Mazs uzgalis metāla virpai. Virpošanas materiāli
Metāla virpām to kopējā masā ir aptuveni vienāds izkārtojums - mezglu izvietojums. Šajā rakstā mēs uzskaitīsim un aprakstīsim galvenos mezglus, to darbības principu un mērķi.
Galvenie mezgli ir:
- gulta;
- galvas balsts;
- vārpsta;
- padeves mehānisms;
- suports;
- priekšauts;
- atpakaļ vecmāmiņa.

Video nodarbība par metāla virpu ierīci
gulta
Mašīnas galvenā fiksētā daļa ir rāmis, kas sastāv no 2 vertikālām ribām. Starp tiem ir vairākas šķērssijas, kas nodrošina statora stingrību un stabilitāti.
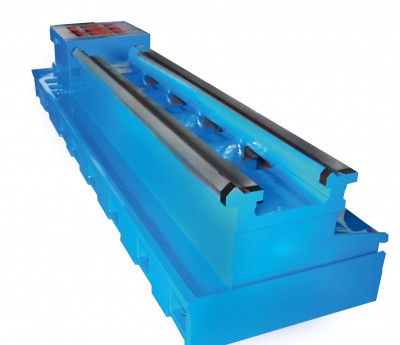
Gulta atrodas uz kājām, to skaits ir atkarīgs no gultas garuma. Kāju-apmales dizains ir tāds, ka tajās var uzglabāt mašīnas darbībai nepieciešamos instrumentus.
Gultas augšējās šķērseniskās sliedes kalpo kā vadotnes suporta un astes pārvietošanai pa tām. Salīdzinot darbgaldu shēmas, ir viegli redzēt, ka dažos dizainos tiek izmantoti 2 veidu vadotnes:
- prizmatisks suporta pārvietošanai;
- plakana vadotne astes balstu pārvietošanai. Ļoti retos gadījumos to aizstāj ar prizmatisku tipu.
Galvas balsts
Detaļas, kas atrodas galvgalā, kalpo, lai atbalstītu un pagrieztu sagatavi tās apstrādes laikā. Šeit ir mezgli, kas regulē detaļas griešanās ātrumu. Tie ietver:
- vārpsta;
- 2 gultņi;
- skriemelis;
- pārnesumkārba, kas ir atbildīga par griešanās ātruma regulēšanu.

Virpas ierīces galvenā balsta daļa ir vārpsta. Tās labajā pusē, kas ir vērsta pret astes balstu, ir pavediens. Tam ir piestiprinātas patronas, turot sagatavi. Pati vārpsta ir uzstādīta uz diviem gultņiem. Iekārtā veiktā darba precizitāte ir atkarīga no vārpstas komplekta stāvokļa.
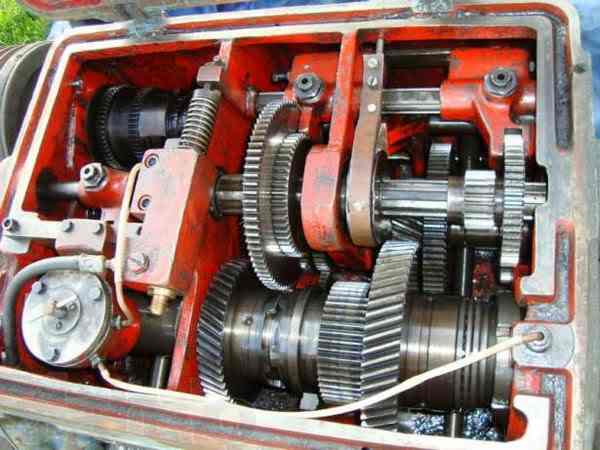
Pārnesumkārbas skats no augšas
Galvas daļā ir maināmu zobratu ģitāra, kas paredzēta griešanās un griezes momenta pārvadīšanai no pārnesumkārbas izejas vārpstas uz padeves kastes vārpstu dažādu diegu griešanai. Suportu padeves regulēšana tiek veikta, izvēloties un pārkārtojot dažādus pārnesumus.
Optimum virpas maināmo zobratu ģitāra Padomju virpas ģitāra metālam
Maz ticams, ka joprojām varat atrast metāla virpas ierīci ar monolītu vārpstu. Mūsdienu mašīnām ir dobi modeļi, taču tas nevienkāršo tām izvirzītās prasības. Vārpstas korpusam jāiztur bez novirzes:
- daļas ar lielu svaru;
- maksimālais jostas spriegojums;
- griezēja spiediens.
Kakliem, uz kuriem tie ir uzstādīti gultņos, tiek izvirzītas īpašas prasības. To slīpēšanai jābūt pareizai un tīrai, virsmas raupjums nav lielāks par Ra = 0,8.

Priekšējā daļā caurumam ir koniska forma.
Gultņiem, vārpstai un asij darbības laikā jārada vienots mehānisms, kas nevar radīt nevajadzīgus sitienus, ko var iegūt, nepareizi izurbjot vārpstas atveri vai neuzmanīgi slīpējot kakliņus. Spēles klātbūtne starp mašīnas kustīgajām daļām radīs neprecizitātes sagataves apstrādē.
Vārpstas stabilitāti nodrošina gultņi un priekšslodzes regulēšanas mehānisms. Tas ir piestiprināts pie labā gultņa ar urbtas, kakla formas bronzas bukses palīdzību. Ārpus tā urbums sakrīt ar ligzdu uz galviņas korpusa. Uzmavai ir viens caurums un vairāki iegriezumi. Bukse ir nostiprināta galvas balsta ligzdā ar uzgriežņiem, kas pieskrūvēti tās vītņotajos galos. Bukses uzgriežņus izmanto, lai regulētu dalītā gultņa priekšslodzi.
Pārnesumkārba ir atbildīga par griešanās ātruma maiņu. Pa labi no skriemeļa ir piestiprināts zobrats, pa labi no skriemeļa, zobrats ir uzstādīts uz vārpstas. Aiz vārpstas ir rullītis ar brīvi rotējošu uzmavu ar vēl 2 zobratiem. Caur kaklu, rullīti, kas fiksēts iekavās, tiek pārraidīta rotācijas kustība. dažāda izmēra pārnesums ļauj mainīt griešanās ātrumu.
Uzskaitījums dubulto virpas darba ātrumu skaitu. Metāla virpas konstrukcija, izmantojot uzskaiti, ļauj izvēlēties Vidējais ātrums starp bāzi. Lai to izdarītu, vienkārši pārmetiet siksnu no viena pārnesuma uz nākamo vai iestatiet sviru atbilstošā pozīcijā atkarībā no mašīnas konstrukcijas.
Vārpsta saņem rotāciju no elektromotora caur siksnas piedziņu un pārnesumkārbu.
Padeves mehānisms
Padeves mehānisms norāda suportam vēlamo kustības virzienu. Virzienu nosaka snaffle. Pati snaffle atrodas galvas korpusa korpusā. To kontrolē ārējie rokturi. Papildus virzienam jūs varat arī mainīt suporta kustības amplitūdu, izmantojot maināmus pārnesumus ar dažādu skaitu zobu vai padeves kasti.
Mašīnu shēmā ar automātiskā barošana ir svina skrūve un rullītis. Veicot augstas precizitātes darbus, tiek izmantota svina skrūve. Pārējos gadījumos - veltnis, kas ļauj ilgāk saglabāt skrūvi ideālā stāvoklī, lai veiktu sarežģītus elementus.
Suporta augšējā daļa ir priekšzobu un citu piestiprināšanas vieta virpošanas instruments nepieciešami dažādu detaļu apstrādei. Pateicoties balsta mobilitātei, griezējs vienmērīgi pārvietojas sagataves apstrādei nepieciešamajā virzienā no vietas, kur darba sākumā atradās atbalsts ar griezēju.

Apstrādājot garās daļas suports brauc līdzi horizontāla līnija iekārtai jāatbilst apstrādājamās detaļas garumam. Šī vajadzība nosaka suporta spēju pārvietoties 4 virzienos attiecībā pret mašīnas centra punktu.
Mehānisma gareniskās kustības notiek gar ragavām - rāmja horizontālajām vadotnēm. Frēzes šķērspadevi veic suporta otrā daļa, virzoties pa vertikālajām vadotnēm.
Krustveida (apakšējais) slīdnis kalpo par pamatu suporta rotējošajai daļai. Ar balsta rotējošās daļas palīdzību tiek iestatīts sagataves leņķis attiecībā pret mašīnas priekšautu.

Priekšauts
Priekšauts, tāpat kā galvas balsts, aiz korpusa slēpj mezglus, kas nepieciešami, lai iedarbinātu mašīnas mehānismus, savienojot suportu ar zobratu un vadošo skrūvi. Priekšautu mehānismu vadības pogas ir novietotas uz korpusa, kas vienkāršo suporta gājiena regulēšanu.
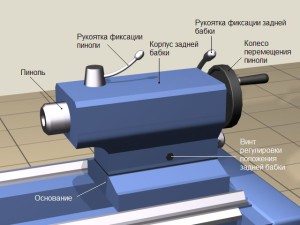
Astes balsts ir kustīgs, to izmanto, lai fiksētu daļu uz vārpstas. Tas sastāv no 2 daļām: apakšējā - galvenās plāksnes un augšējās, kas tur vārpstu.
Kustīgā augšējā daļa pārvietojas pa apakšējo perpendikulāri mašīnas horizontālajai asij. Tas ir nepieciešams, pagriežot konusa formas detaļas. Caur balsta sieniņu iet vārpsta, to var pagriezt ar sviru mašīnas aizmugurē. Galvas balsts ir piestiprināts pie rāmja ar parastajām skrūvēm.

Katrs ir individuāls savā izkārtojumā virpas, ierīce un shēma var nedaudz atšķirties detaļās, bet mazās un vidēja izmēra mašīnās šī iespēja ir visizplatītākā. Smago lielo virpu izkārtojums un shēmas atšķiras atkarībā no to mērķa, tās ir ļoti specializētas.
Ja atrodat kļūdu, lūdzu, iezīmējiet teksta daļu un noklikšķiniet uz Ctrl+Enter.
Ja paskatās uz jebkuras metāla virpošanai paredzētās vienības rasējumu, jūs varat saprast, ka virpas dizains un ierīce ir gandrīz pilnīgi identiska dažādi modeļi instalācijas.
1 Pagrieziena bloka pamatne un pamatne
Jebkurai metāla virpošanas darbu veikšanas mašīnai varam izšķirt šādas galvenās sastāvdaļas - gulta, divi galvas balsti (priekšējais un aizmugurējais), priekšauts, suports, padeves un ātruma kārbas, vārpsta, elektromotors. Visi pagrieziena bloka mehānismi un daļas vienā vai otrā veidā ir uzstādīti uz gultas. Tas ir šis mezgls, kas attēlo iekārtas bāzes centru.
Rāmis sastāv no divām gareniskām sienām, kuras savstarpēji savieno šķērsribas, kas palielina instalācijas kopējo stingrību. Mūs interesējošajam mezglam turklāt ir vairākas vadotnes, no kurām dažām ir prizmatisks izskats. pagrieziena vienībās tas vienmēr atrodas uz iekšējām vadotnēm. Uz tiem viņa darba laikā pārvietojas vajadzīgajā attālumā.
Gultas kreisajā galā ir uzstādīts balsts, kas apstrādes laikā atbalsta sagatavi un nodrošina tai rotāciju.
Uz ārpusē galvas balstam ir rokturi citai svarīgai mašīnas daļai - pārnesumkārbai. Šie rokturi ļauj darba laikā izvēlēties vēlamo vārpstas komplekta apgriezienu skaitu. Uz plāksnītes, kas ir piestiprināta pie galvas balsta (tas ir, galvas balsts), ir shematisks zīmējums, kurā norādīts, kā tieši pagriezt rokturi, lai iestatītu nepieciešamo ātrumu. Vārpsta griežas rites vai bīdāmajos gultņos galvas balsta korpusā. Vītņotās vārpstas galā tiek uzlikts piedziņas vai izciļņa tipa patrona.

Šī iekārta ir nepieciešama, lai pārsūtītu uz pagrieziena bloka uzstādītās daļas rotāciju apstrādei. Ekstrēmās vadotnes (tās ir prizmatiskas) ir stingri pārbaudītas attiecībā uz to savstarpējo paralēlismu un taisnumu. Kariete pārvietojas pa vadotnēm - suporta apakšējo daļu. Ja mašīnas vadotnes neatbilst iepriekš minētajām prasībām, detaļas tiks apstrādātas slikti.
2 Metāla virpas stienis
Šis mezgls ļauj droši nostiprināt pagarinātās detaļas gadījumos, kad tās tiek novietotas apstrādes centrā. Turklāt tas kalpo dažādu darba ierīču (piemēram, krānu, rīvmetēju, visu veidu urbju u.c.) stiprināšanai. Ja spārnu shēma vienmēr ir vienāda, tad spārniem var būt vairākas šķirnes. Tam var būt: parasts centrs; iebūvēts rotējošais centrs.
Centrs, kas norādīts ar otro, tiek novietots uz tām mašīnām, kurās tiek plānota daļas liela ātruma apstrāde (tiek izmantota īpaša kinemātiskā shēma). Šajā gadījumā astes balstam būs šāds dizains: mehāniski apstrādāts caurums svirā ar konusveida rullīšiem un gultņiem tajā. Lodīšu tipa gultnis ir nepieciešams, lai uzstādītu buksi ar konusa formas atveri. Centrs ir ievietots šajā caurumā.
Vilces lodīšu gultnis uzņem aksiālo spēku. Uzmava nevarēs griezties, kad spalvu savienos ar uzmavu ar speciāli uzstādītu bloķēšanas ierīci. Ja tiek realizēta šāda kinemātiskā shēma (nav grūti ieskicēt tās zīmējumu), spārns var kalpot kā turētājs rīvējam, urbjam, jebkuram gremdatoram un citam centra instrumentam.
Ja galvas balstam ir normāls centrs, tā korpuss atrodas uz plāksnes, kas uzstādīta uz sliedēm. Korpusā tiek izgriezts caurums, pa kuru pārvietojas uzgrieznis ar spalvu (garenvirzienā). Jebkura darba instrumenta centrs vai kāts tiek ievietots koniskā caurumā spalvu priekšējā galā, ko pārvieto ar rokratu. Turklāt ir iespējams pārvietot spalvu šķērsām plāksnei, izmantojot skrūves. Apstrādājot daļu ar seklu konusu, šī iespēja ir neaizstājama.
3 Virpas vārpstas apraksts
Vārpsta ir doba tērauda vārpsta ar konisku urbumu. Šī metāla montāžas vienība tiek uzskatīta par vissvarīgāko (daudzas citas iekārtas galvenās vienības ir paredzētas, lai nodrošinātu vārpstas darbību). Tam ir caurums (konisks), kas paredzēts dažādu instrumentu, stieņu un priekšējā centra uzstādīšanai (zīmējums virpošanas iekārtas norāda, kuras ierīces var uzstādīt norādītajā caurumā).
Vārpsta ir vītņota. Uz tā varat piestiprināt priekšējo plāksni uz metāla virpas vai patronas, kas ir centrēta ar plecu uz kakla. Dažām vienībām uz vārpstas ir arī īpaša rieva. Ātri apturot vārpstu, tas novērš patronas nekontrolētas salocīšanas risku. Lai noskaidrotu, vai uz konkrētas virpas ir šāda rieva, rūpīgi jāizpēta mašīnas rasējums, kurā norādītas visas tās galvenās un papildu daļas.

Vārpstas veselība un pareiza rotācija ir galvenie nosacījumi jebkuras sagataves pagriešanai. Ir svarīgi nodrošināt, lai šim mezglam nebūtu mazākās brīvkustības vai atslābuma gultņos radiālā un aksiālā virzienā. Tajos gadījumos, kad rodas šīs negatīvās parādības, instrumenta turētājs un tajā esošais instruments sāk trīcēt, kas noved pie apstrādes kvalitātes pasliktināšanās.

Lielākajai daļai labi zināmo pašmāju vienību (piemēram, ieslēgta vai ieslēgta) vārpstas rotācija notiek slīdgultņos. Lai gan ir aprīkojums ar rullīšu un lodīšu gultņiem, kurus uzskata par stingrākiem un šī iemesla dēļ izmanto mašīnās ar lielu ātrumu sagatavju apstrādei.
4 Metāla virpas atbalsts
Instrumenta turētājs ar tajā uzstādīto detaļu apstrādes instrumentu pārvietojas, pateicoties atbalstam, slīpā, šķērsvirzienā un garenvirzienā attiecībā pret vienības asi. Par darba instrumenta kustību tiek ziņots uz virpām gan manuāli, gan mehāniski. Ja paskatās uz standarta virpas balsta zīmējumu, jūs varat saprast, kā pārvietojas instrumenta turētājs ar instrumentu:
- garenvirzienā - gar garenisko slīdni (šīs mašīnas daļas sauc arī par ratiņiem);
- šķērsvirzienā - gar šķērsenisko slīdni (uz tiem ir uzstādīta suporta rotējošā sastāvdaļa, kuru ar uzgriežņu palīdzību ir viegli iestatīt apstrādes apstākļiem nepieciešamajā leņķī).

Instrumentu turētāji (griešanas galviņas) ir novietoti suporta augšpusē. Strukturāli tie var būt atsevišķi vai vairāki. Parastais instrumentu turētājs ir cilindrisks korpuss ar spraugu. Darba instruments ( virpošanas instruments) ir uzstādīts slotā un pēc tam fiksēts ar skrūvi. No apakšas griešanas galviņai ir burta "T" forma, lai tā viegli iekļūtu suporta rievā (tā augšējā daļā). Ir arī citas iespējas instrumenta turētāja uzstādīšanai.

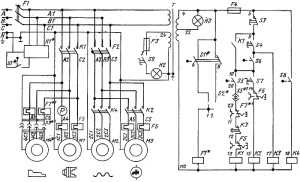
5 Pagrieziena bloka elektriskā shēma un elektromotors
Ir skaidrs, ka nekādu kinemātisku shēmu metāla izstrādājumu virpošanas mašīnas darbībai nevar īstenot, ja iekārtai nav elektromotora. Dzinējs var būt: asinhrons; līdzstrāva. Asinhronā tipa elektromotoram ir čuguna vai alumīnija rāmis, rotors un stators. Atkarībā no mašīnai uzstādītā modeļa dzinējs spēj nodrošināt vairākus griešanās ātrumus (vai vienu).
Parasti ķēdes shēma virpas iekārtu darbina motors ar vāveres sprostu rotoru. Pārnesumkārba (tā rezultātā pārnesumkārba un citas mašīnas galvenās elektriskās sastāvdaļas) šajā gadījumā ir savienotas ar "dzinēju" vai nu ar siksnas piedziņu, vai tieši ar rotoru.
Uz pagrieziena bloka var uzstādīt arī dzinēju, kas ļauj mainīt griešanās ātrumu pēc bezpakāpju principa. Tā ir ierīce ar neatkarīgu ierosmi, kas nodrošina ātruma regulēšanu diapazonā no 10 līdz 1. Šādas iekārtas tiek izmantotas daudz retāk, jo vāveres būra motoram ir raksturīgi mazi izmēri un augsts līmenis tās izmantošanas ekonomija.

Līdzstrāvas motors biežāk tiek izmantots iepriekšminētā vārpstas bloka bezpakāpju ātruma kontrolei. Šāda motora rāmis ir izgatavots no tērauda ar zemu oglekļa saturu (materiāla izvēle nav nejauša, tas ir saistīts ar to, ka rāmis ir magnētiska ķēde), un tā statora serdeņi ir izgatavoti no elektriskais tērauds. Papildinām, ka jebkura veida dzinējs funkcionē kombinācijā ar citām elektroiekārtām, kuras ir uzmontētas uz virpas un nodrošina tā nepārtrauktu darbību atbilstoši noteiktai elektriskajai ķēdei.
Virpošanas materiāli sastāv no apgriezienu korpusu apstrādes ar griezējinstrumentu, kas pārvietojas pa sagataves rotācijas asi.Ar griezēja translācijas kustību no sagataves virsmas tiek noņemts materiāla slānis.
Vēsturiski "apaļo" detaļu apstrāde bija nepieciešama gandrīz visās nozarēs. Tautsaimniecība. Pirmās virpas bija ļoti primitīvas: apstrādājamo priekšmetu grieza, izmantojot kāju piedziņu, un griezējinstrumentu turēja rokās, uzsvaru liekot uz statīvu. Šādās mašīnās bija iespējams apstrādāt tikai mīkstie materiāli, piemēram, koku. 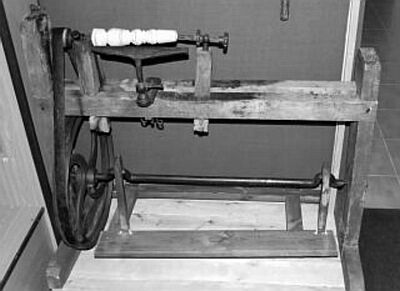
Pētera I virpa.
19. gadsimta beigās, parādoties mašīnām, apstrādājamo priekšmetu rotēšanai sāka izmantot tvaika un pēc tam elektromotorus. Svarīgs tā laika sasniegums bija turētāju izstrāde un ieviešana griezējinstruments. Instruments tika fiksēts īpašā turētājā, un operators, griežot noteiktus rokturus, varēja pārvietot turētāju gan paralēli, gan perpendikulāri sagatavei. Šādas ierīces kļuva pazīstamas kā "virpas atbalsts".
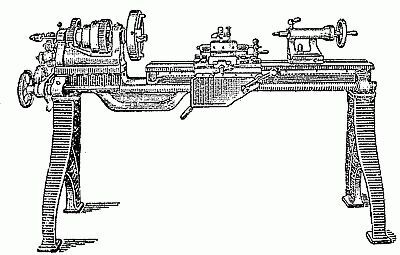
Virpa, 20. gadsimta sākums.
Mūsdienu virpas ļauj automātiski pārvietot griezējinstrumentu norādītajos virzienos. Mūsdienu virpu priekšrocības ietver arī iespēju griezt gandrīz jebkura profila vītnes un noteiktu precizitāti. Tāpēc mūsdienu mašīnas sauc par "Skrūvju griešanas virpām".
Ierīce un virpas galvenās sastāvdaļas.
Lielākajai daļai virpu ir gandrīz tāds pats dizains, un tās atšķiras tikai pēc izmēra un vadības ierīču atrašanās vietas. Attēlā parādīta tipiska virpa un tās galvenās sastāvdaļas.
virpas ass- virtuālā ass, kas iet caur sagataves rotācijas asi paralēli rāmim.
Priekšējais pjedestāls un aizmugurējais pjedestāls- čuguna pjedestāli, kas kalpo kā balsti mašīnas mezgliem un mehānismiem. AT galddatora mašīnas skapji netiek izmantoti.
gulta- galvenā daļa, virpas skelets. Rāmis parasti ir izgatavots no visa metāla, atlejot no čuguna. Gulta ir piestiprināta pie mašīnas skapjiem. Gultas lielais svars samazina vibrācijas no mašīnas elektriskās piedziņas un vibrācijas, kas rodas detaļu apstrādes laikā. Elektropiedziņas motors ir uzstādīts gultas apakšā, virpas iekšpusē vai aiz tās.
Elektrības skapis- skapis, kura iekšpusē ir mašīnas elektriskās ķēdes elementi, un uz ārējā paneļa ir galvenā elektromotora slēdži, dzesēšanas šķidrumu kompresors, voltmetrs un indikatora gaismas.
Galvas balsts- ietver zobratu, sviru, vārpstu un mehānismu komplektu sagataves griešanās ātruma un griezējinstrumenta padeves maiņai.
Ģitāra - komponents uzgalis, kurā atrodas maināmi zobrati instrumenta piedziņas iestatīšanai vītņošanas laikā (modernās mašīnās pārnesumu maiņa nav nepieciešama).
Vārpsta- sagataves galvenā rotācijas vārpsta. Uz vārpstas var uzstādīt tādas montāžas ierīces kā patrona, centrs, spīle un tamlīdzīgi.
Kārtridžs- visizplatītākais sagatavju armatūra.
suports- ierīce apstrādes instrumenta nostiprināšanai un instrumenta pārvietošanai noteiktos virzienos.
Priekšauts- priekšējā suporta vāks.
tailstock- armatūra sagataves noturēšanai (apstrādājot centros) vai instrumentu, piemēram, krāna, vītņu vītņu un citu ierīču turēšanai.
Galvas balsts
Uz galvas balsta priekšējās virsmas ir sviras vārpstas ātruma un griezējinstrumenta padeves pārslēgšanai.
datu plāksnītes- Paskaidrojošās zīmes. Uz virpām uz datu plāksnītēm ir norādīta mašīnas sastāvdaļu kustības vai griešanās ātruma atkarība no izvēlētajām uzstādīšanas rokturu pozīcijām.
Vārpstas ātruma pogas- atkarībā no šo rokturu stāvokļa mainās vārpstas griešanās ātrums. Rokturus var pārvietot tikai tad, kad iekārta ir apturēta.
sadalīšanas svira- Vārpstas griešanās ātruma pārslēgšanas svira. Svirai ir trīs pozīcijas. Galējā kreisajā pozīcijā mašīnas vārpsta griežas ar normāls ātrums iestatīts ar vārpstas ātruma iestatīšanas pogām. Vertikālā (neitrālā) stāvoklī vārpsta negriežas. Galējā labajā pozīcijā vārpsta griežas ar ātrumu, kas ir 10 reizes mazāks par norādīto. Šo sviru var pārslēgt tikai tad, kad mašīna ir apturēta.
Padeves ātruma pogas- šie rokturi iestata griezējinstrumenta kustības ātrumu, apstrādājot detaļas, kā arī griezējinstrumenta kustību uz vienu vārpstas apgriezienu, griežot vītnes. Rokturus var pārvietot tikai tad, kad iekārta ir apturēta.
Vārpsta- tērauda biezu sienu caurule. Vārpstu izmanto, lai pārsūtītu rotāciju no elektriskās piedziņas caur zobratu sistēmu uz sagatavi. Vārpstas ieplūde ir vītņota uz virsmas, lai piestiprinātu patronas, un ieplūde ir konusa formas montāžas centriem vai citiem stiprinājumiem.
Jāņem vērā, ka dažādiem mašīnu modeļiem griešanās un kustības ātruma iestatīšanas rokturu skaits un novietojums var atšķirties no attēlā redzamā. Konkrētam virpas modelim rūpīgi jāizlasa apzīmējumi uz datu plāksnītēm vai jāizlasa mašīnas lietošanas instrukcija.
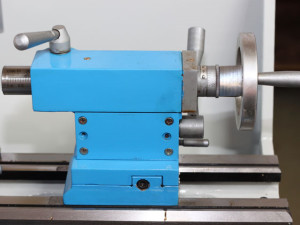
tailstock
tailstock- armatūra sagataves nostiprināšanai (apstrādājot centros) vai instrumentu, piemēram, krāna, vītņu nostiprināšanai; urbt vai urbt patronu, urbjot caurumus.
suports
Virpas balsts ir paredzēts griezējinstrumenta nostiprināšanai un pārvietošanai.
Rotācijas instrumenta stabs- ierīce griezējinstrumenta nostiprināšanai un maiņai.
Rokturis instrumenta turētāja fiksēšanai- paredzēts griezējinstrumenta maiņai. Lai nomainītu instrumentu, rokturis tiek pagriezts pretēji pulksteņrādītāja virzienam (prom no jums), savukārt savilkšanas galviņa atslābina instrumenta turētāja fiksāciju un tas griežas. Lai nostiprinātu instrumenta turētāju, pagrieziet instrumenta turētāja stiprinājuma pogu pulksteņrādītāja virzienā (pret sevi), līdz tā apstājas.
Augšējais slaids- mehānisms instrumenta turētāja pārvietošanai noteiktā virzienā. Augšējo slīdni var pagriezt (paralēlā plaknē) attiecībā pret mašīnas asi par iepriekš noteikts leņķis. Tas tiks detalizēti apspriests tēmā "Konisko virsmu apstrāde".
Ceļojuma rokturis augšējais slaids
- Pagriežot šo rokturi, augšējais slīdnis tiek pārvietots horizontālā plaknē.
šķērsslaids- paredzēts griezējinstrumenta pārvietošanai horizontālā plaknē, kas ir stingri perpendikulāra mašīnas asij.
Šķērsslīdošais rokturis- pagriežot šo rokturi pulksteņrādītāja virzienā, šķērsslīdnis pārvieto uz priekšu (pret mašīnas asi) un pretēji pulksteņrādītāja virzienam atpakaļ (prom no mašīnas ass).
Gareniskais slaids- ierīce griezējinstrumenta pārvietošanai stingri paralēli mašīnas asij.
Gareniskais bīdāmais ritenis- šī riteņa griešanās pretēji pulksteņrādītāja virzienam noved pie griezējinstrumenta horizontālas kustības no labās uz kreiso pusi un pulksteņrādītāja virzienā - no kreisās uz labo pusi.
Skrūves padeves slēdzis- izmanto tikai griežot diegu ar griezēju. Visos citos detaļu apstrādes režīmos šis slēdzis ir atspējots.
Padeves slēdzis- vairāku pozīciju svira, lai nodrošinātu griezējinstrumenta automātisku kustību noteiktā virzienā.
Pozīcijā 0 - (neitrāls), suports stāv uz vietas; 1. vai 2. pozīcijā šķērsslīdnis pārvietojas (attiecīgi uz priekšu vai atpakaļ); 3. vai 4. pozīcijā garenvirziena slaids pārvietojas (attiecīgi pa kreisi vai pa labi).
Padeves slēdžiem var būt cita konstrukcija, piemēram, tiem ir divas sviras. Viens ietver garenisko, bet otrs šķērsvirziena padevi.
Piedziņas vārpstas un mehānismi
Lai automātiski pārvietotu suporta elementus, kā arī ātri ieslēgtu un izslēgtu vārpstas rotāciju, virpai ir vairākas piedziņas vārpstas un atbilstoši mehānismi.
Dažādu piedziņu ieslēgšanas un izslēgšanas mehānismi atrodas balstā zem priekšauta.
Vārpstas ieslēgšanās vārpsta- ir divi vārpstas iekļaušanas rokturi. Viens rokturis atrodas pa kreisi no mašīnas operatora, bet otrs - pa labi. Abi rokturi ir stingri nostiprināti uz vārpstas. Pavirzot jebkuru no šiem kloķiem uz augšu, iekārta ieslēdzas, un vārpsta sāk griezties pretēji pulksteņrādītāja virzienam (darba, griešanās uz priekšu). Rokturu vidējā stāvoklī - iekārta ir izslēgta. Kad jūs pārvietojat pogas uz leju, vārpsta sāk griezties pulksteņrādītāja virzienā (griešanās pretējā virzienā).
Rack- mehānisma neatņemama sastāvdaļa manuāla kustība atbalsts garenvirzienā. Riteņa griešanās laikā gareniskā slīdņa pārvietošanai nofiksējas zobrats, kas savienots ar riteņa griešanās asi un zobratu bagāžnieku, un suports kustas.
Padeves vārpsta- Šī vārpsta ir paredzēta griešanas instrumenta automātiskai pārvietošanai. Vārpstai visā darba garumā ir gareniskā rieva, kas kalpo, lai saslēgtos ar kustības mehānismu. Kad mašīna darbojas, šī vārpsta pastāvīgi griežas. Padeves pārslēgšanas poga aktivizē izvēlētās kustības mehānismu.
Vītņotā vārpsta (skrūve)- paredzēts suporta iedzīšanai garenvirzienā, griežot vītnes ar griezēju. Šī vārpsta griežas tikai vītņošanas režīmā.
ekstremitātes
Ekstremitāte ir gredzens (vai plakana paplāksne), uz kuras virsmas ir uzlikti riski, kas atrodas vienādā attālumā viens no otra. Noteiktā intervālā, piemēram, ik pēc 10 atzīmēm, tiek pielietoti skaitļi, kas norāda uz noteiktu limbusa gradāciju. Ekstremitāte var tikt graduēta milimetros, grādos vai citās metriskajās vienībās.
Attēlā parādīta skala, kas atrodas uz šķērsslīdņa pārvietošanas mehānisma. Ekstremitātes griešanās notiek kopā ar roktura rotāciju instrumenta pārvietošanai. Katrs desmitais risks uz ekstremitātes ir numurēts ar 0, 1, 2 ..19. Kopumā ekstremitātei ir 200 riski. Šajā gadījumā, pagriežot rokturi, piemēram, par 10 iedaļām (no 0 līdz 1), darba instruments pārvietosies par 1 milimetru.
Dažādām iekārtām ir dažādas skalu gradācijas, tāpēc jums vajadzētu iepazīties ar konkrētas iekārtas lietošanas instrukciju. Ja šo informāciju nav iespējams noskaidrot, pārvietošanas apjomu varat noteikt pats. Lai to izdarītu, pagrieziet detaļu un izmēriet iegūto izmēru, pēc tam atkal pagrieziet detaļu, pagriežot rokturi desmit daļās, un vēlreiz izmēriet pēc pagriešanas iegūto izmēru. Atšķirība starp iepriekšējo un pēdējo mērījumu būs tieši tāda instrumenta kustības apjoms, kad tas tiek pagriezts par 10 iedaļām.
Ciparnīcas gredzenu var pagriezt pa mehānisma asi, turot pie kustības roktura. Tas var būt nepieciešams, lai apstrādes laikā iestatītu atskaites punktu, kas parasti tiek iestatīts uz 0.
Galvenie virpu veidi un īpašības
Virpām ir noteiktas īpašības, kas jāņem vērā, ražojot uz tām noteiktas detaļas: Sīkāku informāciju par mūsdienu mašīnu veidiem var atrast vietnē "Mašīnas jūsu ražošanai".
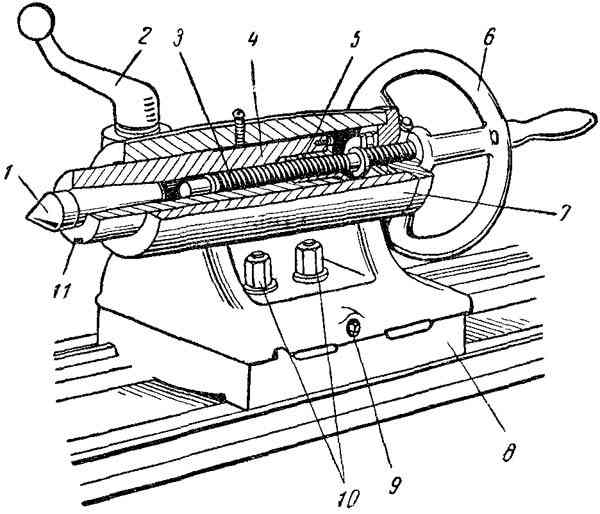
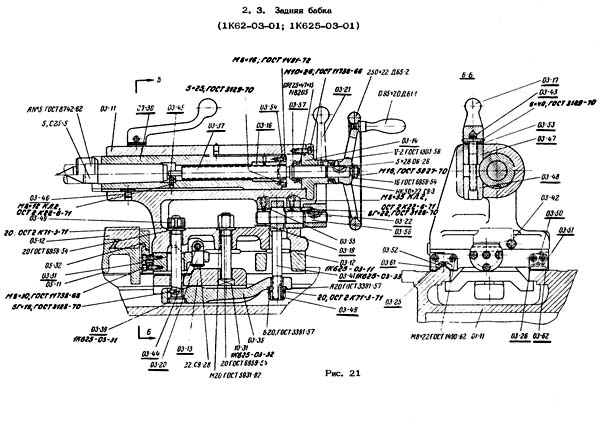
Skrūvju griešanas virpas aizmugurējās daļas vispārējais skats un izkārtojums ir parādīts att. 33.
Astes balsts kalpo, lai atbalstītu sagatavi apstrādes laikā centros un ir otrais atbalsts.
Urbjot, spārns ar speciālu skavu ir savienots ar suporta ratiņu un saņem no tā mehānisko padevi. Sējmašīna tiek ievietota spalvā, nevis centrā.
Astes zaram jāatbilst šādiem nosacījumiem:
- nekādā gadījumā patvaļīgi nepārvietoties
- norādiet pareizo centrālās ass pozīciju
- iespējot ātra uzstādīšana gar mašīnas asi
- nodrošina iespēju precīzi novietot apstrādājamo priekšmetu abos iekārtas centrālajos caurumos
- nodrošināt uzticamu ass stieņa vārpstas virzienu un tā iespīlēšanu, netraucējot ass stāvokli
Stabilitāte un drošā pozīcija aizmugurējās ass ir nepieciešamie nosacījumi iegūt apmierinošus rezultātus apstrādē centros un novērst negadījumu iespējamību sagataves plīsuma dēļ no centriem. Tas ir atkarīgs no astes balsta korpusa stiprinājuma pie rāmja.
Tailstock dizaini ir ļoti dažādi, bet galvenais ķēdes shēmas viņiem ir daudz kopīga. Tāpēc, zinot principa ierīce jebkuras vidēja izmēra universālās virpas gala balsts, jūs varat viegli izdomāt citu virpu galvas balstu dizainu.
Apsveriet virpas aizmugurējās daļas dizainu. tailstock korpussŠī mašīna, tāpat kā lielākā daļa cita veida mašīnu, sastāv no divām daļām: paša korpusa 1 un astes balsta pamatnes (plosts, tilts) 2.
Plosts (tilts) tas ir nokasīts gar rāmja vadotnēm, un korpuss ir uzstādīts uz tā augšējās virsmas.
Ķermeņa un plosta saskares plaknes ir apgrieztas tā, lai ass ass augstumā sakristu ar mašīnas vārpstas asi un būtu tai paralēla. Asu paralēlisms tiek panākts, apgriežot vadošās apkakles vertikālo malu. a plosts. Cirvju sānu izlīdzināšana tiek panākta, pārvietojot korpusu gar plostu, izmantojot kvadrātveida galvas skrūvi un uzgriezni. Korpuss ir piestiprināts pie plosta un tajā pašā laikā pie rāmja ar divu skrūvju 4 un oderes 3 palīdzību.
Lai panāktu uzgaļa un astes vārpstu asu sakritību, nokasot balsta korpusa atbalsta plaknes, ir nepieciešams ievērojams laika ieguldījums. Tāpēc, kā likums, kapitālais remonts priekšējā un aizmugurējā galvas balsta asu sakritība tiek panākta, izurbjot caurumu astes stieņa vārpstai. Šajā gadījumā rodas nepieciešamība nomainīt astes stieņa vārpstu, kas galu galā tiek apstrādāta gar ārējo diametru tikai pēc tam, kad astes korpusa korpuss ir urbts.
Vārpsta (spalva) Astes balsts 7 ir dobs cilindrs, kura priekšējā mala ir izgatavota Morzes konusa formā, kurā ir ievietots centrs 6 vai urbis, bet aizmugurē ir ievietots uzgrieznis 9. Izmantojot šo uzgriezni un skrūvi 8 ar spararatu 10 vārpsta var pārvietoties pa asi. 5. atslēga neļauj vārpstai griezties. Vārpsta ir nostiprināta ar rokturi, kura galā ir labās un kreisās puses iegriezumi krekeru iespīlēšanai. Noņemot vārpstu līdz galam, skrūve 8 ar tās galu balstās pret centra 6 galu un izspiež to no vārpstas korpusa. Tādējādi šajā dizainā centru izsist no konusa ir ļoti ērti.
Smagajās mašīnās vārpstai nav uzgriežņa, vītne ir izgatavota tieši uz vārpstas, un spararata uzmava ir uzgrieznis. Nav iespējams izsist centru no šādas vārpstas gala. Tāpēc parastie centri nav piemēroti šādām vārpstām; centriem jābūt ar vītnēm. Uz vītnes ir uzskrūvēts uzgrieznis, ar kuru var izspiest centru, vai arī uz centriem tiek veidoti plakaniski, kas ļauj pagriezt centru ar atslēgu un tādējādi atbrīvot to no ligzdas. Izmantot vienkārši centrišīs mašīnas ir jāaizliedz, jo tās ir iespiestas un tās var izsist tikai ar veseri vai karsējot vārpstu ar pūtējiem. Tas noved pie vārpstas konusa bojājumiem.
Apstrādājot seklus konusus, ir nepieciešams novirzīt astes vidusdaļu šķērsvirzienā. Šim nolūkam astes balsta korpuss un pamatne ir savienoti viens ar otru ar krusta atslēgu. Galvas balsta korpusa šķērsvirziena nobīde attiecībā pret pamatni tiek veikta ar skrūvēm un uzgriezni.
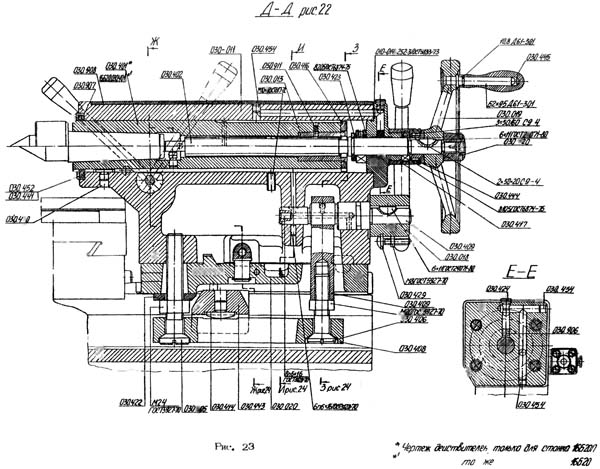
Tailstock virpa 1k62. Montāžas rasējums
Tailstock virpa 16k20. Montāžas rasējums

Virpas aizmugurējās daļas remonts un restaurācija
Remontējot astes balstu, tiek atjaunota tilta virsmu savietošanas ar gultni un korpusu precizitāte, korpusa cauruma precizitāte un priekšpuses un astes stieņa centru augstums, tiek atjaunota spalva, padeves skrūve un citas detaļas. salabots vai izgatavots no jauna.
Visvairāk laikietilpīgas ir operācijas, lai atjaunotu spalvu korpusa cauruma precizitāti un atjaunotu centru augstumu.
Caurums spalviņai korpusā tiek salabots ar pārlobīšanu, urbšanu, kam seko precizēšana un ar akrila plastmasas palīdzību.
Pārklāšana parasti salabo nedaudz nodilušus caurumus. Tajā pašā laikā tiek atjaunots centru augstums, uzliekot uz vadotnēm kompensācijas paliktņus un tiek izgatavota jauna spalviņa.
Remontējot ar urbšanu, vienlaikus tiek atjaunots centru augstums. Pēc urbšanas caurumu parasti apstrādā ar pārsegumu, un spalvu izgatavo ar lielāku diametru.
Akriloplasti atjauno gan spalvu piegulšanas precizitāti, gan centru augstumu. Tajā pašā laikā spalvu negatavo, bet labo.
Šī remonta metode ir visefektīvākā, jo tā prasa 3-5 reizes mazāk laika un naudas nekā pirmajām divām metodēm.
Divas tālāk apskatītās astes stieņa remonta iespējas skaidri apstiprina to remonta rentabilitāti, kurā tiek izmantota akrila plastmasa, jo īpaši TSh zīmola stirakrils.
Remonta secība ir šāda:
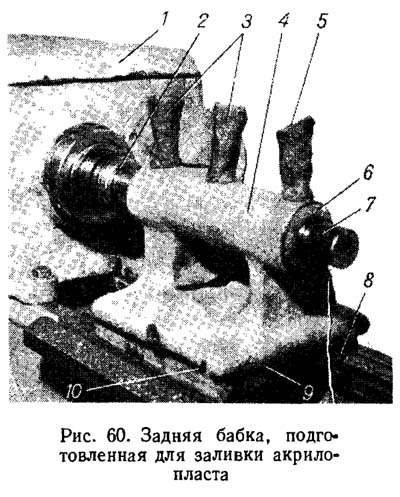
- Noņemiet 9 korpusa virsmu (60. att.). Tintes izdruku skaitam jābūt vismaz 10 uz 25 x 25 mm laukuma
- Tilta 8 virsma 10 ir nofrēzēta un pārklājums tiek uzstādīts uz līmes vai uz skrūvēm. Ja tilta izvirzījums ir cieši savienots ar korpusa rievu, šī darbība netiek veikta
- Atbrīvojieties no tilta virsmas, kas savienojas ar korpusu (gar korpusu). Plankumu skaits, pārbaudot krāsu, ir vismaz 10 uz 25 x 25 mm laukuma. Tilta izvirzījumam ir cieši jāiekļaujas korpusa rievā (bez brīvkustības)
- Tilta virsmas tiek nokasītas gar rāmja vadotnēm. Tintes izdruku skaits ir 10-15 uz 25x25 mm laukuma. Tajā pašā laikā, skrāpējot, horizontālās virsmas pārošanās ar korpusu tiek panākta ar precizitāti 0,05 mm uz 1000 mm garumu. Pārbaude tiek veikta atbilstoši līmenim, kas iestatīts uz virsmas 9 gar un pāri rāmja vadotnēm. Gulta ir uzstādīta un izlīdzināta, savukārt padeves kastes piestiprināšanas plaknei jāatrodas stingri vertikāli.
- Piestipriniet tiltu pie ķermeņa
- Piestipriniet stieni mašīnas pamatnes vārpstā. Sānu stieņa asij griezēja piestiprināšanas vietā jābūt 0,05 mm augstākai par vārpstas ass parasto stāvokli, kam: indikatora mērstieni, kas piestiprināts pie mašīnas balsta, tiek novadīts uz augšējo ģeneratoru. sānu stieņa (griezēja piestiprināšanas vietā) un šī pozīcija ir fiksēta; atskrūvējiet galvas balsta priekšējās skrūves (vārpstas ass jau ir noregulēta paralēli gultas vadotnēm), izmantojot sviru, nedaudz paceliet priekšējo daļu, zem vadotņu priekšējiem galiem ielieciet foliju 0,02-0,05 mm biezumā un nostipriniet galvas balsts uz gultas; novietojiet indikatoru uz sānu stieņa augšējo ģeneratoru un ievērojiet tā jauno pozīciju, kurā sānu stieņa asij jāatrodas 0,05 mm augstāk par vārpstas asi.
- Uzstādiet aizmugurējo balstu suporta karietes priekšā un pielieciet slodzi, lai nodrošinātu stingrību
- Astes sviras korpusā ir ieurbts caurums spalvai (2-3 piegājieniem), vārpstas ātrums ir 250 apgr./min.; padeve 0,1 mm/min. Tajā pašā laikā virsmas tīrība nedrīkst būt zemāka par V5, konuss nedrīkst pārsniegt 0,02 mm, un ovāls nedrīkst pārsniegt 0,01 mm.
- Caurums korpusā ir noslīpēts ar paplašinātāja serdi, kas fiksēts vārpstā, un smilšpapīrs. Vārpstas apgriezieni 500-800 apgr./min, padeve 10-15 m/min. Virsmas apdare V7, konuss - ne vairāk kā 0,02 mm, ovāls - ne vairāk kā 0,01 mm
- Caurums korpusā ir pabeigts ar čuguna klēpi. Vārpstas ātrums 200-300 apgr./min, padeve - 5-8 m/min. Tādējādi tiek panākta virsmas apdare V 8, konusam jābūt ne vairāk kā 0,01 mm, ovālam - ne vairāk kā 0,005 mm.
- Noņemiet foliju zem galvas balsta vadotnēm un nostipriniet galviņu pie rāmja. Astes balsts ir samontēts ar tikko izgatavotu un uzstādītu spalvu savā vietā. Spalvas kustībai jābūt gludai, bez pretdarbības. Skavai ir jānodrošina drošs stiprinājums spalviņas.
- Viņi pārbauda spalvas stāvokli attiecībā pret gultas vadotnēm un priekšējo un aizmugurējo balstu centru sakritību saskaņā ar specifikācijām saskaņā ar GOST 42-56.
Aplūkotais astes stieņa tehnoloģiskais process tiek plaši izmantots daudzās rūpnīcās, neskatoties uz tā ievērojamo darbaspēka intensitāti.
Astes daļas atjaunošana ar akrilu
Astes stieņa atjaunošana ar akrila plastmasu ir ļoti vienkārša un efektīva, jo tiek novērstas smalkās urbšanas un korpusa urbuma apdares darbības un iespējams saglabāt veco spalvu. Tilta remonts tiek veikts tāpat kā remontējot bez akrila.
Astes korpusa atvēruma atjaunošanas tehnoloģiskais process ietver šādas darbības:
- Astes sviras korpusā 4 (60. att.) paredzētais caurums tiek izurbts uz urbuma vai virpas, vienlaikus noņemot metāla slāni, kas vienāds ar 2-3 mm. Apstrādes tīrībai jāatbilst V 1, konuss un ovāls ir pieļaujams ne vairāk kā 0,5 mm.
- Mašīnas galviņas 1 vārpstā 2, kuras ass ir izlīdzināta paralēli rāmja vadotnēm, ir uzstādīta doba serde ar spraudni 7. Stieņa cilindriskās daļas ārējais diametrs atbilst ārējam diametram. salabotā spalviņa un tās izmērs ir par 0,01 mm lielāks nekā spalvai.
Stiebrs ir uzstādīts ekscentriski attiecībā pret vārpstas asi par 0,07-0,08 mm. Lai to izdarītu, pirms serdeņa uzstādīšanas vārpstas konusveida caurumā ievieto nošķelta konusa formas blīvi ar biezumu 0,07-0,08 mm. Oderes materiāls ir papīrs vai folija. Blīves forma (nošķelts konuss) nodrošina vienmērīgu noplūdi abos serdeņa galos. - Pagriežot vārpstu 2, tiek pārbaudīts serdes izskrējiens, kam nevajadzētu būt lielākam par 0,15-0,18 mm, un vārpsta ir iestatīta tā, lai serdeņa ģenerators ar lielāko pozitīvo novirzi atrastos virs vārpstas ass. Šāds stieņa izvietojums nodrošina augšdaļas un astes centru augstuma starpības noteikšanu (0,05-0,07 mm) atbilstoši tehnisko specifikāciju prasībām.
- Astes 4. korpusā virs spalvu cauruma ir izurbti trīs caurumi ar diametru 6–8 mm; caurumi atrodas korpusa vidū un gar malām
- Attaukojiet korpusa urbumu un žāvējiet 15-20 minūtes, līdz šķīdinātājs ir pilnībā iztvaikojis
- Uz serdeņa tiek uzklāts plāns vienmērīgs ziepju slānis, uzstādīts astes stieņa korpuss un pieskrūvēts pie rāmja
- Caurums spalvai (atstarpe starp serdi un galviņas korpusu) ir noslēgta ar gredzeniem un plastilīnu 6; noblīvējiet arī spalvu piestiprināšanas ierīču caurumus un virs trim izurbti caurumi no plastilīna ir uzstādītas trīs piltuves 3 un 5.
- Akriloplasta šķīdumu sagatavo un ielej vidējā piltuvē. Ieliešana tiek pabeigta, kad stirakrila masa daļēji piepilda ārējās piltuves.
- Piepildītais astes zars tiek turēts vietā vismaz 2 stundas 18-20 ° C temperatūrā
- Tie nobīda astes stieni, aizsargā ķermeni no plastilīna un plastmasas plūdmaiņām, veido eļļošanas rievas, urbj caurumus, āmuru atslēgas rievu un saliek astes balstu.
Šis process ietver ārējā diametra slīpēšanas un konusveida cauruma atjaunošanas darbības, uzstādot kompensācijas uzmavu.
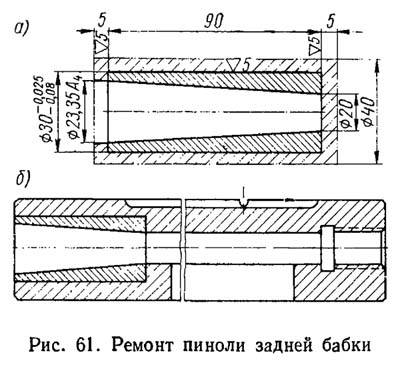
Kompensācijas uzmavai (61. att., a) ir cilindriska forma ārpusē un konuss iekšpusē. Uzmava bieži ir izgatavota no rūdīta tērauda, un konuss ir rūdīts līdz HRC 58-60. Uzmavas sienas biezums apm. lielākais diametrs konusu ņem no 2 mm vai vairāk (atkarībā no spalvu diametra).
Uzmavas ārējais diametrs ir izgatavots pēc svārsta urbuma ar atstarpi 0,05 mm, apstrādātās virsmas apdare ir V5-V6.
Uzmava uz līmes ir uzstādīta spalvā un pēc sacietēšanas (pēc 24 stundām) tiek noslīpēta koniskā atvere.
Piemēram, mēs piedāvājam skrūves griešanas virpas modeļa 1E61 aizmugurējās daļas atjaunošanas tehnoloģiju, kas sastāv no diviem posmiem:
- kompensācijas uzmavas izgatavošana (61. att., a)
- spalvu remonts (61. att., b)
- Tiek apstrādāta bukse ar tehnoloģiskām pielaidēm, Morzes konuss Nr.3, slīpēšanai ar 7-8 mm traucējumiem, neskaitot 5 mm pielaidi. Cements līdz 0,8-1,2 mm dziļumam. Noņemiet tehnoloģiskās pielaides, atstājot 1 mm katrā pusē. Kalyat, HRC 58-62. Ārējais diametrs un gali ir apstrādāti saskaņā ar zīmējumu (pārbaudīts uz stieņa no konusa).
- Spalvā Ø30A ir izurbts caurums 90 mm garumā (tiek pārbaudīts, vai tie ir izskrējuši ar precizitāti 0,05 mm, apdare V 5). Uzmavu uzstāda uz epoksīda līmes un 24 stundas tur 18-20 ° C temperatūrā. No abām pusēm tiek ievietoti aizbāžņi, centrēti ar precizitāti 0,02 mm, spalvu apstrādā gar augšpusi pēc izmēra un nogriež priekšpusi. beigas, slīpēšana. Sasmalciniet ārējo diametru līdz izmēram. Eļļošanas rieva ir nofrēzēta saskaņā ar skici. Figūru gravēšana pēc skices. Noņemiet spraudņus. Pēc tam spalvu izlīdzina ar precizitāti 0,01 mm, Morzes konusu Nr.3 noslīpē uz korķa un priekšējo galu kā tīru.
Izmantojot šo tehnoloģiju, salabotajai spalvai ir palielināta konusa cauruma nodilumizturība, un remonta izmaksas ir daudz zemākas nekā jaunas spalvas izgatavošanas izmaksas.
Skrūvju griešanas virpas 1k62 astes statņa tilta remonts
Skrūvju griešanas virpas astes urbšana
Skrūvju griešanas virpas spārnu uzlikšana
Pārbauda, vai skrūvgriežu virpas ir izlīdzinātas aizmugurējās daļas
Virpas aizmugurējās daļas regulēšana
Literatūra
- Borisovs G. S. un Saharovs V. L. Īsa veikala mehāniķa uzziņu grāmata. M., izdevniecība "Inženierzinātnes", 1966. gads.
- Gelbergs B. T. Rūpnīcas pieredze darbgaldu modernizācijā. Lenizdats, 1960. gads.
- Gelbergs B. T. un Pekelis G. D. Tehnoloģijas un iekārtu remonta organizācijas jautājumi. M., Proftekhizdat, 1960. gads.
- Gelbergs B. T. un Pekelis G. D. Rūpniecisko iekārtu remonts. M., izdevniecība " pabeigt skolu", 1967.
- Vienota profilaktiskās apkopes un racionālas darbības sistēma tehnoloģiskās iekārtas inženiertehniskie uzņēmumi. M., izdevniecība "Inženierzinātnes", 1967. gads.
- Kļagins V.N. Specifikācijas normālas precizitātes metāla griešanas mašīnu remontam. M., izdevniecība "Inženierzinātnes", 1967. gads.
- Pekelis G. D. un Minkins A. S. Metāla griešanas mašīnu remonts. Lenizdat, 1962.g.
- Pekelis G. D. un Gelbergs B. T. Tehnoloģisko iekārtu detaļu restaurācija un rūdīšana. M., izdevniecība "Inženierzinātnes", 1964. gads.
- Pekelis G. D. un Gelbergs B. T. Atslēdznieku un remontdarbu mehanizācija. M.-L., izdevniecība "Inženierzinātnes", 1967.g.
- Pekelis G. D. un Gelbergs B. T. Metāla griešanas mašīnu un kalšanas un presēšanas iekārtu remonts pēc standarta tehnoloģiskie procesi. M., izdevniecība "Inženierzinātnes", 1967. gads.
- Pekelis G. D., Gelbergs B. T. un Gordins Ju. N. Iekārtu remonta centralizācija un specializācija ražošanas apvienībā, LDNTP, 1967.g.
- Pronikov AS Metāla griešanas mašīnu aprēķins un projektēšana. M., izdevniecība "Augstskola", 1967.
- Sheingold E. M., Nechaev L. N. Rūpniecisko iekārtu remonta un uzstādīšanas tehnoloģija. M.-L., izdevniecība "Inženierzinātnes", 1966.g.
- Ščebrovs V. M. Mašīnu un mehānismu remonts. M., izdevniecība "Augstskola", 1964.g.
- Jakobsons M. O. Darbgaldu izgatavošanas tehnoloģija. M., izdevniecība "Inženierzinātnes", 1968. gads.
Pekelis G.D., Gelbergs B.T. L., "Inženierzinātnes". 1970. gads
Mēs arī iesakām
 Produktīvā un reproduktīvā domāšana
Produktīvā un reproduktīvā domāšana
 Saprātīgs egoisms – kas ir saprātīga egoisma teorija?
Saprātīgs egoisms – kas ir saprātīga egoisma teorija?
 Boriss Nikolajevičs Jeļcins, pirmais Krievijas prezidents
Boriss Nikolajevičs Jeļcins, pirmais Krievijas prezidents
 Pazemes cīņas. Pazemes karaļi. Kas ir “cīņa nevis par masām”? Kur var cīnīties par naudu?
Pazemes cīņas. Pazemes karaļi. Kas ir “cīņa nevis par masām”? Kur var cīnīties par naudu?
 Jakovs Pavlovs un citi Staļingradas varoņi, kas jums jāzina
Jakovs Pavlovs un citi Staļingradas varoņi, kas jums jāzina
 Sapņā izdzīvo negadījumu jūrā - patiesībā piedzīvo jaunu mīlestību
Sapņā izdzīvo negadījumu jūrā - patiesībā piedzīvo jaunu mīlestību