kustības ķēde nosaka vārpstas griešanos ar griezējinstrumentu, ko veic no regulējama līdzstrāvas motora 1 caur siksnas piedziņu 2-3, vārpstu I, zobratus 6-7, vārpstu II, riteņus vai 7- 10 uz vārpstu III. Vārpstas apgriezienu skaits mainās bezpakāpju režīmā, regulējot elektromotoru 1 diapazonā no 700-2800 apgr./min. Divpakāpju pārnesumkārbas ātruma posmu pārslēgšana tiek veikta ar rokratu 11 caur ķēdes transmisiju 4-5. Ātrumu kontrolē tahoģenerators, kas uzstādīts uz vārpstas I.
Uzmavas, vārpstas vertikālā padeve tiek veikta no atsevišķa elektromotora 17 DC ar plašu regulēšanas diapazonu. Rotācija caur gliemežpārvadu 18-19, šķelto vārpstu IV, zobratus 20-21, vārpstu V un tārpu pāri 22-23, berzes sajūgu ar vārpstas uzmavas sliedi 25. Rokturi 40 ar izslēgtu sajūgu, jūs varat manuāli pacelt vai nolaist vārpstas uzmavu. Precīzākām uzmavas kustībām ir rokrats 41, kas savienots ar vārpstu V ar koniskiem riteņiem 42-43. Automātiska izslēgšana vārpstas uzmavas padeve, kad ir sasniegts norādītais urbšanas dziļums, tiek veikta, izslēdzot 17 ar mikroslēdzi.
Vārpstas galvas regulēšanas kustība ir izgatavota no asinhronais motors 12 caur gliemežpārvadu 13-14 un zobstieni un zobratu 15-16. Apstrādājamo priekšmetu pārvieto taisnstūra koordinātu sistēmā, pārvietojot galdu garenvirzienā un slīdni šķērsvirzienā no diviem neatkarīgiem līdzstrāvas motoriem 44 un 26 caur līdzīgiem gliemežpārvadiem 27-28 un 31-32, koniskiem zobratiem 35-36 un 37-38, zobstieņa zobrati 29-30 un 33-34.
Galda nostiprināšanai, ragavas un vārpstas galva iekšā nepieciešamos noteikumus tiek izmantotas vienotas skavas.
1. tabula.
Jig urbšanas mašīnu modeļu klāsts
| Modelis | Raksturlielumi |
| 2A450 | Mašīna ar optisko koordinātu atskaites sistēmu gar X un Y asīm |
| 2A450AF10, 2D450AF10 | Darbgaldi ar elektronisku nolasīšanas un mērīšanas sistēmu, ieskaitot digitālo displeja ierīci, pa X un Y asīm Elektroniskā spararata režīms. |
| 2L450AF11-01 | Mašīna ar digitālo indikācijas ierīci pa X, Y un Z asīm un provizorisku koordinātu komplektu pa X un Y asīm. Ir izsekošanas pozicionēšanas režīms un elektroniskā spararata režīms ar galda kustības izšķirtspēju 0,001 un 0,01 mm |
| 2E450AFZ0 | Darbgalds ar CNC ierīci, ar iespēju iestatīt apstrādes programmu interaktīvā režīmā pa X un Y asīm un ciparu koordinātu indikāciju pa Z asi. |
| 2L450AF4 | Mašīna ar CNC, ar kontūrēšanu pa X, Y un Z asīm.Grafiskais monitors ļauj atkļūdot programmas, nepārvietojoties pa asīm. Daļu programmas var sagatavot tiešsaistē, izmantojot standarta teksta failus vai automatizētas sistēmas. |
2. Kritēriju aprēķins
2.1 Tehnisko objektu izstrādes kritēriji
Starp jebkuru tehnisko objektu raksturojošiem parametriem un rādītājiem vienmēr ir tādi, kas mēdz ilgstoši monotoni mainīties vai mēdz noturēties noteiktā līmenī, sasniedzot savu robežu. Šos rādītājus visi atzīst par pilnības un progresivitātes mērauklu, un tiem ir spēcīga ietekme uz atsevišķu tehnisko objektu klašu un tehnoloģiju attīstību kopumā.
Šādus parametrus un rādītājus sauc par tehnisko objektu attīstības kritērijiem. Par to nozīmi var spriest no tā, ka tehniskais progress jebkuru tehnisko objektu jomā parasti sastāv no dažu kritēriju pilnveidošanas, nepasliktinot (vismaz būtiski nepasliktinot) citus. Veidojot attīstības kritēriju sistēmu, ir jāievēro vairāki nosacījumi:
Mērāmība: kā izstrādes kritēriju var ņemt tikai tādu tehniskā objekta parametru, kas pieļauj kvantitatīvā vērtējuma iespēju pēc kādas no mērījumu skalām;
Salīdzināmība: attīstības kritērijam jābūt ar tādu dimensiju, kas ļauj salīdzināt dažādu laiku un valstu tehniskos objektus;
Izņēmumi: par attīstības kritērijiem var ņemt tikai tādus tehniskā objekta parametrus, kas primāri raksturo tā efektivitāti un kuriem ir izšķiroša ietekme;
Minimitāte un neatkarība: visam attīstības kritēriju kopumam jābūt tikai tiem kritērijiem, kurus nevar loģiski atvasināt no citiem kritērijiem un nevar būt to tiešas sekas.
Produkta tehniskā līmeņa un kvalitātes novērtējums tiek veikts ar salīdzinošo (salīdzinošo) analīzi šādā secībā:
Tiek izvēlēts bāzes produkts (ideāls variants, analogs vai prototips);
Tiek atklātas novērtēto un bāzes produktu galveno tehnisko un ekonomisko rādītāju skaitliskās vērtības:
Tiek aprēķināti tehniskā līmeņa un kvalitātes relatīvo rādītāju līmeņi;
Tiek aprēķināta produkcijas tehniskā līmeņa un kvalitātes vispārināto rādītāju vērtība.
Jāatzīmē, ka galvenais nosacījums, lai salīdzinātu aprēķināto un bāzes produkts- produkta elementu salīdzināmība, funkcionālā mērķa identitāte.
Kā bāzes produkts salīdzināšanai tiek izvēlēts labākais, reālais šāda veida un standarta izmēra preču paraugs, kas pieejams pasaules praksē. Tas var būt gan vietējais, gan ārvalstu, un to sauc par analogu. Dažkārt, risinot problēmas šāda veida produktu modernizācijai, par pamatproduktu tiek ņemts produkta prototips, kas tiek pilnveidots, novēršot esošās nepilnības.
Dažos gadījumos nākotnes aprīkojumu var uzskatīt par pamatproduktu - ideāls variants. Ideālo variantu raksturojošie rādītāji tehniskā līmeņa un kvalitātes ziņā tiek aprēķināti, balstoties uz šāda veida tehnoloģiju attīstības likumiem atbilstoši izstrādes kritērijiem.
Novērtējot izstrādājumu tehnisko līmeni un kvalitāti, galvenā izmēra parametra vērtības (ietilpība, darba virsma, lietderīgais tilpums utt.) nedrīkst atšķirties no pamatprodukta vērtībām vairāk kā par 20%.
2.2. Aprēķins
2. tabula.
Jig urbšanas mašīnu ar galda darba virsmu 630x1120 mm tehniskie dati
| Izdošanas gads | Mašīnas modelis | Lielākais urbuma diametrs, mm | Vārpstas sasniedzamība, mm | Lielākais attālums no galda gala līdz darba virsmai, mm | Vārpstas ātruma ierobežojumi, apgr./min | jauda, kWt | Svars, kg | Izmēri | ||
| Garums, mm | Platums, mm | Augstums, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Analizējot iesniegtos datus, ir iespējams sastādīt džiga urbšanas mašīnu izstrādes kritēriju nomenklatūru. Aprēķināsim pētāmos kritērijus, kuru aprēķinu rezultāti ir parādīti 2. tabulā.
1. Īpatnējais materiālu patēriņš.
kur: K m - īpatnējais materiāla patēriņš. (kg/mm.)
M — masa (kg)
N ir galvenā parametra vērtība (mm).
2. Īpatnējā enerģijas intensitāte.
kur: E y - īpatnējā enerģijas intensitāte (kW / m);
P - jauda (kW);
N ir galvenā parametra vērtība (m).
3. Konkrēta mašīnas aizņemtā platība.
kur: S y – tā aizņemtā konkrētā platība. (m 2 / m)
S — mašīnas aizņemtā platība (m 2)
N - galvenā parametra vienība (m)
4. Elektromotora jaudas vienība uz mašīnas masas vienību.
3. tabula. Izstrādes kritēriji.
Balstoties uz attīstības kritērijiem iegūtajiem datiem, konstruēsim grafikus, pateicoties kuriem varēs izsekot kritēriju maiņas tendencei un veikt prognozi 2007.gadam.
2.3. Kritēriju maiņas noteikšana
Īpatnējā enerģijas intensitāte

Ņemot vērā mašīnas īpatnējā enerģijas patēriņa vērtību izmaiņas, ir iespējams izsekot šī parametra pieauguma tendencei. Izmantojot aproksimācijas metodi, iespējams veikt prognozi 2007.gadam, parametra vērtība būs 45 kW/m.
Īpašs materiāla patēriņš

Izmantojot tendenču aproksimācijas metodi, atrodam kritērija līmeni 2007. gadā. Ar zināmu varbūtības pakāpi mēs varam apgalvot, ka kritērija vērtība būs 32 kg/mm.
Jaudas vienība uz masas vienību

Iegūtā līkne norāda uz acīmredzamu jaudas vienības pieaugumu uz džiga urbšanas mašīnas masas vienību. Izmantojot aproksimācijas metodi, varam pieņemt iespējamā nozīmešis parametrs 2007. gadā, kas būs 1,42 W/kg.
Konkrēta aizņemtā platība

Izmantojot tendenču aproksimācijas metodi, atrodam kritērija līmeni 2007. gadā. Ar zināmu varbūtības pakāpi mēs varam teikt, ka kritērija vērtība samazināsies un sasniegs 30 m 2 /m.
3. Jig-boring turpmākās attīstības perspektīvas
darbgaldi
Darba modernizācija
Pašlaik atrodas Krievijas rūpniecība ir liels morāli un fiziski novecojušu 2A450, 2D450, 2E450 modeļu un to modifikāciju džiga urbšanas mašīnu parks. Šo mašīnu vecums sasniedz 30-40 gadus, tāpēc to dizaina risinājumi neatbilst mūsdienu prasībām mašīnām. Turklāt agregātu lielais nodilums un precizitātes parametru zudums rada problēmas to darbībā. Tas viss prasa mašīnu aprīkojuma atjaunošanu, taču lielākajai daļai uzņēmumu pašreizējā ekonomiskajā vidē tam nepietiek līdzekļu. Līdz ar to pie šiem nosacījumiem ir ekonomiski izdevīgi modernizēt esošās iekārtas, kā rezultātā patērētājs saņemtu modernu iekārtu, kuras dizains iemiesotu ilggadēju pieredzi darbgaldu ražošanā, kas atbilst visām prasībām. norādot (šai iekārtai), kas aprīkota ar modernām sastāvdaļām un vadības sistēmām. Tajā pašā laikā klients, nododot iekārtu modernizācijai, var nevis gaidīt visu iekārtas ražošanas ciklu, kas tiks modernizēts, bet gan saņemt šī modeļa (vai cita modeļa) modernizētu iekārtu no rūpnīcā pieejamo mašīnu krājumi. Šādā gadījumā no iegādātās iekārtas cenas tiks atskaitītas aptuvenās nodotās iekārtas izmaksas.
Galvenie urbjmašīnu ar manuālu vadību modernizācijas komponenti kopumā ir:
· elektroniskās nolasīšanas un mērīšanas sistēmas uzstādīšana, kas ietver LIR tipa lineāro noviržu fotoelektriskos pārveidotājus un ciparu indikācijas ierīci optisko nolasīšanas ierīču vietā;
· programmējama kontrollera izmantošana mašīnas elektriskās ķēdes izveidošanai releja vadības ķēdes vietā;
· lodveida skrūves un regulējami augsta griezes momenta līdzstrāvas elektromotori galda un ragavu kustību piedziņās zobstieņa zobratu vietā, vienkārši regulējami līdzstrāvas elektromotori un tārpu zobrati;
galda un ragavu pneimoskavu uzstādīšana elektromehānisko skavu vietā;
· vārpstas kārbas kustības mehanizācija;
· uzmavas pārvietošanas piedziņas konstrukcijas pielietošana ar regulējamu līdzstrāvas motoru.
Secinājums
Viņa kursa darbs Izstrādāju izstrādes kritēriju nomenklatūru džiga urbšanas mašīnām ar galda virsmu 630x1120mm, par galveno parametru ņemot lielākais diametrs garlaicīgi. Es analizēju šo kritēriju dinamiku pa darbgaldu ražošanas gadiem. Noskaidroju, kādu faktoru dēļ notika kritēriju vērtību izmaiņas. Viņš sniedza mašīnas shēmu, aprakstīja tās ierīci, darbības principu. Viņš analizēja specifisko rādītāju (īpatnējā enerģijas patēriņa, materiālu patēriņa) atkarību no mašīnas izmēra.
Viņš sniedza kritēriju vērtību prognozi 2007. gadam. Rādītāju skaitliskās vērtības ir norādītas tabulas un grafiskā veidā. Darbu pabeidzu ar džiga urbšanas mašīnu izstrādes perspektīvu aprakstu.
Bibliogrāfija:
1. Polovinkins A.I. Inženierradošuma pamati. - M: Mashinostroenie, 1988, -368s.
2. Beliks V.G. Mašīnu un ierīču tehniskais līmenis: veidi, kā to uzlabot. - Kijeva, Tehnika, 1991.-200.
3. Mogunovs V.I. Metāla griešanas mašīnas. Ātrā uzziņa. - M.: Gosinti, 1964. -505s.
4. Nomenklatūras uzziņu grāmata. Universālās metāla griešanas mašīnas, ko ražoja Minstankoprom uzņēmumi 1978-1979 - M .: NIIMASH, 1968. - 219p.
5. Metāla griešanas mašīnas. Direktoriju katalogs. 3. daļa - Urbšanas un urbšanas grupas darbgaldi - M .: NIIMASH, 1973.
6. Metāla griešanas mašīnas. Direktoriju katalogs. 2. daļa - Urbšanas un urbšanas grupas darbgaldi. - M.: NIIMASH, 1965. gads.
7. Metāla griešanas mašīnas. Ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
8. PSRS Minstankoprom. Universālās metālapstrādes mašīnas, kas ražotas Minstankoprom uzņēmumos 1973-1974 Nomenklatūras uzziņu grāmata. - M.: NIIMASH, 1973. -173lpp.
9. PSRS Minstankoprom. Universālās metālapstrādes iekārtas, kas ražotas Minstankoprom uzņēmumos 1970. gadā. Nomenklatūras uzziņu grāmata. - M.: NIIMASH, 1970.- 123lpp.
10. Metāla griešanas mašīnas. Nomenklatūras katalogs. 1. daļa. 1992-1993 - M.: ENIMS, VNIITEMR, 1992. gads.
11. Metāla griešanas mašīnas. Nomenklatūras katalogs. 1. daļa. 1990-1991 - M.: VNIITEMR, 1990.
12. Metāla griešanas mašīnas. Ed. N.S. Koleva.-M.: Inženierzinātnes, 1980.-500.
13. Smirnovs A.I. Inženiertehnoloģiju perspektīvas. -M.: 1992. gads
14. Smirnovs V.K. Virpotājs: Proc. Par SPTU. – 5. izdevums, pārstrādāts. un papildu - M .: Augstāk. skola, 1987. - 255 lpp.
Uz džiga urbšanas mašīna 2455AF10
Papildus urbumu apstrādei uz mašīnas ir iespējams izgatavot plakņu un cirtainu kontūru pusapdares un apdares frēzēšanu.
Iekārta ir ne tikai mašīna dažādu produktu precīzai apstrādei, bet arī mērīšanas iekārta, kas ļauj veikt precīzus mērījumus taisnstūra koordinātu sistēmā. Plakana vai universāla rotējošā galda klātbūtnē ir iespējami arī precīzi leņķisko koordinātu mērījumi.
Iekārtas augstā precizitāte un stingrība, nelielas temperatūras deformācijas un ērta vadība ļauj veikt augstas precizitātes izstrādājumu apstrādi un izmantot to dažādas nozares nozare.
Modernizētajā iekārtā optiskā atskaites sistēma tika aizstāta ar atskaites sistēmas "digitālo indikāciju" par galda, galvgala un vārpstas uzmavas kustību ar izšķirtspēju 0,001 mm, kas ļauj iekārtu izmantot kā precīzu mērīšanas iekārtu marķēšanas darbi, lineāro izmēru un centra attālumu pārbaude.
Izmantojot mašīnas komplektācijā iekļauto rotējošo galdu, ir iespējams apstrādāt urbumus un plaknes, kas atrodas dažādos leņķos viena pret otru.
2455A F10
Uz džiga urbšanas mašīna 2A450AF10

Vienkolonnas vertikālā džiga urbšanas iekārta ir paredzēta urbumu apstrādei ar precīzu asu izvietojumu, kuru izmēri norādīti taisnstūra koordinātu sistēmā.
Līdztekus urbšanai, mašīnai var veikt urbšanu, smalku frēzēšanu, lineāro izmēru marķēšanu un kontroli, jo īpaši attālumus no centra līdz centram.
Izmantojot rotācijas galdus, iespējams apstrādāt polāro koordinātu sistēmā norādītos urbumus, slīpos un savstarpēji perpendikulāros urbumus un pagrieziena gala plaknes. strukturāli atšķiras ar to:
galda skavas, ragavas ( X, Y ) un galvas balstu darbina pneimatika;
vārpstas galvas kustība tiek veikta no el. dzinējs.
Izmantojot mašīnas komplektācijā iekļauto rotējošo galdu, ir iespējams apstrādāt urbumus un plaknes, kas atrodas dažādos leņķos viena pret otru.
Darbgaldu modeļa galvenie tehniskie parametri 2D450A F10
Uz džiga urbšanas mašīna 2A459AF4
CNC horizontālā džiga urbšanas iekārta ar rotējošu galdu.
Iekārta ir paredzēta urbšanas un frēzēšanas operāciju veikšanai ar augstu precizitāti un produktivitāti, kā arī rīvēšanu, iegremdēšanu, rīvēšanu, galu apgriešanu, vītņu vītņošanu, kas tiek veikta saskaņā ar doto programmu. Mašīnai ir iespēja strādāt manuālajā režīmā "Digitālā indikācija".
Mašīnas darbības joma ir viena, neliela apjoma augstas precizitātes detaļu masveida ražošana mašīnbūves rūpnīcu instrumentu un mehāniskajos veikalos.
Iekārtas raksturīgā iezīme ir caurumu veidošana atrodas uz vienas ass, paralēli, perpendikulāri vai atrodas patvaļīgos leņķos, paralēli galda asu spogulim ar augstu precizitāti gan pēc ģeometrijas, gan to relatīvā stāvokļa.
Darbgaldu modeļa galvenie tehniskie parametri 2A459A F4
Uz džiga urbšanas mašīna 2E440AF10

Vertikāla vienas koordinācijas urbšanas iekārta. Paredzēts caurumu apstrādei vadītājos, armatūrā un daļās, kad nepieciešams sasniegt augstu precizitāti apstrādājamo caurumu relatīvajā pozīcijā.
Mašīnā varat arī veikt lineāro izmēru un attālumu no centra līdz centram marķēšanu un pārbaudi. Galda un ragavu mehāniskās kustības klātbūtne ļauj veikt vieglus frēzēšanas darbus mašīnā.
Mašīna ir aprīkota ar elektronisku “Digitālās indikācijas” tipa nolasīšanas un mērīšanas sistēmu, padeves un galvenās kustības frekvences piedziņām, komplektā ar asinhronajiem motoriem.
Darbgaldu modeļa galvenie tehniskie parametri 2E440A F10
Uz džiga urbšanas mašīna 2V440AF4
Galvenās atšķirības no koordinātu urbšanas mašīnas mod. 2E440AF10 ir: lielāks izmērs galds, palielināta galda un ragavu kustība, iekšējais vārpstas konuss - (spec. 5°) .
Dažādās jomās ražošanas darbības bieži tiek izmantots aprīkojums, piemēram, džiga urbšanas iekārta. Šo iekārtu visbiežāk izmanto metalurģijas, mašīnbūves nozarēs. Šīs mašīnu grupas galvenais mērķis ir metāla virsmu apstrāde, veicot tādas darbības ar sagatavēm kā urbšana, caurumu izgriešana, iegremdēšana un daudzas citas darbības.
Ierīces džiga urbšanas iekārta
Faktiski džiga urbšanas iekārta veic pilnīgi visas funkcijas, ko veic parastās mašīnas, taču tās priekšrocība ir tāda, ka šādas iekārtas visas darbības veic ar augstu precizitātes pakāpi. Šāda mašīnas detaļu apstrādes precizitāte tiek panākta ar to, ka šī iekārta ir aprīkota ar visu veidu optiskā, mehāniskā un automātiskā rakstura elementiem.
Detaļas par urbšanas iekārtu var apstrādāt gan sērijveidā, gan atsevišķi, tas ir atkarīgs no uzņēmuma veida, kurā darbojas šī iekārta.
Šīs iekārtas galvenais darba elements, tāpat kā citās virpās, ir vārpsta, kas iekārtā var atrasties gan horizontālā, gan vertikālā stāvoklī. Uz pašas vārpstas jau papildus ir piestiprināti visa veida instrumenti, ar kuriem tiks veikts darbs. Piemēram, šādi darba elementi var būt griešanas urbšanas stienis, iegremdēšana, urbji un frēzēšanas iekārtas.
Līdz šim visizplatītākās ir tādas džiga urbšanas mašīnas, kas veic darbu ar skaitlisko palīdzību programmas vadība, šis aprīkojums ļauj veikt visus darbus ar augstu precizitāti un samazina izmaksas personālam, kas apkalpo iekārtu.
Jig urbšanas mašīnu veidi
Koordinātu urbšanas mašīnas iedala vienas kolonnas un divu kolonnu iekārtās. Šo mašīnu darbības princips ir līdzīgs un ir šāds. Apstrādājamā detaļa tās turpmākajai apstrādei ir piestiprināta pie galda, kas tiek veikta koordinātu plaknes veidā, lai panāktu vislielāko precizitāti detaļas apstrādē. Pats instruments, kas nepieciešams konkrētiem darba veidiem, ir piestiprināts pie vārpstas elementa. Pati vārpsta ir iestatīta, izmantojot tabulas koordinātas, lai apstrādes laikā būtu precīzs kontakts ar sagatavi. Lai to izdarītu, galds tiek pārvietots, līdz tas ir uzstādīts tieši tā, kā to prasa darbs.
Galvenās urbšanas iekārtu izmantošanas priekšrocības ir tādas, ka tās ir aprīkotas ar īpašām koriģējošām ierīcēm, kas ļauj samazināt kļūdas, apstrādājot sagataves. Pašas koordinātas tiek nolasītas automātiski, izmantojot optisko ierīci, kas mēra nepieciešamās vērtības sagataves iestatīšanai.
Jig urbšanas mašīnas raksturojums
Šim aprīkojumam ir lieliski vibrācijas pretestības raksturlielumi, kas ļauj droši strādāt ar šādu aprīkojumu. Turklāt šī īpašība tieši ietekmē iekārtas darba precizitāti.
Šīs iekārtas galvenajā darba vienībā ietilpst tādi elementi kā statīvi, traversa, pati urbšanas galva, vārpstas ierīce un darba galds. Visas iekārtas ir montētas uz cieta tērauda rāmja, kas ir stabila platforma ar lielu masu, kas nodrošina tās nekustīgumu darba laikā.
Jig urbšanas iekārta ir iekārta augsts līmenis turklāt tas ir daudzpusīgs darbībā. Iekārta spēj veikt arī tādus darbus kā virsmas frēzēšana, kā arī iekārtu var izmantot galu griešanai un sagataves marķēšanai. Tādējādi, izmantojot šo aprīkojumu, jūs varat izvairīties no papildu izmaksām par papildu darba instrumentu iegādi, kopš šī mašīna pilda dažādas funkcijas.
Informācija par urbšanas mašīnas 2V440A ražotāju
Radiatora urbšanas mašīnas 2B440A ražotājs Kuibiševas koordinātu urbšanas mašīnu rūpnīca, Stan-Samara CJSC dibināta 1963. gadā.
Kuibiševas koordinātu urbšanas mašīnu rūpnīcas vēsture aizsākās 1963. gadā, kad tika nodots ekspluatācijā šī uzņēmuma pirmais posms. Jaunā rūpnīcas komanda īsā laikā apguva augstas precizitātes darbgaldu ražošanu un jau 1966. gadā saražoja vairākus simtus to.
Rūpnīca beidza pastāvēt 1991. gadā, un tās ražošanas zonas ir atvērti vairāki darbgaldu uzņēmumi, kuri turpina ražot džiga urbšanas iekārtas, nodarbojas ar to remontu un modernizāciju. CJSC "Stan-Samara" urbšanas iekārtu rūpnīca, Samaras urbšanas iekārtu izpētes un ražošanas uzņēmums, CJSC, SIA "Stankoservis" u.c.
Koordinātu urbšanas mašīnas. Galvenā informācija
Sinonīmi: džiga urbšanas mašīna, džiga urbšanas iekārta.
Jig urbšanas mašīnas ir paredzētas caurumu apstrādei vadītājos, armatūrā un daļās, kurām nepieciešama augsta precizitāte. relatīvā pozīcija caurumiem (0,005 - 0,001 mm robežās), neizmantojot instrumentus instrumenta vadīšanai.
Šīs mašīnas var izmantot urbšanai, urbšanai, urbumu iegremdēšanai un urbšanai, galu smalkai frēzēšanai, detaļu mērīšanai un kontrolei, kā arī marķēšanas darbiem.
Mašīnas var izmantot caurumu apstrādei vadītājos, armatūrā un daļās, kurām nepieciešama augsta precizitāte caurumu relatīvajā pozīcijā. Līdztekus urbšanai mašīnās var veikt lineāro izmēru, jo īpaši attālumu no centra līdz centram, marķēšanu un pārbaudi. Izmantojot mašīnas komplektācijā iekļautos rotējošos galdus un citus piederumus, iespējams apstrādāt arī polāro koordinātu sistēmā norādītos urbumus, slīpas un savstarpēji perpendikulāras atveres un mašīnas gala virsmas.
Koordinātu urbšanas mašīnas ir paredzētas urbumu apstrādei ar precīzu to asu atrašanās vietu, neizmantojot marķējumus. Caurumu atrašanās vietas precizitāte šajās mašīnās tiek sasniegta diapazonā no 0,005 līdz 0,001 mm. Šīs mašīnas var izmantot urbšanai, rīvēšanai, iegremdēšanai, urbumu urbšanai un virsmas frēzēšanai (frēzēšana tiek veikta reti). Koordinātu urbšanas mašīnas tiek izmantotas arī detaļu mērīšanai un kontrolei, precīzam marķēšanas darbam.
Koordinātu urbšanas mašīnas biežāk izmanto instrumentu un eksperimentālos veikalos.
Koordinātu urbšanas mašīnas ir vienas un divu kolonnu.
Vienas kolonnas mašīnām ir šķērsgalds, kas paredzēts sagataves pārvietošanai divos savstarpēji perpendikulāros virzienos.
Divu kolonnu mašīnām ir galds, kas atrodas uz gultas vadotnēm. Galds pārvieto uz tās novietoto sagatavi tikai x-koordinātas virzienā. Statīvi atrodas abās gultas pusēs, uz tiem ir uzlikts šķērsstienis, uz kura vadotnēm ir vārpstas galva. Kad galvas balsts pārvietojas pa šķērsstieņa vadotnēm, vārpstas ass pārvietojas attiecībā pret izstrādājumu, kas uzstādīts uz galda otrās koordinātes y virzienā. Lai paceltu vai nolaistu galvas balstu, šķērsstienis tiek pārvietots uz augšu vai uz leju gar bagāžnieka vadotnēm. Visu veidu džiga urbšanas mašīnās urbumi tiek apstrādāti ar vertikālu vārpstas padevi ar fiksētu vārpstas galvu un galdu.
Lai iegūtu precīzāku attālumu starp urbumu centriem, džiga urbšanas mašīnas jāuzstāda atsevišķās telpās, kurās vienmēr ir jāuztur nemainīga +20 ° C temperatūra ar novirzi ne vairāk kā ± 1 °.
Attāluma mērīšanu starp urbumu asīm var veikt, izmantojot:
- stingri un regulējami robežmēri, ko izmanto kombinācijā ar indikatora ierīcēm
- precīzas svina skrūves ar zariem un nonieriem
- precīzi svari kombinācijā ar optiskajiem instrumentiem
- induktīvie caurplūdes skrūvju sensori
Saskaņā ar pirmo metodi mēra ar gabarītu bloku komplektu un mērinstrumentu. Tie atrodas starp pārvietojamu pieturu, kas uzstādīta uz galda, un indikatora tapu, kas uzstādīta uz fiksēta statīva.
Saskaņā ar otro metodi mēra ar precīzi izgatavotām svina skrūvēm, kas paredzēti galda un citu detaļu pārvietošanai. Kustību apjomu skaita ekstremitāte ar noniju. Lai novērstu svina skrūvju kļūdas, bieži tiek izmantoti korekcijas lineāli, kas, izmantojot sviru sistēmu, rada papildu galda kustību.
Mērījumu uzskaita saskaņā ar trešo metodi ļoti precīzā mērogā, kas novērots caur mikroskopu. Svars ir spoguļa tērauda kāts ar plānu spirālveida risku, kas uzlikts uz tās virsmas ar pakāpienu t = 2 mm vai plakana spoguļa skalas formā. Šīs mērīšanas metodes priekšrocība ir tāda, ka nav nodiluma spoguļa kāta vai spoguļa skala, kas netiek izmantota galda pārvietošanai.
Ceturtā mērīšanas metode izmantojot induktīvās skrūvju zondes nodrošina iespēju attālināti mazāk nogurdinoši novērot bultiņu un elektriskā indikatora skalu.
2V440A Koordinātu urbšanas iekārta. Mērķis un darbības joma
Iekārta ir paredzēta caurumu apstrādei vadītājos, armatūrā un daļās ar precīzu asu atrašanās vietu, kuru izmēri ir norādīti taisnstūra koordinātu sistēmā.
Līdztekus urbšanai, mašīnai var veikt urbšanu, vieglu (smalko) frēzēšanu, lineāro izmēru marķēšanu un pārbaudi, jo īpaši attālumu no centra līdz centram. Mašīna ir aprīkota ar rotējošiem galdiem, kas ļauj apstrādāt polāro koordinātu sistēmā noteiktās urbumus, slīpas un savstarpēji perpendikulāras urbumus un pagrieziena gala plaknes.
Iekārta var urbt urbumus līdz 40 mm diametrā, iezīmēt precīzas veidnes, pārbaudīt lineārie izmēri un centra-centra distances, kā arī veikt vieglus frēzēšanas darbus, kuriem paredzēta galda un ragavu mehāniskā padeve.
Pēc izkārtojuma šī iekārta pieder pie vienas koordinātu urbšanas iekārtām ar šķērsgaldu, ar vārpstas galvu, kas pārvietojas pa L-veida statīva vertikālajām vadotnēm.
Mašīnai 2V440A ir taisnstūra galds ar garenvirziena un šķērsvirziena kustību. Tiek nodrošināta vārpstas galvas regulēšanas kustība.
Galda darba un paātrinātā kustība tiek veikta neatkarīgi garenvirzienā un šķērsvirzienā ar asinhronām elektriskajām piedziņām ar plašu regulēšanas diapazonu.
Vārpstas padeve ir bezgalīgi maināma ar berzes variatoru. Ir mehānisms vārpstas padeves automātiskai izslēgšanai noteiktā dziļumā.
Iekārta tiek izmantota darbam instrumentu darbnīcās (vadītāju un armatūras apstrāde) un ražošanas cehos precīzai detaļu apstrādei bez īpaša aprīkojuma.
Precīza tabulas iestatīšana uz doto koordinātu tiek veikta manuāli, ar rokratu.
Izmantojot mašīnas komplektācijā iekļautos rotējošos galdus un citus piederumus, iespējams apstrādāt polāro koordinātu sistēmā norādītos urbumus, slīpas un savstarpēji perpendikulāras urbumus un virpošanas gala plaknes.
Mašīnai ir vairāki piederumi, kas atvieglo darbu (centra meklētāji, instrumentu turētāji utt.) un horizontāls rotējošais galds.
Mašīna ir aprīkota ar universālu rotācijas galdu, kas ļauj apstrādāt urbumus, kuru asis ir iestatītas polāro koordinātu sistēmā, ar leņķu nolasīšanu gar ekstremitātēm, sadalīt ar dalāmo disku palīdzību; mašīnas slīpi caurumi.
Mašīna ir aprīkota ar optiku mērierīce ar plakana stikla līniju mēriem un ekrāna optiku ar spirālveida mikrometru.
Galvenās kustības piedziņa - no regulētā līdzstrāvas elektromotora. Ātrumi tiek regulēti saskaņā ar g - e sistēmu (ģenerators - dzinējs, Leonard sistēma) diapazonā no 4: 1.
Lai pārslēgtu mainīgā ātruma motora noteikto ātruma diapazonu, izmantojiet vienkārša kasteātrumiem.
Mašīnas galvas balstam ir tikai regulēšanas kustība. Lai pārvietotu uzmavu, tiek izmantots savienots disks ar bezpakāpju padeves maiņu. Galda un ragavu kustību vadīšanai tiek izmantoti līdzstrāvas elektromotori ar bezpakāpju ātruma regulēšanu no EMU, kam tie ir savienoti virknē.
Šajā mašīnā galdu un ragavu piedziņa nav paredzēta precīzu koordinātu iestatījumu automatizēšanai, jo nenodrošina tam nepieciešamos zemo galda un ragavu kustības ātrumus.
Iekārta tiek izmantota instrumentu, mašīnbūves un instrumentu izgatavošanas cehos, lai apstrādātu sagataves atsevišķas un sērijveida ražošanas daļām.
Galda darba un paātrinātā kustība tiek veikta neatkarīgi garenvirzienā un šķērsvirzienā ar asinhronām elektriskajām piedziņām ar plašu regulēšanas diapazonu, kas ļauj palielināt mašīnas stingrību un produktivitāti frēzēšanas laikā.
Precīza tabulas iestatīšana uz doto koordinātu tiek veikta manuāli, ar rokratu. Mašīna ir aprīkota ar digitālo indikācijas ierīci, kas ļauj operatoram iestatīt koordinātas ar izšķirtspēju 0,001 mm divos savstarpēji perpendikulāros virzienos.
Vārpsta ir pagriezta no kontrolēta elektriskā piedziņa maiņstrāva caur trīspakāpju pārnesumkārbu. Vārpstas padeve ir bezgalīgi maināma ar berzes variatoru. Ir mehānisms vārpstas padeves automātiskai izslēgšanai noteiktā dziļumā.
Mašīna ir aprīkota ar galda, ragavu un vārpstas skavām.
Mašīnas precizitātes klase A saskaņā ar GOST 8-71.
Mašīnas apraksts
Mašīnas pamatne ir kastītes formas gulta ar iekšējiem stingrinājumiem. Slīdkalniņš virzās pa gultas velmēšanas vadotnēm šķērsvirzienā, pa kuru ripojošām vadotnēm galds kustas garenvirzienā.
Galda un slīdkalniņa nostiprināšana darba stāvoklī tiek veikta ar rokturiem, kas ar gala slēdžu palīdzību bloķē darba padeves. Automātiskā padeves atslēgšanās notiek arī galējās pozīcijas galdi un ragavas.
Uz rāmja ir uzstādīts liešanas statīvs, uz kura ir uzstādīta pārnesumkārba.
Vārpstas kārba, kas līdzsvarota ar pretsvaru, pārvietojas pa statīva vertikālajām vadotnēm. Pretsvars atrodas statīvā un ir savienots ar vārpstas kārbu ar kabeļiem.
Vārpstas kārba satur urbšanas vārpstu, aksiālo padeves mehānismu, ierīci padeves nogriešanai noteiktā dziļumā un smalkas regulēšanas mehānismu. manuālā padeve.
Mašīnai ir ierīce darbam ar dzesēšanu.
Iekārtas galvenie piederumi
Mašīnas piederumos ietilpst: zondes, smalkās padeves instrumenta stabs, universālais instrumenta stabs, adaptera uzmavas, sprauslas turētājs, urbjpatrona, atsperes serde, iestatīšanas centrs, indikatora turētājs, turētājs mazu urbju un griezēju asināšanai, urbšanas stieņi, griezējinstrumenti, rotējošie galdi .
Centra meklētājs ar indikatoru sastāv no virzošās plāksnes 1 ar konusveida kātu stiprināšanai vārpstā un korpusa 2, uz kura ir piestiprināts indikators 3 un kontaktsvira 4. Atspere 5 rada spēku, ar kuru kontaktsvira tiek nospiesta pret virsmu, lai jāpārbauda. Korpuss pārvietojas pa stieņa garumu un tiek fiksēts jebkurā vietā atkarībā no rādiusa, kurā notiek pārbaude.
Tiek izmantots centra meklētājs:
- lai izlīdzinātu izstrādājuma atveres asi vai cilindriskā izvirzījuma asi ar vārpstas asi
- jebkuras ražojuma plaknes paralēlisma pārbaude tabulas plaknei (perpendikulāra vārpstas ass reizinājuma plaknei)
- jebkuras izstrādājuma vertikālās plaknes paralēlisma pārbaude galda kustībai garenvirzienā vai šķērsvirzienā
Centra meklētāja mikroskops uzstādīts vārpstas konusā.
Lai iestatītu izstrādājuma malu gar vārpstas asi, tiek izmantots pie mikroskopa piestiprinātais novērošanas kvadrāts, kas tiek uzklāts uz izstrādājuma pamatnes malas. Uz kvadrāta slīpētās horizontālās plaknes tiek uzlikta līnija, kas precīzi sakrīt ar vertikālo atskaites plakni, t.i. izstrādājuma pamatmalu. Saskaņojot preci, riskam jābūt starp dubultā krusta horizontālajām vai vertikālajām līnijām.
Mandre-centra meklētājs izmanto, lai iestatītu izstrādājuma malu vai izliektu cilindrisko virsmu noteiktā attālumā no vārpstas ass. Paplāksne 1 ar diametru 20 mm tiek nospiesta pret serdeņa apakšējo galu ar atsperi. Ar 2. tapu paplāksnei ir radiāls klīrenss, kura dēļ to var pārvietot attiecībā pret precīzo serdeņa kaklu 3. Cilindriskajā serdeņa kaklā nav radiālas izplūdes, un tā diametrs ir vienāds ar paplāksnes diametru. Ja izstrādājuma mala pieskaras paplāksnei tieši 10 mm attālumā, tad, pagriežot vārpstu, paplāksne griezīsies bez sitiena attiecībā pret serdeņa kakliņu. Pie mazākās malas nobīdes parādīsies pamanāms paplāksnes sitiens. Uzstādīšanas precizitāte sasniedz 0,005 mm.
Pavasara kodols paredzēts marķēšanai uz mašīnas. Pagriežot rievoto uzmavu, serdes galva tiek ievilkta iekšpusē. Tās pašas piedurknes rotācijas beigās uzbrucējs tiek atbrīvots un atsperes iedarbībā sit. Serdes augšdaļai jāatrodas virs marķētās virsmas 5,5 mm attālumā.
Plakašu atskaņotāji– horizontālais un universālais tiek piegādāts kopā ar mašīnu kā speciāls aprīkojums. Tabulu dalīšanas mehānismu ierīces ir vienādas un no kinemātikas viedokļa ir līdzīgas universālajām dalīšanas galvām. Tabulas atšķiras viena no otras pēc izmēra un pieejamības. universāls galds pagrieziena galdu noliekšanas ierīces
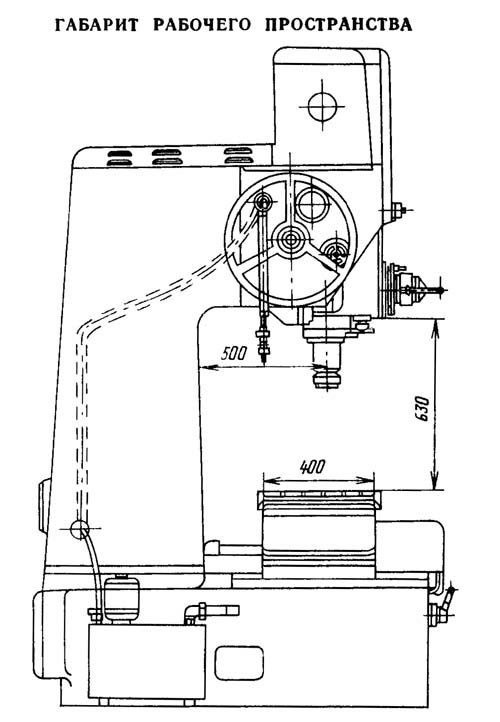
2V440A Dzinēju urbšanas iekārtas darba telpas izmēri
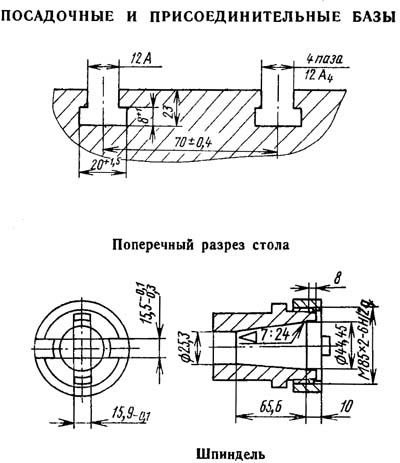
2V440A Koordinātu urbšanas mašīnas piezemēšanās un savienošanas pamatnes
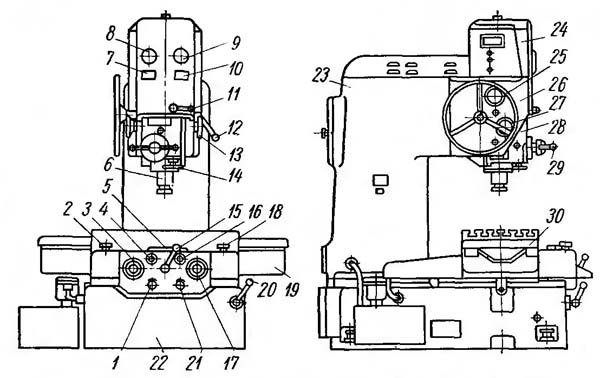
2V440A Dzinēju urbšanas mašīnas vispārīgs skats

2V440A Iekārtas vadības ierīču atrašanās vieta
Mašīnas vadības ierīču saraksts 2V440A
- rokrats šķērseniskās skalas nullei
- slīdēšanas ātruma regulators
- rokas ritenis manuāla kustība buksēt
- sēnīšu spirālveida mikrometra šķērsskala
- ekrāni un vadības pogas
- vārpsta
- ātruma indikators
- ampērmetrs
- vārpstas ātruma tahometrs
- vārpstas padeves ātruma indikators
- rokturis vārpstas padeves izslēgšanai un apgriešanai
- rokturis vārpstas kārbas nostiprināšanai
- vārpstas padeves regulēšanas rokrats
- vārpstas manuālās padeves rokrats
- galda stiprinājuma rokturis
- gareniskā mēroga spirālveida mikrometru sēne
- rokrats galda manuālai pārvietošanai
- galda ātruma regulators
- ragavas
- ragavu stiprinājuma rokturis
- rokrats gareniskās skalas iestatīšanai uz nulli
- gulta
- plaukts
- ātrumkārba
- vārpstas kastes kustības rokrats
- vadotnes bloks
- rokrats ātruma pakāpju pārslēgšanai
- vārpstas kaste
- rokturi vārpstas uzmavas pacelšanai un nolaišanai
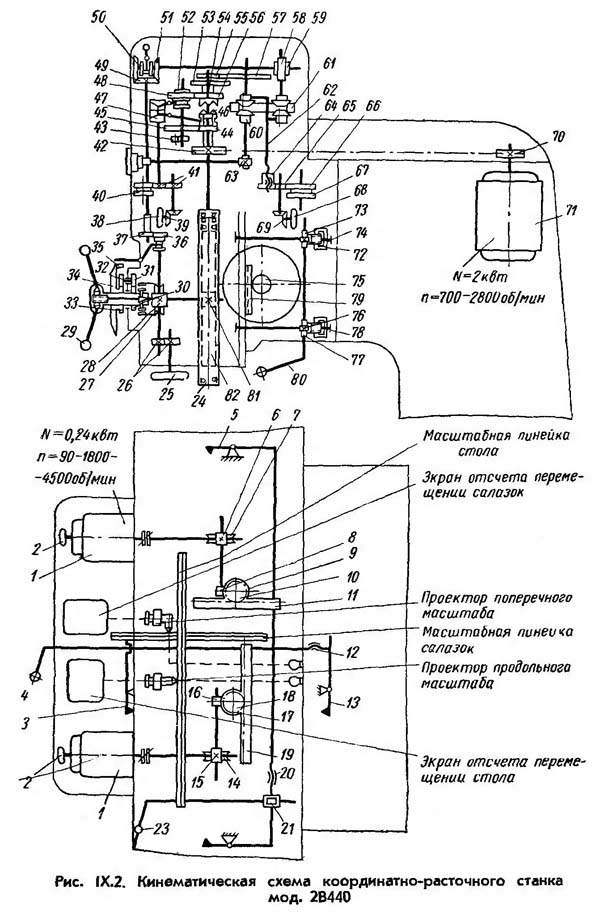
2V440A Iekārtas kinemātiskā diagramma
Mašīnas pamatne ir rāmis 22 (IX.1. att.) kastītes formā ar iekšējiem stingrinājumiem. Slaidi 19 pārvietojas pa rāmja vadotnēm šķērsvirzienā, kurām ir tādas pašas vadotnes augšējā daļā, perpendikulāri rāmja vadotnēm. 30. tabula tiek pārvietota pa slīdvadiem.
Galds un ragavas pārvietojas pa ritošām vadotnēm ar rullīšiem, kas ievietoti metāla būros. Gan galda, gan ragavu vadotņu forma ir vienāda - viena no vadotnēm ir V-veida, otra ir plakana.
Galdu pārvieto līdzstrāvas motors 1 (IX.2. att., N - 0,24 kW, n = 3600 apgr./min ar regulējamu ātrumu, caur dubultā tārpu zobratu 14, 15, 16, 17, zobratu zobratu 18 un sliedi 19 fiksēts uz mašīnas galda.
Ragavu 6, 7, 8, 9, 10 un 11 pārvietošanas piedziņa ir līdzīga galda pārvietošanas piedziņai, ar vienīgo atšķirību, ka uz ragavām uzstādītā piedziņas pārnesumkārba pārvietojas kopā ar tām attiecībā pret sliedēm 11, kas piestiprināta pie sliedes. rāmis
Pagriežot rokratus 2, kas atrodas uz elektromotoru vārpstām 1 un tiek parādīti uz vadības paneļa 3, 17 priekšējās sienas (IX att., 1), jūs varat manuāli precīzi iestatīt koordinātas. Katra elektromotora apgriezienu skaits 1 (IX.2. att.) ir regulējams diapazonā 50:1, kas ļauj ātri pārvietot galdu ar ātrumu 800 mm/min, frēzēt plaknes un izgatavot uzstādīšanas kustības ar ātrumu 16-320 mm / min.
Galdu nostiprina, pagriežot rokturi 4; šajā gadījumā vārpstas gals, kas beidzas ar vītni, atskrūvē no uzgriežņa 12 un rada starplikas spēku starp skavām 3 un 13.
Slīdni fiksē tādā pašā veidā, bet roktura 23 griešanās tiek pārnesta uz skrūvi caur spirālveida zobratiem 21. Skrūve, atskrūvējot no uzgriežņa 20, rada starplikas spēku starp skavām 5 un 22.
Apstrādāto caurumu centra attālumu precizitāte, to ģeometriskās formas pareizība un apstrādes tīrība lielā mērā ir atkarīga no vārpstas komplekta konstrukcijas. Šajā mašīnā vārpstas 5 radiālie gultņi (IX.3. att.) ir vienas rindas rullīšu gultņi 3 un 4; gultnis 4 ir samontēts ar nelielu priekšslodzi (3 - 6 mikroni), un augšējais gultnis 3 ir samontēts ar nelielu atstarpi vai priekšslodzi (±2 mikroni). Aksiālās slodzes uztver vilces lodīšu gultņi 2. Vārpsta 5 ir bloķēta ar uzgriezni 1 un ir savienota ar galveno piedziņas piedziņu ar savienojošo zobaino (šķelto) vārpstu 1 (IX.4. att.), kuras augšējais gals ieiet. dobās vārpstas zobaino caurumu 54 (IX.2. un IX.4. att.), bet apakšējo - augšējā robainā (robotā) caurumā. Šāds savienojums atslogo vārpstu no radiālajiem spēkiem, kas var rasties pārnesumkārbas vārpstas un vārpstas 54 (IX.4. att.) nepareizas izlīdzināšanas dēļ, jo vārpsta 1 savienojas ar tām ar dažām atstarpēm uz maza garuma virsmām. Kopējais vārpstas garums ir mazāks, un tā augšējais gals nepārsniedz pārnesumkārbas izmērus.
Urbšanas vārpstu 5 (IX.3. att.) darbina nepārtraukti mainīgs līdzstrāvas motors 71 (IX.2. att.) (N = 2 kW, n = 700 ... 2800 apgr./min) caur ķīļsiksnas transmisiju 70 un 42 un trīspakāpju ātrumkārba (IX.2. un IX.4. att.).
Vārpstas pirmo – mazāko – ātruma pakāpi iegūst ar sekojošu zobratu: piedziņas skriemelis 42, zobrati 44, 45, 52 un 53. Lai iegūtu otrās – vidējās – pakāpes ātrumus, tiek izmantoti zobrati 52 un 53. atvienots, un ir ieslēgti riteņi 48 un 56. Zobrati 53 un 56 nodod rotāciju uz vārpstu caur zobainu (šķelto) vārpstu. Lai iegūtu trešo – augstāko – ātruma līmeni, skriemelis 42 ir savienots ar vārpstu, izmantojot izciļņa sajūgu 46 un šķelto vārpstu 54 (IX.2. un 4. att.); zobrati 48. 52, 53 un 56 darbā nav iesaistīti. Katrā no šiem trim posmiem vārpstas apgriezienu skaits nepārtraukti mainās, pateicoties vienmērīgai elektromotora 71 apgriezienu regulēšanai diapazonā 4:1.
Pārnesumus pārslēdz ar svirām, kuras vienā galā ieiet vadības trumuļa 47 rievās (IX.2. att.), ko griež ar rokratu 38 caur konisko 39 un cilindrisko 41 zobratu. Vienlaikus ar trumuļa 47 rotāciju griežas disks 40, uz kura tiek uzlikti skaitļi, kas norāda apgriezienu diapazonus, kas atbilst katram pārnesumkārbas posmam.
Padeves kustība tiek veikta saskaņā ar šādu ķēdi: zobrats 55 (att. IX.2 un IX.4) griežas kopā ar dobo vārpstu 54 un dzen riteni 57, uz kura vārpstas atrodas piedziņas ritenis. bezpakāpju transmisijas bīdāmā skriemeļa 60 konusi. Tiem atbilstošie piedzītie konusi saņem rotāciju caur tērauda gredzenu 61.
Izmantojot rokratu 68 (IX.2. att.) cauri koniskiem zobratiem 69 un cilindriskajam ritenim 65, pagrieziet zobrata uzgriezni 64 (IX.2. un IX.4. att.) un tādējādi virziet aksiālā virzienā vilci 62, kas saistīta ar augšējā piedziņa un apakšējie piedziņas konusi nepārtraukti mainīga transmisija. Līdz ar to ir iespējams vai nu savest kopā dzenošos konusus un vienlaikus atbīdīt dzenamos konusus, tādējādi palielinot tārpa 59 griešanās ātrumu, vai, gluži pretēji, virzošos konusus atstumt un savest kopā, tādējādi samazinot dzenošos konusus. tārpa apgriezienu skaits. Tas dod iespēju bezpakāpju režīmā mainīt padeves daudzumu uz vārpstas apgriezienu.
Padeves ātrumu iestata cilindrs 67 (IX.2. att.), kas griežas vienlaikus ar rokrata 68 griešanos caur zobratiem 65 un 66.
Uz tārpu riteņa 58 vārpstas (IX.2. un IX.4. att.), kuru piedzina tārps 59, ir brīvi uzstādīti divi koniski riteņi 51 (IX.2. att.), kas pastāvīgi ir savienoti ar konisko riteni 49. Pārslēdzot sajūgu 50, tiek pagriezts pa labi vai pa kreisi tārps 28. Tādējādi vārpstu var padot gan uz leju, gan uz augšu.
Tārpu ritenis 27 ir brīvi novietots uz zobstieņa un zobrata zobrata 81 vārpstas, kas ir pastāvīgā savienojumā ar vārpstas 24 (IX.2. un IX.3. att.) uzmavas statni 82. Tārpu ritenis 27 ir savienots ar zobrata 81 vārpstu, izmantojot sajūgu, kas uzstādīts tārpa 27 iekšpusē, kas tiek aktivizēts ar dubultā roktura 29 palīdzību, kas uzstādīts uz zobrata 81 vārpstas. Kad sajūgs ir izslēgts, zobrata un zobrata zobratu 81 var tieši pagriezt, ātri paceļot vai nolaižot vārpstas uzmavu 24.
Manuālā smalkpadeve tiek veikta ar rokratu 25 caur zobratu 26.
Lai automātiski izslēgtu darba padevi, sasniedzot iepriekš noteiktu apstrādes dziļumu, kas iestatīts uz ekstremitāšu 34, izciļņa 35 atvieno zobratu 36 no zobrata 37.
Atvienošanās notiek, kad ekstremitātes nulle sakrīt ar nonijas nulli; šim nolūkam ekstremitāte tiek fiksēta tādā stāvoklī, kurā dalījums, kas norāda uz piedurknes dotā gājiena garumu, sakrīt ar nonijas nulli. Iegūtā izmēra precizitāte visā garumā ir 0,2-0,3 mm.
Lai daļa 34 veiktu tikai vienu apgriezienu pilnā vārpstas uzmavas gājienā, starp zobstieņa un zobrata vārpstu 81 un zaru ir reduktors, kas sastāv no zobratiem 30, 31, 32 un 33.
Iestatīto vārpstas apgriezienu skaitu uzrāda tahometrs, kas tiek virzīts caur zobratiem 55 un 57 (IX.2. un IX.4. att.) un spirālveida zobratiem 63 (IX.2. att.).
No starpvārpstas caur cilindriskajiem zobratiem 43 zobratu eļļošanas sūknis saņem rotāciju.
Vārpstas kārba tiek pārvietota manuāli pa vertikālajām vadotnēm ar rokrata 25 (IX.1. att.) palīdzību caur gliemežpārvadu, koniskiem riteņiem, zobstieņa un zobratu zobratu 75 (IX.2. att.) un sliedi 79, kas ir fiksēts uz vārpstas kārbas korpusa.
Vārpstas kārba 28 (IX.1. att.) ir nostiprināta uz prizmatiskām vadotnēm ar skavu palīdzību, kas ar stieņu un skrūvju 74, 78 (IX.2. att.) palīdzību uztver kustību no roktura 80 caur zobratiem. 72 un 76 un zobratu riteņi - uzgriežņi 73 un 77.
2V440A Mašīnas koordinātu optiskā atskaites sistēma

Iekārtas optiskā ierīce. Koordinātu nobīdes lielums tiek mērīts, izmantojot precīzas stikla skalas un optisko ierīci, kas ļauj projicēt ar lielu skrāpējumu un skaitļu attēla palielinājumu uz skalas, kā arī spirālveida mikrometra režģi uz ekrāna.
Mašīnas optiskā ierīce sastāv no divām kustību skaitīšanas shēmām: galda - garenvirzienā un slaida - šķērsvirzienā.
Noviržu skaitīšanas shēmā garenvirzienā pārvietojams ir tabulas mēroga lineāls (sk. IX.2. att.), kas ir saistīts ar to un pārvietojas ar to attiecībā pret optisko sistēmu. Noviržu skaitīšanas shēmā šķērsvirzienā optiskā sistēma pārvietojas attiecībā pret ragavas fiksēto skalas stieni, kas ir piestiprināts pie rāmja.
Abas optiskās shēmas ir vienādas, un tikai izkārtojuma ērtībai šķērseniskās skalas optiskajā shēmā ir iekļautas prizmas un spoguļi, kas maina staru gaitu. Tāpēc tālāk aplūkota tikai optiskā shēma tabulas kustību skaitīšanai (IX.5. att., a).
No spuldzes 1 caur kolektoru 2 un kondensatoru 3 stari kondensējas skalas stieņa 5 gājienu plaknē. Lineāls 4 ir bez skrāpējumiem un kalpo, lai aizsargātu skalas stieņa gājienu plakni no putekļi.
Stari iziet cauri stikla skalai 5, uz kuras ir uzdrukāti dalīšanas riski un cipari; izejot cauri lēcai 6 un plaknei paralēlai plāksnei 7, tie spirālveida acs mikrometra 8 režģa plaknē dod atzīmju un skaitļu attēlu ar pieckārtīgu pieaugumu.
Izejot cauri projekcijas okulāram 9 un aizsargstikls 10 un atspoguļots no plakanajiem spoguļiem 11 un 13, mēroga joslas atzīmju attēls tiek projicēts uz ekrāna 12 ar palielinājumu 60x. Izmēra daļējā daļa tiek novērtēta uz ekrāna, izmantojot uz tā projicētu režģi • spirālveida mikrometru (IX.5. att., b). Lasīšanas cena 1 mk.
Lai labotu rādījumus uz ekrāna, kompensētu skalas stieņu dalījumu neprecizitātes un novērstu uzkrāto kļūdu, iekārtas optiskajā nolasīšanas sistēmā ir korekcijas iekārta.
Korekciju veic, pagriežot plakni paralēlo plāksni 7 (IX.5. att., a) ap horizontālo asi; šajā gadījumā skalas joslas sitienu attēli tiek pārvietoti ekrāna redzamības laukā par nepieciešamo daudzumu.
Plāksne, kas uzstādīta optiskās ierīces staru gaitā, griežas caur sviru sistēmu no korekcijas lineāla, kas piestiprināta pie galda (vai rāmja). Korekcijas lineāls ļauj izlabot gan uzkrātās, gan lokālās kļūdas mēroga joslu iedalījumos 5. Lai labotu uzkrātās kļūdas, korekcijas lineāls ir iestatīts leņķī. Lokālo kļūdu labošanu nodrošina atbilstošā lineāla profila līkne.
Trieciena attēla nobīde ekrānā par 0,001 mm atbilst korekcijas lineāla sviras nolaišanai vai pacelšanai par 0,2 mm.
Spirālmikrometram 8 ir divi režģi - kustīgs un fiksēts (IX.5. att., b). Uz kustīgā režģa tiek uzklāta dubultā Arhimēda spirāle, kuras solis ir 0,5 mm; tas atbilst 0,1 mm mēroga skalai 5 (IX.5. att., a), kuras attēls ir uzbūvēts režģa plaknē ar pieckārtīgu palielinājumu.
Kustīgā režģa centrā (IX.5. att., b) ir apļveida skala ar 100 iedaļām, kuras tiek digitalizētas ik pēc piecām iedaļām. Kustīgais režģis griežas attiecībā pret fiksēto, uz kura tiek uzlikts rādītājs ar bultiņu. Indekss ir sadalīts 10 daļās (IX.5. att., c), no kurām katra ir vienāda ar kustīgajam režģim pieliktās spirāles piķi.
Indeksa dalījumi ir digitalizēti un, kad apļveida skala ir iestatīta uz nulli pret bultiņu, tie atrodas attiecīgā spirāles pagrieziena vidū. Pilnībā pagriežot kustīgo režģi, spirāle tiek nobīdīta attiecībā pret fiksēto indeksu par soli, t.i., par 0,1 mm. Spirāles lineārā kustība par vienu soli atbilst pilnam ciparripas pagriezienam. Tāpēc tā dalījuma cena \u003d 0,1 mm * 1/100 \u003d 0,001 mm \u003d 1 mikrons. Tādējādi apļveida skala ir "mikrons" un kalpo milimetra simtdaļu un tūkstošdaļu nolasīšanai.
Iestatot simtdaļu un tūkstošdaļu gājienu pret bultiņu, spirāle tiek nobīdīta par tādu pašu lielumu attiecībā pret indeksa dalījumiem. Pārvietojot galdu (ragavas), skalas joslas digitalizētie milimetru gājieni pārvietojas pa indeksu.
Kustīgais siets (IX.5. att., b) ir iestrādāts rāmī, kura griešanās notiek caur zobratu sistēmu no sēnītes 16 (IX.1. att.).
Koordinātu skaitīšanas ērtībai to ņem par sākotnējo pozīciju, kurā uz galda piestiprinātā izstrādājuma pamatnes cauruma centrs ir izlīdzināts ar vārpstas asi. Kurā:
- pagriežot sēnīti 16, iestatiet apļveida skalas nulli pret mērķa bultiņu
- griežot rokratu 21, spirāles vidū iestatiet tuvākā milimetra gājiena attēlu, kas apzīmēts ar nulli; ekrāns izskatīsies kā parādīts attēlā. IX.5, in
- tāds pats iestatījums tiek veikts šķērsenisko koordinātu ekrānā, kuram pagriež sēnīti 4 (IX.1. att.), un pēc tam rokratu 1
- pievienojot sākotnējiem rādījumiem vai atņemot no tiem (atkarībā no kustības virziena) dotos izmērus, nosaka uzstādīšanas koordinātas garenvirziena un šķērsvirziena kustībām
- pagriežot sēnīti 16 (attiecīgi sēnīti 4), iestatiet lieluma daļdaļas simtdaļas un tūkstošdaļas apļveida skalā
- pārvietojiet galdu (ragavas) pozīcijā, kur skalas 5 (IX.5. att., c) digitalizētais milimetra gājiens tiks saskaņots ar spirāles vidu, ko norāda ar daļējas daļas desmitdaļu skaitu. izmērs tiek iestatīts.
Ekrānu skats ar iestatītajiem izmēriem ir parādīts att. IX.5, in
Tādējādi pilna izmēra sastāv no veseliem milimetriem - skalas joslas gājiena digitalizācija, milimetra desmitdaļām - spirāles digitalizācija, milimetra simtdaļām un tūkstošdaļām - apļveida skalas rādījumiem.
2V440A Iekārtas elektriskās ķēdes shēma

- Elektromotori:
- D - vārpstas piedziņa
- SL - buksēt
- ST - galds
- D1 - ģenerators
- D2 - dzesēšana
- D3 - regulatora slīdņa kustība
- D4 - EMU elektromotors
- 1 - ģenerators
- Kontaktori:
- 1K - elektromotori D1, D2, D4
- ЗК, 4К - elektromotora D elektromotora soli pa solim palaišana
- 5K - bremzēšanas motors D
- 1KB - gājiens "pa labi" no elektromotora CT
- 1KH - gājiens "pa kreisi" no elektromotora CT
- 2KB - elektromotora SL gājiens "uz priekšu".
- 2KN - elektromotora SL gājiens "Aizmugure".
- Pogas:
- 1KU, 2KU - apturiet un iedarbiniet elektromotoru D
- ZKU, 4KU, 5KU, 6KU - elektromotora apstāšanās un bremzēšana, iedarbināšana, paātrināšana, palēnināšana
- 7KU - apgaismojuma optikas frēzēšanas ātruma iestatījums
- 8KU - lēna vārpstas rotācija
- Gājiena ierobežojuma slēdži:
- BK1 - vārpsta
- VK3, VK4, - tabulas pa labi, pa kreisi; VK6, VK7 - uz priekšu, atpakaļ
- VK8, VK9 Gala slēdži bloķēšanai: bīdāmais - regulatora griešanās leņķis
- BK2, BK5 - skavu galda ragavas
- Slēdži:
- BB - ievads
- VO - lokālais apgaismojums
- Lampas:
- 1LS, 2LS - signāls
- 1LO, 2LO - apgaismojums
- 1L, 2L - apgaismojuma optika
- LSh - apgaismojuma skalas slaids
- Starpreleji elektromotoru ātruma palielināšanai: 1RP - ST; 2RP — SL
- 3RP - starprelejs optikas apgaismojuma ieslēgšanai;
- 4PT1 - vārpstas lēnas rotācijas relejs
- Laika relejs: 1РВ - elektromotora D pakāpiena palaišana; 2РВ - apgaismojuma optika
- 1RT, 2RT - siltuma motora aizsardzības releji
- 1PP, 2PP, ZPP, 4PP - drošinātāji
- 1С10-5С10 - pretestību regulēšana
- 1ST - elektromotora D palaišanas-bremzēšanas pretestība
- OVG, OVD, OVST, OVSL - ģeneratora un elektromotoru L, ST, SL šunta tinumi
- SOG, SOD, OVS - ģeneratora un elektromotoru D un D3 seriālie tinumi
- ShR - motora ierosmes regulators D
- C - stabilizējošais kondensators
- 1TP, 2TP - pazeminošie transformatori
- 1PO, 2PO - ātruma regulatori ST un SL dzinējiem
- 1B, 2B - voltmetri (tiem ir galda un ragavu kustības ātruma gradācija)
- OU-1 un OU-11 - EMU vadības tinumi
- SV - selēna taisngriezis
- AT - ierosmes regulators autotransformators ShR
- KO - kompensācijas tinums EMU
- ShKO - EMU kompensācijas tinuma šunts
- 1SD, 2SD, ZSD, SDV - papildu pretestības
2V440A Shematiskā diagramma
Mašīnas elektriskā ķēde ietver elektriskās piedziņas: dzesēšanas sistēmas vārpstu, galdu un ragavas, kā arī nodrošina iekārtas optikas apgaismojumu, bloķēšanu un aizsardzību dažādos atsevišķu agregātu darbības režīmos.
Urbuma vārpstas griešanās, galda un slīdņa kustība tiek veikta no līdzstrāvas motoriem, un dzesēšanas sūkni darbina asinhronais motors.
Lai darbinātu vārpstas piedziņas motoru, ir ģenerators-motors, bet galda un ragavu motoriem - elektriskās mašīnas pastiprinātājs.
Mašīnas spriegums piegādā paketes slēdzis BB; tajā pašā laikā pārnesumkārbas ciparnīca ir izgaismota ar lampām 1LS un 2LS.
Spriegums uz elektromotora D un ģeneratora G ierosmes tinumiem tiek piegādāts no selēna taisngrieža CB, uz motoru ST un SL ierosmes tinumiem no ģeneratora G.
Ģeneratora un EMU ieslēgšana. Nospiežot pogu 2KU ("Ģenerators"), tiek ieslēgts 1K kontaktors, kas iedarbina elektromotorus: D1 - ģeneratora piedziņa; D4 - elektriskās mašīnas pastiprinātājs; D2 - dzesēšanas sistēmas (kad ir ieslēgta 1РШ ligzda).
Vārpstas piedziņa. Elektriskā ķēde nodrošina rotācijas iekļaušanu, tās deaktivizēšanu ar un bez bremzēšanas, bezpakāpju apgriezienu skaita maiņu, kā arī lēnu griešanos ar "rāpošanas" ātrumu.
Pirmā posma vārpstas starts. Kad tiek nospiesta poga 4KU (“Spindle Start”), ZK kontaktors savieno vārpstas rotācijas motoru D ar ģeneratoru, izmantojot 1ST starta bremžu pretestību.
Otrā posma vārpstas starts. Vienlaikus ar pogas 4KU nospiešanu tas saņem strāvu no 1РВ laika releja un ar laika aizkavi ieslēdz 4K kontaktoru, kas izslēdz laika releju un šuntē 1ST pretestību.
Lēna vārpstas rotācija. Poga 8KU (“Spindle lēni”) ieslēdz lēnu dzinēja griešanos (40-60 apgr./min), lai iegūtu “rāpojošu” vārpstas ātrumu, pie kura produkts tiek noregulēts, izmantojot centra meklētāju. Tajā pašā laikā tiek ieslēgts 4RP relejs, ATS dzinēja ierosmes tinums ir pievienots pilnam spriegumam, un OVG ģeneratora ierosmes tinums ir savienots caur pretestību 1SD. Lai novērstu ātruma svārstības, SOG ģeneratora seriālais tinums tiek šunts.
Vārpstas ātruma maiņa. Elektromotora D apgriezienu skaits pp \u003d 700; nmax = 2800 apgr./min. tiek regulēts ar šunta regulatoru; nospiežot pogu 5KU (“Ātri”) vai 6KU (“Lēni”), vienā vai otrā virzienā tiek ieslēgts maiņstrāvas kolektora motors Dz, kas, pārvietojot ShR regulatora slīdni, ievieš lielāku vai mazāku pretestību. vārpstas motora ATS ierosmes tinums.
Robežslēdži VK8 un VK9 ierobežo regulatora griešanās leņķi galējās pozīcijās, izslēdzot motoru D3.
Vārpstas bremzēšana. Kad ZKU poga ir pilnībā nospiesta, tiek ieslēgts 5K kontaktors un vienlaikus tiek izslēgti ZK un 4K kontaktori.
Ar ZK kontaktiem motora D armatūra tiek atvienota no barošanas avota, un ar 5K kontaktu armatūra tiek ieslēgta ar pretestību 1ST, kas šajā gadījumā ir bremze. ATS ierosmes tinums ir ieslēgts ar pilnu spriegumu. Notiek intensīva elektromotora dinamiskā bremzēšana, kas turpinās, līdz tiek nospiesta poga ZKU vai līdz enkurs apstājas. Elektromotora D apturēšana bez bremzēšanas tiek veikta, nepilnīgi nospiežot pogu ZKU, pie kuras kontaktori ZK un 4K tiek izslēgti, bet 5K netiek izslēgti.
Galda un ragavu elektriskā piedziņa. Elektroinstalācijas shēma mašīna nodrošina sekojošus darbus: koordinātu iestatīšana; galda un ragavu darba padeve frēzēšanas laikā un to strauja kustība. Galda kustība un ratu kustība var notikt tikai atsevišķi.
Lēna galda un ragavu kustība. ST galda un SL slīdņa elektromotoru iedarbināšana tiek veikta, pagriežot atbilstošos regulatorus 1RO un 2RO vienā vai otrā virzienā. Šajā gadījumā tiek ieslēgti magnētiskie starteri 1KB, 1KN vai 2KB, 2KN. EMU OU-11 vadības tinums ir savienots ar piedziņas sprieguma starpību, kas ņemta no ātruma regulatora 1RO vai 2RO, un EMU sprieguma (negatīvā sprieguma atgriezeniskā saite).
2A430 džiga urbšanas mašīna. Video.
Koordinātu urbšanas mašīnas 2V440A tehniskie parametri
| Parametra nosaukums | 2E440A | 2V440A |
|---|---|---|
| Iekārtas galvenie parametri | ||
| Precizitātes klase (N, P, V, A, C) | BET | BET |
| Galda darba virsma, mm | 710 x 400 | 800 x 400 |
| Lielākais urbuma diametrs tēraudā 45, mm | 25 | 25 |
| Lielākais urbuma diametrs tēraudā 45, mm | 250 | 250 |
| Mazākais un lielākais attālums no vārpstas gala līdz galdam, mm | 158..630 | 125..585 |
| Attālums no vārpstas ass līdz statnei (vārpstas pārkare), mm | 500 | 500 |
| Galvas balsts | ||
| Vārpstas apgriezienu skaits (b/s regulēšana), apgr./min | 50...2000 | 50...2000 |
| Vārpstas uzmavas darba padeves robežas uz vienu vārpstas apgriezienu, mm / apgr. | 0,03...0,16 9 soļi |
0,03...0,16 9 soļi |
| Lielākā vārpstas vertikālā kustība (gājiens) (manuālā, mehāniskā), mm | 210 | |
| Vislielākā balsta vertikālā kustība (regulēšana ar roku), mm | 250 | |
| Vārpstas iekšējais konuss (iekšējais konuss) īpašs | № 40 7:24 | 5 |
| Lielākais saspiežamā instrumenta konuss | Morse 4 | Morse 4 |
| Vārpstas kārbas piestiprināšana pie sliedēm | rokasgrāmata | rokasgrāmata |
| Darbvirsma | ||
| Vislielākā galda kustība (garenvirzienā / šķērsvirzienā), mm | 630 x 400 | 710 x 400 |
| T veida slotu skaits uz galda | 5 | 5 |
| Galda un ragavu paātrinātās kustības vērtība, mm / min | 1600 | 800 |
| Galda un ragavas darba padeves robežas frēzēšanas laikā, mm/min | 20..315 | 16..800 |
| Lielākā pārstrādātā produkta masa, kg | 320 | 320 |
| Mašīnas precizitāte | ||
| Rastra režģa dalīšanas cena koordinātu iestatīšanai, mm | 0,001 | 0,001 |
| Koordinātu iestatīšanas precizitāte, mm | 0,005 | 0,005 |
| Attālumu precizitāte starp mašīnas urbumu asīm, mm | 0,008 | 0,008 |
| Urbuma diametra precizitāte (diametra noturība), mm | 0,004 | 0,004 |
| Padeves mehānisma pārslodzes aizsardzība | tur ir | tur ir |
| Piedziņas vienība | ||
| Mašīnas elektromotoru skaits | 5 | 5 |
| Galvenās piedziņas elektromotors, kW | 4,5 | 2 |
| Galda kustības piedziņas elektromotors, kW | 0,245 | 0,245 |
| Ragavu kustības piedziņas elektromotors, kW | 0,245 |





