Lielā naftas un gāzes enciklopēdija. Pašdarināta caururbšanas mašīna. Horizontālās caururbšanas mašīnas
Caururbšanas mašīnu mērķis ir precīzi apstrādāt detaļas iekšējo (ārējo) virsmu atbilstoši noteiktai konfigurācijai.
Pēc virsmas apstrādes iegūtas kontūras, var būt dažādas formas, ko nosaka griešanas spraugas profils.
1 Galvenās iezīmes
Atvēršanas mašīnu modeļi atšķiras vairākos veidos:
Neregulāriem gabaliem būtu ļoti grūti izveidot caurumus apgrieztā matricā. "Atgādinājums vai reljefs". Izmantojot šāda veida procedūru, jūs varat iegūt gabalus liels augstums un apjoms, ar kādu viņi veido podus, virtuves izlietnes, laternas, trofejas utt.
Instrumentus var izgatavot arī bez lokšņu presēm. Šim nolūkam matricai jābūt kondicionētai ar atbilstošām nošķelnēm, lai atvieglotu materiāla kustību vilces brīdī, kā parādīts diagrammā. Viņi ir atbildīgi par to, ar kādu vieglumu vai nepārvietošanos materiāls vilkšanas laikā, viņi ir atbildīgi arī par kroku veidošanos, kuras materiāls plīsīs, iegūs lielāku materiāla cietību desas rezultātā.
- mērķis - iekšēja vai ārēja izspiešana;
- universālums - vispārējs un ļoti specializēts mērķis;
- darba kustības virziens - horizontāli vai vertikāli;
- darba kustības raksturs - apļveida, spraugas kustība, sagataves kustība;
- vagonu skaits - viens vai vairāki;
- pozīcija - parastās mašīnas(viena pozīcija), ar rotējošie galdi(vairāku pozīciju);
- CNC pieejamība.

Stiepes spēka rezultātā inkrustētais materiāls mēdz pielipt pie perforatora un, ja nav nodrošināta sistēma, kas atvieglotu perforatora noņemšanu, tas var liecināt par turpmākām problēmām, piemērota forma ir parādīta zemāk esošajā tabulā. piestiprināts, izveidojot projekciju vai papēdi matricas apakšā.
Parasti tiek izmantoti sadalīti gredzeni, kas savienoti ar atsperi, kas darbojas kā nosūcējs, Iekšējais diametrs gredzenam jābūt ar piemērotu noapaļojumu, kas ļauj iziet cauri perforatoram un materiālam, izstiepjot atsperi tā nolaišanās laikā, paceļot perforatoru, atspere tiek saspiesta un gredzens darbojas kā nosūcējs.
Galvenie veidi ir:
- horizontālās caururbšanas mašīna (urbumu iekšējai apstrādei);
- vertikālās caururbšanas mašīna (iekšējai un ārējai cauršanai);
- CNC centri, kuros ir ierīces automātiskai sagatavju uzstādīšanai/izņemšanai un instrumentu maiņai.
Veiktspējas raksturlielumi ietver tādus rādītājus kā vilces spēks - no 50 līdz 1000 kN un atvēršanas gājiena garums - no 1000 līdz 2000 mm.
Īsāk sakot, zīmējums ir izveidot loksnes gabalu, pakļaujot to spiedes un stiepes spriedzei, lai izveidotu dobu gabalu. Ar zīmējuma palīdzību var izgatavot lielas sērijas, viļņus, vākus, vākus, atstarotājus gaismām, trofejas. Veidnes var iegūt arī liešanai, metālu un plastmasas iesmidzināšanai u.c. izmantojot šo procedūru, jūs varat iegūt gabalus liels augstums un apjoms, kas ir ļoti noderīgi ikdienā.
Lamināts Tērauda laminēšana ir metālu plastiskā deformācija, ko rada mehāniska deformācija starp cilindriem. Šis ir process, kas pārveido materiālu, laižot to starp uzklātiem veltņiem, kas griežas pretējā virzienā. Laminēšana parasti tiek veikta karstā veidā, tomēr notiek aukstā velmēšana, bet auksti velmēti metāli kļūst uzbudināmi un ir jāpakļauj galīgai atkausēšanai. Izejmateriāls velmēšanai ir apaļa vai ovāla četrstūra šķērsgriezuma lietie lietņi, kā arī plātnes ar taisnstūrveida sekcija.
1.1. Horizontālās caururbšanas mašīnas
Tiek lietoti detaļu iekšējo un ārējo virsmu apstrādei lineārā virzienā izmantojot dažādu profilu piespraudes.
Lietots tikai darbības laikā taisnvirziena kustība instruments (caururbums) vai sagatave (detaļa) horizontālā virzienā. Materiāla paraugu ņemšana (griešana) notiek tāpēc, ka zobi vienmērīgi paceļas uz brosmas visā garumā. Darbplūsmu var automatizēt, uzstādot CNC sistēmas.
Neapstrādātus lietņus velmē, lai ražotu pusfabrikātus un gatavie izstrādājumi. Loksnēm un sloksnēm, kas iet cauri statīviem, tiek velmētas rupjas plātnes. Par pagātni sauc laminējamā materiāla izlaišanu cauri velmēšanas cilindriem. Plakanā piespēle atšķiras, ja vienai piespēlei seko cita piespēle tādā pašā pozīcijā un malas piespēle, kas ripo plakanās piespēles rezultātā radušās izplešanās virzienā. Lai to izdarītu, laminējamais materiāls ir jāpagriež par 90°.
1.2. Darbplūsma d horizontālā caururbšanas iekārta SGP12 (video)
1.3. Vertikālās caururbšanas iekārtas
Vertikālās caururbšanas mašīnas darbības princips ir tāds pats kā tai horizontālā versija, taču ir vairākas priekšrocības:
- atseguma ass nenokrīt un neliecas;
- veicot jaunināšanu, lai palielinātu produktivitāti, ir vieglāk uzstādīt papildu atvērumus;
- mazs aizņemts ražošanas zona, jo darba kustība notiek vertikāli.
2 Atvēršanas iekārtu modeļi
Lielākoties visas, gan horizontāli, gan vertikāli orientētas mašīnas, darbojas pusautomātiskā režīmā. Daži modeļi ir aprīkoti ar CNC, kas lielā mērā vienkāršo un paātrina ražošanas procesu. Piedziņa var būt hidrauliska vai elektromehāniska.
Ir divi horizontāli izvietoti smagie cilindri, kas ir atdalīti viens no otra ar noteiktu attālumu, un stienis stiepjas, kas ir biezāks par norādīto attālumu, tādējādi radot kustību. Šī kustība notiks, ja pastāv noteikta attiecība starp cilindru diametru un stieņa augstumu. Tad cilindriem ir trīskārša darbība: samaziniet stieņa sekciju. Gareniskā deformācija vai stieņa pagarinājums. Laminatorus izvieto grupās vienu pēc otras. Tātad jūs varat nokļūt nepārtrauktā vilcienā.
2.1 Modelis 7B55
Apstrādei tiek izmantota horizontāli caururbšanas iekārta 7B55 iekšējās virsmas, kam ir dažādas formas un izmēri, velkot. Iekārtas 7B55 ierīce ir šāda:
Metinātās dobās gultnes iekšējā daļā ir hidrauliskā piedziņa, kas sastāv no spēka cilindra un stieņa, kas var pārvietoties pa vadotnēm uz slaida.
Šis izkārtojums sniedz daudzas priekšrocības, jo īpaši attiecībā uz samazinātu velmēšanas laiku, vienmērīgu dzesēšanu, garāku lamināta garumu. Laminatorus apzīmē dažādos veidos atkarībā no laminējamā materiāla vai gatavajiem laminēšanas izstrādājumiem. Šajā gadījumā izšķir smagos, vidējos un vieglos slīpēšanas vilcienus, pusfabrikātu vilcienus, sijas, sliedes, gumijas dambjus, tērauda stieņus utt. atbilstoši velmēšanas cilindru izvietojumam ir divu veidu velmēšanas mašīnas: divvirziena, reversīvā, dubultā utt. šī klasifikācija ir visizplatītākā.

Uz stieņa (tā brīvajā daļā) ir uzmontēta bukse, kurai ir kārtridžs brokas stiprināšanai. Otrs griezējinstrumenta gals ir nostiprināts palīgpatronā.
Ierīce sagataves stiprināšanai kopā ar pašu sagatavi atrodas pret rāmja korpusu. Darba gājiena laikā slīdņa papildu kārtridžs pārvietojas kopā ar atvērumu līdz cietai atdurei, pēc tam savienojumu starp tiem pārtrauc ar atsperu slogotu izciļņu. Kad instruments tiek atgriezts pēc griešanas operācijas, sprauga atkal savienojas ar papildu patronu.
Detaļas, kas veido velmētavu. Veltņi vai cilindri: tie var būt gluda cilindriska virsma vai būt gredzenveida rievās. Savos vienkāršākā forma tos izmanto, lai laminētu lietņus, kas ir reducēti līdz plāksnēm. Atšķiriet galdu, ķēdes ratus un sakabes galus. Galds - darba daļa, cilindriska, gluda vai rievota. Garumam ir kāds sakars ar diametru. Bukses ļauj ievietot cilindrus fosforbronzas atbalsta gultņos, un tas, savukārt, rāmī.
Sakabes gali ir nepieciešami, lai savienotu vairākas kastes vai separatorus, kuru veltņus darbina kopīgs motors. Kastes, kastes vai būri: tie ir balsti, kur ir novietoti gultņi, kas tur rullīšus. Tie ir veidotas tērauda detaļas ar vertikālām vadotnēm, kurās atrodas gultņi. Uz katra balsta skrūve notur augšējo cilindru noteiktā augstumā. Duetu, trio un dubultduetu izpildījums. Stienis tiek ievietots no vienas puses, un pēc pārvietošanas uz pretējo pusi tas pārvietojas uz iepriekšējo pusi.
Mašīnas 7B55 ierīce ir paredzēta pusautomātiskai darbībai, bet ir iespējams uzstādīt CNC elementus pilnai automatizācijai darbplūsma.
Brokas kustību nodrošina hidrauliskā iekārta, kurai ir divi sūkņi. augstspiediena. Viens piegādā eļļu galvenajam cilindram ar ātrumu 200 litri minūtē, otrs nodrošina papildu hidraulisko cilindru ar eļļas padevi ar ātrumu 25 litri minūtē.
Šo darbību var veikt divos veidos: novietojot to virs cilindriem vai palaižot zem tā, noliecot ar knaiblēm, lai tas atkal tiktu ievietots starp cilindriem. Trio: izmanto, lai samazinātu stieņa pasīvo atgriešanās laiku. Trešais cilindrs tika novietots zem vai virs dueta. Stienis iet starp apakšējo cilindru un starpcilindru un pēc tam starp vidējo un augšējo cilindru, veicot velmēšanas darbības, samazinot dīkstāves laiku. Tās tiek veiktas arī automātiski, izmantojot noliecamus galdus un rullīšus, kas pārmaiņus griežas otrā virzienā.
Vilkšanas spēks ir 98 kN, darba gājiens ir 1600 mm, vilkšanas ātrums ir no 1,5 līdz 11,5 metriem minūtē, savukārt apgrieztais gājiens ir no 20 līdz 25 m/min. Galvenā sūkņa elektromotora jauda ir 17 kW. Kopējais svars - 6900 kg.
2.2 Modelis 7523
Mašīnas modelis 7523 ir pusautomātiska horizontāla caururbšanas iekārta. Izmanto detaļu apstrādei ar caurumiem dažādi izmēri un formas velkot.
Dubults duets: tie ir sakārtoti kastēs vai būros, viens pēc otra, bet tālāk dažādi augstumi. Vienīgais mīnuss ir piektā pārnesuma izmantošana. Viltus trio: Trio priekšrocības var iegūt arī, novietojot divus cilindru pārus blakus. Šo pozīciju sauc par viltus trio. To izmanto retu profilu laminātos.
Priekšrocība ir nepārtrauktība un zema dzesēšana ko izraisa stieņa saskare ar zemi. Tie tiek karsēti, lai nodrošinātu elastību un kaļamību, lai atvieglotu apgabala, kuram tie ir pakļauti, samazināšanu. Apstrādājamo detaļu karsēšanas procesā jāņem vērā: augstā tērauda sildīšanas temperatūra var izraisīt pārmērīgu graudu augšanu un tērauda degšanas radītu defektu, kas rada plaisas, kuras nevar noņemt. Zema temperatūra karsēšana izraisa tērauda elastības samazināšanos, palielina izturību pret deformāciju un var izraisīt plaisāšanu velmēšanas laikā.

Uz pusautomātiskā 7523 tiek izvilkti apaļi un rievoti caurumi, atslēgas rievas utt. Mašīna 7523 tika nodota ražošanā 1987. gadā un aizstāja nedaudz novecojušo 7B57.
Horizontālās caururbšanas iekārtas 7523 raksturojums:
- precizitātes klase - H;
- darba vilces spēks - 100 kN;
- darba slaida gājiens - 1250 mm;
- elektriskās piedziņas jauda - 11 kW;
- gabarīta izmēri garumā, platumā, augstumā - 6000 × 2000x1715 mm;
- svars - 4100 kg.
2.3 Modelis 7534
Horizontālā atvēršanas vienība 7534 izmanto vilkšanas apstrādei apaļas, rievotas atveres, dažāda izmēra un formas atslēgas. To izmanto liela un maza apjoma ražošanai, kā arī individuālai lietošanai.
Attālums starp veltņiem samazinās, samazinoties tērauda biezumam. Pirmo ruļļu pāri, caur kuriem iet lietnis, sauc par raupjumu vai raupjumu. Pēc rupjās apstrādes tērauds nonāk neapstrādātās velmētavās un apdares vilcienos, kas to reducē loksnēs ar pareizo šķērsgriezums. Nepārtrauktās velmētavas ir aprīkotas ar virkni piederumu, piemēram, malu ruļļiem, kodināšanas vai pārstrādes ierīcēm un ierīcēm, kas automātiski saliek loksni, kad tā sasniedz vilciena galu.
Malu veltņi ir vertikālu rullīšu grupas, kas atrodas abās loksnes pusēs, lai saglabātu to platumu. Kodināšanas iekārta noņem mizu, kas veidojas uz loksnes virsmas, to mehāniski atdalot, noņemot ar gaisa strūklu vai pa ceļam kādā brīdī loksni strauji saliekot. Gatavās lokšņu spoles novieto uz konveijera lentes un pārvieto uz citu vietu atkausēšanai un sagriež atsevišķās loksnēs.
Pusautomātisko 7534 var aprīkot ar papildu aprīkojums, ar kuras palīdzību kļūst iespējams apstrādāt dažādu formu ārējo virsmu vilkšanu.

Iekārtai 7534 ir atļauta automātiskās iekraušanas un izkraušanas ierīces uzstādīšana, un CNC kontrolē mašīnas 7534 darbība kļūst pilnībā automātiska.
Papildus tērauda loksnēm profilus var ražot arī ar formām, kas izgatavotas ar rullīšiem, kas ir rievoti, lai nodrošinātu pareiza forma. aukstā velmēšana izmanto tikai maziem īpašiem izmēriem un leģēto tēraudu un speciālo tēraudu laminēšanai. Plāksnes tiek auksti velmētas duetā, un izejas zona atgriežas sākotnējā augšējā cilindra pozīcijā; neatgriezenisks duets. Bieži vien augšējais cilindrs nav.
Laut Trio nodrošina labāku vilkšanas efektu mazāka diametra starpcilindra dēļ. Ceturtajā dzirnavās divus plānus darba cilindrus atbalsta divi liela diametra cilindri, lai izvairītos no materiāla locīšanas. Šie veltņi var darboties ar atgriezenisku pagrieziena strāvu. Plašs un ciets tērauda loksnes dažreiz laminēts piektajā dzirnavās. Tiem ir trīs plāni darba cilindri, kurus atbalsta divi lielāka diametra cilindri. Darba veids atbilst trio tipam. Ceturtā un piektā dzirnavas tiek palielinātas vienā piegājienā.
Horizontālās atvēršanas mašīnas 7534 funkcijas:
- darba kustības hidrauliskā piedziņa ir nodrošināta ar aksiālo virzuļsūkni;
- moderna eļļošanas sistēma, kurai ir dozēta eļļas padeve un signalizācija, kas signalizē par eļļošanas pārtraukšanu;
- dubultā darba šķidruma filtrēšana, izmantojot smalku filtru un elektrovizuāla attīrīšanas pakāpes kontrole;
- hidraulisko iekārtu uzstādīšana bez caurulēm, kurā tiek izmantotas vienotas plāksnes;
- Tā ir siltuma apmaiņas ierīce, kas ar gaisu atdzesē hidrauliskajā piedziņā esošo eļļu.
Specifikācijas:
Lenšu aukstajai laminēšanai tiek uzstādītas dažādas laminēšanas kastes. Parasti tās tiek laminētas ceturtajās kastēs un reversajos divos, kur divkārba bieži kalpo nelīdzenumam, taču šādas kastes bieži tiek uzstādītas arī atlaidinātu sloksņu pārrullēšanai. Ir arī ceturtdaļās sadalīti vairāku kastu vilcieni, kuros audekls ir velmēts līdz 2 mm biezumam. Šajās daudzajās kastēs darba cilindri ir ļoti plāni, mazāk nekā 4 mm diametrā. Par ko tie ir pareizi jāatbalsta lielos cilindros.
Mazais darba cilindru diametrs ir izdevīgs salīdzinājumā ar lielajiem diametriem, jo tas samazina rites spēku, nodrošina labāku pagarinājumu un, gluži pretēji, samazina izplešanos. Turklāt joslas platuma precizitāte ir lielāka. Sloksnes laminēšanas gadījumā sloksne iziet no ruļļa un pēc izlaišanas tiek pārtīta uz otru spoli. Izmantojot šo izkārtojumu, ir iespējams stiprināt velmēšanas procesu ar spēcīgu stiepes spēku sloksnē, attīšanas spole tiek palēnināta, lai audums saņemtu vilces spēku no ieejas puses, un tinums. atsauksmes sazinās ar audeklu arī stiepes spriegumu uz izvades daļu.
- vilkšanas spēks - 250 kN;
- darba ragavu gājiens - 1600 mm;
- virsmas darba plāksne- 450 × 450 mm;
- priekšējās plāksnes diametrs - 360 mm;
- ātrums darba gājiena laikā - no 1 līdz 13 metriem minūtē;
- sagataves maksimālais ārējais diametrs - 600 mm;
- gabarīta izmēri - 7205 × 2200x1810 mm;
- svars - 6250 kg.
2.4 Pašdarināta caururbšanas iekārta
Lai izgatavotu caururbšanas mašīnu ar savām rokām, darbam individuāliem nolūkiem, nav īpašas vajadzības pēc mājas amatniekiem. Bet tomēr ir speciālisti, kuri individuāli nodarbojas ar šāda veida detaļu apstrādi diezgan lielos apjomos. Tāpēc viņiem ir diezgan aktuāli izgatavot pašizveidotu ierīci, kurā tiek izmantots griezējs.

Pati iekārta, kas tiks izgatavota ar rokām, var būt vienkārša ierīce, kas nodrošina griezējinstrumenta taisnvirziena kustību (broaching), izmantojot hidrauliku vai elektromehāniku. Vairāk vienkāršs variants ir hidrauliskās piedziņas veiktspēja.
Galvenā problēma, kas rodas, strādājot ar savām rokām paštaisīta mašīna ir ražošanas nodrošināšana ar spraugām ( griezējinstruments).Pašam to ir grūti pagatavot tāpēc savos aprēķinos, saskaņā ar asambleju mājas mašīna ar savām rokām jums vajadzētu balstīties uz gataviem ražošanas komponentiem.
Mašīnu aprīkojums:
- gulta (doba metināta no lokšņu metāls kaste);
- hidrauliskā (elektromehāniskā) piedziņa;
- ragavas pārvietojas pa vadotnēm kastes iekšpusē;
- stienis, kas piestiprināts uz priekšmetstikliņa un kura vienā galā ir kārtridžs brošūras fiksēšanai;
- ierīce sagataves stiprināšanai kastes galā;
- griezējinstrumenta kustības vadības ierīces.
Darbam ar mazām detaļām, piemēram, izdarot atlasi zobrata tapas atverē, atspraudes brīvā gala nostiprināšana nav nepieciešama. Piespraudes griešanas virsmas eļļošanu un dzesēšanu var veikt manuāli, neizveidojot tam īpašu dizainu.
Atbrīvošana ir instruments, ko izmanto metāla apstrādei ar caururbšanu (viena no visizplatītākajām metāla griešanas tehnoloģiskajām operācijām). Šo tehnoloģiju izmanto daļām, ko izmanto daudzās nozarēs.
Piespraudes darba virsmai var būt atšķirīgs profils atkarībā no instrumenta mērķa un veida.
Kam paredzēta stiepšanās?
Tāda tehnoloģiskā darbība kā caururbšana tiek uzskatīta par vienu no visvairāk efektīvi veidi metāla griešana. Tās ieviešanai ir nepieciešama caururbšanas iekārta un speciāls instruments, kura izmantošana dod virsmu ar 0,32 mikronu nelīdzenumu un 6. klasei atbilstošu ģeometrisko parametru precizitāti.
Instruments, ar kuru tiek veikta caururbšanas metāla griešana, sastāv no daudziem zobiem. Katrs no tiem ir garāks par otru, mērot to augstumā plaknē, kas ir perpendikulāra virzienam, kurā notiek galvenā griešanas kustība. Atslēgas aprīkošana ar vairākiem griešanas asmeņiem un to novietošana noteiktā pozīcijā ļauj izmantot tikai vienu šādu instrumentu, lai noņemtu visu nepieciešamo skaidu daudzumu gan virsmas raupšanas procesā, gan tās kalibrēšanas laikā.

Izmantojot caururbšanas mašīnas, kā arī specializētus instrumentus, iespējams apstrādāt dažādas konfigurācijas izstrādājumu ārējās un iekšējās virsmas. Atvēršana neizmanto padeves kustību: visa apstrāde tiek veikta, veicot galveno kustību ar atvēršanu, kas var būt rotācijas vai translācijas. Caurumu perforators darbojas pēc līdzīga principa. Neskatoties uz visu šo tehnoloģisko darbību līdzību, būtiskā atšķirība starp tām ir tāda, ka programmaparatūras rīks darbojas saspiešanā, un atvērums darbojas saspīlēti.
Zemāk esošajā video ir parādīts caurules iekšējās virsmas apstrādes process, velkot.
Atbrīvošanai, salīdzinot ar citām metāla griešanas metodēm, ir vesels saraksts ar priekšrocībām, tostarp:
- iespēja samazināt izmantotās iekārtas ekspluatācijas izmaksas;
- augsta cauruļu nodilumizturība;
- augsta likme minūtes padeve sakarā ar to, ka apstrādi veic vairāki griešanas zobi vienlaikus;
- spēja strādāt ar caururbjmašīnām pat speciālistiem ar zemu profesionālās sagatavotības līmeni;
- masas noņemšana no virsmas ar lielu relatīvo ātrumu (tas nozīmē augstu apstrādes veiktspēju);
- spēja novērst jebkāda veida apstrādātās virsmas laulības;
- augstas precizitātes metāla izstrādājumu apstrāde.
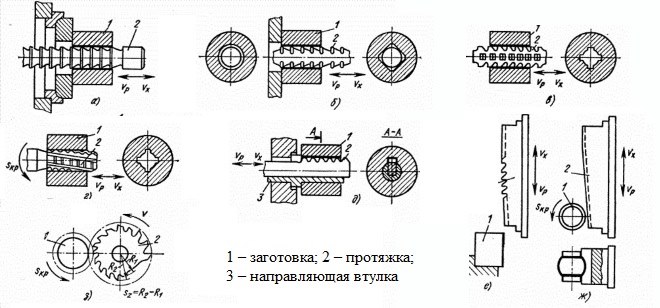
Dažādu veidu urbumu un virsmu diagrammas
Instruments, ar kuru ir aprīkotas caururbšanas iekārtas, galvenokārt ir izgatavots no vidēji leģētiem materiāliem, kas ir diezgan dārgi. Šī iemesla dēļ to ieteicams izmantot nozarēm, kas ražo savus produktus lielās un masveida partijās.
Savukārt caururbšanas mašīnas un caururbšana var tikt izmantota arī neliela apjoma un viengabala metālizstrādājumu ražošanā, ja to ģeometriskie parametri ir standartizēti. Bez šādas tehnoloģiskas darbības neiztikt un tajos gadījumos, kad tas ir vienīgais iespējamais vai izdevīgākais apstrādes veids.
Piespraužu šķirnes un dizains
Broaches tiek klasificētas pēc vairākiem parametriem. Ir šādi aizvēršanas veidi:
- ar griešanas daļu, kas izgatavota no ātrgaitas, instrumentu tērauda vai cieta sakausējuma;
- ciets vai saliekams - atkarībā no dizains;
- vienreizēja vai vairākkārtēja - atkarībā no tā, cik atvērumu ir vienā darba komplektā;
- strādājot pēc pakāpienveida, profila vai progresīvas metodes - atkarībā no tā, kā pielaide tiek noņemta no detaļas virsmas;
- ar taisnu un slīpu vai spirālveida un gredzenveida griešanas asmeņu izvietojumu uz darba daļas.

Arī pēc galvenā mērķa tiek izdalīti dažādi atstarpju veidi, un šo klasifikāciju var saukt par vienu no svarīgākajām. Tātad, atkarībā no šī parametra, tiek izdalītas ārējām un iekšējām virsmām paredzētās spraugas. Ar āra darbiem paredzētā instrumenta palīdzību iespējams apstrādāt dažādas konfigurācijas virsmas (zobrati, skujiņas tipa profili, rievas, tai skaitā T-veida, cilindriskas vārpstas, dažādu formu rievas, tai skaitā dīgļu astes, šķeļvārpstas, utt.).

Broach var apstrādāt dažāda profila virsmas
Caurumu caurduršana ir biežāka tehnoloģiskā darbība nekā ārējo virsmu caurduršana. Izmantojot caururbšanas iekārtu un caururbšanu, varat apstrādāt šāda veida iekšējās virsmas:
- atslēgas rievas;
- skrūvju tipa rievas;
- apaļas atveres (brasas apaļām atverēm);
- caurumi ar atšķirīgu šķautņu skaitu (šķautņainas atveres);
- caurumi ar rievām (nošķeltas atstarpes).

Rievota atvere caurumu veidošanai
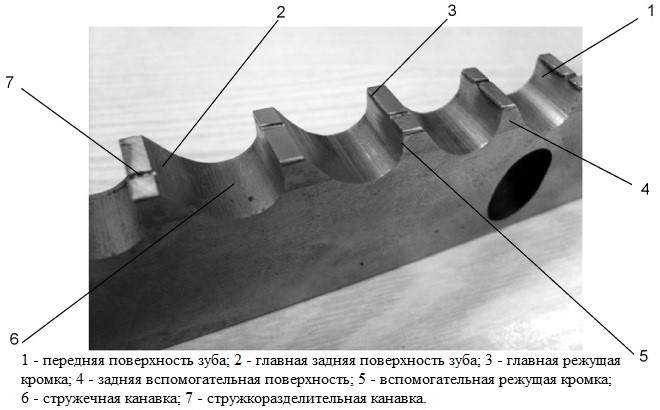
Neskatoties uz to, ka tiek izmantotas iekšējo virsmu apstrādei Dažādi veidi spraugas, šo instrumentu dizains ir gandrīz identisks un ietver vairākas sastāvdaļas.priekšpuse
Šis ir vadošais elements. Pirms apstrādes detaļa tiek precīzi fiksēta instrumenta priekšpusē, kas pēc tam vienmērīgi pārnes darba virsmu uz griešanas malas aizskaras. Instrumenta priekšējās daļas nominālajai daļai un apstrādājamā cauruma izmēram ir jāsakrīt, un piemērotības pakāpes izvēle tiek veikta, ņemot vērā nepieciešamo atstarpi starp atveri un urbuma sienām.
KātsIzmantojot šo elementu, atvērums tiek fiksēts izmantotā aprīkojuma kārtridžā. Gan apaļa, gan plakana veida atstarpēm kātu izmēri ir stingri noteikti attiecīgās normas noteikumos. normatīvie dokumenti(GOSTs 4043-70 un 4044-70).

griešanas daļa
Šis atvēršanas elements sastāv no daudziem zobiem un ir atbildīgs par nepieciešamās pielaides noņemšanu no apstrādātās virsmas. Piespraudes griešanas zobu ģeometriskie parametri, sākot no priekšējās daļas un beidzot ar aizmuguri, pakāpeniski mainās. Tātad priekšējam zobam ir apstrādājamā cauruma forma un izmēri, bet aizmugurējam griešanas elementam ir ģeometriski parametri, kas atbilst gatavā cauruma īpašībām. Sakarā ar to, ka atvēršanas zobu augstums pakāpeniski palielinās uz aizmuguri, apstrādes laikā nav padeves kustības, savukārt pielaide tiek efektīvi noņemta no apstrādājamās virsmas.
Garas un smagas atstarpes ir aprīkotas ar šo elementu, lai nodrošinātu tām atbalstu ar vienmērīgu atpūtu.
Aizmugurējā vadotneŠī atvēruma daļa ir nepieciešama, lai apstrādājamā detaļa netiktu deformēta, kad pēdējais griešanas zobs atstāj savu caurumu.
Kalibrējošā daļaŠim elementam ir raksturīgs mazāks zobu skaits nekā piespraudes griešanas daļa. Zobu forma un izmēri, kas atrodas uz kalibrēšanas daļas, ir pilnīgi identiski gatavā cauruma zobiem.
Rievoto atstarpju veidi un to apjoms
Kā minēts iepriekš, rievotās atstarpes tiek izmantotas, lai apstrādātu iekšējās virsmas, uz kurām ir izgriezti elementi. Šādi instrumenti atkarībā no griezēju skaita un veida, ar kuriem tie ir aprīkoti, var būt:
- evolūcija;
- asas rievas;
- 6 splaini;
- 8 splaini;
- 10 splaini.

Rievveida atvērumu atkarībā no tā veida var izgatavot saskaņā ar kādu no šiem normatīvajiem dokumentiem:
- ar evolūcijas tipa profilu: 50038-92 - kombinētais divu gājienu; 50035-92, 28050-89 - regulāri kombinētais tips; 25158-82, 25159-82 - cauruma apstrādei ar sekciju 15-90 mm; 25157-82 - caurumu apstrādei ar šķērsgriezumu 12–14 mm; 25160-82 - caurumu apstrādei ar šķērsgriezumu 45–90 mm;
- ar taisnu profilu: 25971-83, 25972-83 - astoņu splainu caurumu apstrādei; 25969-83, 25970-83 - sešu splainu caurumu apstrādei; 24822-81, 24823-81 - desmit splainu caurumiem;
- ar skrūves kātu: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89 utt.
Atsevišķos gadījumos, kad nav iespējams izvēlēties standarta instrumentu, caurumu izgatavošanu var veikt saskaņā ar īpaši izstrādātu projekta dokumentāciju.
Izmantojot spraugas, jūs varat efektīvi veikt šādas tehnoloģiskās darbības:
- griežņu un rievu griešana;
- šautenes ieroču stobru apstrāde;
- dažāda veida iekšējo caurumu kalibrēšana;
- lidmašīnu dzinēju turbīnu elementu ražošana;
- ārējo virsmu caurduršana ar sarežģītu konfigurāciju.
Vilkšanas aprīkojums
Atbrīvošanas mašīnas ir sadalītas dažādos veidos pēc vairākiem parametriem. Šīs iespējas jo īpaši ir:
- mērķis - veikt ārējo vai iekšējo virsmu apstrādi;
- universāluma pakāpe - mašīnas vispārējiem un ļoti specializētiem mērķiem;
- virziens, kādā kustas zīmētais elements (darba kustība) - horizontālās caururbšanas mašīnas vai vertikālās caururbšanas mašīnas;
- veiktās darba kustības veids - ar apļveida krustojums, ar atvēruma vai sagataves kustību;
- mašīnai uzstādīto vagonu skaits - viens vai vairāku ratiņu;
- pozīciju skaits, ko aizņem mašīnas darba mehānisms - viena un vairāku pozīciju (ar rotējošu darbvirsmu);
- automatizācijas līmenis - ar un bez CNC.
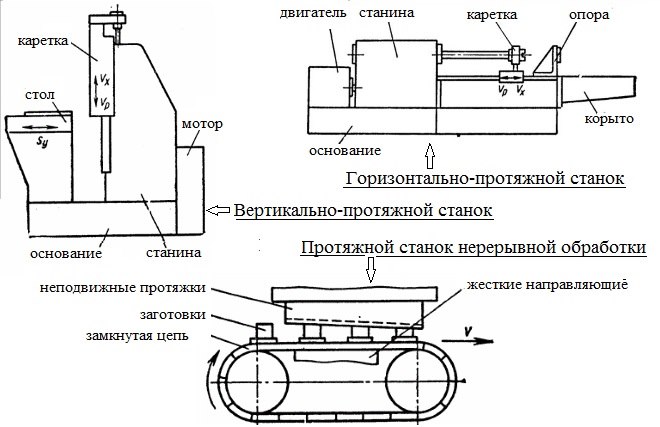
Visizplatītākie šādu iekārtu veidi ir:
- horizontāli kavējas universāla mašīna izmanto iekšējo virsmu apstrādei;
- vertikālā tipa mašīnas, kuras var izmantot gan ārējām, gan iekšējām virsmām;





