Taisni caur griezēju. Virpošanas griezējs, taisni pa labi T15K6: foto, izmēri, ģeometrija
Liektais griezējs ir griezējinstruments, ko izmanto dažādu formu detaļu virpošanai. To izmanto detaļu ārējo virsmu, piemēram, cilindrisku rullīšu, konusu un citu cilindrisku lietu, apstrādei. Tieši cauri priekšzobi nav tik daudzpusīgi kā to liektās šķirnes, taču tie ir stiprāki un lētāki par tiem. No otras puses, viņiem var būt problēmas strādāt grūti sasniedzamās vietās.
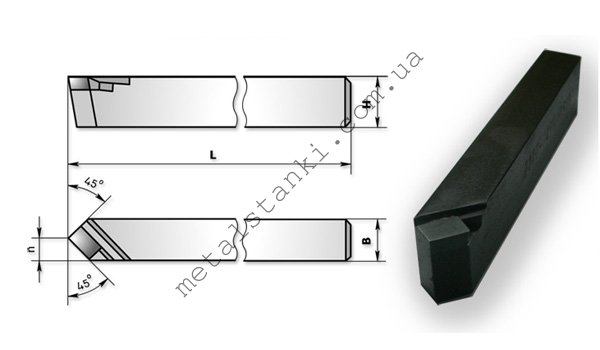
foto: taisns pagrieziena griezējs
Taisnās līnijas virpošanas frēzei ir lieliska stingrība, kuras dēļ tos izmanto kā vienu no galvenajiem instrumentiem darbā virpošanas cehās, kā arī instrumentu, darbgaldu un mašīnbūves nozarēs. Atkarībā no izvēlētā modeļa var veidot gludākas vai raupjākas virsmas, noņemt no sagataves dažādus metāla slāņus utt.
Šī instrumenta darbībai tiek izmantoti gan gareniskie, gan šķērseniskie zobrati. Pateicoties prasmīgai darbību kombinācijai, jūs varat apgriezt izvirzītos galus, noslīpēt, kā arī vienkārši slīpēt virsmas un veikt citas darbības, kas nepieciešamas, lai iegūtu vēlamo rezultātu. Ir vairākas šo instrumentu šķirnes, kas var atšķirties atkarībā no izmēra, izgatavošanas materiāla utt. Tiešais griezējs labi darbojas, strādājot ar cietām sagatavēm, īpaši, ja ir izvēlēts instruments, kas izgatavots no karbīda materiāliem. Caururbuma instrumenti ir izveidoti saskaņā ar GOST 18868-73, tie paši, kuros ir iekļauti karbīda ieliktņi saskaņā ar GOST 18879-73.
Caurspīdīgo taisngriežu veidi
Ir vairākas instrumentu šķirnes, kurām ir savas unikālas šķirnes, taču tās joprojām pieder šim tipam. Virpošanas taisni griezēji caur eju ir sadalīti raupjā vai, kā tos sauc arī, pīlingā un apdarē. Pirmā iespēja ir piemērota rupjai apstrādei pirmajā posmā. Šajā laikā jūs varat ņemt lielākais skaits metāla slāņus tā, lai sagatave tuvotos nepieciešamie izmēri. Apdares instrumenti paredzēti smalkākai un smalkākai apstrādei, kad noņemšanas biezums nepārsniedz milimetra desmitdaļas. Tie ir asāki un tiem ir paaugstināta apstrādes precizitāte.
Ja mēs ņemam vērā izstrādājumu dizainu, tad ir viengabala iespējas ar plāksnēm, no kurām dažas var noņemt. Parasti galvenā daļa ir izgatavota no instrumentu tērauda, bet darba daļa ir izgatavota no ātrgaitas tērauda vai ugunsizturīga materiāla, kas paredzēts darbam ar blīviem metāla veidiem.
UZ vispārīgs saraksts var piebilst, ka ir arī kreisais un labais caurgrieznis, kurā atšķiras pašas darba daļas novietojums.
Caurspīdīgo griezēju galvenie izmēri
| Augstums, mm | Platums, mm | Garums, mm |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Ātrgaitas tēraudus izmanto izstrādājumiem, kas strādā ar neleģētiem un apsildāmiem sagatavēm, un karbīda materiālus izmanto tiem, kas strādā ar grūti apstrādājamām lietām.
Taisnās līnijas griezējam ir vairāki svarīgi leņķi. Visi no tiem atrodas uz tā galvas, kā galvenā darba daļa. Galvas priekšējā daļa nodrošina normālu skaidu plūsmu, kas netraucētu darba procesam. Instrumentam ir arī neliela aizmugurējā mala un galvenā aizmugurējā mala, abas ir vērstas pret apstrādājamo daļu.

Visus galvenos griešanas procesus veic galvenā mala. To veido priekšējās virsmas un galvenās aizmugurējās malas krustojums. Papildus galvenajai ir arī palīgmala, kas atrodas aizmugurējās palīgvirsmas un priekšējās palīgvirsmas krustpunktā. Frēzes gals atrodas palīgierīces krustpunktā griešanas mala un tā galvenā daļa. Leņķis katrā frēzē ir atkarīgs no konkrētā modeļa, jo tas ir jāizvēlas individuāli katram darba veidam un materiālam.
Caurgriezēja izvēle
Taisnās līnijas virpošanas frēzes var pastāvēt vairākās versijās, kas ļoti ietekmē darba rezultātu. Var atšķirties izstrādājuma izmēri, griešanas malas metāls, nelielu dizaina elementu izskats un tā tālāk. Lai paņemtu normālu piemērots variants jāņem vērā daudzi faktori. “Profesionāļu padoms! Aktīviem pastāvīgs darbs jums vajadzētu būt gan dažādu, gan identisku instrumentu komplektam.
Pirmais izvēles faktors vienmēr ir tas, ar kādām sagatavēm jums ir jāstrādā, jo pats instruments ir izvēlēts atbilstoši sagataves īpašībām. Ne vienmēr ir iespējams paņemt pilnu komplektu, tāpēc ir ieteicams nekavējoties izlemt par visnepieciešamākajām lietām.
Pareiza izvēle ļaus izvairīties no biežas komponentu nomaiņas darbības laikā, kas ietaupīs laiku un pūles, kā arī padarīs ražošanu izdevīgāku. Materiālu ir viegli izvēlēties, jo ugunsizturīgie materiāli ir piemēroti cietām detaļām, kuras ātrgaitas tērauds nevar izturēt, jo tas ir paredzēts vienkāršiem mīkstajiem sagatavēm. To priekšrocība ir tikai cena, jo tie ir daudz lētāki.
Pļaušanas apstākļi
Tiešais griezējs tiek izmantots diezgan vienkāršām darbībām, tāpēc darba režīmi ar to bieži vien izrādās elementāri. Galvenās kustības šeit ir gareniskās un šķērsvirziena kustības. Metāla slāņa noņemšana šeit notiek pakāpeniski, lai nesabojātu instrumentu, jo liela biezuma uztveršana var kļūt par bēdīgām sekām griezējam. Izmantojot rupjmašīnas instrumentus primārajai apstrādei un apdares instrumentus gala apstrādei, varat pagarināt to kalpošanas laiku un uzlabot darbu.
![]()
Marķēšana
Tiešais griezējs T15K6 var būt lielisks piemērs produkta marķējuma parsēšanai, jo tas tiek novietots atbilstoši galvenajā griešanas daļā izmantotajam materiālam. Šeit norādīts, ka šajā titāna-volframa grupas karbīda materiālā ir 15% titāna un 6% kobalta.
Ražotāji
- CHIZ (Čerņigova, Ukraina);
- Seco (Zviedrija);
- Intertool (Ķīna);
- Ukrmetizs (Ukraina);
- OOO Melitopol instruments.
Caur taisniem griezējiem: Video
Instrumentu materiālu īpašības Griešanas instrumenti darbojas ievērojamas spēka slodzes, augstas temperatūras, berzes un nodiluma apstākļos. Tāpēc instrumentu materiāliem jābūt noteiktām ekspluatācijas un fizikāli mehāniskajām īpašībām. Instrumenta griešanas daļas materiālam ir augsta cietība un augstas pieļaujamās lieces, stiepes, spiedes un vērpes spriegumu vērtības. Instrumenta griešanas daļas cietībai ievērojami jāpārsniedz sagataves materiāla cietība. Oglekļa instrumentu tēraudi satur 1,0 ... 1,3% C. Instrumentu ražošanai tiek izmantoti augstas kvalitātes tēraudi U10A, U11A, U13A. Pēc termiskā apstrāde tēraudu sarkanā cietība ir 200…240 °C. Šajā temperatūrā tērauda cietība strauji samazinās, un instrumenti nevar veikt griešanas darbu. Pieļaujamie griešanas ātrumi nepārsniedz 0,2...0,3 m/s. No šiem tēraudiem tiek izgatavoti krāni, presformas, metāla zāģu asmeņi, urbji un maza diametra iegremdēšanas iekārtas. Leģētie instrumentu tēraudi ir oglekļa instrumentu tēraudi, kas leģēti ar hromu, volframu, vanādiju, silīciju un citiem elementiem. Pēc termiskās apstrādes leģētajiem tēraudiem sarkanā cietība ir 220...260 °C. Salīdzinot ar oglekļa leģētiem tēraudiem, tiem ir paaugstināta stingrība rūdītā stāvoklī un augstāka rūdāmība, mazāka tendence deformēties un plaisāt cietēšanas laikā. Pieļaujamais griešanas ātrums 0,25…0,5 m/s. Atbrīvojumu ražošanai tiek izmantoti urbji, krāni, presformas, rīves, tēraudi 9X VG, KhVG, KhG, 6XC, 9XC. Ātrgaitas tēraudi satur 5,5 ... .19% W, 0,7 ... 1,2% C; 2 ... 10% Co un V. Instrumentu ražošanai tiek izmantoti tēraudi R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2. Visos ātrgaitas tēraudos hroma masas daļa ir 4%, tāpēc burts X nav norādīts zīmola apzīmējumā. Griezējinstrumentam, kas izgatavots no ātrgaitas tērauda, pēc termiskās apstrādes ir sarkanā cietība 600 ... 640 ° C un tam ir paaugstināta nodilumizturība, tāpēc var strādāt ar griešanas ātrumu līdz 2 m/s. Lai taupītu ātrgriezējtēraudus griezējinstruments izgatavoti saliekami vai metināti. Instrumenta griešanas daļa ir izgatavota no ātrgriezējtērauda, kas ir metināts vai mehāniski savienots ar konstrukciju tēraudu 45, 50, 40X savienojošo daļu. Cietie sakausējumi ietver instrumentu materiālus, kas sastāv no ļoti cietiem un ugunsizturīgiem volframa, titāna, tantala karbīdiem, kas savienoti ar metāla saiti. Šos materiālus ražo pulvermetalurģijā. Karbīda pulverus sajauc ar kobalta pulveri, presē un saķepina 1400....1550 °C temperatūrā. Saķepināšanas laikā kobalts izšķīdina daļu karbīdu un izkūst. Rezultātā tiek iegūts blīvs materiāls, kura struktūra sastāv no 80 ... 85% karbīda daļiņām, kas savienotas ar saistvielu. Cietie sakausējumi tiek izmantoti noteiktas formas un izmēra plākšņu veidā, kuras iedala trīs grupās: - volframa - VK2, VK3, VK3M, VK8 utt.; - titāna-volframa - T30K4, T15K6, T14K8, T5K10, T5K12V; - titāns-tantals-volframs - TT7K12, T10K8B. Cietā sakausējuma plāksnēm ir augsta nodilumizturība un sarkanā cietība (800....1250 °C), kas ļauj griezt ar griešanas ātrumu līdz 15 m/s. Plāksnes tiek pielodētas pie turētājiem vai instrumentu korpusiem ar vara, misiņa lodmetāliem vai fiksētas mehāniski. No supercietajiem materiāliem (STM) visplašāk tiek izmantoti materiāli uz kubiskā bora nātrija bāzes (Elbor, Hexanite - R, Cyborite utt.). Tie tiek ražoti dažādu ģeometrisku formu plākšņu veidā, kas ir aprīkotas ar griezējinstrumentiem. STM izmanto rūdīta tērauda un čuguna smalkai, smalkai virpošanai un frēzēšanai. Instrumentāls keramikas materiāli var iedalīt dažādās grupās ķīmiskais sastāvs, ražošanas metode un zonas racionāla izmantošana. Oksīda "baltā" keramika, kas sastāv no Al2O3 ar leģējošām piedevām MgO, ZrO2 u.c., tiek izmantota nerūdītu tēraudu un pelēko čugunu ar griešanas ātrumu līdz 15 m/s apdarei un pusapdarei. Oksīda-karbīda "melnā" keramika, kas sastāv no Al2O3, TiC, ZrO2 un citiem ugunsizturīgiem metālu karbīdiem, tiek izmantota kaļamā, augstas stiprības un atdzesēta modificēta čuguna un rūdītā tēraudu apstrādei. Keramika uz silīcija nitrīda bāzes tiek izmantota čuguna pusapstrādei. Augstas stiprības īpašības ir nepieciešamas, lai instruments būtu izturīgs pret attiecīgajām deformācijām griešanas procesā, un pietiekama materiāla viskozitāte ļauj absorbēt trieciena dinamisko slodzi. Instrumentu materiāliem jābūt ar augstu sarkano cietību (karstumizturību), t.i. spēja saglabāt cietību karsējot. Sarkano cietību novērtē pēc temperatūras, kurā notiek krasa materiāla cietības samazināšanās. Instrumenta griešanas daļas materiāla vissvarīgākā īpašība ir nodilumizturība. Jo augstāka ir nodilumizturība, jo lēnāk instruments nodilst un jo lielāka ir tā izmēru stabilitāte. Tas nozīmē, ka sagatavēm, kas tiek apstrādātas secīgi ar vienu un to pašu instrumentu, būs minimāla izkliede apstrādāto virsmu izmēros. Instrumentu izgatavošanas materiālos, ja iespējams, jābūt vismazākajam deficītu elementu procentuālajam daudzumam. Visas šīs prasības zināmā mērā ir izpildītas. šādus materiālus: instrumentu tēraudi, cietie sakausējumi, sintētiskie supercietie un keramikas materiāli, abrazīvie un dimanta materiāli.
To izmanto materiālu apstrādei dažādiem mērķiem uz galvenokārt virpošanas grupas mašīnām, kā arī ēvelēšanai, rievēšanai vai speciālajām. galvenokārt izmanto ārējo cilindrisko virsmu apstrādē. priekšzobi šāda veida ir izgatavoti no ātrgaitas tērauda vai komplektēti ar cieta sakausējuma lodēšanu, kas tiek pielodēta pie tērauda stieņa.
Apstrāde ir viena no visizplatītākajām tehnoloģiskās operācijas detaļu ražošanā no dažāda veida klases materiāli. Lielākā daļa mašīnu detaļu, speciālo aparātu un precīzijas instrumentu tiek ražoti, apstrādājot mehāniskās iekārtās, noņemot materiāla slāni. Plašs klāsts dažāda veida rūpnieciskā mērogā ražoti materiāli, kurus izmanto mašīnbūvē un citās nozarēs, tehnologiem rada izaicinājumu izvēlēties metodes un līdzekļus racionālākai un ekonomiski izdevīgākai materiālu apstrādei griežot, ņemot vērā augstās prasības industriālajā tirgū. , uz apstrādāto virsmu precizitāti un kvalitāti.
Griešanās ir sava veida materiālu apstrāde ar skaidu noņemšanu. Materiāla atdalīšanas process tiek veikts, nogriežot tehnoloģisko slāni no sagataves virsmas, ko sauc arī par piemaksu. Apstrāde tiek veikta uz universālajām virpām, kā arī uz īpašas mašīnas aprīkots ar ciparu programmas vadība izmantojot griezējus, urbjus un citus griezējinstrumentus.
Virpošanas grupas iekārtās tiek veikti tādi apstrādes veidi kā: cilindrisku virsmu apgriešana, griešanas galu apstrāde, konisku ārējo un iekšējās virsmas, dekoratīvo un speciālo detaļu cirtainu un formu virsmu virpošana, ārējo un iekšējo cilindrisko un konisko vītņu griešana, rievojumu velmēšana, urbšana, rīvēšana, precīzo urbumu rīvēšana un cita veida virpošanas darbības.
Viens no galvenajiem instrumentiem, ko izmanto virpošanas darbos, ir frēze. Atkarībā no veiktās apstrādes veida virpošanas instrumentus iedala iegrimes un apdares veidos. ģeometriskās formasŠo frēžu griešanas daļas ir izgatavotas tā, ka daži griezēji strādā ar lielu griezuma slāņa šķērsgriezuma laukumu, bet citi strādā ar mazu.
Atkarībā no griezēja asmens formas un atrašanās vietas attiecībā pret nesēja stieni, pagrieziena grupas mašīnās izmantotais griezējinstruments ir sadalīts labajā un kreisajā, vilces, caur taisnām līnijām, taisni saliekts, urbšana, griešana, griešana, formēšana, vītņošana un citi.
Vērtēšanas griezēji izmanto apstrādājamo sagatavju galu apgriešanai. Šie griezēji darbojas, izmantojot sānu padeves kustību virzienā uz un prom no sagataves centra.
Garlaicīgi griezēji izmanto urbumu urbšanai, kas ir iepriekš apstrādāti ar urbjiem vai iegūti pēc štancēšanas vai liešanas. Urbšanai tiek izmantoti divi urbšanas griezēju varianti, tie ir caururbšanas frēzes caururbšanai un atduras griezēji necaururbumiem.
Griešanas darbiem un rievošanai tiek izmantoti griezēji, kas darbojas ar šķērsvirziena padeves kustību.
Formas griezēji izmanto apstrādei mazi zemes gabali cirtainas virsmas. Šādas frēzes griešanas malas forma tiek izvēlēta atbilstoši paredzētās daļas profilam.
Pēc konstrukcijas formas griezēji atkarībā no stiprinājuma tiek sadalīti stieņos, prizmatiskajos, apaļajos. Uz universālajām virpām skrūvju griešanas mašīnas, virsmas ar formas profilu parasti tiek apstrādātas ar stieņa veida griezējiem, kas tiek uzstādīti iekārtas instrumentu turētājā.
Vītņošanai izmanto griezējus ar profilam atbilstošu griešanas asmens profila formu. šķērsgriezums standarta vērtības.
Mēs arī iesakām
 Komutācijas barošanas avots: remonts un uzlabošana
Komutācijas barošanas avots: remonts un uzlabošana
 Gaismas tālvadības pults
Gaismas tālvadības pults
 Peldēšanas nodarbības pirmsskolas vecuma bērniem
Peldēšanas nodarbības pirmsskolas vecuma bērniem
 Piezīmes meistaram - mājas sadzīves signalizācija
Piezīmes meistaram - mājas sadzīves signalizācija
 Pulksteņa propelleris uz Atmega8
Pulksteņa propelleris uz Atmega8
 Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas
Ierīču un releju pielietojuma piemēri, kā pareizi izvēlēties un pieslēgt releju Mikrokontrolleru un releju vienkāršas komutācijas shēmas