Programmu izstrāde cnc. Vadības programmas izstrāde darbgaldam ar ciparu vadību
Informācija par produkta apstrādes secību mašīnā tiek ievadīta kadrs pa kadram. FRAME ir daļa kontroles programma, kas ievadīta un apstrādāta kā viena vienība un satur vismaz vienu komandu.
Katrā kadrā tiek ierakstīta tikai tā programmas daļa, kas mainās attiecībā pret iepriekšējo kadru.
Rāmis sastāv no vārdiem, kas definē tiem sekojošo datu mērķi.
Piemēram:
N3 - kadra kārtas numurs
G02 - sagatavošanas funkcija
(G01 - pārvietošanās pa taisnu līniju uz punktu
G02, G03 - apļveida interpolācija pulksteņrādītāja virzienā vai pretēji pulksteņrādītāja virzienam)
X — kustības beigu punkta koordinātas gar asīm, Y — (piemēram, X + 037540 (375,4 mm)
Loka centra koordinātas apļveida interpolācijā
F4 — padeves kods (piem., F0060 (60 mm/min)) S2 — vārpstas ātruma kods T2 — instrumenta numurs
M2 - palīgfunkcija (instrumentu maiņa, galda maiņa, dzesēšanas slēdzis, sagataves iespīlēšana...).
L3 - ievadiet un atceliet ģeometriskās informācijas korekciju.
LF - rāmja beigas.
Lai izveidotu programmu mašīnas darba ķermeņu pārvietošanai, ar to ir jāsaista noteikta koordinātu sistēma. Z ass tiek izvēlēta paralēli mašīnas galvenās vārpstas asij, X ass vienmēr ir horizontāla. Sastādot programmu, tiek izmantoti nulles, sākuma un fiksētā punkta jēdzieni.
Kontroles programmas sagatavošana ietver:
1. Detaļas rasējuma analīze un sagataves izvēle.
Mašīnas izvēle atbilstoši tās tehnoloģiskajām iespējām (gabarīti, interpolācijas iespējas, instrumentu skaits utt.).
Attīstība tehnoloģiskais process detaļu izgatavošana, izvēle griezējinstruments un griešanas apstākļi.
4. Detaļas koordinātu sistēmas un instrumenta sākuma punkta izvēle.
5. Sagataves piestiprināšanas pie mašīnas metodes izvēle.
Atskaites punktu iestatīšana, instrumenta kustības veidošana un aprēķināšana.
Informācijas kodēšana
Programmas rakstīšana programmas nesējam, tās rediģēšana un atkļūdošana.
CNC iekārtu izmantošana ir būtiski saasinājusi cilvēka izmantošanas problēmu ražošanas vidē. Darot visu
 darbības detaļas izgatavošanai ar darbgaldu automātiskajā režīmā atstāja personai visgrūtāko un neradošāko darbu, uzstādot un demontējot sagataves. Tāpēc vienlaikus ar CNC darbgaldu izstrādi norisinājās darbs pie tādu sistēmu izveides, kas spēj aizstāt cilvēku, veicot konkrētas darbības, kurās nepieciešams “MANUĀLS” darbaspēks.
darbības detaļas izgatavošanai ar darbgaldu automātiskajā režīmā atstāja personai visgrūtāko un neradošāko darbu, uzstādot un demontējot sagataves. Tāpēc vienlaikus ar CNC darbgaldu izstrādi norisinājās darbs pie tādu sistēmu izveides, kas spēj aizstāt cilvēku, veicot konkrētas darbības, kurās nepieciešams “MANUĀLS” darbaspēks.
Frēzmašīna un daudzfunkciju mašīna (apstrādes centrs) ar ciparu programmas vadība
3.3 Rūpnieciskie roboti
Industriālais robots (IR) ir mehānisks manipulators ar programmas vadību.
Manipulators ir mehāniska ierīce, kas imitē vai aizstāj cilvēka roku darbības ar ražošanas objektu.
Industriālie roboti ir sadalīti tehnoloģiskajos (mainīt
objekta īpašības) un transportu.
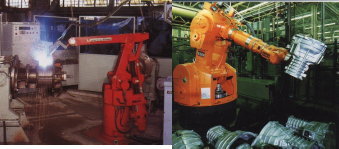
Tehnoloģiskais robots veic metināšanu, transporta robots pārvieto sagataves uz apstrādes zonu.
Pēc kravnesības iedala:
 Priekšmeta svars īpaši viegls līdz 1 kg viegls 1-10 kg vidējs 10-100 kg smags 100-1000 kg īpaši smags virs 1000 kg
Priekšmeta svars īpaši viegls līdz 1 kg viegls 1-10 kg vidējs 10-100 kg smags 100-1000 kg īpaši smags virs 1000 kg
Īpaši viegli roboti montē ierīci, smags robots pārvieto liela izmēra sagataves.
PR tiek iedalīti arī pēc darba korpusa brīvības pakāpju skaita, pēc CNC sistēmas (slēgts un atvērts, kontūra un pozīcija, CNC, DNC, HNC).
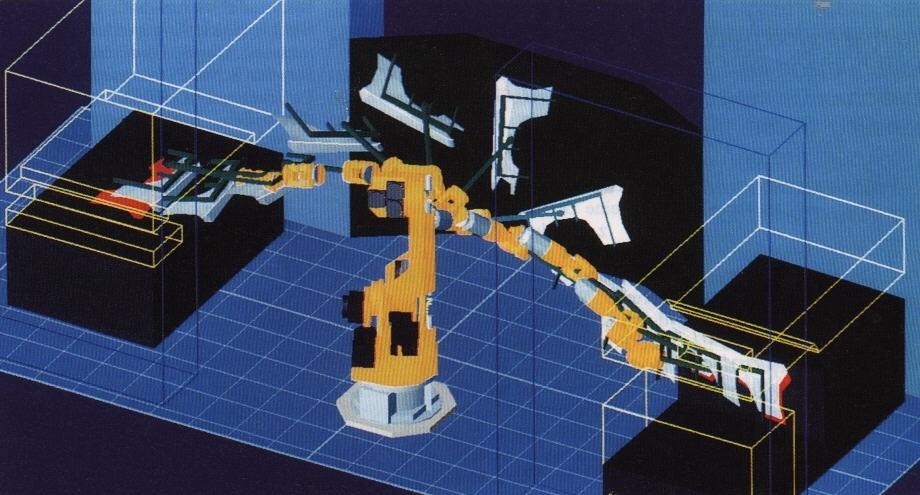
Transporta robota apkalpošanas zona un sagataves kustības trajektorija
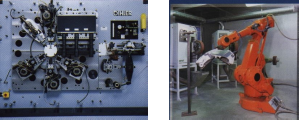
Šobrīd plaša izmantošana saņēma transporta robotus, kas iekrauj tehnoloģiskās iekārtas, piegādā sagataves no noliktavas un transportē detaļas uz noliktavu. Ražojot štancēšanas operācijas, transporta roboti piegādā zīmogam sagataves un tās noņem.
Plaši izmantoti roboti, kas metina automašīnu virsbūves un krāso tās. Roboti tiek izmantoti elektronisko iekārtu, pulksteņu un citu ierīču montāžā.
Kopā ar tehnoloģiskajām iekārtām ar CNC sistēmām rūpnieciskie roboti veido pamatu sarežģītai ražošanas automatizācijai.
Roboti metina automašīnu virsbūves un uzstāda koka paneļi uz apstrādes iekārtu (robotu lietojumu piemēri)
![]()
Testa jautājumi:
1. Kādas CNC sistēmas ļauj apstrādāt sfēriskas virsmas uz virpām?
2. Kādas CNC sistēmas jāizmanto urbjmašīnās?
3. Pēc cik koordinātām ir iespējama interpolācija, apstrādājot sagataves uz virpām? - uz frēzmašīnām?
4. Kāda ir atšķirība starp ciklisko programmu vadības sistēmām un CNC sistēmām?
5. Kādas funkcijas veic industriālie roboti?
Pārbaudes kontrolkartes jautājumu paraugi.
Kādās operācijās vēlams izmantot CNC sistēmas ar kontūru vadību?
BET). Griežot pakāpienveida veltņus.
B) . Frēzējot dubultā izliekuma virsmas.
AT). Apstrādājot caurumus iespiedshēmu platēs.
Kādus robotu veidus izmanto sarežģītas formas detaļu krāsošanai? BET). Tehnoloģiskā ar kontūru kontroli.
B). Liela izmēra ar pozīcijas kontroli.
AT). Transports ar kontūru kontroli.
Kopumā uzskatu, ka naudas izteiksmē ir jāvērtē nevis ES, bet gan ražošanā ieviestā tehnoloģija. NC iegūšana prasa dažas sekundes, apstrādes stratēģiju iestatīšana CAM arī nav ilgs laiks, taču lauvas tiesa tiek veltīta uzdevumu analīzei: projektēšanas dokumentācijas izpēte, mašīnu parks, instrumentu bāze, armatūras izstrāde/ražošana (vai USP montāža), griešanas režīmu izvēle, rasēšana maršruta karte(un tā saskaņošanu ar citām ražošanas vietām) vai esošās maršruta kartes analīzi, uzstādīšanas kartes sastādīšanu, rezultātu saskaņošanu ar klientu, ņemot vērā viņa vēlmes par mašīnas laiku / instrumenta izmaksām / instrumenta kalpošanas laiku / gala rezultātu "no apakšas mašīna". Šeit saskaņā ar šiem (un daudziem citiem faktoriem) tiek atlasītas atbilstošās stratēģijas CAM un iegūta atbilstošā UE. Tāpat neaizmirstiet par izmaiņu iespējamību, kas parādās ražošanas procesā. Un arī neaizmirstiet par atbildību par aprīkojuma un dārgu instrumentu, sagatavju utt. laiku un integritāti.Radās jautājums: kāda ir adekvāta cena uzrakstītai programmai konkrētas daļas apstrādei? Meklēju internetā - piedāvājumu ir daudz, bet cenas netiek izziņotas. Vai kāds nevarētu pateikt cenas, būtu jauki, ja būtu cenas atkarībā no detaļas sarežģītības vai pēc kādiem kritērijiem savu darbu vērtēt. Ir arī iespējams, ka jums būs jātiek galā ar mašīnām un pēc tam jāapmāca operators, kādu cenu par to pieprasīt? Pastāsti man, es pat pati nezinu. =\
P.S. Izlabo tēmas nosaukumu, citādi pats nevaru atrast =\
Personīgi par sevi varu teikt, ka gadījumā, ja strādāju attālināti, ar klientu sazinos aptuveni pēc šāda principa. Pamatojoties uz paredzamo darba pabeigšanas laiku. Reizinu ar 2 (ņemot vērā neparedzētus apstākļus no klienta puses). Es reizinu saņemto laiku ar $100/dienā. Reizinu ar sarežģītības koeficientu (ņemu vērā darba sarežģītību, sagataves, instrumenta u.c. cenu, kā arī ieguvumu, ko klients gūst no mana darba). Es ņemu vērā attiecību raksturu ar klientu (ja klients ir uzticams un pierādīts, tad dodu atlaidi). Darba izpildes termiņu parasti reizinu vēl ar 2 (tas neietilpst maksājumā, jo tas ir termiņš neparedzētiem apstākļiem no manas puses). Paziņoju klientam summu un termiņus, kā arī rūpīgi paskaidroju, kādi pakalpojumi ir iekļauti šajā summā (lai izvairītos no pārpratumiem).
Par mācību likmēm: biroji, kas sniedz šādus pakalpojumus, katru nedēļu pamatkurssņem ap 30k.r. no cilvēka. No šīs summas un jāvadās.
Uzņēmumi, kas ražo CNC sistēmas, ievēro ISO standartu, taču bieži pieļauj novirzes. Tas ir saistīts ar mikrodatora "vājumu" daudzparametrisko tehnoloģisko komandu ieviešanā (piemēram, rīku maiņa). Tāpēc, sastādot programmas konkrētai CNC sistēmai, ir jākoncentrējas uz "Lietotāja rokasgrāmatu", kas ir iekļauta programmēšanas mašīnas dokumentācijas komplektā.
ISO-7 bitu kods rakstzīmi definē kā septiņu bitu bināru skaitli. Ja caurumu skaits uz perforētās lentes, kas nosaka šīs rakstzīmes bitus, ir nepāra, tad DPD (datu sagatavošanas ierīce) automātiski papildina šīs rakstzīmes kodējumu ar caurumu astotajā celiņā - paritātes bitu. EIA kodam (Amerika, Japāna) astotais celiņš ir nepāra bedrīšu skaita kontrole.
UE kustība tiek programmēta, ko nosaka koordinātu asis X, Y, Z vai rotācija ap tām, attiecīgi A, B, C (piemēram, mašīnas tabulas rotācija). Vēstules U, V, W definē sekundārās kustības funkcijas attiecīgi paralēli X, Y un Z asīm.
UE ir numurētu teikumu secība, ko sauc par kadriem. Kadra numurs ir etiķete, pēc kuras jūs varat atrast vajadzīgo kadru, lai to rediģētu vai sāktu NC no šī kadra. Konstruējot UE, kadros tiek ierakstīta tikai informācija, kas mainās attiecībā pret iepriekšējo programmas daļu.
Rāmis sastāv no vārdiem. Katram vārdam ir adrese (viens no latīņu burtiem) un decimālskaitlis. Decimālskaitlis tiek rakstīts ar vārdu atbilstoši vārda formātam. AT modernas sistēmas skaitļus parasti raksta ar decimālzīmi, tomēr ir nepieciešams precizēt skaitļu formātu atbilstoši lietotāja norādījumiem konkrētai iekārtai (ir CNC sistēmas, kur vārda formātu nosaka CNC operatīvajā atmiņā saglabātais parametrs).
Bloka beigās tiek ierakstīta LF rakstzīme (carriage return). Piemēram: N10 G90 X10,2 Z-100 (LF) Blokā nr.10 absolūtajā atskaites sistēmā (G90) tiek noteikta kustība uz punktu ar koordinātām (10.2, -100). LF rakstzīmi var redzēt tikai uz perforētās lentes, displejā tas ir neredzams. Tas arī nav piestiprināts UE sarakstā.
Vārdus NC blokos var ievadīt jebkurā secībā, CNC vispirms apstrādās tehnoloģisko funkciju S, F, T, M komandas un pēc tam sagatavošanās G, veicot izmēru kustības.
Modulo UE vadība.
Kā minēts iepriekš, ISO-7 bitu kods uzņemas, kodējot rakstzīmes, pāra skaitlis caurumi caurumotajā lentē. Ja rakstzīmes kodu uzskatām par bināru skaitli, tad saskaņā ar ISO standartu tajā jāsatur pāra vieninieku skaits. Šis īpašums garantē pārbaudi pret vienu kļūdu (viena bita vai viena papildu bita zudumu). Tāpēc dažas sistēmas izmanto vairāk uzticams izskats modulo kontrole.
Datu sagatavošanas ierīce (PDD), ierakstot UE kadrus, automātiski aprēķina kontrolsummas katram kadram un dala tās ar 10, nosakot saskaitījuma atlikumu (mod) līdz 10 reizinājumam. Šis saskaitījums būs kontrolsumma (0... .9) rāmim un UPD tiks rakstīts automātiski aiz “kadra beigas” (LF) rakstzīmes. CNC, nolasot NC blokus, arī aprēķina katra bloka pildījumu un salīdzina tos ar programmas datu nesēja pildījumiem. Ja šīs vērtības nesakrīt, programmas datu nesējā tiek parādīts kļūdas ziņojums. Kontrolsumma ir vienāda ar visu rakstzīmju ciparu kodu summu, ieskaitot rakstzīmi "kadra beigas" (LF). Rakstzīmju kods ir binārs skaitlis, piemēram, kods N 1001110| 2=78| desmit
NC fragmenti CNC iekārtai
Sagatavošanas funkcijas G
Uzmanību: NC komandu funkcijas nav dotas konkrētam CNC modelim, bet ir to vispārinātas formas programmu izstrādei kursā un izlaiduma dizains. Funkcijas ar adresi G, ko sauc par sagatavošanas funkcijām, nosaka CNC iekārtas režīmu un darbības apstākļus. Tie ir kodēti no G00 līdz G99. 4
G00 Pozicionēšana. Pārvietojieties uz ieprogrammēto punktu ātrās kustības režīmā.
G01 Lineārā interpolācija. Pārvietojas taisnā līnijā pie ātras padeves.
G02 Apļveida interpolācija pulksteņrādītāja virzienā Kustība pa apļveida loku pulksteņrādītāja virzienā, skatoties no kustības plaknei perpendikulāras ass pozitīvā virziena.
G03 Apļveida interpolācija pretēji pulksteņrādītāja virzienam Kustība pa apļa loku pretēji pulksteņrādītāja virzienam, skatoties no kustības plaknei perpendikulāras ass pozitīvā virziena.
G04 Pauze. Inicializē NC izpildes laika aizkavi.
G17 G18 G19 Apļveida interpolācijas plaknes izvēle. Plaknes XY - G17, XZ - G18, YZ - G19 norādīšana, programmējot kustību pa apļveida loku un griezēja diametra kompensāciju.
G25 Programmas atkārtošana Vairākkārtēja NC ierakstu grupas atkārtošana.
G41 G42 Frēzes diametra kompensācija pa kreisi un pa labi. Izmanto, lai pārvietotu griezēja centra instrumenta trajektoriju attiecībā pret apstrādājamo kontūru.
G60 Precīza pozicionēšana Pārvietojieties ātrā traversā, tuvojoties pozīcijai no viena virziena.
G81 … G89 Konservēti cikli. Tiek ieprogrammētas detaļu tipisko virsmu kustības.
G80 Konservēta cikla atcelšana. Atceļ konservētos ciklus
G81 G89 G90 Absolūtais izmērs. Koordinātu programmēšana absolūtā atskaites sistēmā.
G91 Inkrementālais izmērs. Koordinātu programmēšana relatīvajā atskaites sistēmā.
G92 Koordinātu sistēmas iestatījums. Nosaka koordinātu sistēmas izcelsmi attiecībā pret mašīnas darba ķermeņu norādīto stāvokli.
G94 G95 Nosakiet padeves vērtības vienību
G94 - mm/min
G95 - mm/apgr. G96 Pastāvīgs griešanas ātrums. Programmēšanas apstrāde ar nemainīgu griešanas ātrumu.
G98 G99 Definējiet īpašības konservētos ciklos. Iestatiet atgriešanās punktu pēc G81 89 palaišanas
Palīgfunkcijas M
M00 Tehnoloģiskā pietura. Pēc komandas izpildes programma tiek apturēta. Darba turpināšana - nospiežot taustiņu "Start".
M01 Apstāties ar apstiprinājumu. Komanda M01 tiek izpildīta, ja tiek nospiests atbilstošais vadības paneļa taustiņš.
M02 M30 Programmas beigas. Programmas bloka beigas. Komanda, lai pabeigtu šīs UE apstrādi. Programmu nesējā (magnētiskā lente, perforētā lente) var būt vairākas programmas. Šī komanda faktiski nozīmē "lentes beigas".
M03 M04 Vārpstas rotācija. Vārpstas griešanās virziens ir pulksteņrādītāja virzienā. Vārpstas griešanās virziens ir pretēji pulksteņrādītāja virzienam.
M05 Vārpstas apturēšana Izraisa vārpstas apturēšanu, izslēdz dzesēšanu. M06 Instrumentu maiņa. Nostāda darba stāvoklī instrumentu, kura numuru nosaka adrese T.
M08 M09 Dzesēšanas šķidruma padeve. Ieslēdz dzesēšanu. Izslēdz dzesēšanu.
M19 Orientēta vārpstas pietura. Izraisa vārpstas apstāšanos norādītajā leņķiskajā pozīcijā.
M17 Apakšprogrammas beigas. M20 Saziņa ar ārēju ierīci. Tas var iestatīt vadības nodošanu rūpnieciskajam robotam, inicializēt transportēšanas un uzglabāšanas ierīces darbību utt.
M41 M42 M43 Vārpstas apgriezienu diapazons. Iestata vārpstas ātruma diapazona numuru.
Jāņem vērā, ka vairākas funkcijas, piemēram, "absolūtā atskaites sistēma - G90", padeves vērtības izmērs (G94, G95), diametra kompensācija (G40) un citas, tiek automātiski iestatītas, sagatavojot mašīnu darbam ( strāvas padeves ieslēgšana). Tās sauc par "noklusējuma funkcijām", un to sākotnējais stāvoklis ir norādīts "Lietotāja instrukcijās".
Zem adreses F tiek ieprogrammēta padeves vērtība, un S ir vārpstas ātruma vērtība. Adreses burts H nosaka garuma korektora numuru un D diametram.
Mēs arī iesakām
 Komutācijas barošanas avots: remonts un uzlabošana
Komutācijas barošanas avots: remonts un uzlabošana
 Gaismas tālvadības pults
Gaismas tālvadības pults
 Peldēšanas nodarbības pirmsskolas vecuma bērniem
Peldēšanas nodarbības pirmsskolas vecuma bērniem
 Piezīmes meistaram - mājas sadzīves signalizācija
Piezīmes meistaram - mājas sadzīves signalizācija
 Pulksteņa propelleris uz Atmega8
Pulksteņa propelleris uz Atmega8
 Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas
Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas