Mašīnu piederumi virpai. Virpas stiprinājums
Virpu stiprinājumi ļauj atvieglot darbu un paplašināt sērijveida iekārtu funkcionalitāti. Ierīces var būt rūpnīcā ražotas, kuras ražo daži uzņēmumi, vai arī tās var būt paštaisītas. Šajā rakstā es aprakstīšu vairākus interesanti sīkrīki, kas lieti noderēs ikvienam amatniekam, kura darbnīcā ir virpa, turklāt lielāko daļu armatūras var izgatavot ar rokām.
Pašdarināts armatūra virpām.
Frēzēšanas agregāts priekš virpas .
Sāksim ar visnepieciešamāko un noderīgāko ierīci, kas palīdzēs parasto virpu pārvērst par frēzmašīnu un būtiski paplašinās jebkura meistara iespējas. Šis paštaisītais frēzēšanas agregāts ir paredzēts virpai TV-4 un līdzīgiem skolēniem. Bet šādu ierīci ir viegli izgatavot jebkurai virpai, pielāgojot izmērus konkrētā suporta izmēriem.
Šis vienkāršais, bet robusts dizains frēzēšanas stiprinājums tika izstrādāts atpakaļ Padomju gadi un publicēts žurnālā "Modelist Constructor". Un ar šī stiprinājuma palīdzību var veikt plakņu frēzēšanu uz virpas, dažādu detaļu apstrādi pa kontūru un dažādu rievu un rievu paraugu ņemšanu.
Un vispār ar gala un slīpfrēzēm ir iespējams apstrādāt jebkuras detaļu virsmas, jo mašīnas kariete un balsts pārvietojas pa trim koordinātām, kariete pārvietojas vertikālā plaknē un stiprinājuma kronšteins pārvietojas iekšā. horizontāla plakne.
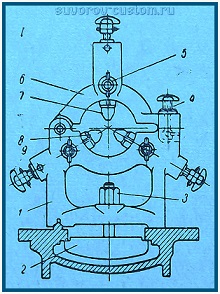
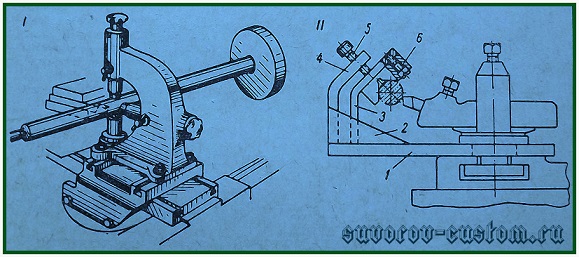
Kā redzams no rasējumiem, armatūras galvenā daļa ir kronšteins, kas tiek fiksēts uz virpas balsta, nevis noņemtās mazās gareniskās padeves karietes (ragavas). Un pats mazais garenvirziena padeves ratiņš tiek noņemts no mašīnas balsta un piestiprināts ar divām skrūvēm pie stiprinājuma kronšteina priekšējās sienas vertikāli un ļauj pārvietot sagatavi vertikāli.
Ar instrumentu turētāju tajā var nostiprināt nevis griezēju, bet gan kādu plakanu frēzējamu daļu. Vai arī varat noņemt instrumenta turētāju un tā vietā izmantot kādu paštaisītu skrūvspīļu, ja apstrādājamā detaļa ir apjomīgāka.
Tāpat instrumenta turētāja vietā uz standarta radzes iespējams nostiprināt nevis skrūvspīli, bet patronu no mazas virpas, ja frēzējamā detaļa ir cilindriska un nav plakana. Vai patronas vietā izmantojiet priekšējo plāksni no virpas komplekta. Un tas ir variants ar priekšējo plāksni 3 (ar spraudeņiem 4), kas ir parādīts zemāk esošajā zīmējumā.
 Priekšējā plāksne ir uzstādīta uz parastās instrumenta turētāja tapas un nofiksēta ar uzgriezni. Nu, sagatave jau ir iespīlēta priekšējā plāksnē, izmantojot skavas 4, kā parasti. Kopumā sagataves nostiprināšanai var būt vairākas iespējas atkarībā no tā konfigurācijas un izmēra.
Priekšējā plāksne ir uzstādīta uz parastās instrumenta turētāja tapas un nofiksēta ar uzgriezni. Nu, sagatave jau ir iespīlēta priekšējā plāksnē, izmantojot skavas 4, kā parasti. Kopumā sagataves nostiprināšanai var būt vairākas iespējas atkarībā no tā konfigurācijas un izmēra.
Stiprinājuma kronšteins tiek izgriezts ar slīpmašīnu no parastās 8 mm biezas tērauda loksnes un pēc tam ar elektrisko metināšanu tiek sametināta tā priekšējā siena 1, sānu sienas 2 un pamatne 3. Metinot, protams, vienmēr ņemam vērā, lai tiktu saglabāti taisni leņķi.
Kad kronšteins ir metināts, izmantojot urbjus un griezējus, mēs izveidojam tajā centrālo caurumu un caurumus kronšteina piestiprināšanai pie mašīnas suporta, izmantojot standarta M8 tapas un uzgriežņus. Lai centrētu kronšteinu uz mašīnas balsta, tiek izmantota virzošā paplāksne 4, kas ir piemetināta pie apakšējās plāksnes un ir skaidri redzama augšējā zīmējumā.
Pateicoties pusapaļajām rievām kronšteina priekšējā sienā 1, kas veidotas 30º katrā virzienā, fiksēto ratiņu un daļu vertikālajā plaknē varēs ritināt par tiem pašiem 30º dažādos virzienos, kas paplašina iespējas daļas apstrāde ar frēzi dažādos leņķos.
Pateicoties parastajām rievām suportā, visu konsoli var novietot horizontālā plaknē, izmantojot standarta skalu grādos uz suporta. Kopumā būs iespējams ritināt un saspiest apstrādājamo priekšmetu abās plaknēs, un apstrādes laikā to pārvietot gan vertikālā, gan horizontālā plaknē.
Detaļu apstrādei paredzētais frēzis ir fiksēts parastajā virpas patronā, un, ja griezējam ir konusveida kāts, kas atbilst Morzes konusam jūsu mašīnas vārpstā, varat noņemt patronu un piestiprināt griezēju tieši mašīnas vārpstā. .
Un, lai precīzi izsekotu griezēja kustībai, nenāk par ļaunu izgatavot planšetdatora turētāju zīmējumiem 7, pa kuru slīdēs izsekošanas rādītājs 8, piestiprināts pie mašīnas balsta un kas ir parādīts attēlā.
Izgatavojot tik vienkāršu armatūru, jūs ievērojami paplašināsit savas virpas funkcionalitāti.
Ierīce vienmērīgai astes balsta kustībai.
Šī vienkāršā ierīce ļauj vienmērīgi un ar minimālas izmaksas. Un šāda ierīce jums būs nepieciešama, piemēram, ļoti dziļu urbumu urbšanai, jo spalvu kustība uz mazām mašīnām ir tikai 50 - 60 mm. Un, ja virpa ir pietiekami liela, tad smago astes balstu var pārvietot bez piepūles.
 Sākumā mēs izurbjam pāris caurumus sānu malas plāksnē un ar krānu iegriežam tajos M 10 vai M12 vītni. Tālāk, izmantojot šos caurumus pie aizmugurējās balsta plāksnes, mēs pieskrūvējam paštaisītu leņķa kronšteinu 1 (skatiet attēlu), kurā griežas rullīši 4 un 5. Piedziņas zobrats 3 un piedziņas rokturis 2 ir uzstādīti uz veltņa 4.
Sākumā mēs izurbjam pāris caurumus sānu malas plāksnē un ar krānu iegriežam tajos M 10 vai M12 vītni. Tālāk, izmantojot šos caurumus pie aizmugurējās balsta plāksnes, mēs pieskrūvējam paštaisītu leņķa kronšteinu 1 (skatiet attēlu), kurā griežas rullīši 4 un 5. Piedziņas zobrats 3 un piedziņas rokturis 2 ir uzstādīti uz veltņa 4.
Un uz veltņa 5 ir uzstādīti piedziņas zobrati 6 un mazāka diametra ritenis 7, kas darbojas uz mašīnas gultnes standarta zobrata un tādējādi virza mašīnas aizmugurējo balstu. Ja vēlaties, joprojām varat izgatavot nelielu apvalku no skārda vai lokšņu plastmasas, kas nosegs zobratus no putekļiem, kurus vēlams ieeļļot.
Ierīce urbju nostiprināšanai uz mašīnas balsta .
Šis virpas stiprinājums noderēs arī tad, ja ar gariem urbjiem nepieciešams izurbt pietiekami dziļas bedrītes. Turklāt tas ļaus jums ātri periodiski izņemt urbi no urbuma, lai noņemtu skaidas un ieeļļotu urbi.
Galu galā astes sviras kustības ātrums ir ļoti mazs, un suporta gareniskās kustības (mehāniskās padeves) ātrums ir daudz lielāks. Un šī ierīce palielinās urbšanas detaļu produktivitāti, it īpaši, ja to ir daudz un ja urbumu dziļums ir ievērojams.
 Armatūras pamatā ir urbjmašīnas turētājs 1 (sk. attēlu), kas ir nostiprināts iekārtas instrumentu turētājā. Turētājam ir konusveida caurums urbjpatronas vai urbjmašīnas ar konusveida kātu konusveida kāta nostiprināšanai.
Armatūras pamatā ir urbjmašīnas turētājs 1 (sk. attēlu), kas ir nostiprināts iekārtas instrumentu turētājā. Turētājam ir konusveida caurums urbjpatronas vai urbjmašīnas ar konusveida kātu konusveida kāta nostiprināšanai.
Protams, urbjmašīnas (vai patronas) turētāja konusveida cauruma asij jāsakrīt ar virpas pamatnes vārpstas asi. Tas pats jāņem vērā, fiksējot urbjmašīnas turētāju mašīnas instrumentu turētājā. Tā kā pie mazākās novirzes ir iespējama urbšanas kvalitātes pazemināšanās, urbuma sienu pārrāvums un pat urbja lūzums.
Padeve, urbjot caurumus pa daļām, tiek veikta ar suporta slīdņa garenvirziena kustību. Un šīs ierīces priekšrocība, kā minēts iepriekš, ir lielāks griezējinstrumenta kustības ātrums, it īpaši, ja jums ir jāurbj dziļi caurumi un bieži ir jānoņem urbis, lai noņemtu skaidas.
Izgatavojot šādu urbjmašīnas turētāju, nav nepieciešams veidot tā korpusu cilindrisku kā attēlā, var izgatavot korpusu stieņa formā un to ir daudz vieglāk izgatavot uz frēzmašīna. Bet ir iespējams arī uz virpas izgatavot cilindrisku korpusu un pēc tam tam sānos piemetināt 10–15 mm biezu plāksni, kurai armatūru iestiprinās virpas instrumentu turētājā.
Uzlabots matricu turētājs .
Iegriežot vītni ar presformām, kuras tiek uzstādītas parastajos presformu turētājos, bieži tiek iegūta nogrieztā vītne Slikta kvalitāte griezējinstrumenta neatbilstības dēļ. Lai no tā izvairītos, vītņu griešanas sākumā vienmēr ir jāatbalsta parasts matricu turētājs ar astes sviru.
Taču daudz ātrāk un ērtāk strādāt ir vītņot ar uzlabota matricu turētāja palīdzību, ko pats vari izgatavot uz tās pašas virpas. Attēlā pa kreisi ir parādīts viens no šāda matricu turētāja dizainiem.
 Dzinējs 1 ar konusveida kātu tiek ievietots astes sviras konusveida caurumā. Uz serdeņa brīvi (bet ar minimālu atstarpi) ir uzstādīts stikls 2 un maināma uzmava 4, kurā veidne ir piestiprināta ar skrūvi. Astes stienis ar instrumentu tiek novadīts uz rotējošu sagatavi. Tālāk instrumenta kustība tiek veikta, pārvietojot spalvu.
Dzinējs 1 ar konusveida kātu tiek ievietots astes sviras konusveida caurumā. Uz serdeņa brīvi (bet ar minimālu atstarpi) ir uzstādīts stikls 2 un maināma uzmava 4, kurā veidne ir piestiprināta ar skrūvi. Astes stienis ar instrumentu tiek novadīts uz rotējošu sagatavi. Tālāk instrumenta kustība tiek veikta, pārvietojot spalvu.
Saskaroties ar detaļu, stiklu 2 no rotācijas neļauj rokturis 3, uz kura, starp citu, var uzlikt cauruli un atbalstīt to pret mašīnas rāmi. Vītņošanas laikā kauss 2 brīvi pārvietojas pa serdi 1. Vītņošanas beigās mašīnas vārpstas rotācija tiek apgriezta un instruments attālinās no detaļas.
Tiem, kam nav mazu apgriezienu, vītni vislabāk griezt, manuāli pagriežot mašīnas vārpstu, ar patronu vai izmantojot īpašu rokturi, kas tiek ievietots no vārpstas aizmugures.
Ierīce vienlaicīgai urbšanai un vītņošanai .
Virpas stiprinājums, kas ļauj vienlaikus urbt caurumu un izgriezt ārējo vītni vienā instrumenta instalācijā, ir parādīts attēlā zemāk.
 Šīs ierīces 4. serde ir ievietota arī virpas astes spārnā. Mandeles priekšā ir ligzda urbja nostiprināšanai. Un ārējā kustīgā serde 2 tiek uzlikta uz serdeņa 4 un virzās pa to aksiālā virzienā. 3. atslēga neļauj tai pagriezties.
Šīs ierīces 4. serde ir ievietota arī virpas astes spārnā. Mandeles priekšā ir ligzda urbja nostiprināšanai. Un ārējā kustīgā serde 2 tiek uzlikta uz serdeņa 4 un virzās pa to aksiālā virzienā. 3. atslēga neļauj tai pagriezties.
Ārējā serdeņa priekšpusē ir caurums maināmai uzmavai ar matricu un ir skrūve 1, kas tos nostiprina. Pēc tam, kad iekšējais serdeņš ir ievietots astes stiebrā, uz serdeņa tiek uzlikts gredzens 5 ar rokturi 6, ārējais sermenis 2 un tiek ievietots urbis un matrica.
Urbšanas beigās, nenoņemot urbi no urbuma, mēs pārslēdzam vārpstas ātrumu uz skaitli, kas atbilst vītņojumam. Ārējo serdi padod ar roku no labās uz kreiso pusi. Šajā gadījumā pavediens ir pareizs un koncentrisks attiecībā pret izurbts caurums. Vītņošanas beigās un, mainot mašīnas vārpstas griešanās virzienu, ārējais serps pārvietojas otrādi no kreisās puses uz labo.
Šeit ir aprakstīta vēl viena vienkārša, bet noderīga mājās gatavota adaptera ierīce, kas palīdzēs salabot biezāku griezēju, kas neietilpst parastajā virpas instrumentu turētājā.
Nu, noslēgumā paštaisītas ierīces virpām publicēju tieši zem vēl vienu video no sava suvorov-custom kanāla, kurā rādu vēl vienu vienkāršu, bet ļoti noderīga ierīce, ar kuru ļoti ātri var nocentrēt apstrādājamo priekšmetu un pēc tam beidzot to precīzi iespiest virpas patronā.
Rūpnīcas armatūra virpām.
Rūpnīcas ierīču ir ļoti daudz, bet es aprakstīšu izplatītākās un noderīgākās.
Universāls konusveida lineāls .
 To izmanto konisku virsmu apstrādei uz virpas. Lineāls ir uzstādīts paralēli koniskās virsmas ģenerātoram, un augšējā daļa virpas suports griežas par 90 grādiem.
To izmanto konisku virsmu apstrādei uz virpas. Lineāls ir uzstādīts paralēli koniskās virsmas ģenerātoram, un augšējā daļa virpas suports griežas par 90 grādiem.
Konusa lineāla griešanās leņķa nolasījums tiek veikts atbilstoši skalā atzīmētajiem dalījumiem (milimetrs vai leņķis). Lineāla griešanās leņķim jābūt vienādam ar konusa slīpuma leņķi.
Un, ja lineāla mērogā ir nevis grādu, bet milimetru iedaļas, tad lineāla griešanās lielumu nosaka pēc vienas no zemāk publicētajām formulām:

kur h ir milimetru iedalījumu skaits konusa lineāla skalā,
un H ir attālums no lineāla rotācijas ass līdz tā galam, kurā skala netiek nēsāta. Burts D ir lielākais konusa diametrs, burts d ir mazākais konusa diametrs, burts L ir konusa garums, burts α ir konusa leņķis un burts R ir konuss.
Stacionāri un kustīgi stabili balsti .
Paredzēts necietu (plānu) vārpstu apstrādei. Stabilais balsts, kas parādīts attēlā, sastāv no čuguna korpusa 1, ar kuru ar bultskrūves 4 palīdzību ir piestiprināts šarnīrsavienojums 6, kas atvieglo detaļas uzstādīšanu. Stabilā balsta korpusa pamatnei ir forma, kas atbilst gultas vadotnēm, uz kurām tā ir piestiprināta ar stieņa 2 un skrūves 3 palīdzību.
Korpusā ar regulēšanas skrūvju 9 palīdzību pārvietojas divi izciļņi 8, bet vāciņā pārvietojas viens izciļņi 7. Skrūves 5 kalpo izciļņu nostiprināšanai vajadzīgajā pozīcijā. Šāda ierīce ļauj stacionārā uzstādīt dažāda diametra vārpstas. atpūta.
Taču daudz efektīvāka ir modernizēta stabilā balsta (skat. attēlu zemāk), kurā apakšējos stingros izciļņus aizstāj ar lodīšu gultņiem 8. Tie tiek regulēti atbilstoši apstrādājamās virsmas diametram, izmantojot centrā esošo vadības vārpstu. , vai pēc pašas daļas.
 Pēc tam lunetes vāks 2 tiek nolaists un, regulējot stieņa 5 stāvokli ar uzgriezni 4, vāku uzstāda tā, lai atstarpe starp lunetes pamatni un vāku būtu 3-5 mm. Šī stieņa 5 pozīcija ir fiksēta ar pretuzgriezni 3.
Pēc tam lunetes vāks 2 tiek nolaists un, regulējot stieņa 5 stāvokli ar uzgriezni 4, vāku uzstāda tā, lai atstarpe starp lunetes pamatni un vāku būtu 3-5 mm. Šī stieņa 5 pozīcija ir fiksēta ar pretuzgriezni 3.
Pēc tam, izmantojot ekscentri 1, pārsegs tiek nospiests pret stabila balsta pamatni, savukārt atsperes 6 ietekmē augšējie lodīšu gultņi 7 ar spēku nospiež apstrādājamo priekšmetu. Detaļas izskrējienu uztver nevis lodīšu gultņi, bet gan atspere 6, kas kalpo kā amortizators.
Pārvietojamas lunetes. Atšķirībā no fiksētajiem stabilajiem balstiem, kas ir piestiprināti pie vadības iekārtām, ir arī pārvietojami stabili balsti (skatiet attēlu zemāk), kas ir piestiprināti pie suporta karietes.
 Tā kā kustīgais stabilais balsts ir piestiprināts pie suporta karietes, tas pārvietojas kopā ar to pa sagatavi, sekojot griezējam. Tādējādi tā atbalsta daļu tieši spēka pielikšanas vietā un pasargā to no novirzēm.
Tā kā kustīgais stabilais balsts ir piestiprināts pie suporta karietes, tas pārvietojas kopā ar to pa sagatavi, sekojot griezējam. Tādējādi tā atbalsta daļu tieši spēka pielikšanas vietā un pasargā to no novirzēm.
Kustīgais balsts tiek izmantots smalkai pagriešanai garās daļas. Tam ir divas vai trīs kameras. Tie ir pagarināti un fiksēti tāpat kā fiksētas lunetes izciļņi.
Izciļņiem jābūt labi ieeļļotiem, lai berze nebūtu pārāk liela. Lai samazinātu berzi, izciļņu uzgaļi ir izgatavoti no čuguna, bronzas vai misiņa. Vēl labāk, ja izciļņu vietā izmantojiet gultņu rullīšus.
Un nobeigumā tie, kas vēlas, zemāk esošajā video var noskatīties, kā es no metāllūžņiem izglābu īpaši augstas precizitātes mašīnu 16B05A.
Un nedaudz zemāk ievietoju video par paštaisītu dalītāju savai TV 4 virpai, kuru uztaisīju vien pāris stundu laikā.
Nu vēl zemāk rāda un stāsta par manas mašīnas TV atjaunošanu - 4.
Šķiet, ka tas arī viss. Protams, šeit nav publicēti visi armatūra virpām, bet, ja vismaz šajā rakstā publicētie armatūra parādīsies jūsu darbnīcā, tad jūsu darbnīcas iespējas ievērojami paplašināsies, radoši panākumi ikvienam.
Visplašāk izmantotie instrumenti virpošanas un slīpēšanas darbiem ir centri, žokļu un spailes, kurus izmanto arī citos darbos (piemēram, urbšanā).
Uz att. 122 parādīti virpas centru modeļi: normāli (122. att., α), ar sfērisku galu (122. att., b), ko izmanto, ja sagataves centra līnija ir nobīdīta attiecībā pret virpas centru līniju. mašīna, puscentri (122. att., c), ļaujot apvienot ārējos garenvirpošanas un apgriešanas galus. Lai palielinātu centru nodilumizturību, tie tiek pastiprināti ar cieto sakausējumu vai arī konusa virsma ir metalizēta.
Griešanas procesa laikā notiekošās sildīšanas dēļ, kas izraisa sagataves pagarināšanos, mainās iespīlēšanas spēks. Lai saspiešanas spēks būtu nemainīgs, kompensatori tiek ievietoti aizmugurējā daļā dažādi dizaini: atspere, pneimatiskā un hidrauliskā, kas ļauj nedaudz nobīdīt spalvu, kad sagatave tiek uzkarsēta. Šādus kompensatorus parasti izmanto, fiksējot sagatavi rotējošajos centros.
Lai novērstu necieto vārpstas sagatavju novirzi, tiek izmantoti papildu balsti lunetes kustīgs vai fiksēts tips. Stacionāro universālo stabilo balstu parastās konstrukcijas neatbilst ātrgaitas apstrādes prasībām, jo no bronzas vai čuguna izgatavotie stabilās balsta izciļņi ātri nolietojas un to saskarnē ar apstrādājamo priekšmetu veidojas sprauga, kas izraisa vibrācijas. V. K. Seminskis ierosināja modernizēt luneti (123. att.). Stabilas balsta pamatnē 1 izciļņu 7 vietā ir uzstādīti lodīšu gultņi, un izciļņa ligzda vāciņā 2 ir urbta un tajā ievietots stienis 4 ar atsperi 5. Auskars 6 ar diviem lodīšu gultņiem fiksēts uz stieņa. Stabilās atpūtas pamatnes lodīšu gultņi ir pielāgoti diametram atbilstoši centros uzstādītajam vadības veltnim vai pašam sagatavei.
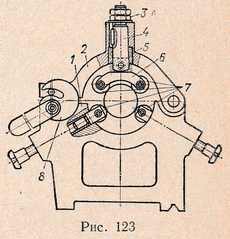
Pēc tam tiek uzlikts stabilā balsta pārsegs 2 un stieņa 4 stāvoklis tiek noregulēts ar uzgriezni 3 tā, lai starp pamatni un vāku būtu atstarpe. bija 3–5 mm, pēc tam vāku nospiež ar ekscentri 8. Šajā gadījumā atspere 5 tiek saspiesta un auskarā uzstādītie lodīšu gultņi sāk ar spēku spiest apstrādājamo priekšmetu pret pamata lodīšu gultņiem.
Triecienu, ko izraisa dažādu apstrādājamā priekšmeta sekciju ovitāte un nevienlīdzīgais biezums ar šo vienmērīgā atbalsta konstrukciju, uztver atspere 5, kas darbojas kā amortizators.
Visizplatītākās ierīces griezes momenta pārsūtīšanai uz sagatavēm uz pamatnes vārpstas ir pavadas ierīces: skavas, skavas, dzenskrūves, dzenošās priekšējās plāksnes, dzenspapīri, izciļņu patronas, spīļu iespīlēšanas ierīces.
Tradicionālās un pašsavienojošās skavas ir ierobežotas izmantošanas, jo prasa ievērojamu uzstādīšanas laiku, tāpēc biežāk tiek izmantoti pašsavienojošie dzenskrūvi. Šajā gadījumā jūs varat uzstādīt un noņemt sagataves, vienlaikus griežot vārpstu. Centros uzstādītā apstrādājamā detaļa tiek pārvietota pa kreisi, nospiežot spalvu, astes stieni, savukārt pavadas zobi tiek iespiesti sagataves galā, kas nodrošina griezes momenta pārnešanu no vārpstas uz sagatavi. 
No patronām, ko izmanto sagatavju montāžai un nostiprināšanai uz virpām, visizplatītākās ir pašcentrējošas trīs spīļu patronas. Lai nostiprinātu asimetriskas sagataves, parasti tiek izmantotas četržokļu patronas ar neatkarīgu katra izciļņa kustību ar skrūvi.
Pamatojot sagatavi uz iekšējās virsmas, tiek izmantoti paplašināmi stieņi ar pneimatisko piedziņu. Pneimatiskās piedziņas patronas raksturīgākā konstrukcija ir patrona, kas parādīta 124. attēlā. Šajā konstrukcijā jūs varat uzstādīt un noņemt sagatavi, neapturot mašīnas vārpstu. Patrona ir aprīkota ar automātiski bloķējošu peldošo centru. Ierīces korpusa caurumos ir uzstādīti virzuļi 7, kuru rievās ir zobrati 5, kas rotē uz asīm 6, kas iespiesti virzuļos 7. Zobrati 5 ir sasaistīti ar zobstieņa ķīļiem 8, kas ar to slīpajām malām ar ar krustveida ieliktņiem 4, kas atrodas bloku 3 rievās, pārvietojiet paliktņus ar ekscentriskiem izciļņiem uz saspiesto sagatavi. Izciļņi 1 griežas uz asīm 2, kas fiksētas blokos 3. Kasetnes vidū ir uzmava 14 ar peldošo kārtridžu 16, kas ir stingri savienota ar kārtridža korpusu. Galva 10 ir savienota ar sviras 9 pneimatiskā cilindra stieni. 
Saspiežot, galva 10 nospiež virzuļus 7 un virza uz priekšu uzmavu 15, sēžot uz uzmavas 14. Izciļņi 1 tiek nospiesti pret aiztura skrūvēm 12 ar atsperu virzuļiem 11, kas nodrošina, ka izciļņa virsmas vidusdaļa un saspiesta sagataves pieskāriens. Kad izciļņi 1 saskaras ar apstrādājamo priekšmetu, zobrati 5, ripojot pāri stieņa ķīļu 8 zobiem, pārvieto uzmavu 15, kas nostiprina centru 16 ar korpusu un trim bumbiņām.
Uz att. 125 redzams virpas ar iebūvētu rotējošu centru un pneimatisko cilindru spalvu pārvietošanai. Šī ierīce ļauj samazināt spalvas pārvietošanai pavadīto laiku. Spalva 2 pārvietojas kopā ar rotējošo centru 1 ar pneimatiskā cilindra 4 stieņa 3 un virzuļa 5 palīdzību. Kad saspiestais gaiss nonāk cilindra labajā dobumā, virzulis, virzoties pa kreisi, piespiež spalvu pie sagataves. tiek apstrādāts ar stieni.
Pneimatiskais cilindrs 4 ir stingri piestiprināts pie astes balsta korpusa. Ar sadales vārsta 6 palīdzību tiek vadīta piedziņa.
Apstrādājamo detaļu apstrādei uz virpām tiek izmantotas pneimatiskās trīsžokļu patronas ar regulējamām spīlēm. Regulējamo žokļu izmantošana ir saistīta ar nepieciešamību apstrādāt dažāda izmēra sagataves. Bieža izciļņu (vai paliktņu) pārkārtošana rada nepieciešamību tos pagriezt vai slīpēt, kas, protams, apgrūtina pārslēgšanu, it īpaši darba dienas laikā. Attēlā parādīts. 126 dizains ļauj ne tikai pielāgot spīles atkarībā no sagataves formas vai tā izmēriem, bet arī ātri noregulēt patronu darbam. centriem. Kasetnes korpusā 2 ir savienojums 1, kas ar vītni savienots ar pneimatisko piedziņas stieni. Trīs sviru 3 garie gali nonāk sakabes rievā, bet īsie – slīdņu 4 rievās, kas savienotas ar skrūvēm 5 ar izciļņiem 6. Kasetnes gala virsmai tiek uzlikts gredzenveida risks 7, un uz izciļņiem ir nodalījumi, kas ļauj iepriekš uzstādīt izciļņus. Pārveidojot patronu darbam centros, centrālajā atverē tiek ievietota adaptera uzmava ar parasto centru, un viens no izciļņiem tiek izmantots kā pavada.
Dažos gadījumos ir ieteicams centrēt sagataves ar pleciem vai atlokiem uz īsām, stingrām tapām vai padziļinājumos un nostiprināt tās gar asi. Uz att. 127 parādīts plānsienu atloku bukses aksiālās iespīlēšanas pneimatiskās ierīces dizains. Uzmava ir centrēta pie korpusa 1 piestiprinātā diska 7 iegriezumā un gar asi nostiprināta ar trim svirām 6, kas novietotas uz ass 5. Sviras iedarbina ar stieni, kas savienots ar skrūvi 2, kuru kustinot pārvietojas pa sviru 4 kopā ar svirām 6, nostiprinot apstrādājamo detaļu . Kad vilces spēks pārvietojas no kreisās puses uz labo, skrūve 2 ar uzgriezni 3 pārvieto sviru 4 ar svirām 6 uz sāniem. Pirksti, uz kuriem ir novietotas sviras 6, slīd pa diska 7 slīpajām rievām un tādējādi, kad apstrādātā sagatave ir atsprādzēta, tie nedaudz paceļas (kā parādīts ar plānu līniju), ļaujot atbrīvot apstrādājamo priekšmetu un iegūt jaunu sagatavi. jāuzstāda.
Stiprinājums gar plecu ļauj apstrādāt gan ārējās, gan iekšējās virsmas.
Uzņēmumos tiek izmantotas arī pneimatiskās ierīces ar maināmām savilkšanas svirām, kas nodrošina apstrādājamo ārējo un iekšējo virsmu koncentriskumu. Šādas ierīces dizains ir parādīts attēlā. 128 un ir korpuss 5, kura iekšpusē sviras 2 un 4 ir uzstādītas uz veramām asīm. Sviru īsie gali izvirzīti uz āru, un garie gali ir uzstādīti kāta 3 taisnstūra rievā. vītņots caurums stienis 1 ir ieskrūvēts, savienots ar pneimatiskā cilindra stieni (nav parādīts attēlā). Armatūras korpuss ir centrēts uz mašīnas priekšējās plāksnes 7 ar uzmavu 6. 
Kad stienis 1 pārvietojas kopā ar stieni 3 no labās puses uz kreiso pusi, sviru 2 un 4 īsie gali nostiprina apstrādājamo priekšmetu.
Kārtridžus izmanto arī ar sagatavju uzstādīšanu uz apstrādātām pamatnēm. Uz att. 129 parādīts kasetnes dizains ar sagataves uzstādīšanu centrālajā caurumā un atloka nostiprināšanu. Piestiprināšanas laikā izciļņi 3, kas atrodas uz stieņu 1 galiem, ar saviem izvirzījumiem balstās uz stieņa 2, atslogojot stieņus no lieces spēkiem. Atvienojot apstrādāto daļu, izciļņi 3 ar saviem apakšējiem ārējiem izvirzījumiem 4 atduras pret stieni 2, atbrīvojot daļu, un ar iekšējiem izvirzījumiem 5 tie nospiež to no montāžas tapas. 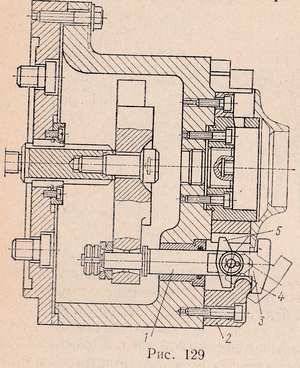
Apstrādei uz serdeņiem attiecas Dažādi paplašinās pneimatiskās ierīces. Uz att. 130 parādīts trīs izciļņu paplašinātāja serdeņa dizains. Tas sastāv no korpusa 2 ar čuguna vītņotu uzmavu 3, kas pieskrūvēta uz mašīnas vārpstas. Apstrādājamā detaļa ir nostiprināta ar trim izciļņiem 4, kas atrodas 120° leņķī stieņa korpusa atverēs un ir izvelkami ar uzmavas 5 ar trīs ķīļiem palīdzību. Bukse tiek pārvietota ar stieni 1 no pneimatiskās piedziņas. Izciļņi 4 atgriežas sākotnējā stāvoklī, kad apstrādātā daļa tiek atbrīvota ar atsperu gredzeniem 6.
Galvenais trūkums, izvietojot pneimatisko piedziņu vārpstas aizmugurē, ir neiespējamība apstrādāt stieņu krājumus. Uz att. 131 ir parādīta pneimatiskās sprauslas patronas konstrukcija, kas ļauj apstrādāt sagataves no stieņa, kas iet cauri mašīnas vārpstas atverēm. Šajā konstrukcijā saspiestais gaiss ieplūst caur sadales kārbu, kas uzstādīta mašīnas vārpstas aizmugurē. Gaisa vads no sadales kārba kasetnei atrodas divās metāla caurulēs 1, kas pielodētas caurules 2 rievās.
Saspiežot sagatavi, saspiestais gaiss tiek virzīts kasetnes labajā dobumā, virzot virzuli 3 ar tajā ieskrūvētu gredzenu 5. Šis gredzens, nospiežot izciļņus 6, pārvieto tos pa uzmavas 4 konisko virsmu, tādējādi sagataves nostiprināšana. Lai attaisītu apstrādāto daļu, saspiestais gaiss tiek novirzīts kasetnes kreisajā dobumā, virzot virzuli 3 pa labi, savukārt izciļņi 6 atsperes gredzena 7 ietekmē novirzās.
Pielikumi virpām
Armatūra pārstāv izvēles aprīkojums, ar kuru sagataves vai instrumenti tiek iestatīti un nostiprināti atbilstoši prasībām tehnoloģiskais process. Virpu stiprinājumi var padarīt virpošanu produktīvāku, ērtāku un uzlabot apstrādes precizitāti. Tāpat, pateicoties darbgaldu stiprinājumiem, ir iespējams palielināt instrumentu un atsevišķu iekārtu mehānisko komponentu kalpošanas laiku.
Speciālie stiprinājumi var ievērojami paplašināt universālo virpu iespējas līdz vienkāršām frēzēšanas vai urbšanas darbībām.
Visus virpu armatūras apvienošanas nolūkā var klasificēt pēc šādām galvenajām pazīmēm: dizains; iekārtas izmēri: sagataves izmēri; sasniedzama apstrādes precizitāte, izmantojot armatūru.
Pēc konstrukcijas (atkarībā no sagatavju uzstādīšanas un nostiprināšanas metodes) virpošanas armatūra ir sadalīta šādās grupās: izciļņa, dzenskrūves, uzmavas un membrānas patronas; pagrieziena centri; virpošanas serdeņi, kas atrodas vārpstas konusā; lunetes; priekšējās plāksnes.
Izciļņu patronas ir divu, trīs un četru žokļu patronas.
Divu žokļu pašcentrējošās patronas tiek izmantotas, lai noturētu mazus sagataves, kurām nav nepieciešama precīza centrēšana. Divu spīļu pašcentrējošās patronas satur dažādus lējumus un kalumus, un šādu patronu spīles bieži ir paredzētas tikai viena veida sagataves izmēra noturēšanai.
Visplašāk izmantotā trīsžokļu pašcentrējošā patrona. Izmanto apaļo un sešstūra sagatavju vai apaļo stieņu apstrādē liels diametrs. Saspiedes virsmu izvietojums ar dzega uz trim dažādiem rādiusiem palielina saspīlēto sagatavju klāstu un atvieglo patronas pārslēgšanu no viena izmēra uz citu. Universālo trīsžokļu ritināmo patronu priekšrocība ir konstrukcijas vienkāršība un pietiekams iespīlēšanas spēks, un trūkums ir spēcīgs spirāles nodilums un priekšlaicīgs patronas precizitātes zudums. Pašcentrējošās trīsžokļu patronas ir izgatavotas trīs veidos (1, 2 un 3), katrā divās versijās; 1. versijas patronas - ar cietām spīlēm, 2. versija - ar saliekamām spīlēm.
Brīvas formas sagataves ir montētas četržokļu patronā ar individuālu žokļa piedziņu, kas ļauj tās centrēt. Četru spīļu patronas ar neatkarīgu izciļņa kustību ir uzstādītas tieši uz vārpstas atloku galiem vai caur adaptera atloku. Četru žokļu pašcentrējošajās patronās stieņi ir fiksēti kvadrātveida sekcija, un patronās ar individuālu žokļu regulēšanu - taisnstūra vai asimetriskas sagataves.
Izciļņu patronas ir izgatavotas ar manuālu un mehanizētu iespīlēšanas mehānismu piedziņu. Automatizētā divu žokļu patrona ir uzstādīta uz vārpstas ar priekšējo plāksni, kurai ar četrām skrūvēm ir piestiprināts patronas korpuss. Slīdņi, kas saistīti ar kasetnes spīlēm, pārvietojas korpusa rievās.
Patronu darbina pneimatiskais cilindrs, kas uzstādīts vārpstas aizmugurē. Apstrādājamā detaļa tiek nofiksēta brīdī, kad slīdnis, virzoties pa kreisi, pagriež sviras ap asīm, novirzot izciļņus uz centru. Lai noņemtu apstrādāto daļu, slīdnis pārvietojas pa labi. Maināmās spīles tiek iepriekš noregulētas atbilstoši noteiktajam sagataves izmēram manuāli ar skrūvi. Atkarībā no sagatavju izmēra un formas uz patronas uz pamatņu izvirzījumiem tiek uzstādīti maināmi izciļņi un piestiprināti ar skrūvēm. Atturas tiek iestatītas atbilstoši sagataves izmēram un nostiprinātas ar skrūvēm, kas pārvietojas korpusa T veida rievās un ar uzgriežņiem. Stienis ar atslēgu palīdzību nodrošina vienlaicīgu izciļņu kustību regulējot kārtridžu.
Automātiskās patronas izmantošana samazina apstrādājamās detaļas nostiprināšanas un apstrādātās daļas atdalīšanas laiku, salīdzinot ar manuāls mehānisms par 70...80%; ievērojami atvieglo strādnieka darbu. Kārtridžs sastāv no korpusa, galvenās un augšējās spīles, maināma ieliktņa ar peldošu centru un ekscentriem, kuru gredzenveida rievās iekļūst tapas. Ātra augšējo izciļņu nostiprināšana un atsprādzēšana to pārregulēšanas laikā tiek veikta ar stieņiem caur ekscentriem.
Apstrādājamo detaļu, piemēram, vārpstas, apstrādei patronā ir uzstādīts maināms ieliktnis ar peldošu centru un rievu gar ārējo diametru. Apstrādājamo priekšmetu novieto centros (iekārtas centrā un aizmugurē) un saspiež ar peldošiem izciļņiem, izmantojot ķīļveida ieliktni, kas ir savienota ar piedziņu, kas uzstādīta mašīnas vārpstas aizmugurē. Izplešanās tiek veikta, izmantojot atloku.
Viena un maza mēroga ražošanas apstākļos apstrādājamo detaļu uzstādīšana atkarībā no to atbalsta virsmu stāvokļa tiek veikta uz oderēm, izciļņu atbalsta virsmām vai tieši uz mašīnas priekšējās plāksnes. Apstrādājamās detaļas tiek fiksētas ar izciļņiem vai skavām.
Sagatavju uzstādīšana un nostiprināšana speciālajos armatūrā tiek izmantota sērijveida un masveida ražošanā, kā arī ļoti precīzu, liela izmēra un plānsienu detaļu ražošanā.
Regulējamas spīles tiek izmantotas, lai nostiprinātu sagataves, kurām ir rotācijas forma. Tos var izmantot, lai atbalstītu sagatavi un veiktu nelielas kustības izlīdzināšanas laikā. Izciļņi ir piestiprināti pie priekšējās plāksnes ar skrūvēm, kas uzstādītas vienā vai divās rievās. Izciļņi var atrasties jebkurā priekšējās plāksnes vietā.
Spraudītes tiek izmantotas, lai piestiprinātu sagataves uz mašīnas priekšējās plāksnes vai speciālā stiprinājumā. Skava ir stiprinājumu komplekts, kas sastāv no stiprinājuma skrūves, paplāksnes, uzgriežņa, savilkšanas stieņa un balsta, kas var būt regulējams vai pakāpju bloku veidā.
Aksiālā instrumenta uzstādīšanai un nostiprināšanai tiek izmantotas patronas un dažādas adaptera uzmavas.
Urbjot urbumus, griezēji tiek uzstādīti un piestiprināti uz vertikālajiem suportiem, izmantojot vairāku griešanas turētājus, bet tornī - izmantojot īpašus urbšanas turētājus.
Urbšanas turētāji ir izgatavoti kā viens griezējs ar tiešu griezēja stiprinājumu un dubultgriezējs ar slīpa griezēja stiprinājumu.
Skrūve tiek pasargāta no aksiālās pārvietošanās ar krekinga palīdzību. Izciļņus var pagriezt par 180°, lai nostiprinātu sagataves iekšpusē vai ārējā virsma. Uz kasetnes priekšējās virsmas tiek uzliktas koncentriskas atzīmes (attālums starp tām ir 10 ... 15 mm), kas ļauj iestatīt izciļņus vienādā attālumā no kasetnes centra.
Izciļņu patronu dizaina daudzveidība neļauj aprakstīt katra no tiem darbības iezīmes. Šādas kasetnes tiek izmantotas precīzai apstrādei, kad ir jāizslēdz jebkāda sagataves deformācijas iespēja. Ierīce nostiprina sagatavi divos posmos (secīgi), izmantojot dubulto žokļu satvērienu.
Izciļņu novietojumu nosaka atsevišķa bukse, kas tos darbina. Gājiens ir pietiekams, lai kompensētu sagataves diametra atšķirību starp abām spīlēm. Plaši atverama pašcentrējoša patrona, kas paredzēta dakšu tipa detaļu pagriešanai. Skavas gājiena garums 210 mm.
Sagataves kustības sistēma - svira
Patrona ir paredzēta sagatavju virpošanai centros. Peldošie rokturi kompensē sagataves virsmas raupjumu tās uzstādīšanas laikā. Trīs žokļu komplekts, kas nostiprina sagataves deformējamo daļu (diafragmu), centrē to ar iepriekš iestatīto tapu palīdzību. Pēc tam apstrādājamo priekšmetu saspiež ar skavām.
Patronas piedziņa - hidrauliskais cilindrs. Piedziņas patronas tiek izmantotas virpām, apstrādājot sagataves, piemēram, vārpstas centros. Piedziņas patrona nodod rotāciju uz apstrādājamo priekšmetu caur dzenošo tapu un apkakles kātu, kas ir piestiprināts pie sagataves ar skrūvi.
Universālā piedziņas patrona ir paredzēta apstrādājamo priekšmetu, piemēram, vārpstas, atrašanās vietas noteikšanai un griezes momenta pārvadīšanai uz tām apstrādes laikā uz virpām, tostarp ar CNC. Kāta korpusa atverē ir uzstādīts peldošais centrs un atspere, kas atrodas starp vītņotajām buksēm. Centra aizmugurē ir uzstādīts stienis. Kasetnes korpusam ir rieva un disks, kurā trīs fiksētie pirksti ir fiksēti 120 ° leņķī.
Uz diska ir uzstādīti arī trīs pirksti, uz kuriem ar bezzobainām virsmām un rotējošu apvalku ir fiksēti maināmi izciļņi. Disks, griežoties, nes gar izciļņiem, kas pārklāj fiksētos pirkstus ar rievām un, pārvietojoties kopā ar disku, griežas attiecībā pret pirkstiem, kā rezultātā izciļņi vienmērīgi saspiež sagatavi, pārraidot uz to griezes momentu. Pagriežot vāku pretēji pulksteņrādītāja virzienam, izciļņi atveras un tiek fiksēti ar atsperu fiksatoru.
Visi virpu stiprinājumi ir sadalīti universālajos, kas paredzēti dažādu sagatavju apstrādei, un speciālajos - tikai viena sagataves apstrādei.
Apsveriet universālās skrūves griešanas virpas.
Centri tiek izmantoti, lai uzstādītu (pamatotu) sagataves starp mašīnas vārpstu un aizmugures aizbāzni. Lai centros uzstādītu sagataves, to galos ir iepriekš izurbti centra caurumi.
Griezes momenta pārvadi no vārpstas, veicot apstrādi centros, parasti veic ar patronām vai piedziņas ierīcēm.
Attēlā parādīta uz vārpstas pieskrūvēta piedziņas patrona un skava 2, kas piestiprināta apstrādājamās detaļas kreisajā galā ar skrūvi 3. Vārpstu ātrgaitas apstrādei tiek izmantoti aizmugures centri 4, kas metināti ar sormītu vai aprīkoti ar cieta sakausējuma plāksnēm. , kā arī rotējošie centri.
Lai samazinātu sagataves nostiprināšanas laiku un nodrošinātu darba drošību, tiek izmantotas dažādas pašpievelkošas apkakles vai pašsavienojošās piedziņas patronas. Pašsavienojošās apkakles darbība ir viegli saburzīta, ņemot vērā attēlu. Kad piedziņas patrona tiek pagriezta, tā pirksts 2 balstās pret skavas sviru 1, kas nostiprina apstrādājamo detaļu 3.
Gadījumos, kad sagataves nav iespējams nostiprināt parastajās kārtridžās, tiek izmantots īpašs stiprinājums vai priekšējā plāksne, kurai ir piestiprināts kvadrāts. Uz tā tiek uzstādīta un nostiprināta apstrādājamā detaļa 2. Lai līdzsvarotu rotējošās masas, uz priekšējās plāksnes ir piestiprināts pretsvars 3.
Iepriekš minētās konstrukcijas pašcentrējošām un četržokļu patronām, kā arī priekšējai plāksnei ir nepieciešama sagataves manuāla nostiprināšana. Tas ir viņu kopīgais trūkums. Masveida un sērijveida ražošanā, lai samazinātu palīgdarba laiku, tiek izmantotas ātrgaitas pneimatiskās, hidrauliskās, elektriskās kasetnes u.c.
Griežot necietās vārpstas (kuru garums ir 10 vai vairāk reizes lielāks par to diametru), to uzstādīšana tikai uz centriem, bez atbalsta vidusdaļā, izrādās nepietiekama, jo šajā gadījumā darbības laikā No griešanas spēka radīsies ievērojams sagataves saliekums. Tas apgrūtina apstrādi un samazina precizitāti. Liekšanas novēršana tiek nodrošināta, ieviešot papildu balstu sagatavēm. Lunettes tiek izmantotas kā šāds atbalsts.
Katrai virpai parasti ir divi stabili balsti - kustīgi un stacionāri. Fiksētais stabilais balsts ir uzstādīts un piestiprināts pie rāmja; tam ir trīs izciļņi, kas atbalsta sagatavi apstrādes laikā. Lunette izciļņi parasti ir aprīkoti ar bronzas spilventiņiem, pildīti ar babbitu vai piegādāti ar rullīšiem. Plkst lieli ātrumi tiek novērota griešana, ievērojama bronzas vai pat babita izciļņu un sagataves uzkaršana, tāpēc racionālāk ir izmantot īpašus stabilus balstus vārpstu ātrgaitas apstrādei.
Kustīgais stabilais balsts ir uzstādīts uz suporta gareniskā slīdņa; tā izciļņi pieskaras apstrādātajai virsmai un uzņem spiedienu, kas, to neesamības gadījumā, izraisītu sagataves saliekšanos.
Ir racionāli izmantot kustīgus stabilus balstus - vibrāciju slāpētājus, kas ne tikai novērš sagataves lieces, bet vienlaikus slāpē vibrācijas, kas rodas vārpstas apstrādes laikā. Kopiju (konusu) lineāls ir ierīce konusu pagriešanai. Pēc tāda paša principa parasti tiek veikta formas (līklīnijas) virsmu apstrāde, šajā gadījumā kopēšanas lineāla vietā tiek uzstādīts īpašs profila kopētājs, kuram ir vajadzīgajam detaļas profilam atbilstoša kontūra.
Pamatdarbi, kas veikti uz virpām
Uz virpām tiek veikti šādi galvenie darbu veidi: cilindrisku virsmu virpošana, gala virsmu apgriešana, griešana, urbšana, iegremdēšana (preturbšana), urbumu urbšana un urbšana, ārējo un iekšējo konusu virpošana, vītņošana (vītņošana), virpošana un urbšana. virsmas.
Virpošana ir sadalīta neapstrādātā un apdarē. Rupji griežot, tiek noņemts ievērojams daudzums skaidu. Parastā pielaide rupjai virpošanai parasti ir 2-5 mm. Neapstrādātas virpošanas rezultātā tiek sasniegtas 1-3 tīrības klases un 5-7 precizitātes klases. Apdares pielaides katrā pusē atšķiras 1-2 mm vai mazāk robežās.
Padeve smalkai virpošanai ar noapaļotiem griezējiem griešanas mala jābūt mazam, un, griežot ar platiem priekšzobiem, tas var būt lielāks. Smalkas virpošanas rezultātā tiek sasniegtas 4-8 tīrības klases un 2-4 precizitātes klases.
Gala virsmu virpošana tiek veikta ar pīlinga vai apdares frēzēm. Apstrādājot šādas sagatavju virsmas, kas uzstādītas uz skrūvju griešanas virpu centriem, tiek izmantoti griešanas griezēji un dažos gadījumos speciāli griešanas centri. Urbšana, iegremdēšana, urbumu rīvēšana tiek veikta ar urbjiem, iegremdēšanu un rīvēm.
Iepriekš izurbtu urbumu vai urbumu, kas iegūti nospiešanas operāciju laikā, urbšana tiek veikta ar mizošanas un apdares (ar noapaļotu griešanas malu) frēzēm. Konisko virsmu virpošanu var veikt ar platu griezēju; ar pagrieztu suporta augšējo slīdni; ar nobīdītu astes stieni; izmantojot kopēšanas lineālu. Plašs griezējs var slīpēt koniskas virsmas, kuru garums nepārsniedz 15 mm.
Pagriežot koniskas virsmas, pagriežot augšējais slaids apakšējās ragavas paliek nekustīgas, un augšējās ragavas tiek padotas manuāli vai automātiski (lielās mašīnās). Konusa garumu šajā gadījumā ierobežo augšējā slīdņa gājiena garums. Suporta rotējošā daļa jāpagriež leņķī a, kas vienāds ar konusa ģenerātora slīpuma leņķi pret savu asi.
Konusa pagriešana ar astes balsta šķērsvirziena nobīdes metodi. Ar nobīdītu astes balstu var pagriezt konusus ar maziem leņķiem a, kopš maksimālā vērtība galvas balsta nobīde šķērsvirzienā ir salīdzinoši neliela. Iekšējo konusu urbšanu var veikt ar platu griezēju, pagriežot augšējo slīdni un ar kopēšanas lineāla palīdzību izmantojot atbilstošos griezējus.
Ierīces instrumenta nostiprināšanai ar asti
Vissvarīgākais nosacījums augstas veiktspējas torņa virpas ir pareizā izvēle palīginstruments, ko izmanto griezējinstrumentu uzstādīšanai un nostiprināšanai uz darbgaldiem.
Saspiedes bukses tiek izmantotas griezēju nostiprināšanai ar apaļo serdi, urbjiem, rīvēm, citiem griezējinstrumentiem, kā arī turētājiem tornī. Uzstādot, bukses izvēlas atbilstoši urbja vai kāta ārējā diametra izmēram.
Lai nostiprinātu instrumentu, kas uzstādīts turētājos vai dažādās torņa virpas ierīcēs ar torņa vertikālo asi, tiek izmantoti stingri statīvi.
Ierīces formas virsmu apstrādei
Lai palielinātu formas virsmu apstrādes produktivitāti un precizitāti ar griezēju, kopētājs. Kopētājs var atrasties vai nu priekšā šķērssuports vai aiz muguras.
Kopētājs ir disks ar rādiusu, vienāds ar rādiusu R no apstrādātās sfēras, kopētājs ir piestiprināts pie suporta karietes vai lunetē. Griezējs un kopētāja pirksts ir iestatīti tā, lai tie pieskartos augstākajiem sfēras punktiem uz sagataves un kopētāja. Bumbu virsma tiek apstrādāta ar automātiskām šķērsvirziena un garenvirziena padevēm.
Ierīces vairāku diegu griešanai
Sadalījumu vizītēs var veikt, izmantojot graduētu kārtridžu. Patrona ir uzstādīta uz mašīnas vārpstas. Vītnes pirmās spirālveida rievas sākumā nulles atzīmēm uz abām patronas daļām ir jāsakrīt. Griežot nākamo spirālveida rievu, atskrūvējiet uzgriežņus un pagrieziet patronas rotējošo daļu kopā ar piedziņas tapu atbilstošā leņķī.
Sadalot ierakstos, tiek izmantota arī rievota patrona. Pēc vienas vītnes vītnes nogriešanas apstrādājamo priekšmetu pagriež (atbrīvo no centriem) un skavas saliekto galu ievieto attiecīgajā spraugā.
serdeņi
virpas griešanas serde
Sadurojamais izstrādājums (griezējs) tiek apstrādāts uz serdeņa, kam jānodrošina stiprinājuma stingrība un griešanās precizitāte. Dzinējs ir uzstādīts vārpstas koniskajā urbumā. Griezes moments no vārpstas tiek pārnests uz serdi: vārpstas galā ir taisnstūra rieva, kurā ievieto serdi. Otrais serdeņa gals ir ievietots bronzas buksē, kas ievietota astes stieņa svirā. Apstrādājamais griezējs ir uzstādīts uz atslēgas un nostiprināts ar uzgriezni.
Arī serde tiek uzstādīta mašīnas vārpstā ar konusveida kātu, fiksējot to no griešanās ar plakanu palīdzību, ar kuru palīdzību smails tiek ievietots vārpstas priekšējā galā izfrēzētajā rievā. Frēzes apstrādājamā detaļa ir uzstādīta uz maināmām uzmavām un nospiesta pret astes pamatnes apakšējo daļu.
Spalva ar aizmugures centru atspiež spailes ziedlapiņas, tādējādi nostiprinot griezēju gar caurumu. Griezējs ir aizsargāts no griešanās ar maināmu ieliktni, kas ir ieskrūvēta serdeņa korpusā. Stieņu izmēri ar izplešāmām uzmavām ir atkarīgi no frēzes moduļa.
Instruments vītņu frēžu atbalstam
Ļauj precīzi pārvietoties pa vītnes griezēja soli pēc katra pagrieziena atkāpšanās. To izmanto pamatnei ar griezēju, ķemmi un viena vītnes slīpripu. Ar šo ierīci jūs varat apstrādāt vītņu griezējus, virzot instrumentu gan uz astes zaru, gan pretējā virzienā.
Slīpripu kumode
Apļa rediģēšana tiek veikta ar dimanta zīmuli, kas uzstādīts turētājā. Rediģēšana pieturās tiek veikta manuāli. Pamatni var pagriezt no nulles pozīcijas abos virzienos. Pieturu stāvoklī slīpripa tiek koriģēta 20 leņķī ̊ . Lai iegūtu atšķirīgu rediģēšanas leņķi, pieturas tiek pārvietotas pa rievu un nostiprinātas vajadzīgajā vietā gar skalu uz korpusa un pamatnes perifērijas nonija. Pārģērbšanās leņķis ir iestatīts ar precizitāti 6 e. ... mašīnas operatoram, kuru viņi pārstāv griezējinstruments, armatūra tā stiprināšanai, vārpstai un sagatavei. Stiprinājumi statīvos un... Mašīnas modeļa 16K20P numurs 1 norāda virpu grupu, numurs 6 - mašīnas tipu (skrūvju griešanas virpa), numurs 20 - centru augstumu cm ...
instrumenti un armatūra ir novietoti tā, lai tos būtu ērti paņemt ar atbilstošo roku: ko ...
Skrūvju griešanas virpa
Šādās mašīnās jūs varat veikt visa veida virpošanas darbības, izņemot vītņošanu ar griezēju.
Vairākiem lielākajiem apstrādes diametriem skrūvgriežu virpām ir šāda forma: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000...
Virpošanas pakāpi lielā mērā nosaka detaļas stiprinājums uz virpas. Pārdošanā ir regulējami sūkļi ar gumijas fiksatoriem, kas neatstāj pēdas uz detaļas, bet maksā nenormāli daudz. Izdomāju, ka ar pieticīgu materiālu daudzumu varētu šos gabalus izgatavot ar rokām no saplākšņa lūžņiem. Viss darbs aizņēma apmēram trīs stundas. Un esmu ārkārtīgi apmierināts ar sava darba rezultātiem.
Spīles izgatavoju regulējamai četržokļu patronai, bet armatūru var pielāgot citai patronai. Tie ļauj piestiprināt bļodas, gredzenus un šķīvjus dažādi izmēri. Arī sūkļi var turēt dīvainas formas detaļas.

SVŪĻA KOMPONENTA RAŽOŠANA NO SAPLĀkšņa
Man vajadzēja nelielu saplākšņa gabalu bez defektiem ar izmēriem 300x300 mm un biezumu 12 mm. Spoku diametrs ir atkarīgs no attāluma starp patronas centru un mašīnas slīdni. Tāpēc sūkļi ir jāizgatavo ar rādiusu, kas ir par 45-50 mm mazāks par šo attālumu, lai, kad kasetne ir pilnībā atvērta, sūkļi nesaskartos pret ragavām.
Uz saplākšņa kvadrāta ar nazi uzvelciet diagonāles gar lineālu. No krustojuma punkta kā centra uzzīmējiet 0300 mm apli. Sazāģējiet gabalu četrās daļās un katru trīsstūri izveidojiet sektorā.
Salokiet detaļas, lai izveidotu apli, un atzīmējiet kasetnes montāžas caurumus. Ir svarīgi, lai katra sekcija būtu piestiprināta pie patronas ar vismaz divām mašīnas skrūvēm. Izurbiet un iegremdējiet katru caurumu. Pēc tam atzīmējiet aizbīdņu atrašanās vietu. Lai to izdarītu, izmantojot transportieri, sadaliet vienu no sekcijām četros identiskos sektoros un novelciet rādiusu līnijas (Zīm.). Uz viena no tiem veiciet septiņas atzīmes ar 12 mm soli. Piestipriniet sekcijas pie patronas un, ieslēdzot virpu ar mazu ātrumu, pieskarieties slīpā kalta atzīmei. Vietās, kur kaltu atzīmes krustojas ar rādiusa līnijām, atzīmējiet skavu caurumus. Pirms sekciju izņemšanas no kasetnes ar pusapaļo kaltu vai skrāpjiem noslīpē saplākšņa ārējo malu līdz perfektam aplim.

Pēc saplākšņa daļu atsprādzēšanas no kārtridža, sakraujiet tās kaudzē, piespiediet to pie galda urbjmašīna un ar 05 mm urbi izurbiet caurumus skavām. Pēc tam izgrieziet Mb vītni visos caurumos. Ja plānojat asināt detaļas neregulāra forma, katrā sekcijā pie atzīmēm, kas atbilst 45° leņķim, izvēlieties garu 6 mm platu rievu, kas nodrošinās bezgalīgu skaitu stiprinājuma punktu četrām skavām. (Nostipriniet fiksatorus rievās ar garām skrūvēm un uzgriežņiem.)
DUBULTĀS ATBALSTĪTĀJI
Izvēlieties apaļu kļavas sagatavi dībeļiem 020 mm. Izzāģējiet to 8 20 mm garās sagatavēs. Katru no astoņām sagatavēm precīzi izurbiet centrā ar 012 mm lāpstas urbi līdz 3 mm dziļumam (to vislabāk izdarīt uz virpas.) Pēc tam izurbiet katru sagatavi ar 06 mm urbi.
Izvelciet MB skrūvi cauri katrai sagatavei, noslīcinot galviņas, un piepildiet tās ar epoksīdu. Uzlieciet gabalu uz katra dībeļa termiski saraušanās caurules no elektroinstalācijas, kas palīdzēs noturēt apstrādājamo priekšmetu, to nesabojājot.

IZPILDES PĀRBAUDE
Pievienojiet sekcijas patronai un pārbaudiet to darbību. Sadaļām vajadzētu brīvi atšķirties un saplūst, un pilnībā saspiestā stāvoklī to galiem jāsakrīt. Nostipriniet apaļu gabalu, piemēram, pīrāga plāksni, un apskatiet aizbīdņus. Ja daži no tiem nav cieši pieguļoši, pārveidojiet sektorus.
Džims LESLIE, Kanāda
Dažādas pašlaik zināmās virpu ierīces ļauj paplašināt šādu agregātu funkcionālo potenciālu un vienkāršot dažu darbu veikšanu ar tiem.
1 Papildaprīkojums - kas notiek un kāpēc tas ir vajadzīgs?
Visas virpu armatūras ir klasificētas vienā no trim šķirnēm. Pirmā instrumenta versija ir īpaša un nodrošina aprīkojuma darbības spēju palielināšanu, otrā tiek izmantota instrumenta nostiprināšanai, trešā tiek izmantota, lai fiksētu detaļas, kuras tiek apstrādātas uz vienībām. Uzstādīšana dažādi veidi snap nodrošina:
- samazinot laiku, kas nepieciešams detaļas montāžai uz iekārtu, kas garantē metāla izstrādājumu apstrādes produktivitātes pieaugumu;
- metālapstrādes precizitātes paaugstināšana;
- iespēja veikt frēzēšanas operācijas;
- kvalitatīva sagatavju stiprināšana.
Instrumentus darbgaldiem var ražot rūpnīcās. Šādas ierīces parasti izmanto uzņēmumos. Bieži izmanto mazie uzņēmumi un privātie lietotāji paštaisīts aprīkojums. Starp pēdējiem ir plaši izplatīts frēzēšanas armatūra - īpašs stiprinājums, kas ļauj veikt:
- rievu un rievu izvēle;
- dažādu produktu kontūru apstrāde;
- plaknes frēzēšana;
- apstrāde ar malas un gala frēzēm.
Internetā un specializētajos žurnālos ir viegli atrast šāda prefiksa rasējumus.
2 Izciļņu patronas - visizplatītākie armatūras veidi
Mēs arī iesakām
 Komutācijas barošanas avots: remonts un uzlabošana
Komutācijas barošanas avots: remonts un uzlabošana
 Gaismas tālvadības pults
Gaismas tālvadības pults
 Peldēšanas nodarbības pirmsskolas vecuma bērniem
Peldēšanas nodarbības pirmsskolas vecuma bērniem
 Piezīmes meistaram - mājas sadzīves signalizācija
Piezīmes meistaram - mājas sadzīves signalizācija
 Pulksteņa propelleris uz Atmega8
Pulksteņa propelleris uz Atmega8
 Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas
Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas